Professional Documents
Culture Documents
NBR 13930
Uploaded by
KaueKoschitzRorattoCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
NBR 13930
Uploaded by
KaueKoschitzRorattoCopyright:
Available Formats
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
NORMA BRASILEIRA
ABNT NBR 13930
Segunda edio 18.08.2008 Vlida a partir de 18.09.2008
Prensas mecnicas Mechanical
Requisitos de segurana
presses - Safety requrement
Palavras-chave: Prensas. Segurana. Descriptors: Press. Safety. ICS 25.120.10
ISBN 978-85-07-00923-8
ASSOCIAO
BRASILEIRA
DE NORMAS
TCNICAS
Nmero de referncia ABNT NBR 13930:2008 55 pginas
ABNT2008
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
-e-'
~ o o sn
(J)
~ o.
. ,.._
li) O)
'<t
~
o -o
e:.
li)
' Ql
o o
"? ~
O)
co -i O) eo lri
o c<i
:3
til .;::
s
::J
<D
s
<Il
.~
s: c
(!)
til
Ol C
UJ
s
'3
iii
(J) (1)
;g
ABNT2008 Todos os direitos reservados. A menos que especificado de outro modo, nenhuma parte desta publicao pode ser reproduzida ou utilizada por qualquer meio, eletrnico ou mecnico, incluindo fotocpia e microfilme, sem permisso por escrito pela ABNT. ABNT Av.Treze de Maio, 13 - 28 andar 20031-901 - Rio de Janeiro - RJ Tel.: + 55 21 3974-2300 Fax: + 55 212220-1762 abnt@abnt.org.br www.abnt.org.br Impresso no Brasil
g
~ o ~ ~ [
...
til
~
(1) )(
UJ
ii
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Sumrio
Prefcio 1 2
v-' o
(:::I_
Pgina
v Escopo Referncias normativas Termos, definies e abreviaturas Termos e definies Abreviaturas Listagem dos perigos significativos 1 1 3 3 6 8
o o
(O
<O
3 3.1 3.2 4 5 5.1 5.2 5.2.1 5.2.2 5.2.3 5.2.4 5.2.5 5.2.6
o <IJ
(j)
Q)
.s
~
'<;f
o.
tio O'l
-o
a U
<tl
L()
o o
CJ
t'7> "o..
5.3
5.3.16 5.3.17 5.3.18 5.3.19 5.3.20 5.4 5.4.1 5.4.2
i .._t
O)
N <O
~
lO
o <ti :B
-l
"e.:
.9
"3 (/) c
'"
o
5.4.3 5.4.4 5.4.5 5.4.6 5.4.7 5.4.8 5.4.9 5.5 5.6 5.7 5.8 5.8.1 5.8.2 5.8.3 5.8.4 5.8.5 5.8.6 5.8.7 6 7 7.1 7.2
<ll
s: w
c
'" f
(!) O)
-o
Q)
'"
co
::::>
o
x
.~
13
(!)
>
o
IV
'-
Vi :::J <U
...
o.
o..
Q)
C<J
Requisitos e/ou medidas de segurana 10 Introduo 10 Consideraes bsicas do projeto 10 Freios e embreagens 10 Prensas com acoplamento freio embreagem (embreagem de frico) 11 Sistemas hidrulicos e pneumticos - Caractersticas gerais 11 Sistemas pneumticos 13 Sistemas hidrulicos 13 Regulagem de altura e regulagem do curso do martelo 13 Perigos mecnicos na rea da ferramenta 13 Condies de intertravamento do motor e da embreagem 16 Ciclo individual 16 Dispositivos mecnicos de travamento 16 Outros requisitos 16 Remoo de pessoas presas 17 Sistema de controle e monitorao 17 Funes de controle e monitorao 17 Prensas com sistema de engate por embreagens de frico - Utilizao de sistemas de controle do freio/embreagem com redundncia e monitorao, e monitorao de escorregamento em ciclo individual 19 Desabilitao temporria (muting) 20 Sistemas eletrnicos programveis (PES), sistemas pneumticos programveis (PPS) e funes relativas segurana 20 Chaves seletoras 21 Chave de desconexo da embreagem 21 Chaves de posio (ver 10.1.4 da IEC 60204-1:2005) 21 Botes de comando 22 Vlvulas 22 Ajuste de ferramental, ciclos (golpes) para ensaios, manuteno e lubrificao : 22 Outros perigos mecnicos 24 Escorregamento, tropeos e quedas 24 Proteo contra outros perigos 24 Perigos eltricos 24 Perigos trmicos 24 Perigo de ejeo de fluidos sob alta presso 25 Perigos gerados por presso sonora (rudo) 25 Perigos por vibraes 26 Perigos com matrias-primas e outros produtos 26 Perigos por negligenciar os princpios ergonmicos 27 Verificao dos requisitos e/ou medidas de segurana 27 32 32 32
E
se
Informaes para uso Identificao Manual de instrues
ABNT 2008 - Todos os direitos reservados
iii
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Anexo A (normativo) Protees com dispositivos de intertravamento Anexo B (normativo) Clculo das distncias mnimas de segurana Anexo C (informativo) Enclausuramento de ferramentas Anexo D (informativo) Ajuste do mecanismo de comando por cames rotativas Anexo E (informativo) Determinao do tempo total de resposta T Anexo F (normativo) Exigncias para a medio de presso sonora (rudo) em prensas mecnicas
38 32 32 32 32 32
('O
'C C
Q)
s:
Ol C
ca
W
ia Q)
"O
ca
~ :5
o
'ij ::l
>
'O
~
o til
ca
('O
::l
ro a.
...
w
. E
iv
ABNT 2008 - Todos os direitos reservados
Convnio A8NT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Prefcio
A Associao Brasileira de Normas Tcnicas (ABNT) o Foro Nacional de Normalizao. As Normas Brasileiras, cujo contedo de responsabilidade dos Comits Brasileiros (ABNT/CB), dos Organismos de Normalizao Setorial (ABNT/ONS) e das Comisses de Estudo Especiais (ABNT/CEE), so elaboradas por Comisses de Estudo (CE), formadas por representantes dos setores envolvidos, delas fazendo parte: produtores, consumidores e neutros (universidade, laboratrio e outros).
~
(O
s ..Si
r--
Os Documentos Tcnicos ABNT so elaborados conforme as regras das Diretivas ABNT, Parte 2. A Associao Brasileira de Normas Tcnicas (ABNT) chama ateno para a possibilidade de que alguns dos elementos deste documento podem ser objeto de direito de patente. A ABNT no deve ser considerada responsvel pela identificao de quaisquer direitos de patentes.
00
o o
U)
A ABNT NBR 13930 foi elaborada no Comit Brasileiro de Mquinas e Equipamentos Mecnicos (ABNT/CB-04), pela Comisso de Estudo de Prensas (CE-04:001.12). O seu 1 Projeto circulou em Consulta Nacional conforme <O ';]. Edital n 10, de 30.09.2006 a 28.11.2006, com o nmero de Projeto ABNT NBR 13930. O seu 2 Projeto circulou ~ em Consulta Nacional conforme Edital n 12, de 28.11.2007 a 29.01.2008, com o nmero de .g 2 Projeto ABNT NBR 13930. O seu 3 Projeto circulou em Consulta Nacional conforme Edital n 06, de 12.06.2008 a 11.07.2008, com numero de 3 Projeto ABNT NBR 13930.
:g
~
,.,.. o o
e:_
Esta Norma baseada na EN 692:2005. Esta segunda edio cancela e substitui a edio anterior (ABNT NBR 13930:2001), a qual foi tecnicamente revisada. O Escopo desta Norma Brasileira em ingls o seguinte.
e O'J
eo <i
CD Lr)
O'J
~ Scope
-o
.:
'e:
<1l
,g
8
.\:l
This Standard specfies technical safety requrements and meesures to be adopted by persons undertakng the design, manufacture and supply of mechancal pnesses with part revo/ution c/uteh hereinafter called presses ~ whch are intended to work cold metal or material partly of cold metal. This standard is not applicab/e for servopresses (without clufch and brake).
NOTE The design of a machine includes the study of lhe machine itself, taking into account ali phases of its "Iife",i.e. construction, transport and cornrnlsslon (including assembly, installation and adjustment), use (including setting, teaching/programming or process changeover, operaton, cleaning, fault finding and maintenance) and decommissioning, dismantling and, as far as safety is concerned, disposal, and lhe drafting of the instructions related to ali above-mentioned phases of the "Iife" ot lhe machine (except construction), dealt with it ln 6.5 ot ABNT NBR NM 213-1 :2000.
!ll
11
~
z:F
~
G> 'O
(Il
.
:::;J
This Standard also covers presses, whose primary intended use is to work cold metal, which are to be used in the same way to work other sheet materiais (Si/eh as cardbaard, plastie, rubber ar leather), and metal powder. The requirements in this Standard take account of intended use, as defined in 3.12 da ABNT NBR NM 213-1 :2000 . This standard presumes aecess to the press from al/ directions, deals with the hazards described in clause 4, and specfies tne safety measures for both the operator and other exposed persons. This Standard a/so applies to ancillary devices which are an integral part of the press. This standard a/so applies to
> )
-5
8
o
(I)
::J
Q.
~ machines whieh are integrated into an automatie production lne where the hazards and risk arising are comparable cu
~ to those of machines working separate/y.
o.
E
G>
><
This Standard does not cover mechanical presses with full revolution c/utch or similar ways of clutching (see 3.1.4). This Standard applies to ali machines rnanufactured after its publshed.
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Introduo
Esta Norma aplicvel a prensas mecnicas conforme definido em 3.1.16. Esta Norma foi preparada para prover os meios de se atender aos requisitos essenciais de segurana de acordo com a legislao brasileira vigente. A abrangncia de quais perigos so cobertos est indicada no contedo desta Norma. Em complemento, para perigos que no esto contidos nesta Norma, ver especificaes na ABNT NBR NM 213-1.
~ ~
..o
o
til til
.. ,..._
O> "<t
O-
10
o ' <l)
"O
e::.
10 lt(
....
C)
o f2 eo
CD
O> N
"$,
I.(j
C)
> iii
::l
U x
Q)
o
til ::l
~
ro
0-
. E Q)
W
ro
x
--!
te> ABNT 2008 - Todos os direitos reservados
Convnio ABNTSEBRAE
- As MPEs e a Normalizao
NORMA BRASILEIRA
ABNT NBR 13930:2008
Prensas mecnicas -
Requisitos de segurana
Escopo
"
g
o CIl
(/)
~ ~
1.1 Esta Norma define os requisitos e medidas tcnicas de segurana, que devem ser aplicados pelos responsveis pelo projeto, fabricao e fornecimento de prensas mecnicas com freio e embreagem de ciclo parcial, nesta Norma simplesmente denominadas "prensas", utilizadas para trabalhar metal frio ou material feito parcialmente de metal frio. Esta norma no aplicvel para prensas servo-acionadas sem freio e embreagem.
NOTA O projeto de uma mquina inclui seu estudo, levando em considerao todas as fases de sua vida til, por exemplo, ou troca de processo, operao, limpeza, localizao de falhas e manuteno), a desmontagem
fi) e, considerando-se aspectos de segurana, descarte e as instrues acima mencionadas, referentes a todas as fases da vida til
*
~ N
Tj '()
.s
CJ .... a construo, o transporte e o comissionamento (incluindo a montagem, a instalao e a otimizao), o uso (incluindo ajustes, a.
"teaching"/programao
da mquina (exceto a construo), tratado em 6.5 da ABNT NBR NM 213-1 :2000.
Esta Norma aplica-se tambm a prensas cuja finalidade de utilizao a conformao a frio de metais e que podem ser igualmente utilizadas para o trabalho com outros materiais (como papelo, material sinttico, F.!:.. borracha ou couro) e p de metal.
~J
o ~ 1.2
'Q
1.3 Os requisitos contidos nesta Norma referem-se inteno de uso, como definido em 3.12 da ABNT NBR NM 213-1 :2000. Esta Norma pressupe o acesso por todos os lados da prensa, trata dos perigos descritos na seo 4 e estabelece as medidas de segurana tanto para o operador como para outras pessoas N eo expostas ao perigo.
o o o 5
Y"
C!:)
8
:
ro
1.4 Esta Norma tambm se aplica a dispositivos auxiliares que esto integrados prensa e proteo de sistemas ~ de manufatura integrada utilizando prensas, onde os riscos e perigos so compatveis, apesar de "O as mquinas trabalharem separadamente.
=:
g 1.5
Esta Norma no se aplica a prensas com sistema de engate por acoplamento tipo chaveta ou similar ;;} (ver 3.1.4). Esta Norma se aplica a todas as mquinas fabricadas aps a publicao desta .
~ 1.6 .~
s:
(\1
~ 2 Referncias normativas
Ol
LU
til
'" S
:g
.~
Os documentos relacionados a seguir so indispensveis aplicao deste documento. Para referncias datadas, aplicam-se somente as edies citadas. Para referncias no datadas, aplicam-se as edies mais recentes do referido documento (incluindo emendas).
~ ABNT NBR 10152, Nveis de rudos para conforto acstico
(!)
~ ABNT NBR 13759:1996, Segurana de mquinas - Equipamentos de parada de emergncia, aspectos funcionaiso o?
;;;>
Princpios para projeto
a.
E
LU
gI ABNT NBR 13970, Segurana de mquinas - Temperaturas de superfcies acessveis - Dados ergonmicos para ~ estabelecer os valores limites de temperatura de superfcies aquecidas ~ ABNT NBR 14009, Segurana de mquinas - Princpios para apreciao de riscos ABNT NBR 14152, Segurana de mquinas - Dispositivos de comando bimanuais - Aspectos funcionais e princpios para projeto
ABNT 2008" Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
ABNT NBR 14153:1998, Segurana de mquinas - Partes de sistemas de comando relacionadas segurana Princpios gerais para projeto ABNT NBR 14154, Segurana de mquinas - Preveno de partida inesperada ABNT NBR 14191-1, Segurana de mquinas - Reduo dos riscos sade resultantes de substncias perigosas emitidas por mquinas - Parte 1: Princpios e especificaes para fabricantes de mquinas ABNT NBR NM 213-1:2000, Segurana de mquinas Parte 1: Terminologia bsica e metodologia Conceitos fundamentais, princfpios gerais de projeto -
..o ~ ABNT NBR NM 213-2:2000, Segurana de mquinas eo ~ Parte 2: Princfpios tcnicos e especificaes
o
Conceitos fundamentais, princpios
gerais de projeto -
o
ti)
ABNT NBR NM 272:2002, Segurana de mquinas - Protees - Requisitos gerais para o projeto e construo de
(/)
..s ,._
~
.;t <:f
N
~ protees fixas e mveis a..
