You might also like
- Omniscan Techniques For Crack SizingDocument31 pagesOmniscan Techniques For Crack Sizingalinor_tnNo ratings yet
- ISO 6520 Defects Overview PDFDocument27 pagesISO 6520 Defects Overview PDFalinor_tn100% (4)
- 02-729-Pt2 Iss2Document23 pages02-729-Pt2 Iss2br1ggsy100% (1)
- Phased Array Ut Procedure For WeldsDocument12 pagesPhased Array Ut Procedure For WeldsMohd Salleh Zainal100% (7)
- Welders MatrixDocument1 pageWelders Matrixalinor_tn100% (1)
- Machine Design Final CoachingDocument17 pagesMachine Design Final CoachingRina Liba0% (1)
- Tutorial 6Document4 pagesTutorial 6ArvinNo ratings yet
- ACI - Crack Calculations PDFDocument3 pagesACI - Crack Calculations PDFAngelo MoralNo ratings yet
- ISO - TC 135 - SC 3 - Ultrasonic TestingDocument2 pagesISO - TC 135 - SC 3 - Ultrasonic TestingNilesh MistryNo ratings yet
- Preparatory Notes For ASNT NDT Level III Examination - Ultrasonic Testing, UTDocument19 pagesPreparatory Notes For ASNT NDT Level III Examination - Ultrasonic Testing, UTsafeer ahmadNo ratings yet
- Dye Penetrant ProcedureDocument8 pagesDye Penetrant ProcedureTouil HoussemNo ratings yet
- IACS-69-NDT StandardDocument15 pagesIACS-69-NDT StandardJeganeswaranNo ratings yet
- Magnetic Particle InspectionDocument9 pagesMagnetic Particle Inspectionmuthub4uNo ratings yet
- Api Ut Thickness Procedure PDFDocument7 pagesApi Ut Thickness Procedure PDFShreekanthKannath100% (1)
- Evaluation For Paut ASME 8 DIV 2Document3 pagesEvaluation For Paut ASME 8 DIV 2Woodrow Fox100% (1)
- Paut Paper PDFDocument7 pagesPaut Paper PDFAyesha GeNo ratings yet
- BIGPROBE-Ultrasonic Transducer Catalog20200214Document16 pagesBIGPROBE-Ultrasonic Transducer Catalog20200214Muhamed MahmoudNo ratings yet
- Guidelines For The Preparation and Grading of NDTDocument4 pagesGuidelines For The Preparation and Grading of NDTL...nNo ratings yet
- Certification Statement For NDT Level IIIDocument1 pageCertification Statement For NDT Level IIISantanu SahaNo ratings yet
- Thickness Gauging Level 2 (Questions & Answers)Document3 pagesThickness Gauging Level 2 (Questions & Answers)kingston100% (2)
- Axess - Ultrassonic Thickness Measurement ProcedureDocument7 pagesAxess - Ultrassonic Thickness Measurement Procedurevsnaiduqc100% (1)
- NDT For Roller CoasterDocument5 pagesNDT For Roller Coasterluqman syakirNo ratings yet
- Lamtiation Ut ProcdureDocument12 pagesLamtiation Ut ProcduremnmsingamNo ratings yet
- DMTA 20006 01EN - Rev - B COBRA - Scanner Users - Manual PDFDocument80 pagesDMTA 20006 01EN - Rev - B COBRA - Scanner Users - Manual PDFDanny Milton Silva VasquezNo ratings yet
- LPT Spe QB 2Document6 pagesLPT Spe QB 2Aruchamy SelvakumarNo ratings yet
- GE Mentor EM Weld BrochureDocument6 pagesGE Mentor EM Weld BrochuredimachampionNo ratings yet
- NPS-SOP-CNDT-001 Rev 0 Written Practice - Temp UpdatesDocument12 pagesNPS-SOP-CNDT-001 Rev 0 Written Practice - Temp UpdatesYusuf bagewadiNo ratings yet
- ISOndtDocument8 pagesISOndtNooruddin SheikNo ratings yet
- RT ProcedureDocument12 pagesRT ProcedurePRASHANTNo ratings yet
- Itp AsntDocument33 pagesItp AsntSYED FADZIL SYED MOHAMED100% (1)
- Asnt CP-189-2001Document8 pagesAsnt CP-189-2001David SalgueroNo ratings yet
- Book Review Ultrasonic Flaw Detection For TechniciansDocument1 pageBook Review Ultrasonic Flaw Detection For TechniciansabanzabalNo ratings yet
