You might also like
- Specification Sheet: 2205: A 22Cr-3Mo Stainless SteelDocument2 pagesSpecification Sheet: 2205: A 22Cr-3Mo Stainless SteelAldinoFilhoNo ratings yet
- Specification Sheet: 2205: (UNS S32205/S31803)Document2 pagesSpecification Sheet: 2205: (UNS S32205/S31803)Haytham MohamedNo ratings yet
- Stainless Steel Grade 2205 Duplex (UNS S32205)Document7 pagesStainless Steel Grade 2205 Duplex (UNS S32205)ingegnere1234No ratings yet
- Datasheet 2205 Code Plus Two Hpsa Imperial Outokumpu en Americas PDFDocument6 pagesDatasheet 2205 Code Plus Two Hpsa Imperial Outokumpu en Americas PDFhurduzaNo ratings yet
- Alloy 22205 Stainless Steel Material Property Data SheetDocument4 pagesAlloy 22205 Stainless Steel Material Property Data Sheethriveroll2No ratings yet
- 2205 DB Us enDocument8 pages2205 DB Us enPhasin ChitutsahaNo ratings yet
- Weld Duplex Ss SteelDocument12 pagesWeld Duplex Ss SteelSan JaNo ratings yet
- Duplex Stainless Steel 2205 (UNS S31803/S32205) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebDocument3 pagesDuplex Stainless Steel 2205 (UNS S31803/S32205) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebsiswoutNo ratings yet
- Metrode Supercore 2205P: Welding Consumables Stainless SteelDocument2 pagesMetrode Supercore 2205P: Welding Consumables Stainless SteelBranko FerenčakNo ratings yet
- Datasheet-Sanmac-2205-En-V2021-10-07 13 - 03 Version 1Document10 pagesDatasheet-Sanmac-2205-En-V2021-10-07 13 - 03 Version 1simone.mauriNo ratings yet
- Alloy 276 Spec SheetDocument3 pagesAlloy 276 Spec SheetJAYA BHARATHA REDDYNo ratings yet
- Ra-253-Ma DB Us en PDFDocument12 pagesRa-253-Ma DB Us en PDFbadesharamkNo ratings yet
- Data K 23Document2 pagesData K 23english.tubeNo ratings yet
- Ati 2205 PDFDocument6 pagesAti 2205 PDFGetapo RaminNo ratings yet
- Technical Data Sheet: Stainless Steel: SuperausteniticDocument5 pagesTechnical Data Sheet: Stainless Steel: SuperausteniticSue EpicNo ratings yet
- Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocument3 pagesMatmatch Is Trusted by 2 Million+ Engineers and Product Developers Each Yearhardeep SinghNo ratings yet
- Nickel Alloys Monel 400 N04400Document4 pagesNickel Alloys Monel 400 N04400David Balboa VillenasNo ratings yet
- Datasheet How To Weld 2205 Hpsa Imperial Outokumpu en AmericasDocument7 pagesDatasheet How To Weld 2205 Hpsa Imperial Outokumpu en AmericasJavier Alejandro Rodriguez MelgozaNo ratings yet
- Copper-Nickel Cu-Ni 90/10 Alloy (UNS C70600) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebDocument7 pagesCopper-Nickel Cu-Ni 90/10 Alloy (UNS C70600) : Heanjia Super-Metals Co., LTD, Call-12068907337. Webboydoc inspectionNo ratings yet
- Duplex 2205 (UNS S31803) Stainless SteelDocument2 pagesDuplex 2205 (UNS S31803) Stainless SteelPravin PawarNo ratings yet
- 2 - Low Temperature CorrosionDocument65 pages2 - Low Temperature CorrosiondennykvgNo ratings yet
- Steel PropertiesDocument22 pagesSteel PropertiesMOHD SALMANNo ratings yet
- Alloy904L SpecSheet PDFDocument2 pagesAlloy904L SpecSheet PDFPieter BrodeouxNo ratings yet
- Afrox MIG/TIG 904L: Welding Consumables Stainless SteelDocument5 pagesAfrox MIG/TIG 904L: Welding Consumables Stainless SteelBranko FerenčakNo ratings yet
- 254SMO 性能Document8 pages254SMO 性能yw_oulalaNo ratings yet
- 254SMO 性能Document8 pages254SMO 性能yw_oulalaNo ratings yet