ABNT NBR NM 273:2002, Segurana de mquinas - Dispositivos de intertravamento associados a protees Princpios para projeto e seleo Distncias de segurana para impedir
o ABNT NBR NM ISO 13852:2003, Segurana de mquinas U a zonas de perigo pelos membros superiores
'"O
o acesso
fi::.
to 't,' o o
<V
ABNT NBR NM ISO 13854:2003, Segurana de mquinas - Folgas mnimas para evitar esmagamento de partes do .-- corpo humano ISO 3746, Acoustics, Determinaton of sound power leveis of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane ISO 4413:1998, Hydraulic fluid powerISO 4414:1998, Pneumatic fluid powerGeneral rules relating to systems General rules relating to systems
?!3
eo
~ eo
~
I
~
__J
:g
('O
ISO 4871, Acoustics - Declaration and verification of noise emssion values of machinery and equipment
"5
ti)
ISO 9355-2, Safety of machinery - Ergonomics requirements for the design of displays and control actuators -
o Part 2: Displays <V
ro
"f ~
c::
Ol
ISO 9355-3, Safety of machinery - Ergonomics requirements for the design of dsplays and Part 3: Control actuators
controi actuators -
~
(I)
ISO 10130-1, Cold-rolled low carbon steel flat products for cold forming - Technical delivery conditions
'"O
:3
o
:::;
(I)
~ ISO 11202, Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure leveis
at the work station and at other specified positions - Survey method in situ .~ ISO 11428, Safety of machinery - Visual danger signals - General requirements, design and testing
('O
u x
o sn :::;
ISO 11688-1, Acoustics - Recommended Part 1: Planning (ISO/TR 11688-1:1995)
practice
for the design of low-noise
machinery
and equipment
~
ro
o,
ISO 13855:2002, Safety of machinery - The positioning of protective equipment in respect of approach speeds
o.
E w
i of parts of the human body ~ ISO 14122, Safety of machinery - Permanent means of access to machinery (todas as partes)
IEC 60204-1 :2005, Safety of machinery - Electrical equipment ot machines - Part 1: General Requirements
ABNT 2008 - Todos os direitos reservados
ConvnioABNTSE8RAE - As MPEs e a Normalizao
ABNT NBR 13930:2008
IEC 61310-2, Safety ot machinery - Indication, marking and ectustion - Part 2: Requrements for marking IEC 61496-1 :2004, Safety ot machinery - Electra-sensitive protectve equipment - Part 1: General requirements and
tests
IEC 61496-2, Safety af mechinery - Electra-sensitive pratective equipment for equipment using active opto-electronic protective devices (AOPDs) Part 2: Particular requirements
EN 614-1, Safety ot machinery - Ergonomic design principies - Part 1: Terminology and general principIes
O'.)
EN 1005-2, Safety of machinery and component parts of machnery
Human physical
performance
Part 2: Manual handling
of machinery
!2 :
o
<!l
(/)
o
[>
Q.
EN 1127-1, Explosive atmospheres - Explosion preventian and protection - Part 1: Basic concepts and methodo/ogy
EN 1299, Mechanical vibratian and snock - Vibratian solation ot machines - Infarmation for the applicatian ot source E lsoletion
I'-
m ~
-o
t{)
~ 3
g_
t{)
o 'i'5
Termos, definies e abreviaturas
3.1 Termos e definies
Para os efeitos deste documento, aplicam-se os seguintes termos e definies.
3.1.1
:.
a
Q
;i,
<D """)
freio de cinta . . freio (ver 3.1.2) no qual est disposta uma cinta flexvel com lonas de freio ao redor de um tambor
C; 3.1.2
(Il freio :B mecanismo (comumente de frico) destinado a parar e manter parado o martelo quando a embreagem estiver _J .~ desacoplada ~ :::J (/)
C
."'.
3.1.3
embreagem mecanismo que transfere a energia do volante para o martelo
.;::
ro
Cl
_
<V
3.1.4
:l2
por chaveta ou similar UJ tipo de engate que, uma vez colocado em funcionamento ou ativado, no pode ser desengatado at que o martelo tenha realizado um ciclo completo. Inclui tambm certos tipos de embreagens que s podem ser desengatados <V "O <Il em certas posies do ciclo de funcionamento
(J)
52' engate mecnico
:5 .
o o
3.1.5
? embreagem - ciclo parcial .~ tipo de acoplamento que pode ser acoplado ou desacoplado em qualquer posio do curso do martelo, normalmente ~ embreagens por frico ~ 3.1.6 ~ ciclo automtico (golpe contnuo ou marcha contnua) (\) o.. modo de operao em que o movimento do martelo repetido contnua ou intermitentemente, e em que so executadas todas as funes sem interveno manual aps o comando de partida
E
<V
R
W
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
3.1.7
ciclo de trabalho (golpe) movimento do martelo a partir de sua posio de incio do ciclo, comumente ponto morto superior (PMS), para o ponto morto inferior (PMI) e retorno posio de parada do ciclo, normalmente ponto morto superior (PMS). O ciclo de trabalho (golpe) compreende todas as operaes efetuadas durante este movimento
3.1.8
.o
ciclo individual (golpe individual) modo de operao onde cada ciclo de trabalho (golpe) do martelo deve ser ativado pelo operador
s
o
(:)
3.1.9
pontos mortos pontos nos quais a ferramenta superior, durante o curso, est: ou mais prxima da ferramenta inferior (corresponde em geral ao final do curso de fechamento), designado como ponto morto inferior (PMI) ou mais afastada da ferramenta inferior (corresponde em geral ao final do curso de abertura), designado como ponto morto superior (PMS)
rn
ti)
o. ,.._
~
E
m
-o
LO
"<t
c::;
o
e:,
LO
3.1.10
ferramenta inferior em geral a parte fixa da ferramenta utilizada em uma prensa
..o
If{
3.1.11
gJ almofadas de repuxo eo acessrio para uma ferramenta inferior, que acumula e libera, ou absorve a fora necessria em algumas operaes ~ de conformao
.n o
, 3.1.12
~ acoplamento direto ::J tipo de acionamento de prensas com o qual no so utilizadas embreagens. O movimento do martelo efetuado to;! 'C diretamente atravs da energizao ou desenergizao do motor eltrico, possibilitando uma combinao com .9 's o freio
ti)
c::
o 3.1.13
ro proteo com abertura antecipada e intertravamento 'fij equipamentos de proteo associados com dispositivos de intertravamento que, se abertos quando tenha cessado ~ qualquer movimento perigoso, no interrompem o ciclo de trabalho (golpe)
Ol
o
Cl>
c: -o
O>
~ 3.1.14
dispositivo de travamento da porta de proteo dispositivo mecnico que mantm a porta de proteo fechada e travada durante a operao da mquina, at que ~ :;::: qualquer movimento perigoso tenha cessado ::::> ,
<Il
~ .;;;
13
:J
3.1.15
dispositivo de comando de movimento limitado (ajuste) ~ dispositivo de comando cuja atuao permite apenas um percurso limitado de movimento de um elemento g da mquina, reduzindo o risco; este movimento no se reiniciar enquanto o dispositivo de comando no for acionado ::J novamente (conforme 3.23.8 da ABNT NBR NM 213-1 :2000)
~
ro
ro . prensa mecnica E mquina projetada para transmitir energia de um acionamento principal para uma ferramenta por meios mecnicos, w
~ 3.1.16
~ com o propsito de trabalhar (por exemplo, cortar ou conformar) metal frio ou material composto parcialmente de
metal frio entre matriz e puno de uma ferramenta. Essa energia pode ser transmitida por meio de um conjunto volante e embreagem (ver Figura 1), ou acoplamento direto (no mais utilizado)
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
3.1.18
ABNT NBR 13930:2008
3.1.17 monitorao (M) _ funo de segurana que garante que uma medida de segurana seja iniciada quando um componente ou um dispositivo tiver sua funo reduzida, ou quando houver situaes de perigo devido a alteraes nas condies doprocesso
~ o
N
mufing desabilitao automtica e temporria de uma funo de segurana atravs de componentes de segurana ou circuitos de comando responsveis pela segurana durante o funcionamento normal da mquina (ver 3.8 da ABNT NBR 14153:1998) 3.1.19 tempo total de parada (T) tempo entre a ativao do equipamento de proteo e a paralisao do movimento perigoso ou para ter-se a condio segura da mquina 3.1.20 escorregamento movimento do eixo de manivela (excntrico) alm de um ponto de parada definido, por exemplo o ponto morto superior (PMS)
e e o o
!fi
'"
G)
5..
E
r--
;g:
~
-o iS
G)
e:_ 3.1.21
'2.
co
g
S2 Ol
N <Xl
dispositivo de monitorao do escorregamento dispositivo que fornece um sinal que impede uma nova o escorregamento exceder o(s) limite(s) preestabelecido(s)
partida da
mquina
(um novo
cicio),
quando
-.i c eo Lri
o
3.1.22
chave de controle de posio chave que acionada por um elemento mvel da mquina quando este atingir ou deixar uma posio anteriormente definida (chave do cilindro de comando) 3.1.23 redundncia (R) aplicao de mais de um dispositivo ou sistema ou parte de um dispositivo ou sistema, a fim de assegurar que, havendo urna falha em um deles na execuo de sua funo, o outro estar disponvel para executar esta funo (3.47 da IEC 60204-1:1997) 3.1.24
-o
8
.~
C\l
:::l .~ ~ ~
.c: altura de fechamento c o
Ol
W e:
(\)
distncia entre a superfcie da placa da mesa e a superfcie do martelo, medida com o curso mximo varivel do martelo, o curso do martelo embaixo e a regulagem do martelo em cima (3.12 da ISO 8540:199~)
;g
:3
3.1.25 funo de ciclo individual , modalidade de operao em que o movimento da ferramenta limitado a apenas a um ciclo de operao a cada ~ engate da embreagem, mesmo que o meio de inicializao do ciclo (golpe) permanea acionado (por exemplo, .~ bimanual)
TI x
-o
~ 3.1.26 g martelo ~ principal parte mvel da prensa onde fixada a ferramenta superior c. ....
3.1.27
~ ferramenta superior ~ geralmente a parte mvel da ferramenta
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
3.1.28
ferramenta conjunto composto por ferramenta superior e inferior
3.1.29
ferramenta enclausurada ferramenta projetada e construda para ser segura por si prpria (ver Figura 0.1)
3.2
Abrevaturas
o
~
o
Para os efeitos deste documento, aplicam-se as seguintes abreviaturas: M R Monitorao (ver 3.1.17) Redundncia (ver 3.1.23) Canal simples Ponto morto inferior (ver 3.1.9) Ponto morto superior (ver 3.1.9) Sistemas eletrnicos programveis Sistemas pneumticos programveis Dispositivos de proteo optoeletrnicos ativos Equipamentos de proteo eletrossensitivos
s
o
ti) (/)
~ c,
E
PMI PMS PES PPS
AOPO
ESPE
ABNT 2008 - Todos os direitos reservados
Convnio A8NTSEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
1 2
_,.--3
4 5
6 7 8
<U "O
:::.:1
,~
3
:::>
;:2
o
(j)
,i
s:
<ti
c:
g,
c: lU
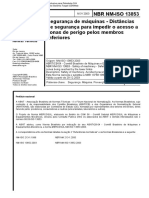
Legenda:
1
2
3 4 5
Proteo da embreagem Freio/embreagem Volante Polia do motor Correia
6 7 8
9
10
Martelo Placa do martelo para fixao da ferramenta Placa da mesa Mesa Plpito de comando bimanual
(Representao da rea de ferramenta sem os equipamentos de segurana)
Figura 1 -
Exemplo de uma prensa mecnica
@ ABNT 2008 - Todos os direitos reservados
ConvnioABNT/SEBRAE - As MPEse a Normalizao
ABNT NBR 13930:2008
Listagem dos perigos significativos
4.1 A listagem de perigos, contida na Tabela 1, o resultado de uma avaliao de risco realizada conforme ABNT NBR 14009 para todas as prensas mecnicas abrangidas por esta Norma. As medidas tcnicas e as informaes ao usurio contidas nas Sees 5 e 7 e Anexos A, B, C, E e F, referem-se avaliao de risco e eliminam ou reduzem os efeitos decorrentes dos perigos identificados. 4.2 A avaliao de risco prev o acesso por todos os lados, bem como o escorregamento, ciclos (golpes), movimentos inesperados e involuntrios e tambm a queda por gravidade. Riscos para o operador e outras pessoas que possam ter acesso s reas de perigo identificadas, levando em considerao todos os perigos que possam C; surgir durante a vida til da prensa. A avaliao de risco abrange uma anlise das conseqncias de uma falha do ~ sistema de comando.
s
o
(/)
g
~
4.3 Em complemento, o usurio desta Norma, por exemplo, projetista, fabricante ou fornecedor, deve conduzir uma avaliao de risco de acordo com a ABNT NBR 14009, com especial ateno para: a finalidade do uso da prensa, incluindo a manuteno, troca de ferramenta e limpeza, alm de prever o seu mau uso; a identificao dos perigos significativos relacionados com a prensa (ver 4.4). 4.4 A Tabela 1 uma lista dos perigos significativos e das respectivas reas de perigo normalmente relacionadas com a prensa mecnica. Como parte da avaliao de riscos, o projetista deve verificar se a lista de perigos da Tabela 1 completa e aplicvel prensa em questo .
..
,._
o
I{) O)
'<t '<t
"O
e:.
o o
O)
~ ..-
e
N
eo ..f
<O
Tabela 1 -
Perigos significativos,
reas de perigo, medidas preventivas Medidas preventivas: pargrafos referentes nesta Norma
O)
o ,
I.