- PCN Training and Certification of PCN Level 2 and 3 Course Brochure - BIT - BINDT, 2020Document13 pagesPCN Training and Certification of PCN Level 2 and 3 Course Brochure - BIT - BINDT, 2020AMITNo ratings yet
- Ut Report-1 PDFDocument1 pageUt Report-1 PDFsureshrathod2No ratings yet
- Asme NDT MethodDocument1 pageAsme NDT Methodkinglordofato100% (1)
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaNo ratings yet
- Ultrasonic Report: Probe Details and Position (Fig 1)Document2 pagesUltrasonic Report: Probe Details and Position (Fig 1)BALA GANESH100% (1)
- BarcDocument15 pagesBarcsojeck0% (1)
- ABS - Guide For NDT For Hull Weld 2011Document89 pagesABS - Guide For NDT For Hull Weld 2011Packirisamy BaskarNo ratings yet
- Ut6mm PDFDocument16 pagesUt6mm PDFvrkots100% (2)
- 7.5CCEV-35-16-A15 Esp 12,5 MM 1 Grupo Index - 20 MM Raiz 40-60° COBRADocument2 pages7.5CCEV-35-16-A15 Esp 12,5 MM 1 Grupo Index - 20 MM Raiz 40-60° COBRAwilfran villegasNo ratings yet
- PCN GenDocument27 pagesPCN GenMohammed ShamilNo ratings yet
- NDT Eng Probe PDFDocument60 pagesNDT Eng Probe PDFPuguh CahyonoNo ratings yet
- NDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Mark BrailsfordNo ratings yet
- HDSD Masterscan D70 User GuideDocument126 pagesHDSD Masterscan D70 User GuideNguyen binhNo ratings yet
- Inspection Report Bifab Ut On Duplex Stainless Steel Piping PDFDocument11 pagesInspection Report Bifab Ut On Duplex Stainless Steel Piping PDFquiron2014No ratings yet
- Saferad ProcedureDocument19 pagesSaferad ProcedureExsan OthmanNo ratings yet
- CSWIP ISO NDT 11 93 R 8th Edition February 2016Document23 pagesCSWIP ISO NDT 11 93 R 8th Edition February 2016Brandon EricksonNo ratings yet
- Radiograph FormulaDocument2 pagesRadiograph Formulaहेमंत कुमार मीणाNo ratings yet
- DAC Block Details PDFDocument2 pagesDAC Block Details PDFShrikant UtekarNo ratings yet
- Form PAUTDocument2 pagesForm PAUTLuong Ho Vu100% (1)
- MT Work InstructionDocument3 pagesMT Work Instructionpandab bkNo ratings yet
- Iso 16809Document44 pagesIso 16809edcaabayNo ratings yet
- Introduction To Ultrasonic Thickness MeasurementDocument18 pagesIntroduction To Ultrasonic Thickness MeasurementNail Widya Satya100% (1)
- Se 273Document4 pagesSe 273solrac4371No ratings yet
- W33 Non-Destructive Testing of Ship Hull Steel Welds W33Document13 pagesW33 Non-Destructive Testing of Ship Hull Steel Welds W33shaxahNo ratings yet
- Ur w33 Rev.1 May 2020ulDocument14 pagesUr w33 Rev.1 May 2020ulhayder ahmedNo ratings yet
- W33 Non-Destructive Testing of Ship Hull Steel Welds W33Document14 pagesW33 Non-Destructive Testing of Ship Hull Steel Welds W33Erick CostaNo ratings yet
- Ultrasonic Testing of Ferritic or Martensitic Steel ForgingsDocument17 pagesUltrasonic Testing of Ferritic or Martensitic Steel ForgingsrkkumarcpriNo ratings yet
- No. 69 Guidelines For Non-Destructive Testing of Marine Steel Castings No. 69Document18 pagesNo. 69 Guidelines For Non-Destructive Testing of Marine Steel Castings No. 69puio cursos100% (1)
- Liquid Dye Penetrant Test Inspection NDT Sample ProcedureDocument7 pagesLiquid Dye Penetrant Test Inspection NDT Sample ProcedureAnonymous gFcnQ4go100% (2)
