You might also like
- Ferrous Alloys Metallurgy ReviewDocument80 pagesFerrous Alloys Metallurgy ReviewAlvin Garcia PalancaNo ratings yet
- Great KilnDocument8 pagesGreat Kilnmbamarketing54No ratings yet
- Grease Cross ReferenceDocument1 pageGrease Cross ReferenceJuan Perez100% (3)
- Iron and Steel Making ProcessDocument22 pagesIron and Steel Making Processmaghfira100% (1)
- Vizag Steel PlantDocument27 pagesVizag Steel Plantpramod_k67% (6)
- Materials For JointsDocument25 pagesMaterials For Jointshariharanoilgas100% (1)
- Indian Ferro Alloy Industry: A Review of its Development, Current Status, and Future OutlookDocument18 pagesIndian Ferro Alloy Industry: A Review of its Development, Current Status, and Future OutlookGourav ChoudhuriNo ratings yet
- CURRENT DEVELOPMENT OF SLAG VALORISATION IN ChinaDocument13 pagesCURRENT DEVELOPMENT OF SLAG VALORISATION IN ChinaHung LeNo ratings yet
- The Indian Cold Rolling IndustryDocument5 pagesThe Indian Cold Rolling IndustrymalevolentNo ratings yet
- Belgaum Foundry ClusterDocument19 pagesBelgaum Foundry ClusterVinay Vasant Mangale0% (1)
- Ibac - Matrix Iron Foundry: Benori Knowledge SolutionsDocument28 pagesIbac - Matrix Iron Foundry: Benori Knowledge SolutionsKanika1908No ratings yet
- Lubrication Table FOK 4x en-GB - 11Document22 pagesLubrication Table FOK 4x en-GB - 11balaasenthil0% (1)
- Steel Industries in IndiaDocument28 pagesSteel Industries in IndiaVivek NesaNo ratings yet
- Mini Steel Plant 790699Document57 pagesMini Steel Plant 790699Eyock PierreNo ratings yet
- JSW Steel InfoDocument3 pagesJSW Steel InfoHiren PatelNo ratings yet
- Coal Mines in India-2014Document3 pagesCoal Mines in India-2014iData InsightsNo ratings yet
- MSPL Final ReportDocument53 pagesMSPL Final ReportKiran RawalNo ratings yet
- BCCL Project ReportDocument42 pagesBCCL Project ReportChandan Kumar Singh100% (1)
- State Investment Promotion Board List of MoU's Updated ProjectsDocument24 pagesState Investment Promotion Board List of MoU's Updated ProjectsPraveen Kumar SriragghavanNo ratings yet
- MoU's for Chhattisgarh Investment PromotionDocument30 pagesMoU's for Chhattisgarh Investment Promotionsuraj pandeyNo ratings yet
- Steel: The Indian Steel IndustryDocument43 pagesSteel: The Indian Steel IndustrySylvia GraceNo ratings yet
- New Projects in Karnataka 2013-14Document6 pagesNew Projects in Karnataka 2013-14IndScan Report StoreNo ratings yet
- Steel PlantDocument21 pagesSteel PlantKaran Sagar KathuriaNo ratings yet
- Major customers of state electricity boards and core industries in IndiaDocument30 pagesMajor customers of state electricity boards and core industries in IndiaankitimtNo ratings yet
- Masters in Business Administration: Bhilai Steel Plant (Sail)Document62 pagesMasters in Business Administration: Bhilai Steel Plant (Sail)संदीप द्विवेदीNo ratings yet
- List of MoUsDocument24 pagesList of MoUsSrinivasa Rao VenkumahanthiNo ratings yet
- Major Steel and Power Projects by POSCO E&C in IndiaDocument8 pagesMajor Steel and Power Projects by POSCO E&C in IndiaRam GuptaNo ratings yet
- SAIL IISCO Marketing Project PDFDocument74 pagesSAIL IISCO Marketing Project PDFABCDNo ratings yet
- Ferro AlloysDocument13 pagesFerro Alloysvjkumar7378397No ratings yet
- InsightsDocument72 pagesInsightsArunkumar DurairajNo ratings yet