J:!
....J til
<II
Perigos
reas de perigo
Parqrafos da
ABNTNBR NM 213-1
'e
::l
rJl
,g
c:
Perigos mecnicos Perigo de esmagamento Perigo de mutilao Perigo de corte ou perfurao Perigo de se enroscar Perigo de arrastamento ou aprisionamento Entre ferramentas em movimento Martelo em movimento Almofada de repuxo em movimento Ejetor de peas Protees Peas em movimento de equipamentos eltricos, hidrulicos e pneumticos Perigo de impacto Motor e acionamento de mquina Dispositivo mecnico para manuseio Componentes de mquinas Perigo de expulso Peas em produo e ferramentas 5.6.1 a 5.6.4 5.6.1 a 5.6.3 4.2.1 5.3 a 5.5 Anexos A, B, C, De E
til .;;:
s:
c
Q)
<II
Ol C
W
rJl Q)
"O til
:E
5
o
'(i; ::l
:>
13
~
o
til ::l
~ til
C.
,_
til
5.6.5 7.2.2 allnea Ui"
. E w
ABNT 2008 - Todos os direitos reservados
Convnio ABNTiSEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Tabela 1 (continuao) Medidas preventivas: Pargrafos da pargrafos ABNT NBR NM 213-1 referentes nesta Norma
Perigos
reas de perigo
I I Perigo
c;'
de ejetar fluido em alta presso
Sistemas hidrulicos Todos os trabalhos em lugares altos Piso ao redor da prensa
5.8.3 5.7 4.2.3
"
N
<Xi e (i3 e
(:)
(':,)
I Perigo
I
de escorregar, tropear e cair
Perigos eltricos Perigo de contato direto Equipamento eltrico Perigo de contato indireto r'Peri90 de radiao trmica I (queimaduras) Perigos trmicos Perigos resultando queimaduras e escaldo, devido ao cantata das pessoas Freios, embreagens, peas do sistema hidrulico 5.8.2 Peas eletrificadas devido ao equipamento eltrico com falha
<~
'"
r-... l{)
O'l '<T '<T N "O
a..
I
5.8.1 14.3 1
o
<V
I
4.4
1(.)
'9 ,.o
S2 c
eo
Perigos gerados por presso sonora (rudo) Perigos resultando em perdas de audio (surdez) Qualquer rea da prensa onde existam riscos para a audio
m
CD
..t
...-)
o
"O <'Il Cll
5.8.4
4.5
::
'C
I Perigos gerados por vibraes
Perigos gerados por vibraes Partes da prensa onde o risco ocorre, por exemplo, a(s) estao(es) de trabalho
s
iil
o
5.8.5
4.6
Perigos gerados por materiais a substncias processadas, usadas ou liberadas pela mquina -P~rigos que resultam de inaJao~Siste-;:;:;as t;'ldrulicos; pneumticos contato com fluidos, gases, nvoas, I e seus comandos; materiais fumaas e poeiras nocivas txicos de trabalho Perigo por fogo ou exploso Perigos gerados pela negligncia aos princpios ergonmicos no projeto de mquinas (falta de concordncia entre caractersticas e habilidades humanas), como postura no saudvel ou solicitao excessiva Ventilao de exausto e equipamento de coleta de poeira Postura de trabalho e comandos para os operadores e ferramentas manuais do pessoal de manuteno
r5.a.6.1 a 5,8,6.4
5.8.6.5
148
5.8.7
4.9
~
ro
o,
~ o..
E <!J
x
W
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
5
5.1
Requisitos elou medidas de segurana
Introduo
As prensas mecnicas cobertas por esta Norma abrangem em sua dimenso desde mquinas pequenas e rpidas para fabricao de peas pequenas com apenas um operador, at mquinas grandes, relativamente lentas, com vrios operadores e peas grandes e complexas. Os mtodos ou medidas a serem implementadas para eliminar os perigos significativos, ou reduzir os riscos a eles associados, esto detalhados neste pargrafo da seguinte maneira:
o ......
o
consideraes de projeto bsico para os principais componentes de prensas ou sistemas (ver 5.2); proteo de segurana de produo (ver 5.3); contra perigos mecnicos na rea de ferramentas, nos diferentes modos
~
~
g
(/)
<ll
a.
proteo contra perigos devido ao sistema de controle ou monitorao de falha de componentes (ver 5.4); proteo de segurana contra perigos que podem acontecer durante a preparao de ferramentas, ciclo de testes da produo da ferramenta (try-oi;t)"man!JJeno lubrificao (ver 5.5);
proteo de segurana contra Ol,ltros:pe;i~'~$"ver 5.6 a 5.8); (
lt)
"? ,o o
e
O)
as prensas devem atender aos r~,quisitos e/o\.l ,medidas de segurana contidos nos pargrafos de 5.2 a 5.8 e para alguns riscos d.e menor gravidade, no tratados nesta norma, deve ser consultada a ABNT NBR NM 213-2. ,
i 5.2
N
Consideraes bsicas do projeto Freiose embreaqens
<O ~r)
:l
5.2.1.1 No se deve utllizar presso de fluido hidrulico ou ar no acionamento dos freios, a no ser que sejam (ti tomadas as devidas precaues, a fim de assegurarem que" em caso de perda da presso do fluido ou do ar, a eficcia dos freios seja mantid e '''I .ernbreaqem desengatada. No se deve utilizar diafragmas no acionamento dos '5 </) freios.
, 5.2.1 ~
9
o
C)
s
CIl
5.2.1.2
O projetista deve assegurar que:
dOS
~ a) c
W
-o
*
c
<Il
Q) O)
as molas utilizadas no acionamento compresso;
freios e no desengate das embreagens devem ser do tipo de
b) c)
sejam utilizados conjuntos de mltiplas molas; todas as molas utilizadas sejam uniformes em dimenso, qualidade e especificao; o mecanismo de ajuste de carga das molas deve garantir que as ancoragens das molas possam ser travadas, a fim de prevenir um possvel afrouxamento; a disposio dos alojamentos das molas e de suas guias, seus pinos-guias, deve ser de tal forma que possa reduzir ao mximo possveis inclinaes; o freio possa funcionar mesmo quando 50 % do conjunto de molas falhar.
~
::::>
? d)
'rg
TI x
~ e)
ti) ::;!
~
~ f)
(Il
Q.
W
E Q) x
10
ABNT 2008 - Todos os direitos reservados
Convnio .A.8NTSE8RAE - As MPEs e a Normalizao
ABNT NBR 13930:2008
5.2.1.3
NOTA
O engate e desengate da embreagem e acionamento do freio no devem afetar seu funcionamento seguro.
So recomendados freio e embreagens conjugados, a fim de reduzir a possibilidade de sobreposio de seus engates.
5.2.1.4 O freio e embreagens devem ser projetados de modo que uma falha de qualquer de seus componentes no sobrecarregue outros componentes, desencadeando assim uma falha rpida e perigosa.
5.2.1.5
o
Todo calor gerado que possa causar uma situao perigosa deve ser dissipado. Devem ser adotadas medidas efetivas para impedir a penetrao de lubrificantes nas superfcies
5.2.1.6
de contato dos freios de frico, caso esta proteo no esteja prevista no projeto do freio.
N
o ( Q
O~ O?
.... Q.
~J
5.2.1.7 O freio e embreagem devem ser projetados de tal modo que qualquer umidade, p ou leo que possam destruir ou atacar o material de vedao (tais como anis de vedao ou guarnies) no venham a influenciar nas funes exigidas como, por exemplo, o entupimento de um canal de ar ou algo que comprometa sua eficincia. 5.2.1.8 O projeto deve assegurar que seja minimizado o acmulo de p, fluidos ou detritos no freio elou nas
E
I'-
05 regies onde possa haver reduo da eficincia de frenagem. Componentes quebrados ou soltos no devem provocar ::f falha no funcionamento do freio. N
o -o
~ F:.:.
5.2.1.9 5.2.2
Freios de cinta no devem ser utilizados em prensas mecnicas para parar o martelo. Prensas com acoplamento freio embreagem (embreagem de frico)
i$
,.-
g]
CD
g
~:
5.2.2.1 As embreagens devem ter a capacidade de acoplar e desacoplar na posio correta, sem a elevao excessiva de temperatura, sob condies de utilizao mxima da' embreagem.
ill 5.2.2.2 Deve haver folga de trabalho suficiente para garantir que sob as condies mais severas de trabalho no i!5 ocorra desgaste de frico que provoque movimentos indesejveis das partes acionadas .
..f 5.2.2.3 Devem ser adotadas medidas preventivas para evitar o acmulo de detritos das superfcies de frico em :: pontos que possam interferir no funcionamento da embreagem, descartando-os efetivamente. (l
::J
'e:
.9
5.2.2.4 A embreagem e seu sistema de controle devem ser projeta dos de tal maneira que, mesmo havendo falha de energia pneumtica, hidrulica ou eltrica, a embreagem seja desacoplada e o freio imediatamente acionado.
.S1
(ti
JJ .g
(l
5.2.2.5 Quando forem utilizados diafragmas no sistema de embreagem, devem ser tomadas medidas para evitar quaisquer falhas oriundas da ao de corte por cantos vivos ou desgastes provocados por superfcies rugosas . x: O escape do ar no deve ser impedido caso se produza deteriorao ou deformao do diafragma, OJ por exemplo, devido fadiga do material.
ia
<ll
5.2.3
Sistemas hidrulicos e pneumticos - Caractersticas gerais
.>2
:3
o
::1
5.2.3.1 Os requisitos das ISO 4413 e ISO 4414 devem ser levados em considerao no projeto de sistemas hidrulicos e pneumticos, os quais devem estar de acordo com os requisitos especiais contidos em 5.2.3,
.~ 5.2.4 e 5.2.5.
.~ <ll
5.2.3.2
Devem ser previstos filtros, reguladores de presso e dispositivos de desligamento em baixa presso.
ti)
~ 5.2.3.3 Devem ser previstos dispositivos que assegurem que a presso de trabalho seja mantida na faixa a admissvel. o.
'lV
~ 5.2.3.4 Reservatrios de vidro e de material sinttico (exceto os resistentes a solventes) devem estar equipados ~ com uma proteo antiestilhaamento e que no afetem sua visibilidade.
w
ABNT 2008 - Todos os direitos reservados
11
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
5.2.3.5 Todas as tubulaes, conexes, luvas, reservatrios, tanques e furaes devem estar livres de cavacos ou corpos estranhos, que possam provocar danos nas vlvulas ou nas peas que constituem o freio/embreagem (ver Seo 9 da ISO 4413:1998 e seo 9 da ISO 4414:1998). 5.2.3.6 As tubulaes entre pontos de conexo devem ser contnuas, se possvel. Devem ser adotadas medidas preventivas para evitar danos decorrentes de dilatao trmica e devem ser fixadas em intervalos curtos, evitando-se assim vibraes ou movimentos. Tambm devem ser adotadas precaues que impeam o dobramento de mangueiras que conduzam fluidos. Este dobramento pode causar fechamentos e impedir a vazo do fluido. Isso se aplica especialmente a linhas que conduzam unio rotativa da embreagem.
..... 5.2.3.7 Onde uma falha de presso puder provocar um movimento acidental perigoso do martelo, tubulaes o ~ flexveis no devem ser usadas. Devem ser escolhidos tubos e conexes que impeam a queda de presso. e Tais conexes no devem ser fabricadas com material que tenha sido encaixado por presso, por anis colados ou 8 dispositivos similares. Elas devem ser feitas por meio de junes e conexes positivas ou por solda de g duas superfcies ajustadas.
(/)
~
Cl.
~ ~
"<t
5.2.3.8 A fixao das vlvulas de aconamento no deve ser feita exclusivamente nas tubulaes. Tal procedimento deve impedir conseqncias indesejadas decorrentes de vibraes, que poderiam danificar tanto as vlvulas como as prprias tubulaes. 5.2.3.9 Vlvulas de acionamento devem ser projetadas de modo que, quando estiverem na posio de repouso, garantam que os vazamentos atravs da entrada da vlvula tenham escapes suficientemente livres para impedir a formao de presso no cilindro de acionamento da embreagem. 5.2.3.10 As vlvulas de aeionamento devem ser projetadas de modo que no seja possvel que as conexes de
c:!i
~ ~
to
'2.
s
N
CC)
g entrada e sada permaneam fechadas ao mesmo tempo.
5.2.3.11 As conexes de escape e tubulaes entre o cilindro de acionamento da embreagem e as vlvulas devem ter capacidade para assegurar a liberao imediata do fluido de dentro da embreagem. Devem ser tomadas <D para assegurar que as conexes de sada das vlvulas de acionamento tenham t.O precaues o uma dimenso adequada para evitar presso residual dentro do cilindro de acionamento. A vlvula deve ser <ti selecionada de modo que a relao de presso entre a embreagem e o freio seja tal que uma presso residual dentro :E ...J do cilindro no se torne excessiva, no caso de uma falha da vlvula.
'4
I
'e::
til
o
(!) 5.2.3.12 As vlvulas e outros componentes de controle (por exemplo, reguladores e manmetros) devem ser .~ posicionados de modo a prporconar um acesso adequado e tambm que fiquem protegidas (ver 4.5.1 da - ISO 4413:1998). (!) O)
.9 ::; ~ o
NOTA Normalmente satsfatna uma relao de pelo menos 3,5 para 1 entre a presso das molas do freio e a presso residual no cilindro.
LLJ
5.2.3.13 Se as vlvulas de acionamento forem acionadas manual ou mecanicamente (ao contrrio do acionamento eltrico), elas devem retornar obrigatoriamente posio de desengate no final do ciclo (quando til ;g o atuador de uma vlvula substitudo, a vlvula deve automaticamente mover-se para uma posio segura). :;) Ver tambm 5.4.9. ~
c:
~ 5.2.3.14 Quando forem utilizadas vlvulas de segurana independentes para o comando de prensas e equipamentos similares com freio e embreagem separados, elas devem ser interligadas de modo a estabelecer uma ~ monitorao dinmica entre si, assegurando que o freio seja imediatamente aplicado caso a embreagem seja liberada durante o ciclo, e tambm para impedir que a embreagem seja acoplada caso a vlvula do freio no atue.