- Ultrasonic Testing of Austenitic and Austenitic Ferritic Stainless Steel ForgingsDocument17 pagesUltrasonic Testing of Austenitic and Austenitic Ferritic Stainless Steel ForgingsAlvice Max100% (1)
- Rediographic Examination ProcedureDocument6 pagesRediographic Examination ProcedureAbank RoonyNo ratings yet
- BS en 10228-3Document17 pagesBS en 10228-3Kevin ThomassinNo ratings yet
- Hazop Sil Study Report For 6 Buy Back Gas PipelineDocument32 pagesHazop Sil Study Report For 6 Buy Back Gas Pipelinealinor_tn100% (1)
- 000-Za-E-09303 - 0 Packing and Marking ProcedureDocument251 pages000-Za-E-09303 - 0 Packing and Marking Procedurealinor_tnNo ratings yet
- IDS For Fiber Optic CableDocument5 pagesIDS For Fiber Optic Cablealinor_tnNo ratings yet
- Technical Data Sheet For Control ValveDocument5 pagesTechnical Data Sheet For Control Valvealinor_tnNo ratings yet
- Pipeline Welding Visual Inspection ReportDocument8 pagesPipeline Welding Visual Inspection Reportalinor_tn0% (1)
- 000 ZA E 09403 SITE NC MNGMT ProcedureDocument11 pages000 ZA E 09403 SITE NC MNGMT Procedurealinor_tn100% (1)
- Pipeline Hydrotest ProcedureDocument78 pagesPipeline Hydrotest Procedurealinor_tn100% (1)
- Technical Data Sheet For Temperature TransmitterDocument38 pagesTechnical Data Sheet For Temperature Transmitteralinor_tnNo ratings yet
- Work Method Statement For De-Watering Drying and Purging After HydrotestDocument12 pagesWork Method Statement For De-Watering Drying and Purging After Hydrotestalinor_tnNo ratings yet
- Nawppl Bims NPPL 000 Me Cal 00001 001 - Calculation of Steel Piping SupportsDocument21 pagesNawppl Bims NPPL 000 Me Cal 00001 001 - Calculation of Steel Piping Supportsalinor_tnNo ratings yet
- ITP-000 Piping Fabrication (Exemple)Document5 pagesITP-000 Piping Fabrication (Exemple)alinor_tn100% (1)
- Raw Gas Pipeline - Alignment Sheet N.407Document1 pageRaw Gas Pipeline - Alignment Sheet N.407alinor_tn100% (1)
- 000-ZA-E-09413 Construction Progress Meas ProcDocument12 pages000-ZA-E-09413 Construction Progress Meas Procalinor_tnNo ratings yet
- 000 ZA E 09411 Punch List ProcedureDocument17 pages000 ZA E 09411 Punch List Procedurealinor_tn100% (1)
- WPS MS 01C Rev. 0Document1 pageWPS MS 01C Rev. 0alinor_tnNo ratings yet
- MLE System SubSystem SheduleDocument29 pagesMLE System SubSystem Shedulealinor_tnNo ratings yet
- Sample Test Pack - Piping HydrotestDocument96 pagesSample Test Pack - Piping Hydrotestalinor_tn75% (4)
- Mechanical Test Specimens PlanDocument3 pagesMechanical Test Specimens Planalinor_tn100% (1)
- General Procedure For AUTDocument19 pagesGeneral Procedure For AUTalinor_tn100% (2)
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- Jacobs Standard Specification - Piping Fabrication and ErectionDocument19 pagesJacobs Standard Specification - Piping Fabrication and Erectionalinor_tn100% (1)
- TeknosDocument76 pagesTeknosMartin LafonNo ratings yet
- Piping Notes 1Document47 pagesPiping Notes 1sanjay421100% (1)
- Piping Codes (41-45)Document42 pagesPiping Codes (41-45)Brenda Davis100% (2)
- ASME CalculationDocument25 pagesASME Calculationalinor_tn100% (1)
- Erection Manual-Pc PipingDocument219 pagesErection Manual-Pc Pipingalinor_tn100% (2)
- Inspection Plan For Crane PDFDocument3 pagesInspection Plan For Crane PDFalinor_tnNo ratings yet
- Metal Dusting in A Laboratory Environment - Alloying Addition EffectsDocument15 pagesMetal Dusting in A Laboratory Environment - Alloying Addition EffectsClaudia MmsNo ratings yet