- P P P P: Duplex 2205 Specifications: UNS S32205/S31803Document2 pagesP P P P: Duplex 2205 Specifications: UNS S32205/S31803Bagus AdiriantoNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Anshuman RoyNo ratings yet
- Duplex 2205: Forms of Duplex 2205 Available at Mega MexDocument3 pagesDuplex 2205: Forms of Duplex 2205 Available at Mega MexMohamedNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- Duplex Stainless Steel 2205 PDFDocument1 pageDuplex Stainless Steel 2205 PDFSalmanNo ratings yet
- Alloy 625 Spec Sheet PDFDocument3 pagesAlloy 625 Spec Sheet PDFRaghNo ratings yet
- Nominal Composition Standard Inventory Specifications: Click Here To View The 718 Product Page On Our WebsiteDocument2 pagesNominal Composition Standard Inventory Specifications: Click Here To View The 718 Product Page On Our WebsiteOnder TemelNo ratings yet
- Duplex Stainless Steel 2507 (UNS S32750) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebDocument3 pagesDuplex Stainless Steel 2507 (UNS S32750) : Heanjia Super-Metals Co., LTD, Call-12068907337. Websudish mishraNo ratings yet
- Tiginox 385: Classification: en Iso 14343-ADocument1 pageTiginox 385: Classification: en Iso 14343-AJagannath SahuNo ratings yet
- AA 3105-F Tread/Chequered Plates: Aluminium AlloyDocument1 pageAA 3105-F Tread/Chequered Plates: Aluminium AlloyAbolfazl HabibiNo ratings yet
- SS2205 Material SpecificationDocument4 pagesSS2205 Material SpecificationCh FaiNo ratings yet
- 11-14%Cr IIW Document - Part 2 PDFDocument21 pages11-14%Cr IIW Document - Part 2 PDFManuel CarreñoNo ratings yet
- Alloy C 22Document5 pagesAlloy C 22harpreet singhNo ratings yet
- Applications: Hpalloys Cobalt 6B Product DescriptionDocument4 pagesApplications: Hpalloys Cobalt 6B Product DescriptionJSH100No ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- 254smo (Uns 31254)Document8 pages254smo (Uns 31254)Yang Gul LeeNo ratings yet
- Table 7.7 (Continued) : 7.3.12 Stainless SteelsDocument21 pagesTable 7.7 (Continued) : 7.3.12 Stainless SteelsumairNo ratings yet
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsAnkit MauryaNo ratings yet
- Apmln 2019 07 15 - 13 23 57Document3 pagesApmln 2019 07 15 - 13 23 57yannNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector Chartmp87_ingNo ratings yet
- AISI 1141 Steel, Hot Rolled, 19-32 MM (0.75-1Document2 pagesAISI 1141 Steel, Hot Rolled, 19-32 MM (0.75-1PrasadNo ratings yet
- Datasheet-Sanicro-41-En-V2019-09-19 07 - 09 Version 1Document7 pagesDatasheet-Sanicro-41-En-V2019-09-19 07 - 09 Version 1Rubén Leal RuizNo ratings yet
- High Quality Products For Welding and CladdingDocument25 pagesHigh Quality Products For Welding and Claddingsanketpavi21100% (1)
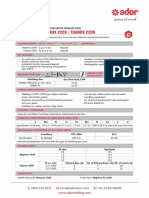
- MIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelDocument1 pageMIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelV U P RaoNo ratings yet
- DS Duplex 2205Document2 pagesDS Duplex 2205Gigin BakrNo ratings yet
- Lecture-1, Maraging SteelsDocument30 pagesLecture-1, Maraging Steelssatish chinthamNo ratings yet
- AISI 1020 Low Carbon/Low Tensile SteelDocument4 pagesAISI 1020 Low Carbon/Low Tensile Steeldofan thrimavithanaNo ratings yet
- Cast Materials: Sulzer PumpsDocument6 pagesCast Materials: Sulzer PumpsElmey Bin JulkeplyNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)