- Coke Oven New1Document6 pagesCoke Oven New1abhishekgarg98No ratings yet
- Gujarat NRE Coke Strategy AnalysisDocument20 pagesGujarat NRE Coke Strategy AnalysisMangesh GulkotwarNo ratings yet
- Pig Iron Production GuideDocument120 pagesPig Iron Production Guidesaurabh100% (1)
- Kirloskar FerrorsI Ndustries LTD (Project)Document53 pagesKirloskar FerrorsI Ndustries LTD (Project)rameshmba100% (6)
- Coal Directory PDFDocument203 pagesCoal Directory PDFJEFY JEAN ANo ratings yet
- CMR Jan 13Document7 pagesCMR Jan 13James WarrenNo ratings yet
- JBL Sinter PlantDocument77 pagesJBL Sinter PlantShashi Kant Tiwari100% (2)
- Steel Industries and Six SigmaDocument8 pagesSteel Industries and Six SigmaNaveen RajhaNo ratings yet
- Heat & Mass Balance For Blast Furnace - Report Rev 1Document19 pagesHeat & Mass Balance For Blast Furnace - Report Rev 1Fikan Mubarok RohimsyahNo ratings yet
- Coal For Metallurgical Coke Production PDFDocument24 pagesCoal For Metallurgical Coke Production PDFS SITAPATI100% (1)
- An Industrial Vist Report On Durgapur Steel PlantDocument34 pagesAn Industrial Vist Report On Durgapur Steel PlantChandarshekar Swaminathan50% (2)
- Iron & Steel IndustryDocument21 pagesIron & Steel IndustryShejal SharmaNo ratings yet
- 07092014130558IMYB-2012-Iron & Steel and ScrapDocument27 pages07092014130558IMYB-2012-Iron & Steel and ScrapPriyamNo ratings yet
- DIUPL Project TextDocument29 pagesDIUPL Project Textca_akr0% (1)
- Navbharat Steel Re-Rolling MillDocument74 pagesNavbharat Steel Re-Rolling MillChintan Pavsiya100% (1)
- Vocational Training: Durgapur Steel PlantDocument28 pagesVocational Training: Durgapur Steel PlantBaptu Roy100% (1)
- Hos Pet Steels LimitedDocument116 pagesHos Pet Steels LimitedArvind GargNo ratings yet
- Iron & Steel Manufacturers in NepalDocument3 pagesIron & Steel Manufacturers in NepalMishal LimbuNo ratings yet
- Status of Sponge Iron Units in OrissaDocument14 pagesStatus of Sponge Iron Units in OrissamaheswarreddyNo ratings yet
- Aby CumiDocument75 pagesAby CumiAby VargheseNo ratings yet
- Ferroalloys 1Document20 pagesFerroalloys 1akki018No ratings yet
- Industry Statistics: Major Industrial Areas/ Zones in OrissaDocument17 pagesIndustry Statistics: Major Industrial Areas/ Zones in OrissaBhavani PrasadNo ratings yet
- Hospet Steels Limited, KoppalDocument21 pagesHospet Steels Limited, KoppalSagar GNo ratings yet
- Siding Type and Good ShedDocument11 pagesSiding Type and Good ShedPooja SamadhiyaNo ratings yet
- AttachmentDocument3 pagesAttachmentKaushik Kumar AushNo ratings yet
- With Reference ToDocument45 pagesWith Reference ToSIRIGIREDDY SWETHANo ratings yet
- Iron and Steel Industries in IndiaDocument13 pagesIron and Steel Industries in IndiaShyam AbhishekNo ratings yet
- RSP: A Brief History of Rourkela Steel PlantDocument20 pagesRSP: A Brief History of Rourkela Steel PlantkathirNo ratings yet
- Organization StudyDocument48 pagesOrganization StudyVinay Vatsa50% (4)
- Anantapur Industry ListDocument4 pagesAnantapur Industry ListM.Venkata Siva ReddyNo ratings yet
- NameDocument18 pagesNameDharamNo ratings yet
- Jayaswal Neco PDFDocument117 pagesJayaswal Neco PDFSUKHSAGAR1969No ratings yet
- JSWDocument41 pagesJSWsushantmishra85100% (1)
- Company AnalysisDocument9 pagesCompany AnalysisNaveen KumarNo ratings yet