'
::l
~ 5.2.3.15 No se deve utilizar vlvulas chamadas de escape rpido, bem como reguladores de fluxo unidirecionais ~ (retorno livre) entre as vlvulas de segurana e as entradas dos freios/embreagens.
Q.
(!)
til
E
x
LLJ
12
ABNT 2008 - Todos os direitos reservados
Convnio
ABNTSEBRAE
- As MPEs e a Normalizao
ABNT NBR
13930:2008
5.2.4
Sistemas pneumticos
5.2.4.1 Quando as vlvulas ou outras partes do sistema de comando da prensa necessitarem de lubrificao, deve ser previsto um sistema de lubrificao automtica, visvel, para pulverizao de leo na linha de ar de forma adequada. 5.2.4.2 Onde so aplicados silenciadores, estes devem ser dimensionados e instalados conforme os dados do fabricante de vlvulas para a utilizao nos sistemas de segurana, devendo-se considerar a sua influncia sobre a ao do freio. So permitidos somente silenciadores que realizem despressurizao diretamente para a atmosfera, sem a possibilidade de que haja entupimentos. 5.2.4.3 5.2.5 Devem ser aplicados sistemas para desumidificao. Sistemas hidrulicos
o ,o
Si
52 <D
o
o
U)
~ 5.2.5.1 Nos sistemas hidrulicos, deve ser prevista uma vlvula de alvio para a unidade hidrulica. Deve ser prevista tambm uma maneira de retirar o ar do sistema hidrulico, atravs de um dispositivo de sangramento I'ou sistema de alvio automtico.
lO O>
-.,r -.,r
5.2.5.2 Os sistemas hidrulicos devem ser projetados de modo que o escape de fluidos empregados no cause ferimentos ou acidentes.
5.2.5.3 Sistemas hidrulicos com acumuladores de presso devem permitir uma queda da presso do fluido quando a unidade geradora de presso for desligada. Caso isto no seja possvel, as partes do circuito ,... sob presso devem estar equipadas com uma vlvula manual de despressurizao, alm dos outros dispositivos o o requeridos nas normas e leis sobre acumuladores de presso (vlvulas de alvio, manmetros pneumticos etc.) 52 g) e uma indicao clara sobre o perigo (atravs de placa de aviso).
e:.
tB
:g
co
O> <D
'<i
5.2.6
'fi
o
Regulagem de altura e regulagem do curso do martelo
~ 5.2.6.1 Deve-se assegurar que o motor de regulagem de altura do martelo no possa ser colocado em funcionamento enquanto o circuito de comando da embreagem estiver energizado. Este requisito no se aplica ...J .~ quando o motor de regulagem do martelo operado em prensas de ciclo automtico, com sistemas de controle S de compensao, por exemplo, o desgaste de ferramentas durante a operao da prensa.
B
o
Q)
"3 ~1
5.2.6.2
Os dispositivos para controlar a regulagem de altura do martelo devem ser claramente identificados.
.~ 5.2.6.3 A regulagem da alt-urado martelo deve ser limitada atravs de dispositivos apropriados. ~ 5.2.6.4 Deve-se providenciar mecanismos de travamento para a regulagem da altura e do curso do martelo, Ol ill para mant-los numa posio definida, durante a produo.
sa
-g
?
(j)
:=>
5.2.6.5 Mecanismos de segurana devem evitar o ciclo (golpe) da prensa quando o motor de regulagem do curso estiver em operao.
5.3
Perigos
mecnicos
na rea da ferramenta
~ 5.3.1 x A principal rea de risco em prensas mecnicas a rea da ferramenta; medidas preventivas de segurana ~ devem ser tomadas para evitar esses perigos. Em 5.3 a 5.5 indicado como a rea da ferramenta, as reas ~ associadas, o movimento da almofada de repuxo e os extratores de peas devem ser protegidos.
<Il
ro a..
Projetistas, fabricantes e fornecedores devem selecionar os mtodos de proteo capazes de reduzir ao . maximo possvel os riscos de acidentes, considerando os perigos significativos (ver Tabela 1). Os conceitos de ~ segurana descritos nas ABNT NBR NM 213-1 e ABNT NBR NM 213-2, os quais so apropriados para a proteo de li] qualquer operador, esto listados a seguir: a) ferramentas enclausuradas (ver ABNT NBR NM ISO 13852, ABNT NBR NM ISO 13854, 5.3.9 e Anexo C);
o. 5.3.2
ABNT 2008 - Todos os direitos reservados
13
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
b) c)
protees mecnicas fixas (ver ABNT NBR NM ISO 13852, ABNT NBR NM 272 e 5.3.10); protees intertravadas com bloqueio (ver ABNT NBR NM 272, ABNT NBR NM 273, ABNT NBR 14153, 5.3.11 e Anexo A); protees com controle de partida e sistema de bloqueio (ver 4.2.2.5 da ABNT NBR NM 213-2:2000, ABNT NBR NM 272, ABNT NBR NM 273, ABNT NBR 14153 e 5.3.11); protees intertravadas de abertura antecipada (ver ABNT NBR NM 272, ABNT NBR NM 273, ABNT NBR 14153, ISO 13855, 5.3.11, 5.3.15 e Anexo A); sistemas de proteo eletrossensitivos (ESPE) utilizando dispositivos de proteo optoeletrnicos ativos (AOPD) (ver ISO 13855, IEC 61496-1, IEC 61496-2, 5.3.13 e 5.3.15); dispositivos de comando bimanual (ver ABNT NBR 14152, ISO 13855,5.3.14 e 5.3.15) conjugados com sistemas de proteo eletrossensitivos utilizando dispositivos de proteo optoeletrnicos ativos (ver ISO 13855, IEC 61496-1, IEC 61496-2,5.3.13 e 5.3.15); botes de comando sem reteno (ver 3.23.3 da ABNT NBR NM 213-1 :2000) e baixa velocidade de fechamento (menos que 10 mm/s), principalmente para o ajuste de ferramenta (ver 5.5).
d)
e)
~
o
<.O
f)
e
o
cn cn
(:)
g)
.s ,._
~ ~
o
"O
o.
h)
'
Q) U')
e:.
co
Os mtodos de proteo acima devem proteger tambm contra riscos produzidos pelos equipamentos auxiliares de alimentao e de retirada de peas, os quais so parte integrante da mquina. 5.3.3 A combinao dos equipamentos de proteo escolhidos deve proteger todas as pessoas expostas, isto , toda pessoa que possa ter acesso rea de risco durante a operao, ajuste, manuteno, limpeza e atividades de inspeo, conforme descrito em 4.2.
~
o eo
e ~
85
,.f
:2
5.3.4 Quando uma prensa mecnica for utilizada com alimentao e/ou retirada manual, o sistema de proteo no pode se basear somente no uso de ferramentas enclausuradas, protees fixas 9 dispositivos de proteo, a menos , que a ferramenta enclausurada, as protees fixas ou os dispositivos de proteo j tenham sido fornecidos como ro parte da prensa para esse propsito nico (ver 7.2.2, alneas j e k). 5.3.5 Os requisitos para as medidas de proteo listadas em 5.3.2 esto especificados em 5.3.9 a 5.3.15 e devem ser adicionados aos requisitos estabelecidos nas normas correspondentes. Os equipamentos e os dispositivos de proteo escolhidos fornecidos devem ser intertravados os sistemas de controle da prensa, na mesma categoria de segurana dos dispositivos e protees. 5.3.7 com
til '1::
o 5.3.6
.;
li;
.J::.
:5 cn t: o
.8
ai
(!)
Se o trabalho for realizado na prensa e exigir o acesso rea de perigo por mais de um lado, devem ser
g> adotadas medidas de proteo como indicado nos Anexos A. C e D, mantendo-se o mesmo nvel de proteo para o
~ operador em todos os lados da prensa.
:5
;g
"O
5.3.8 Quando uma prensa muito grande for utilizada para prensagem especial de grandes componentes, produzindo uma nica pea, por exemplo, a calota de um vaso de presso e o uso de proteo for impraticvel. , o projetista, fabricante e fornecedor devem fazer uma proviso para permitir em tais casos um mtodo de trabalho ~ seguro a ser aplicado pelo usurio, por exemplo, mover os dispositivos de comando para uma posio segura, onde 'iii ::J se tenha uma boa viso das ferramentas e peas e, se necessrio, alertas sonoros ou alertas visuais de perigo de ~ acordo com a ISO 11428. Se esta prensa no for dedicada exclusivamente a este trabalho, deve ser aplicado 5l o descrito em 5.3.2 a 5.3.6.
::J
-
x w
~ 5.3.9 As ferramentas enclausuradas devem ser intrinsecamente seguras. Suas aberturas e respectivas distncias ~ devem corresponder aos requisitos da Tabela 4 da ABNT NBR NM ISO 13852:2003 (mximo 6 mm). Qualquer perigo de esmagamento adicional deve ser evitado segundo a Tabela 1 da ABNT NBR NM ISO 13854:2003. Ver anexo C. Protees fixas devem atender ao descrito na ABNT NBR NM 272. Devem tambm estar firmemente fixadas na mquina, em outra estrutura rgida ou no piso. As aberturas para alimentao de material a ser processado devem atender ao descrito na Tabela 4 da ABNT NBR NM ISO 13852:2003.
5.3.10
E Q)
14
ABNT 2008 - Todos os direitos reservados
Convnio
ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
5.3.11 As protees intertravadas com abertura antecipada devem atender ABNT NBR NM 272 e, em conjunto com as protees fixas, devem impedir o acesso rea de perigo na rea da ferramenta, durante qualquer movimento perigoso. Deve ser impedida a inicializao do ciclo (golpe) at que as portas de proteo estejam completamente fechadas. Os dispositivos envolvidos no intertravamento devem ser projetados e construdos conforme 6.2.2 da ABNT NBR NM 273 e conforme a categoria 4 da ABNT NBR 14153:1998 (ver Anexo B). 5.3.12 No permitido um comando de partida feito a partir do fechamento de uma proteo mecnica.
As protees mencionadas em 5.3.11 devem ser providas de:
S'
o
o
(j)
a)
5 o (
travamento de proteo que impea a abertura da grade de proteo at que qualquer movimento perigoso na rea da ferramenta tenha cessado; ou sem travamento de proteo, mas projetado de forma a parar o movimento perigoso antes que a rea de perigo seja alcanada. Os equipamentos de proteo eletrossensitivos (ESPE) usando dispositivos de proteo optoeletrnicos
o
c~
b)
t
<U
I'-l{') O)
5.3.13
ativos (AOPD) devem estar conforme a seguir:
"<t "<t N
a) b)
os AOPD devem ser tipo 4, conforme IEC 61496-1:2004, projetados e construdos de acordo com a IEC 61496-2; o acesso zona de perigo deve ser possivel somente atravs da zona de deteco do AOPD. Proteo de segurana adicional deve impedir o acesso zona de perigo por uma outra direo qualquer; quando possvel ficar em uma posio entre a cortina de luz e a zona de perigo da prensa, meios adicionais, devem ser providos para detectar uma pessoa que esteja dentro desta rea, por exemplo, mais feixes de luz de um AOPD tipo 4 ou barreira fsica. A mxima distncia no monitorada entre o AOPD e a prensa no pode ser maior que 75 mm; no deve ser possvel interrompendo o AOPD; iniciar qualquer movimento perigoso enquanto qualquer parte do corpo estiver
-o
q)
'iS
e::co
tt;l
N CC>
o o o fi -.i (J)
,... c)
<.O
g
~
d)
: e) .~
o
.~ f)
os meios de rearme devem ser posicionados de maneira que, daquela posio, haja uma viso total da zona de perigo. No deve existir mais do que um meio de rearme para cada zona de deteco. Se a prensa estiver protegida por AOPD nas laterais e na parte traseira, deve ser provido um dispositivo de comando de rearme em cada uma das zonas de deteco; onde o AOPD funciona refletindo je volta o feixe de luz transmitido ao longo de seu prprio caminho e refletores adicionais so posicionados dentro da zona de deteco, ento a configurao do(s) refletor(es) adicional(is) no deve(m) permitir que um objeto de espessura igualou maior que a dimenso da pea de teste especificada (ver 4.1.2 da IEC 61496-2:2004) no seja detectvel pelo AOPD dentro da zona total de deteco, a menos que outras medidas sejam tomadas para assegurar que no possvel alcanar a zona de perigo .. Dispositivos de comando bimanual devem estar de acordo com os seguintes requisitos:
- C>
(/)
~
Ol
c: UJ
C>
g
o >
-o
5.3.14 a)
:3 ,
13 x
(!)
dispositivos de comando bimanual devem ser conforme o tipo III C na Tabela 1 da ABNT NBR 14152:1998; o nmero de dispositivos de comando bimanual em operao deve obrigatoriamente corresponder ao nmero de operadores; o acionamento dos dispositivos de comando bimanual no deve ser possvel usando uma mo, mo e cotovelo do mesmo brao, antebrao(s) ou cotovelo(s), e outras partes do corpo.
.~ b)
o
tJ)
::J
c)
~ 5.3.15 Protees intertravadas de abertura antecipada sem sistema de bloqueio, ESPE usando AOPD e dispositivos ~ de comando bimanual devem ser posicionados de maneira que o operador no tenha tempo de alcanar a zona de w perigo antes que qualquer movimento perigoso na rea de ferramenta tenha cessado. O clculo da distncia de segurana deve ser baseado no tempo de resposta total de parada da prensa e na velocidade do movimento do operador. Ver ISO 13855 e Anexo B.
~.