- CasingTables 2008Document53 pagesCasingTables 2008Timothy PopikNo ratings yet
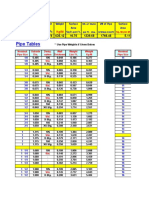
- Pipe Table For Smart EngineersDocument12 pagesPipe Table For Smart EngineersJade ClemenoNo ratings yet
- PolistirenDocument15 pagesPolistirenMaria TnsNo ratings yet
- Mass Spectrometry Assignment-4Document2 pagesMass Spectrometry Assignment-4Gouri PrinceNo ratings yet
- Pages From 0625 - s16 - QP - 42 - 01Document2 pagesPages From 0625 - s16 - QP - 42 - 01lelon ongNo ratings yet
- Automatic Solar Panel Cleaning SystemDocument14 pagesAutomatic Solar Panel Cleaning SystemAdnan Shaukat50% (2)
- Physics 1 Quiz1Document2 pagesPhysics 1 Quiz1Hai Ha100% (1)
- Indian Institute of Technology Bombay: CE 401 Water Resources Engineering Numerical Assignment - 2Document2 pagesIndian Institute of Technology Bombay: CE 401 Water Resources Engineering Numerical Assignment - 2Bhanuteja KinjarapuNo ratings yet
- Lab 12 Specific Heat Garcia VersionDocument3 pagesLab 12 Specific Heat Garcia VersionKimberly Suzanne TecsonNo ratings yet
- Ac 33 14-1Document128 pagesAc 33 14-1burchandadiNo ratings yet
- Conservation of Momentum-8 Derivation: UdydzvDocument15 pagesConservation of Momentum-8 Derivation: UdydzvtusNo ratings yet
- New Musical TuningDocument29 pagesNew Musical TuningMellyBelly52No ratings yet
- Azərbaycan Dövlət Dəniz Akademiyasi: Tərtib Edən: Osmanov ElçinDocument9 pagesAzərbaycan Dövlət Dəniz Akademiyasi: Tərtib Edən: Osmanov ElçinФаиг ИсаевNo ratings yet
- C-Arm Parts and PrinciplesDocument10 pagesC-Arm Parts and PrinciplesErshad SohailNo ratings yet
- Column Webs in Steel Beam-To-Column Connexions Part I-Formulation and VerificationDocument27 pagesColumn Webs in Steel Beam-To-Column Connexions Part I-Formulation and VerificationSabra SABRANo ratings yet
- (Woodhead Publishing Series in Welding and Other Joining Technologies 6) H. Granjon-Fundamentals of Welding Metallurgy-Woodhead Publishing (1991)Document227 pages(Woodhead Publishing Series in Welding and Other Joining Technologies 6) H. Granjon-Fundamentals of Welding Metallurgy-Woodhead Publishing (1991)Luis Testa75% (4)
- 4470 Lecture 5 2013 PDFDocument23 pages4470 Lecture 5 2013 PDFamanpreetNo ratings yet
- Akira Furusaki - Topological InsulatorsDocument33 pagesAkira Furusaki - Topological InsulatorsPo48HSD100% (1)
- The HALO Range: Uv-Visible and Visible SpectrophotometersDocument9 pagesThe HALO Range: Uv-Visible and Visible Spectrophotometersrohmen042No ratings yet
- The Problem of Optimum Design of Composite Housings of Solid Propellant Rocket Engines-Razin2018Document9 pagesThe Problem of Optimum Design of Composite Housings of Solid Propellant Rocket Engines-Razin2018Hiến Đinh VănNo ratings yet
- Pump Jack, PumpsDocument8 pagesPump Jack, PumpsТатьяна НестеренкоNo ratings yet
- RockPhysicsModellingPorousRocksMultiplePoreTypes CriticalPorosity Zhang 2019Document13 pagesRockPhysicsModellingPorousRocksMultiplePoreTypes CriticalPorosity Zhang 2019Maria Fernanda Landa ElizaldeNo ratings yet
- Acidizing Oil Wells 2Document32 pagesAcidizing Oil Wells 2Suleiman BaruniNo ratings yet
- RadiotherapyDocument12 pagesRadiotherapyapi-3805764100% (1)
- NSCP 2015Document1,008 pagesNSCP 2015yanmamalioNo ratings yet