- Mining Sector in IndiaDocument6 pagesMining Sector in IndiaSAMAYAM KALYAN KUMARNo ratings yet
- Existing Mineral Based Industries: Iron & Steel PlantDocument4 pagesExisting Mineral Based Industries: Iron & Steel PlantAshokNo ratings yet
- PROJECT REPORT ON STEELDocument9 pagesPROJECT REPORT ON STEELChander ShekharNo ratings yet
- GM Tata SteelDocument32 pagesGM Tata SteelAniket AutkarNo ratings yet
- Sip Project SailDocument68 pagesSip Project SailRavi Kant RajNo ratings yet
- Jindal Saw Process FlowDocument2 pagesJindal Saw Process Flowvikalp shriNo ratings yet
- Pankaj Final Industrial Training Report 1234Document36 pagesPankaj Final Industrial Training Report 1234pankaj madhheshiyaNo ratings yet
- Portrait of an Industrial City: 'Clanging Belfast' 1750-1914From EverandPortrait of an Industrial City: 'Clanging Belfast' 1750-1914No ratings yet
- STATE-WISE QUARANTINE NORMSDocument41 pagesSTATE-WISE QUARANTINE NORMSbalaasenthilNo ratings yet
- Information From Client (ETO)Document11 pagesInformation From Client (ETO)balaasenthilNo ratings yet
- Ductile Iron Versus Steel PDFDocument1 pageDuctile Iron Versus Steel PDFbalaasenthilNo ratings yet
- 0.0 3rer.0 3rer!attachment!a3Document8 pages0.0 3rer.0 3rer!attachment!a3balaasenthilNo ratings yet
- Chennai Aero Park Land Application FormDocument11 pagesChennai Aero Park Land Application FormbalaasenthilNo ratings yet
- Comparative ratings of 650/1100V PVC and XLPE cablesDocument1 pageComparative ratings of 650/1100V PVC and XLPE cablesbalaasenthil100% (1)
- Amendment Notificaiton - List of Parties and Symbols English Dated 01.04.2019Document5 pagesAmendment Notificaiton - List of Parties and Symbols English Dated 01.04.2019balaasenthilNo ratings yet
- TNHB Fire TenderDocument5 pagesTNHB Fire TenderbalaasenthilNo ratings yet
- Project Report of Infotech Hospitality Hospital PDFDocument21 pagesProject Report of Infotech Hospitality Hospital PDFbalaasenthilNo ratings yet
- Vicflex Sprinkler Fittings Series Ah2-300 and Ah2-Cc-300 Braided Flexible Hose AssembliesDocument20 pagesVicflex Sprinkler Fittings Series Ah2-300 and Ah2-Cc-300 Braided Flexible Hose AssembliesbalaasenthilNo ratings yet
- Comparative ratings of 650/1100V PVC and XLPE cablesDocument1 pageComparative ratings of 650/1100V PVC and XLPE cablesbalaasenthil100% (1)
- 11 Vesda-E Veu Tds A4 Ie LoresDocument2 pages11 Vesda-E Veu Tds A4 Ie LoresRicardo MercadoNo ratings yet
- Measuring Fire Loads and Calculating SeverityDocument14 pagesMeasuring Fire Loads and Calculating Severitykermech21607No ratings yet
- Sanyal Steel - MonnetDocument13 pagesSanyal Steel - MonnetbalaasenthilNo ratings yet
- Panic Hardware Owner's GuideDocument2 pagesPanic Hardware Owner's GuidebalaasenthilNo ratings yet
- Annual Planner 10-01-2014Document2 pagesAnnual Planner 10-01-2014Venkat RamananNo ratings yet
- Measuring Fire Loads and Calculating SeverityDocument14 pagesMeasuring Fire Loads and Calculating Severitykermech21607No ratings yet
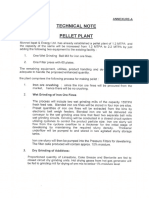
- Technical Note Pellet PlantDocument4 pagesTechnical Note Pellet PlantbalaasenthilNo ratings yet
- Una Kostela Hydro ProjectDocument1 pageUna Kostela Hydro ProjectbalaasenthilNo ratings yet
- New Iron Making TechnologiesDocument2 pagesNew Iron Making TechnologiesMarcWorldNo ratings yet