ABNT 2008 - Todos os direitos reservados
15
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
5.3.16 Condies de intertravamento
do motor e da embreagem
o movimento
no sentido reverso deve ser possvel apenas na modalidade ajuste. No deve ser possvel dar partida no motor se a embreagem da prensa estiver engatada, e engatar ou deixar engatada a embreagem se o motor estiver parado, exceto sob condies especficas de manuteno. 5.3.17 Ciclo individual Onde a prensa utilizada na modalidade ciclo individual, o comando eletroeletrnico deve impedir um ciclo (golpe) subseqente, mesmo que o dispositivo de comando permanea continuamente atuado. Ciclos (golpes) adicionais devem requerer a liberao do dispositivo de comando e uma nova inicializao. 5.3.18 Dispositivos mecnicos de travamento
0.! CC)
~
o
~ 5.3.18.1 Um dispositivo mecnico de travamento, por exemplo, um calo, que suporte o peso do martelo e da ~ parte superior da ferramenta deve ser providenciado para ser inserido na prensa para uso durante reparo ou qualquer interveno necessria entre a parte superior e a parte inferior da ferramenta, diferente da alimentao normal [ (ciclo produtivo). O dispositivo deve ser intertravado ao controle da prensa de modo que um ciclo (golpe) no possa O'> ser executado enquanto o dispositivo esteja na posio de travamento e o martelo da prensa for mantido na posio 'o:t ~ superior de acordo com a ABNT NBR 14154. Esse intertravamento com O comando da prensa deve estar o em conformidade com as exigncias da categoria 4 da ABNT NBR 14153.
_g
-o
g
CC)
'J.
io
5.3.18.2 Em prensas com curso de abertura maior que 500 mm e uma profundidade da mesa de mais de 800 mm, o dispositivo deve estar fixado permanentemente e integrado na prensa. Se um dispositivo integrado, quando ativo, no puder ser facilmente visto da posio dos operadores, uma indicao clara adicional da posio do dispositivo deve ser instalada. 5.3.19 Outros requisitos A prensa deve ser projetada e construda de modo que as ferramentas possam ser fixadas prensa de
~ N
-.i
ffi 5.3.19.1 o.ri
o
, maneira que nenhum perigo possa surgir no caso da falha de um nico componente ou falta de energia.
5.3.19.2 Todas as fixaes na prensa, tais como parafusos, porcas ou unies por cola, devem ser montadas de maneira que as partes no se soltem e causem acidentes ou danos. 5.3.19.3 Os meios de ajuste manuais, como, por exemplo, regulagem de curso ou de altura do martelo, ou mudana de velocidade, ou alteraes que possam causar perigos, devem ter um dispositivo de bloqueio de acesso ou uma senha eletrnica (password).
::5
'e:
til
<Ii
co
s
:J C
Ql
':ii 5.3.19.4
~
UJ
co
Em prensas de operao automtica com embreagem por frico e linha de alimentao que seja integrada prensa, a ponta da bobina deve ser guiada automaticamente para dentro da ferramenta progressiva, g> onde isto for praticvel.
~ Se a ponta da bobina no puder ser guiada automaticamente durante a alimentao atravs do dispositivo de co ;g manuseio e da ferramenta progressiva, o fabricante deve prover a prensa com:
-o
5 ,
a)
dispositivo de comando por pulso (manter apertado para funcionar, conhecido como "CHAVE HOMEM MORTO") com trs posies e velocidade de fechamento baixa (menos que 10 mm/s). O dispositivo de comando "manter apertado para funcionar" consiste em um boto simples com as seguintes posies: 18 para parar;
~
0-
28 para acionar; 38 para parar novamente. Aps pressionar o boto sobre o ponto de presso da posio 3, o reincio deve ser possvel apenas aps retornar o boto para a posio 1;
o.
E
().)
ro
16
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
b)
um dispositivo de ajuste (ver 5.5.11). Estes dispositivos devem estar operacionais quando qualquer proteo da prensa for removida de sua posio de proteo, de maneira que a ponta da bobina possa ser guiada manualmente com um dispositivo de manuseio auxiliar (garra, pina, pegador magntico).
5.3.20 Remoo de pessoas presas Alguns meios devem ser previstos para a remoo de qualquer pessoa presa na rea da ferramenta (ver tambm 7.2.2), por exemplo, aconamentos auxiliares, proviso de esquemas que permitam a rotao manual do o volante.
('\I
03 o o <fJ
~ 5.4
~ 5.4.1
Q.
Sistema de controle e monitorao
Funes de controle e monitorao
E r--
a:l
N
;g:
o -a
5.4.1.1 Esta subseo deve ser aplicada a todos os componentes relacionados com a segurana, os quais direta ou indiretamente controlam ou monitoram as funes das partes em movimento da prensa ou seus estampas (ferramentas). As IEC 60204-1 e ABNT NBR 14153 devem ser seguidas quando do projeto dos sistemas eltricos, mecnicos, pneumticos e hidrulicos. 5.4.1.2 Os sistemas de controle devem incluir funes de segurana projetadas de tal forma que os controles sejam novamente acionados para que a prensa inicie um novo ciclo (golpe): aps a mudana do modo de operao da prensa; aps o fechamento de um equipamento de proteo com intertravamento; aps o acionamento manual do rearme do sistema de segurana;
)
'6
rf
y-
t9
~
g a)
~ N
b) c)
m
<.O
L0 o
~ d) :J
<Il
aps uma falha no sistema de alimentao eltrica; aps uma falha na alimentao principal de presso pneumtica; seguido da atuao do dispositivo de proteo da ferramenta ou da atuao do detector de pea; aps a remoo de dispositivo de restrio mecnica com intertravamento.
~
;;,
e)
~ f) o
.~ g)
(ti s: c
W
C.> Ol C
5.4.1.3 No caso da atuao de um sistema de segurana (proteo com intertravamento, ESPE utilizando AOPO), h necessidade de ser acionado o rearme (reset) manual, a fim de rstabelecer as condies normais de operao: a) b) se uma pessoa puder passar atravs da rea de ao de uma proteo com intertravamento; se um ESPE usando o AOPO, sendo utilizado para inicializao de ciclo, no for interrompido dentro de um tempo predeterminado; se um ESPE usando o AOPO for interrompido durante qualquer movimento perigoso no ciclo; se um ESPE usando o AOPO proteger os lados em que a prensa no operada.
<fJ C.> "O
;g
:>
o
x
> ';n
~
<ll ::l <Il
c)
g d)
m
W
2.
Os controles de rearme (reset) devem estar a uma distncia dentro do campo de viso da rea de perigo, porm fora do alcance da rea de perigo. As funes de rearme devem ser monitoradas.
. E C.> x
ABNT 2008 - Todos os direitos reservados
17
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
5.4.1.4 tipos:
Esta subseo deve ser aplicada para prensas construtdas com os dispositivos de segurana dos seguintes
ESPE usando AOPD; protees intertravadas com abertura antecipada e protees com comando de partida; dispositivos de controle bimanual usados para operao normal.
Esta subseo no se aplica a prensas que utilizam alimentao ou retirada automticas trabalhando em ciclo
o
o
(:)
rfJ
(/)
contnuo e providas com protees intertravadas.
f Caso ocorra uma falha em uma das peas relacionadas com estes dispositivos de segurana ou sistema de controle,
ento: no pode ser possvel a ocorrncia de uma partida acidental para um novo ciclo; a funo de segurana do dispositivo de proteo deve ser mantida; deve ser possvel parar a mquina durante o movimento perigoso; o sistema de controle deve parar a mquina imediatamente durante a fase perigosa do curso de fechamento, ou em outros casos I), pelo menos no final do ciclo de operao; o sistema de controle deve impedir o incio de novo ciclo de operao, at que a falha seja eliminada. ~ a)
Q.
..
tt.() O)
b) c) d)
q-
~
"O
co
l'{
Q
O) CX)
o o
e)
i, .o o
<!)
Para o cumprimento destas exigncias, os componentes relacionados com a segurana do sistema de controle devem estar em conformidade com as exigncias da categoria 4 da ABNT NBR 14153. As funes de partida e parada dos componentes relacionados com a segurana do sistema de controle da prensa devem ser montadas com dispositivos redundantes e monitorados. 5.4.1.5 Se uma prensa estiver sujeita a nveis de choques e vibraes considerveis, ento o projeto do sistema de controle deve levar em considerao as exigncias de:
c :B
~
'e:
.9 ~ a)
c o
3.7.3 da ABNT NBR NM 213-2:2000; 4.5.1 da ISO 4413:1998; 4.5.1 da ISO 4414:1998; 11.1 da IEC 60204-1 :2005.
A redundncia e monitorao dos sistemas de controle da prensa devem operar em dois sistemas
~
.\\:1 1ij
b)
c)
.c c
!1 d)
<ll Ol
-g
,
(/) Q)
5.4.1.6
5
::J
;g funcionais separados. Cada sistema deve ser capaz de parar o movimento perigoso independentemente da condio
do outro sistema. A falha de um ou outro sistema deve ser detectada atravs de monitorao e outro ciclo (golpe) do martelo no pode ser iniciado. Se um sistema fizer sua autodeteco de falha (quando a perda de uma funo ~ inibe o incio de um prximo cicio), a monitorao adicional deste sistema no necessria. '(ii
rfJ :::l
~ ro
Q. ~ I)
...
Ver os casos abaixo: a) Se ocorrer uma falha em um dos dois canais do sistema de controle, de modo que o outro canal permanea em operao; b) Se ocorrer uma falha durante a parte do ciclo fora da fase perigosa do fechamento do martelo.
~ x
18
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
5.4.2 Prensas com sistema de engate por embreagens de frico - Utilizao de sistemas de controle do freio/embreagem com redundncia e monitorao, e monitorao de escorregamento em ciclo individual Ver Tabela 2. 5.4.2.1 Devem ser previstos sistemas de controle com redundncia e monitorao do sistema freio/embreagem e escorregamento. 5.4.2.2
o
Protees
com intertravamento
equipadas com dispositivo de travamento devem ser providas de
E; redundncia e monitorao do sistema de controle do freio/embreagem . .....
~ 5.4.2.3 A proviso de redundncia e monitorao para o sistema de controle e monitorao de freio/ embreagem
(
deve seguir as exigncias abaixo:
g a)
(/)
('v
o..
I'-
a prensa deve ser equipada com vlvula de segurana especfica, acionada por duplo solenide que controlar diretamente o fluxo do fluido para a operao do freio/embreagem ou instalao equivalente em outras formas de acionamento; os solenides da vlvula devem ser conectados ao circuito de controle por meio de fiao separada, de tal forma que uma falha simples na fiao no leve ao acionamento de ambas as bobinas: deve ser garantido que um curto-circuito entre as conexes da vlvula de segurana (por exemplo, solenide para solenide, ou solenide para o conjunto de automorutorao) ser detectado automaticamente e no permitir um movimento adicional ou inesperado do martelo; se para a funo de monitorao das vlvulas for necessano utilizar sensores detectando seu estado, estes sensores devem ser parte integrante das vlvulas. A vlvula pode ter um sistema de monitorao interno de tal forma que uma falha da vlvula seja autodetectada; a monitorao deve ser dinmica, com freqncia de pelo menos uma vez a cada ciclo, e deve garantir que em caso de falha da(s) vlvula(s), a embreagem seja desacoplada e o freio acionado; a reativao do funcionamento normal da prensa somente pode ser realizada de forma restrita, isto , por meio de ferramenta, chave ou senha eletrnica (password). Na monitorao do escorregamento, os seguintes itens devem ser observados:
-e-tr
''0 ('J
b)
o 't3
S
li)
CD
c)
['2
Q
OJ
..
d)
('J
co -.i
OJ
e)
.~ a)
( s: c
o
c:
<).)
oi
W tn 'O
prensas com alimentao manual equipadas com dispositivos de proteo do tipo listado em 5.4.3.1 devem incluir dispositivos de monitorao de escorregamento para assegurar que, se esse escorregamento do excntrico ultrapassar sua posio normal de parada de um valor especificado pelo fabricante, de no mximo 15 e preferencialmente 10, uma ao de parada deve ser imediatamente iniciada e no pode ser possivel o incio de um novo ciclo; a reativao do funcionamento normal da prensa somente pode ser realizada de forma restrita, isto , por meio de ferramenta, chave ou senha eletrnica (password); se as carnes para monitorao do escorregamento forem acionadas por um eixo de cames, que por sua vez for acionado indiretamente por algum acionamento mecnico, como, por exemplo, por uma corrente dupla entre o eixo dos cames e o excntrico (manivela) ou um card, ento o acionamento indireto deve ser monitorado de tal forma que, se ele falhar, uma ao de parada deve ser iniciada e deve ser impossvel novo acionamento da prensa at que a falha seja eliminada.
~
:;:J
b) c)
o
';';;
:::; :>
x
<).)
o
(':l
01 :J
ro
'''' a.
w
:.
lli ><
5.4.2.5 As cames e as correspondentes chaves utilizadas para monitorao do escorregamento, funo de parada em ciclo individual e desabilitao temporria (muting) devem ser mecanicamente intertravadas, ou seja, acionadas pelo mesmo eixo. Para prensas com velocidade varivel, deve ser previsto um sistema adicional para a parada em ciclo individual nas diversas velocidades. Todas as cames devem estar firmemente fixadas ao eixo. Todas as carnes e respectivas chaves devem ter enclausuramento que s possa ser removido ou aberto com auxflio de chaves e/ou ferramentas.
ABNT 2008 Todos os direitos reservados
19
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NJ3R 13930:2008
5.4.2.6 Tambm nos casos em que a prensa possua curso varivel, o ajuste das cames ou das chaves acionadas pelas cames usadas para controle de ciclo deve ser mecanicamente intertravado, ou seja, ser acionado pelo mesmo eixo. 5.4.2.7 Se o eixo de cames for conectado ao eixo excntrico (manivela) por meio de acoplamento, o engate desse acoplamento deve ser positivo, por exemplo, atravs de engrenamento. 5.4.2.8 Recomenda-se que a mxima alterao da disposio mecanicamente limitada a 60, preferencialmente 45 (ver Anexo E). do conjunto de cames rotativas seja
....-
s
~ o
o <Il
<Il
5.4.2.9 Recomenda-se que sejam aplicados discos de cames para que um ajuste errado ou no intencional no cause acidente e: a) as chaves-limite (chaves fim-de-curso) e seus respectivos cames para controle da prensa sejam montados em conjunto e adequadamente travados; marcar a posio relativa entre as chaves-limite e as cames; o reajuste das chaves-limite ou das cames seja limitado por batentes fixos, de tal forma que o tempo de desabilitao temporria (muting) durante o movimento de fechamento da prensa no exceda o tempo de resposta geral da prensa, qualquer que seja a combinao de velocidade e a dimenso do curso; se a prensa for acionada em modo reverso, nenhum dano s chaves-limite pode ser possvel. Desabilitao temporria (mutng)
g,.._
~
"<t "<t N
b) c)
o ' Q)
"O lO
e:.
u;>
d)
o o
N 00
5.4.3
5.4.3.1 A desabilitao temporria (muting) pode ser aplicada para ESPE usando AOPD e controles bimanuais. A funo de desabilitao temporria (muting) somente pode ser ativada no ponto de inicio do ciclo de abertura da -a, (O ferramenta, ou quando a fase perigosa do ciclo de fechamento tiver terminado e nenhum risco de ferimento for L o possvel. Devem ser levados em considerao os pontos perigosos dos extratores e das almofadas de repuxo. O sistema de proteo deve estar ativo novamente no incio ou antes do incio do ciclo de descida . CIl B ....J Adicionalmente: (l)
'C
e m
g
(J)
:::l
a)
r:: o
a posio de desabilitao temporria (mung) deve ser protegida contra ajustes no autorizados, devendo estes ser realizados atravs de ferramentas especiais, chaves ou senha eletrnica (password); todo perigo adicional existente durante o ciclo de abertura deve ser evitado, por exemplo, por protees fixas; o sinal para incio da funo de desabilitao temporria (muting) deve ser monitorado.
.~ b)
r.
CIl
~ c)
Ol
r::
5.4.3.2 A funo de desabilitao temporria (muting) pode ser tambm aplicada a portas com proteo intertravada, montadas em uma prensa com conjunto freio/embreagem, onde uma abertura antecipada da porta ;g permitida quando a fase perigosa do ciclo de fechamento tiver cessado (ver 5.4.2).
-g
~
(J) Q)
~ 5.4.4 Sistemas eletrnicos programveis .~ e funes relativas segurana
(PES), sistemas pneumticos
programveis
(PPS)
(])
g 5.4.4.1
:::l
(l)
O uso de PES e PPS no pode reduzir nenhum nvel de segurana determinado nesta Norma.
s
c.
". >< w
ro
E Q)
5.4.4.2 Quando a prensa controlada por um PES ou PPS, as funes relativas segurana no devem ser baseadas somente no PES ou PPS.
20
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
5.4.5
Chaves seletoras
5.4.5.1 Quando a prensa oferece mais de um modo de operao (por exemplo, ciclo individual, ajuste, ciclo automtico), seleo de dispositivos para incio de ciclo (por exemplo, comandos bimanuais, protees mecnicas, AOPO ou uso de sistema de segurana (por exemplo, na frente ou atrs e na frente e atrs), ento devem ser utilizadas chaves seletoras. O projeto deve assegurar total isolao para cada posio que no estiver sendo usada, por contatos com acionamento positivo ou por dispositivo com monitorao e redundncia. Nenhuma operao pode ser possvel enquanto a chave seletora no estiver em uma posio definida. Quando a chave seletora for acionada, um sistema de bloqueio deve impedir todo e qualquer incio de operao. 5.4.5.2 Onde uma chave seletora utilizada, ela deve ser utilizada para selecionar o modo adequado de proteo, ~ que pode ser duas ou mais protees ou dispositivos de proteo (ver 5.3.3). Quando duas ou mais chaves seletoras S2 so usadas e o modo de proteo conectado ao sistema de controle, o modo de operao escolhido deve ser g automaticamente ligado ao modo correspondente de proteo.
o
e ~
o
(/)
5.4.5.3 Se uma prensa for tambm prevista para ser utilizada de acordo com 5.3.2 a) ou b) e operada ao mesmo tempo, manualmente, sem qualquer outra segurana, este modo de produo deve ser selecionado por uma seletora ,.._ adicional acionada por chave separada ou dentro de um compartimento fechado a chave. A seleo deste modo deve ~ ser clara e automaticamente sinalizada na prensa, que deve ser utilizada somente com ferramentas fechadas ou com :z: protees fixas.
..s
o
a.
e:.
l()
'Q ...
'(
5.4.5.4 Se mais de um operador trabalhar na mquina, o nvel de proteo deve ser o mesmo para cada operador. Onde mais de um comando bimanual possa ser usado, a prensa somente pode ser operada se a combinao selecionada corresponder exatamente ao nmero de comandos conectados prensa.
iS 5.4.5.5 As chaves seletoras para funes relativas segurana devem ser operadas por meio de chave de 01 acordo com 9.2.3 da IEC 60204-1 :2005. A seleo deve ser visvel e facilmente identificvel.
'<I'
c..)
eo
~
I,{)
5.4.6
Chave de desconexo
da embreagem
o
I
<'ci
:
CIl .;::
"O
Uma chave de desconexo da embreagem pode ser instalada dentro do raio de ao do operador para permitir a desconexo segura da embreagem. Chaves de posio (ver 10.1.4 da IEC 60204-1 :2005) Generalidades
~, 8 5.4.7.1
<ll
.9 5.4.7 :; c
'
(l)
Existem duas funes de segurana para chaves de posio utilizadas em prensas que so particularmente
' importantes:
Ol
a)
< "O m :::>
in
as chaves rotativas de posiao (chaves de cames) para, por exemplo. funes de desabilitao temporria (muting), escorregamento e ponto morto superior (PMS); as chaves de intertravamento das portas de segurana (ver Seo 5 da ABNT NBR NM 273:2002).
b)
~ 5.4.7.2 O acionamento das chaves e as prprias chaves devem ser projetados de forma que mantenham .~ a posio relativa entre elas, a came de acionamento e o ciclo (golpe), garantindo a leitura correta da posio da ~ mquina.
<))
;;; ~ .... ~ ~ tij
til
5.4.7.3 O mecanismo, por exemplo, a came e a chave de posio, deve ser projetado para trabalhar em modo reverso (marcha a r) sem ocorrer danos . 5.4.7.4 Nas prensas usadas com alimentao e retirada de peas de forma manual, todas as chaves de posio que controlam o movimento do martelo devem ser do tipo eletromecnico. As exigncias de redundncia e monitorao para as funes so especificadas em 5.4.1.4.
ABNT 2008 - Todos os direitos reservados
21
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
5.4.7.5 Sensores de proximidade podem ser aceitos para o conjunto de cames rotativas do eixo excntrico somente em prensas automticas. Os sensores de proximidade devem possibilitar redundncia e monitorao. 5.4.8 5.4.8.1 Botes de comando
Os botes de comando, pedais e dispositivos de controle de partida devem ser adequadamente protegidos para evitar sua operao acidental. Os pedais devem permitir somente o acesso por uma nica direo e por somente um p. Barras de acionamento no podem ser usadas.
o
~ eo
o
5.4.8.2 Os botes de emergncia devem, quando acionados, parar todos os movimentos perigosos, funcionando como categoria O (zero), conforme 4.1.5 da ABNT NBR 13759:1996. 5.4.8.3
Deve haver pelo menos um boto de emergncia dentro do alcance direto de cada operador, incluindo o(s) operador(es) na parte traseira da prensa. Toda estao de controle de comando bimanual que for plugvel no deve conter botes de emergncia (ver tambm 5.4.5.4 e 7.2.2-j).
s
g
'" ~ o.
5.4.8.4 Para evitar partidas acidentais e no desejadas, os plpitos de comando ou pendentes portteis que t-incorporam os botes de partida devem ser projetados com referncia estabilidade de sustentao, de acordo ~ com 4.4.8 e 10.6 da IEC 60204-1:2005.
~ ~
o '
"O
l{)
5.4.9 Vlvulas
Dispositivos para acionamento manual incorporados nas vlvulas devem ser projetados para incluir uma cobertura fixa devem ser operados por chave, e sua atuao somente pode ser possvel com o martelo no ponto morto inferior, motor desligado e volante parado.
...
~ ou tampa, necessitando do uso de ferramenta ou chave para abri-Ia. Dispositivos eltricos de acionamento manual
o
e cn
eo
<O
~ 5.5
Ajuste de ferramental, ciclos (golpes) para ensaios, manuteno e lubrificao
C; 5.5.1 A mquina deve ser projetade de tal forma Rue os ajustes de ferramenta, manuteno e lubrificao possam .{!j ser feitos em segurana. A necessidade de acesso e interveno manual durante o ajuste e a manuteno deve ser
: minimizada, como, por exemplo, no caso de lubrificao, onde poderia ser usado um sistema de lubrificao automtico ou um sistema remoto .
.8 :;
.o
8
s:
Meios devem ser previstos para permitir o movimento do martelo durante o ajuste do ferramental, a manuteno e a lubrificao. Esses procedimentos devem ser efetuados com as guardas e dispositivos de proteo <Il em suas posies e ativados (ver 5.3.2). Onde isso no praticvel, pelo menos uma das seguintes possibilidades .~ (ij deve ser prevista:
c c
'" 5.5.2
~ a) b)
girar o eixo excntrico manualmente, com o motor desligado; baixa velocidade (igualou inferior a 10 mm/s) e dispositivo de comando que deve ser mantido pressionado para ter-se o movimento da mquina; dispositivo de comando bimanual conforme 5.5.9, instalado de tal forma que no possa ser utilizado para regime de produo, por exemplo, interrompendo pelo menos trs vezes o ciclo durante uma revoluo do eixo excntrico; utilizao de dispositivo de comando de movimento limitado (ver 3.1.15 e 5.5.11).
UJ
~ ;g
(1)
5 ,
g
'iii
::; <l>
c)
TI x
g d)
::;
~ 5.5.3 Todos os golpes de ensaios (ciclo individual) aps o ajuste do ferramental ou ajustagens so considerados ~ nesta Norma como golpes em produo e por isso a segurana deve estar de acordo com as exigncias de 5.3.
Cl)
. E 5.5.4 w
Os dispositivos de alimentao ajustados manualmente devem ser capazes de ser ajustados com o martelo
parado.
22
ABNT 2008 - Todos os direitos reservados
Convnio
ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
5.5.5 a)
Caso uma barra ou outro dispositivo seja utilizado manualmente para girar o eixo excntrico:
quando o motor principal for desligado, um dispositivo deve evitar o engate da embreagem antes do volante estar parado totalmente. Este dispositivo pode ser um temporizador no ajustvel pelo usurio ou um detector de movimento, que deve ser monitorado; a barra (alavanca) no pode ser deixada inadvertidamente na posio durante a operao normal; alguma parte do volante deve ser visvel de tal forma a se ter certeza de que ele estar parado.
b) c)
5.5.6 A no ser quando os dispositivos de proteo usados na produo normal possam ter restries em seu uso no incio de operao, ser necessrio que o fabricante instale dispositivos de controle em cada lado de acesso o da prensa, de tal modo que pelo menos uma pessoa em cada lado, com viso clara da zona de acesso, possa ( o participar do acionamento. ~
(:)
<f)
s:;
~ Levando-se isso em conta, bem previsvel que se tenha mais de uma pessoa de cada lado, ento dispositivos ~ adicionais devem ser instalados (por exemplo, dispositivos de habilitao, chaves seletoras, sinais de alerta).
,.__
~ 5.5.7 Se uma proteo mvel tiver de ser aberta para um ajuste de ferramental, esta deve ser intertravada ;;:: (ver 6.4.3 da ABNT NBR NM 272:2002). N
v '
<ll
O requisito mnimo para um intertravamento de protees mveis, abertas ou removidas apenas para ajuste ou manuteno a utilizao de chaves de abertura positiva, conforme especificado to na ABNT NBR NM 273. A interface das partes relativas ao sistema de segurana do sistema de controle no pode lt;J ,... estar baseada somente em um rel.
5.5.8
8.:. de ferramental
o o
m
~
-.i
o
N
C(.)
5.5.9 a) b)
Comandos bimanuais, devem cumprir os seguintes critrios:
comandos bimanuais devem corresponder no mnimo ao tipo II, conforme Tabela 1 da ABNT NBR 14152:1998; a ativao dos sinais de sada no deve ser possvel somente com uma mo ou mo e cotovelo de um mesmo brao.
Lf)
:B _J
<Ii
:E
tJ)
(\l
'3
5.5.10 Os dispositivos de controle de reteno de partida e comandos de toque devem estar ligados por hardware, conforme a categoria 2 da ABNT NBR 14153.
o 5.5.11 O movimento gerado pelo dispositivo de comando de movimento limitado deve ser mnimo, impedindo que <ll .~ ocorra uma situao de perigo, deve ser limitado em tempo e distncia de controle. Com o eixo excntrico a 90, o movimento do martelo no deve exceder 6 mm por toque.
ii!
c
<l)
~ 5.5.12 Comandos bimanuais ou equipamentos de bloqueio da partida, previstos somente para ajuste, devem ser ~ dispostos de modo a no serem utilizados para funcionamento em produo.
:g 5.5.13 A ligao entre equipamentos de bloqueio da partida, comandos bimanuais, comandos de toque
"O CIl
5
o
e os componentes efetivos do comando no devem estar baseados em um nico rel.
.~ 5.5.14 A prensa e seus sistemas de segurana devem ser projetados de tal forma que avaliaes peridicas possam 13 ser realizadas.
x
<l)
til ::l
ro
ro a.
x W
a li E <l)
ABNT 2008 - Todos os direitos reservados
23
ConvnioABNT/SEBRAE - As MPEse a Normalizao
ABNT NBR 13930:2008
5.6 5.6.1 de: a)
Outros perigos mecnicos
Os acionamentos e as transmisses de fora da prensa e seus dispositivos auxiliares devem estar protegidos
protees fixas, quando o acesso se faz necessrio, uma vez ou menos de uma vez por turno de trabalho (ver 6.4.1 da ABNT NBR NM 272:2002); protees removveis, interligadas com um sistema de controle, quando o acesso se faz necessrio mais de uma vez por turno de trabalho (ver 6.4.1. da ABNT NBR NM 272:2002); caso o movimento perigoso no tenha parado antes que a rea de perigo possa ser alcanada, ento uma proteo intertravada com dispositivo de liberao temporizado deve ser instalada (ver 7.4 da ABNT NBR NM 273:2002).