- Chhattisgarh Steel Conclave-BrochureDocument2 pagesChhattisgarh Steel Conclave-BrochurebalaasenthilNo ratings yet
- Itmk3 Process: Shoichi Kikuchi, Shuzo Ito, Dr. Isao Kobayashi, Osamu Tsuge, Koji TokudaDocument8 pagesItmk3 Process: Shoichi Kikuchi, Shuzo Ito, Dr. Isao Kobayashi, Osamu Tsuge, Koji TokudabalaasenthilNo ratings yet
- Una Kostela Hydro ProjectDocument1 pageUna Kostela Hydro ProjectbalaasenthilNo ratings yet
- 20111014082849Document8 pages20111014082849balaasenthilNo ratings yet
- New Iron Making TechnologiesDocument2 pagesNew Iron Making TechnologiesMarcWorldNo ratings yet
- ABB Contact South AfricaDocument32 pagesABB Contact South AfricaCONTACTABBNo ratings yet
- Energy Recovery from Municipal Solid WasteDocument48 pagesEnergy Recovery from Municipal Solid WastebalaasenthilNo ratings yet
- Strategic Management, Jindal SteelDocument12 pagesStrategic Management, Jindal Steellino67% (3)
- VT-SAIL Abhishek ShrivastavaDocument105 pagesVT-SAIL Abhishek ShrivastavaCHINMAYA BHURE0% (1)
- Rashtriya Ispat Nigam Limited Visakhapatnam Steel Plant: A Study On"Industrial Relations"Document102 pagesRashtriya Ispat Nigam Limited Visakhapatnam Steel Plant: A Study On"Industrial Relations"Sateesh KumarNo ratings yet
- Modelarea Proceselor Din FurnalDocument4 pagesModelarea Proceselor Din Furnalmihai_1983No ratings yet
- TsDocument9 pagesTsdeepu1009No ratings yet
- Environmental control in metallurgical industry blast furnacesDocument55 pagesEnvironmental control in metallurgical industry blast furnacesChandra Shekar EmaniNo ratings yet
- Investigation of High-Rate and Pre-Heated Natural Gas Injection in The Blast FurnaceDocument16 pagesInvestigation of High-Rate and Pre-Heated Natural Gas Injection in The Blast FurnaceJJNo ratings yet
- Energy Conservation Measures in Pusher-Type Reheating Furnace Through Modifications and ModernizationDocument7 pagesEnergy Conservation Measures in Pusher-Type Reheating Furnace Through Modifications and ModernizationNoman AliNo ratings yet
- CDQDocument2 pagesCDQKalai SelvanNo ratings yet
- The Finex® ProcessDocument16 pagesThe Finex® ProcessNavin Kumar BinitNo ratings yet
- Process Simulation of Blast Furnace Operation With BiomassDocument4 pagesProcess Simulation of Blast Furnace Operation With BiomasskronafNo ratings yet
- CoalDocument5 pagesCoalPooja DhawanNo ratings yet
- JASE-W Japanese Smart Energy Dry Electrostatic PrecipitatorsDocument2 pagesJASE-W Japanese Smart Energy Dry Electrostatic Precipitatorsgautamcool100% (1)
- Management of Solid Waste For Sustainability of Steel IndustryDocument7 pagesManagement of Solid Waste For Sustainability of Steel IndustryAtika syafawiNo ratings yet
- The New Hot Stove Technology by NSENGIDocument11 pagesThe New Hot Stove Technology by NSENGIsmelt_928471401No ratings yet
- 41724Document60 pages41724SocarisNo ratings yet
- Ibrahim Ahmadzai Syn CorrectedDocument10 pagesIbrahim Ahmadzai Syn CorrectedzahidNo ratings yet
- Notes For 3rd Exam (Ferrous Metallurgy)Document2 pagesNotes For 3rd Exam (Ferrous Metallurgy)Fabie BarcenalNo ratings yet
- Tata SteelDocument4 pagesTata SteelMohammad MamunNo ratings yet
- Pig IronDocument42 pagesPig IronWajih HaiderNo ratings yet
- Bhushan Steels Or.Document189 pagesBhushan Steels Or.Naveen SinghNo ratings yet