~
~
b)
o
o
(J)
s
g
O>
c)
~ Os equipamentos de proteo aqui descritos no so requeridos se o acesso rea de perigo no for possvel a. atravs de acesso por cima ou pelo lado, conforme Tabelas 1 e 2 da ABNT NBR NM ISO 13852:1998 e no for t necessrio nenhum acesso para manuteno regular (como lubrificao, ajuste, limpeza).
v
~ 5.6.2
:g
co
.g
Os travamentos retardados devem ser configurados de tal forma que o temporizador ou o detector de movimento controle o fechamento das protees.
S 5.6.3
Os dispositivos de fechamento devem ser pelo menos da categoria 1 da ABNT NBR 14153. u;> ..... Dispositivos auxiliares que no sejam controlados mecanicamente pela prensa devem ser adicionalmente o 5.6.4 o interligados ao sistema de controle da prensa, de tal forma que, durante qualquer interveno, no acontea ~ uma gerao de situao de perigo (ver 1.4). N
co
-i
..o eliminado, ou no projeto ou por adicionar protees, onde ambos possam ser capazes de resistir s foras exigidas o
<ti
5.6.5
O lanamento de partculas perigosas, geradas por componentes da mquina ou partes deles, deve ser
(ver 8.1 da ABNT NBR NM 272:2002). Ver tambm 7.2.2-j) em relao a peas e ferramentas.
5.7 .9 s
Escorregamento, tropeos e quedas
8
<ti
().)
~ 5.7.1 Plataformas de trabalho elevadas, fornecidas com as prensas, devem estar equipadas com laterais, com corrimo e rodap, de tal forma que se possa garantir o acesso seguro a elas (ver ISO 14122).
.~ 5.7.2 A prensa deve ser projetada, construda e fornecida de tal forma a minimizar os riscos de escorregamento, ' tropeos e quedas na rea da prensa.
Ol
c
().)
~ 5.8
'O <ti
Proteo contra outros perigos
Perigos eltricos
:2 5.8.1
5
::J
o Todo equipamento eltrico deve ser projetado e construdo de tal forma que se previna de perigos eltricos .~ (por exemplo, choques, queimaduras), de acordo com a Seo 6 da IEC 60204-1 :2005.
'ti x
().)
g 5.8.2 Perigos trmicos
::J
~ Protees como anteparos ou outros isolamentos fsicos devem ser previstas para prevenir queimaduras por partes ~ acessveis da prensa, como, por exemplo, freios, embreagens e partes do sistema hidrulico, os quais podem exceder ~ os valores de limite da temperatura recomendados, especificados na ABNT NBR 13970. E ().)
W
24
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As fvlPEs e a Normalizao
ABNT NBR 13930:2008
5.8.3
Perigo de ejeo de fluidos sob alta presso
Mangueiras dispostas na rea de trabalho do operador devem ser providas de uma cobertura adicional, como chapas de captao, impedindo o perigo causado por danos nas linhas. 5.8.4 Perigos gerados por presso sonora (rudo)
5.8.4.1 As prensas devem ser projetadas e construdas de forma a reduzir ao mximo o nvel de presso sonora (rudo) gerado por emisso de ar comprimido, considerando-se o progresso tcnico e a disponibilidade de medidas ' para reduo de presso sonora (rudo) especialmente em sua fonte, desde que possvel.
o
~ ~
o
(:)
Quando do projeto de uma prensa, as informaes e as medidas tcnicas para controlar a presso sonora (rudo) e sua gerao devem ser conforme ISO 11688-1.
~ 5.8.4.2 O projeto deve levar em conta todas as fontes da presso sonora (rudo). As medidas tcnicas I!! apropriadas para reduo da presso sonora (rudo) nas fontes da prensa esto indicadas abaixo: a..
E
l a)
O"l
transmisso: equipamento de amortecimento para o volante e engrenagem; exauto pneumtica: silenciadores; fonte de gerao de energia: painis acsticos (parcial ou total); ferramenta: enclausuramento da prensa; extrator do produto: bicos silenciadores; sistema de alimentao e transferncia: caixas anti-ruidos, equipamentos de amortecimento; transmisso de ruido estrutural: amortecedor de vibraes na montagem da prensa.
~
~
b) c) d)
:g
S
,n
'9 ec
O"l
N
'2 e) ",: f) m
<O
co
g
(Il
g)
Podem ser utilizadas ainda medidas adicionais ou alternativas que resultem na mesma reduo ou em uma reduo de nvel de presso sonora (rudo) maior. Em cada caso, os valores de emisso de presso sonora (rudo) indicados so o critrio decisivo para a emisso de presso sonora (rudo) de uma determinada mquina. O fabricante deve ~ estar em condies de fornecer as informaes necessrias quanto s medidas adotadas para a reduo de presso sonora (rudo). u
ro
'lJ
.\!!
5.8.4.3
A medio e a declarao dos nveis de presso sonora (rudos) emitidos devem estar de acordo com
ifj as ISO 3746, ISO 11202, ABNT NBR 10152, conforme aplicveis. A declarao dos nveis de presso sonora (rudos)
c w
~ deve ser feita de acordo com a ISO 4871, preferencialmente com duas casas decimais. Ol ~ 5.8.4.4 A informao mnima a ser fornecida, no que se refere medio de emisso de nveis de presso sonora (rudos) por escape de ar, a seguinte: dados da mquina: nome e endereo do fabricante; ano de construo; designao da srie ou tipo; nmero de srie ou de prottipo de prensa em ensaios; capacidade nominal;
-g
5
.~ a)
13
:2
x
::>
~
til
b)
~ c)
ro
o.
~ ~
'-
d) e)
ABNT 2008 - Todos os direitos reservados
25
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
f)
nmero de golpes por minuto em ciclo contnuo, mnimo e mximo, caso a velocidade seja varivel; condies de operao durante a medio:
g) h) i)
velocidade em golpes por minuto; comprimento do curso; condies de montagem e instalao (ver G.1); e tambm: fora aplicada em quilonewtons (ver G.3-b); detalhamento da ferramenta (ver G.3-c); tipo e espessura do material utilizado (ver G.3-d); ou
s
(:)
<II
(/)
..o
~ j) o k)
,....
lO
.. I)
~ a.
.g m) teste em condies sem carga, sendo que estas substituem as alneas j), k) e I) (ver G.4);
'
e:.
.e
gJ
eo
o
CIl
medies: n) o) p) localizao da prensa em relao s superflcies reflexivas (ver G.2); procedimentos de medio (ver G.5); pontos de medio (ver G.6);
'3,
CD
II)
~ q) tempo de medio (ver G.7);
'1::
ro
resultados:
r)
~ c o
CIl
nlveis de presso sonora de fundo, se esse fator de correo for necessrio; o equivalente contnuo do nvel de presso sonora da medida A na rea do local de trabalho do operador; o pico instantneo da medida C de presso sonora, na rea do local de trabalho do operador;
s)
t)
ro ~
c:
CIl Ol
W
CIl
c:
u) a potncia do som emitido onde o equivalente contnuo de nvel de presso sonora exceder 85. dB (A).
NOTA No caso de prensas muito grandes, ou seja, acima de 10 000 kN, no lugar do nvel de potncia sonora pode ser indicado o equivalente contnuo de presso sonora (ruldo) em pontos de medio definidos ao redor da prensa.
(/)
16
;g
3 ,
o 5.8.4.5 Informaes sobre condies de medio de presso sonora (rudo) em prensas mecnicas podem ser .~ obtidas no Anexo F. ::J
~ 5.8.5 o
<II ::J
Perigos por vibraes
~ A prensa deve ser projetada de modo a impedir vibraes que possam causar danos, por exemplo. atravs de ro
a. isolamento da prensa com as fundaes do piso (ver EN 1299).
li
ro
~ 5.8.6
w
x
Perigos com matrias-primas e outros produtos de prensas.
5.8.6.1 Substncias perigosas, sempre que possvel, no devem ser usadas na construo Materiais que possam causar prejuzo ou dano sade devem ser eliminados (por exemplo, amianto).
26
ABNT 2008 Todos os direitos reservados
Convnio ABNTSE8RAE
- ,4.sMPEs e a Normalizao
ABNT NBR
13930:2008
5.8.6.2
No devem ser usados revestimentos de amianto para embreagem e freios.
5.8.6.3 Devem ser adotadas medidas apropriadas que impeam a formao de disperses e neblinas de leo inalveis em concentrao prejudicial sade, como leo utilizado para lubrificao do sistema pneumtico. 5.8.6.4 Quando substncias perigosas forem utilizadas no processo, como, por exemplo, p de metal duro, devem ser projetados sistemas de proteo para minimizar a exposio do operador e que permitam um sistema de extrao de contaminantes (ver ABNT NBR 14191-1).
s;;
N
5.8.6.5 Medidas para o projeto do sistema de exausto e equipamento de captao de p devem ser concebidas de maneira a minimizar o perigo de fogo e exploso (ver EN 1127-1). 5.8.7 Perigos por negligenciar os princpios ergonmicos
~
o
(:)
~ 5.8.7.1 A prensa e seus controles devem ser projetados de modo que permitam posturas de trabalho adequadas e e que no causem fadiga. o,
E
[{:; 5.8.7.2 A localizao, identificao e iluminao (se necessrio) dos dispositivos de controle e instalaes para ~ manuseio de materiais e ferramentas devem estar de acordo com os princpios erqonrnlcos.
<:t
N
5
~
5.8.7.3 O posto de trabalho, zonas com dispositivos de controle ou de proteo, barreiras, e onde mais for necessrio na prensa, devem ser suficientemente iluminados para assegurar que todos os materiais e equipamentos de trabalho estejam visveis, evitando a fadiga visual. 5.8.7.4 Partes da prensa com peso maior do que 25 kg e que necessitem ser iadas atravs de equipamentos de elevao devem conter alas ou meios para tal (ver EN 1005-2). 5.8.7.5 Reservatrios com fluidos hidrulicos devem ser posicionados ou orientados de tal forma que os tubos de drenagem e enchimento sejam facilmente alcanados, Informaes adicionais so dadas nas IEC 60204-1, ISO 9355-2, ISO 9355-3 e EN 614-1.
o
) N
0:.)
g t2
I.f)
, 5.8.7.6 CI3 E ,_J
(\'J
'c
;;)
g 6 Verificao dos requisitos elou medidas de segurana
8
e
ro
'~
A Tabela 2 indica o(s) mtodo(s) pelo(s) qua!(is) se deve(m) ser verificados os requisitos de segurana descritos na Seo 5, junto com uma referncia dos itens correspondentes nesta Norma.
s: c o
01
C
LU
({)
'O
<O
<l>
3?
ABNT 2008 - Todos os direitos reservados
27
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Tabela 2 -
Verificao dos requisitos e/ou medidas de segurana
_._--Item Requisitos e/ou medidas de segurana Inspeo visual (ver Nota 1) Comprovao de auxlio/teste (ver Nota 2) Desenhos, Medio esquemasl (ver Nota 3) clculos (ver Nota 4)
5.2 5.2.1 5.2.1.1
CONSIDERAES BSICAS DO PROJETO FREIOS E EMBREAGENS Meios de se aplicar a presso Diafragmas x x x x x x x x x x x x
5.2.1.2 (a)
Molas de acionamento dos freios Molas de desengate das embreagens
I
5.2.1.2 (b) 5.2.1.2 (c) 5.2.1.2 (d) 5.2.1.2 (e) 5.2.1.2 (f) 5.2.1.3 5.2.1.4 5.2.1.5 5.2.1.6 5.2.1.7 5.2.1.8 5.2.2 e B.2 5.2.2.1 5.2.2.2 5.2.2.3 .~
s:
(1l
x
x x
,
x
x
Conjuntos de mltiplas molas Molas uniformes Preveno de afrouxamento Alojamento e guia de molas Funcionamento com 50 % das molas Funcionamento seguro Encadeamento de falhas Dissipao de calor Preveno de penetrao de lubrificantes Corpos estranhos Acmulo de resduos PRENSAS COM EMBREAGEM Capacidade da embreagem Folga de trabalho Acmulo e disperso de resduos Falha de energia Superfcies rugosas e arestas agudas Escape de ar Protees com dispositivos de intertravamento Detectores de posio Atuao dos detectores em posio fechada
x x
x
x x
x
x
x
x
x x x
x x
x
x x
x
os FRiCO
x
x x x
x x
x x
x
x
x
x x
5.2.2.4 5.2.2.5 A.1 A.1 (a)
c (
Ol C
C/)
x
x
x
x
-o
( (1l
;g
x x x
x x x
x x x
A.1 (b)
Redundncia e monitorao Proteo com abertura antecipada
A.2
Circuitos de comando Sistema de freio Fechamento at PMI
x
x x
x
x x
x
A.3
Ciclo contnuo: detectores em srie
28
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Tabela 2 (continuao) Requisitos elou medidas de segurana Inspeo Comprovao visual de auxilio/teste (ver Nota 2) (ver Nota 1)
--,..--
Item
I
Medio (ver Nota 3)
Desenhos, esquemas/ clculos (ver Nota 4)
~.2.3
I
..
_. SISTEMAS
Filtros
HIDRULICOS E PNEUMTICOS - CARACTERSTICAS GERAIS x x x x x x
1
S'
~ <O
o
!/)
(/)
i i
1
5232 . . .
Reguladores de presso Dispositivos de desligamento em baixa presso Dispositivo limitador de presso Reservatrios
x x x
x
x
x
C>
(
C>
5.2.3.3
~ !5.2.3.4 15.2.3.5 ,
i
E
tI{) Q)
I Cavacos e corpos estranhos
Tubulaes contnuas Dilatao trmica Fixao de tubulaes rgidas
x
x x x x
:g:
N "O
1
1
15.2.3.6
'g 8::.
I{)
x
_._-_._.
1"'.-----........- ..--...--- ..[-..-- ...-----.----.-----.-.-.---.---5.2.3.7 f5."2.3:8 lS.2.3.9
Dobramento de mangueiras
I'{
Tubulaes e conexes Fixao de vlvulas Escapes Conexes de entrada e sada
......---.---- ........... -
.. x .. ----;---T
x
o o Q
Q)
Y'"
x
x x x x x x
N <O
<O
X X
cf, r5.2~10~
<Il
15231
3
'e
<Il
Exausto do fluido dos cilindros Conexes de sada da vlvula Localizao das vlvulas de comando Comutao das vlvulas SISTEMAS PENEUM TICOS Sistema de lubrificao automtica visfvel Silenciadores ----------------_ Sistemas de desumidificao SISTEMAS HIDRAULlCOS
....._---
x
x x
x
x
x
x x
15.2.3.12 5.2.3.13 5.2.4.1
::; c
.9
x x
x x
o
<Il 'I::
'" 5.2.4 o
ro c:
C)
x x
[
s:
Ol ~ Q)
I~+~~}""-1
x x
5.2.5
"8 15251 ;g ...
=
o
>
I Vlvulas limitadoras de presso
Retirada do ar Escape do fluido Descarga dos acumuladores
x
x x x
x
x
x
x x
5.2.5.2 5.2.5.3
.~
,
15.2.6
o (Jj
:::>
REGULAGEM DE ALTURA E REGULAGEM DO CURSO DO MARTELO Movimento do motor de ajuste do martelo Identificao dos dispositivos de ajuste do martelo Dispositivos de limitao
5.2.6.1 5.2.6.2 5.2.6.3 5.2.6.4
-
x x
~ <Il
,_
(\l
O.
.
Q)
I
I I
x x
x
x
x
x
x
W
I Dispositivos
de fixao
ABNT 2008 - Todos os direitos reservados
29
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Tabela 2 (continuao) Inspeo Comprovao visual de auxlo/teste (ver Nota 1) (ver Nota 2) x x Desenhos, esquemasl clculos (ver Nota 4) x
Item
Requisitos
e/ou medidas de segurana
Medio (ver Nota 3)
5.2.6.5 5.3
Preveno do incio de um ciclo PERIGOS MECNICOS NA REA DA FERRAMENTA Prensas com sistema de engate por acoplamento mecnico Dispositivos auxiliares
5.3.2 5.3.3 5.3.4 5.3.6 5.3.7 5.3.8 5.3.9 5.3.10 5.3.11
x x x
x x x x x
Proteo das pessoas expostas Mtodos de proteo Categoria de interconexo dos dispositivos Protees em todos os lados Prensagem especial Ferramentas enclausuradas Protees fixas Protees intertravadas com abertura antecipada, protees com comando de partida Protees intertravadas como proteo com comando de partida AOPD Tipo 4 Possiblidade de acesso Possibilidade de permanncia Impossibilidade de movimento Meios de rearme Refletores adicionais para proteo Indicador luminoso Dispositivos de comando bimanual Tipo III C Um dispositivo bimanual para cada operador Acionamento do dispositivo bimanual Distncia de segurana Intertravamento entre o motor e a embreagem
x x x
x
x x
x
x
x
x
x
x
x x
x x x
x
x x x
5.3.12 5.3.13 5.3.13 (a) 5.3.13(b) 5.3.13 (c) 5.3.13 (d) 5.3.13 (e) 5.3.13 (f) 5.3.13 (g) 5.3.14 5.3.14 (a) 5.3.14(b) 5.3.14 (c) 5.3.15 5.3.16
x
x
x
x
x
x x
x x x x
x
x x
x
x
x
x x
x
x x
x x x
x
x
x x x
x
x
x x
x x
x
x
30
ABNT 2008 - Todos os direitos reservados
Convnio ABNTSEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Tabela 2 (continuao)
I
Item Requisitos e/ou medidas de segurana
Inspeo Comprovao visual de auxlio/teste (ver Nota 1) (ver Nota 2)
Medio (ver Nota 3)
Desenhos, esquemasl clculos (ver Nota 4)
5.3.17 5.3.18 5.3.18.1
I I
1
Dispositivos de ciclo individual
x x
x x
x x x x
x
PREVENCO DE ACIDENTES DURANTE MANUTENO OU REPARO Fora Intertravamento Fixao e integrao com a prensa de posio
1 1 1 1
<f)
(/)
5.3.18.2 5.3.19 5.3.19.1
I I
~dicao
x x x
x x
x
x
o..
t:) '-
OUTROS REQUISITOS
~ i 5.3.19""2TElementos-d-e-fj-Xa---o.--------+-----+------f----........,i--------1 x
"<t
I I
Fixao de ferramentas
~_ !5~i19ATP~~d;b_;bi~;_-------------lf-------+-----~-t-----+--x x
tt) :
~ I
'!!
15.3.19.3
Dispositivos de travamento para ajustes manuais
i 5.3.19.4
; C.)
~
~
i (a)
I (b)
Dispositivo de comando por pulso e baixa velocidade
x
x
x
x
x
x x
:~
x
x
x
15.3.19.4
15.3.20
Dispositivo de ajuste
,ri o
:s _..J
<Il 'C
I. 5.4 1-5~4~1-------T-F-NO'ES-DECONTROLE -E-iV1oNIT"RAO <ti
15.4.1.2
15.4.1.3
I Remoo de pessoas presas ..l SISTEMA DE CONTROLE E MONITORAO
Novo aconamento dos controles Funes manuais de rearme
x
x
.. --------_-.. ----- ~---T--I 8 !
t:
C[)
5.4.1.4
ro
_c
'
r'----+_-~-------------_r----~------+_----_+_-----~ I 5.4.1.6 Canais separados x x x r'----+----------------_L----~------~----~-----~
15.4.2 15.4.2.1 e
i 1
i 5.4.1.5
Dispositivos de segurana: redundncia e monitorao Vibraes e choques
l-o
I
x x
x
x x x
-l
~ ~
~
PRENSAS COM SISTEMA DE ENGATE POR EMBREAGENS DE FRiCO Redundncia e monitorao do circuito de comando da embreagem/freio Controle de escorregamento Vlvul_~de segurana com duplo solenide Fi_aoseparada para acionamento da valvula TDet~c~de curtO~~i-~CU~--------r x
~
x
I
x
5.4.2.2
x
x
:5 5.4.2.1
~ !II .4.2.3 (a) 5 .~.... ' ~ 15.4.2.3 (b)
~ i
r--------T-------..-------~
x x x
x
x
gj i: ~.
li
<l>
f"5:4~2~3-(-;;) ..
~
E
x
ABNT 2008 - Todos os direitos reservados
31
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Tabela 2 (continuao) Inspeo Comprovao visual de auxlio/teste (ver Nota 1) (ver Nota 2) x x x x x Desenhos, esquemasl clculos (ver Nota 4) x
Item 5.4.2.3 (d) 5.4.2.3 (e) 5.4.2.3 (f) 5.4.2.4 (a) 5.4.2.4 (b) 5.4.2.4 (c) 5.4.2.5 5.4.2.6 5.4.2.7 5.4.2.8 5.4.2.9 (a) 5.4.2.9 (b) 5.4.2.9 (c) 5.4.2.9 (d) 5.4.3 5.4.3.1 5.4.3.1 (a) 5.4.3.1 (b) 5.4.3.1 (c) 5.4.3.2 5.4.4 5.4.4.1
Requisitos
elou medidas de segurana
Medio (ver Nota 3)
Sensores como parte integrante das vlvulas Monitorao dinmica das vlvulas Funcionamento da embreagem e freio Reativao do funcionamento normal Escorregamento normal: 10 a 15 Sinal de parada Reativao do funcionamento normal Acionamento indireto das cames Conexo positiva Enclausuramento com bloqueio Conexo de ajuste do.curso Conexo da embreagem Alterao da disposio das cames Instalao de chaves-limite e cames Marcao da posio das chaves-limite e , cames Batentes fixos Nenhum dano devido rotao inversa DESABILlTAAO TEMPORARIA (MUTING) Trmino da fase perigosa do ciclo Medidas contra ajustes no autorizados Protees contra perigos adicionais Monitorao do sinal de incio da funo Portas com proteo intertravada SISTEMAS PROGRAMAVEIS E FUN6ES RELATIVAS SEGURANA Nvel de segurana Funes relativas segurana CHAVES SELETORAS Segurana de circuitos Conta tos acionados positivamente
x x x
x x x
x
x
x
x
x x
x x x
x x
x x x
x
x x
x x x
x
x
x x
x
x x x
!
x
x
x
x x
x x x x x
x x x
x
x x
x
x
x x
x x
x
x x
x
x
x
';
::::I
s
(!)
5.4.4.2 5.4.5
TI x
x x x x x
o ti)
::::I
~
CIl
o.
li
5.4.5.1
E (!) w
x
Dispositivo com redundncia e monitorao Posio intermediria Sistema de controle
x x
32
ABNT 2008 - Todos os direitos reservados
Convnio ABNTiSEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Tabela 2 (continuao)
!
Item
Requisitos elou medidas de segurana
comprovao, Inspeo de auxlio/teste visual (ver Nota 2) (ver Nota 1) x x x
x
Medio (ver Nota 3)
Desenhos, esquemasl clculos (ver Nota 4)
5.4.5.2
I
1
5.4.5.3
i
1
i ,'-'---'
Seleo dos modos de funcionamento e proteo Conexo entre o modo de funcionamentol modo de proteo Ferramentas enclausuradas e protees fixas Sinalizaes ISeleo de comandos bimanuais Chaves sele toras operadas por meio de chave ICOMUTADOR DE SEGURANA DETECTORES DE POSiO Iposio relativa IRotao inversa Chaves cclicas de posio (chaves de cames) Sensores de proximidade
1
x x
x
x I x x I I
5.4.5.4
x
x
x
! 5.4.5.5
I
1
5.4.6
x
x x
o
:2
l5.4.7 15.4.7.2
~ ~'--------+---------1
9.:.:- 5.4.7.3 1
tO
x x x
x
x x
x x
'(o
o o
5.4.'7.4
'2 (J)
N
i 5.4.8 IDISPOSITIVOS DE COMANDO o -5.4.8~1--TPrte;~-;dequad~-----------1
1
5.4.7.5
x
x
x
x
5.4.8.2 5.4.8.3 15.4.8.4
Parada de todos os movimentos perigosos Localizao dos botes de emergncia Botes de partida portteis
x
x
x
x
~5.4.9---lVLVULAS I
I
rACionamento manual com cobertura fixa ou tampa Dispositivos eltricos acionados manualmente: operados com chave AJUSTE DE FERRAMENTAL, GOLPES PARA ENSAIOS. MANUTENO Minimizao da necessidade de acesso Movimento do martelo, com as protees e dispositivos de proteo operando de acordo com 5.3.2 Rotao manual
x
x
I
,
1
5.5
15.5.1
o
.~
15.5.2
x x
x x I x
x
U x
<1>
!
15.5.2 (a)
IBaixa velocidade e dispositivo de comando ~ 15.5."2(b) ~t1 15-:-5.2~nComando bimanual ----.---.
~.
x
I
x x
(6
Q.
5.5.2 (d)
Comando de movimento limitado (ajuste)
x
x
x
x
!i._.._. 5.5.3 . x
W
I Golpes de ensaio
.
..
ABNT 2008 - Todos os direitos reservados
33
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Tabela 2 (continuao) Inspeo Comprovao visual de auxilio/teste (ver Nota 1) (ver Nota 2) x x x Desenhos, esquemas/ clculos (ver Nota 4) x
Item
Requisitos
e/ou medidas de segurana
Medio (ver Nota 3)
5.5.4 5.5.5 (a)
Dispositivos de alimentao Preveno do engate da embreagem Temporizador/detector de movimento controlado e com monitorao Retirada da barra Visibilidade do volante Dispositivos de controle nos acessos laterais Visibilidade Dispositivos adicionais
x
x x
x
x
--
..o
x
x
x x x
~ eo
s
o
C/)
5.5.5 (b) 5.5.5 (c)
o
C/)
~ a. 5.5.6 .. ,.._
io O>
x
x x x x
x
x x x x x x x x
'<t
~
"O <Il
5.5.7 5.5.8
Proteo mvel intertravada Intertravamento de protees mveis Interface Comandos bimanuais do tipo II Formas de ativar Dispositivos de controle de reteno de partida e comandos de toque Limitao do movimento do comando de toque: controle do tempo e da distncia Comandos bimanuais ou equipamentos de bloqueio da partida Interface Reviso peridica OUTROS PERIGOS MECNICOS
x
x
x
'
e::.
lO
.o o
o
u;>
5.5.9 5.5.10 5.5.11 5.5.12 5.5.13 5.5.14 5.6 5.6.1 5.6.1 (a) 5.6.1 (b) 5.6.1 (c)
x
x
i
eo
-a,
<D
x
x x x x
1.
o ,
"C
('O
x x x
x
CIi
::J
'e::
:;
C/)
.9
c::
Acionamentos, transmisses e dispositivos auxiliares Protees fixas Protees mveis intertravadas Protees com intertravamento e bloqueio Travamento com retardo de tempo Dispositivos de intertravamento de categoria 1 Dispositivos auxiliares intertravados Lanamento de partculas perigosas ESCORREGAMENTO, TROPEOS E QUEDAS Plataformas de trabalho x x x x x x
x x
x
x x
x x
x
x
, g
'(ii ::;
5.6.2 5.6.3 5.6.4 5.6.5
x x x x
x x x
x
x x x
o x
<Il
II) :;;J
~ 5.7 til
a.
"til
x
x
E
<Il X
571 1 . .
1
Meios de acesso
1
5.7.2
Area da prensa
34
ABNT 2008 - Todos os direitos reservados
Convnio
ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Tabela 2 (continuao) Inspeo Comprovao visual de auxilio/teste (ver Nota 1) (ver Nota 2) Medio (ver Nota 3) Desenhos, esquemas/ clculos (ver Nota 4)
I
I
Item
Requisitos e/ou medidas de segurana
I 5.8.1
I
r-1~~~~g:o I -----------T
CONTRA OUTROS
e- .. _ --.----.-.---.------
Perigos eltricos
Perigos trmicos Perigo de ejeo de fluidos sob alta presso Perigos gerados por presso sonora (rudo) Perigos gerados por vibraes
x x
x
1
x
x
x
x
x
I 5.8.4
i
i 5.8.3 i
x x x x
l 5.8.5
I
x x
x
x x x x
15.8.6 =ffirigos
gerados por materiaise
[5.8.'7---"
substncias -p~rig~~ ~or ~egligenciar os princpios
erqonorrucos
I
I
lU-1 V'"
INFORMAES PARA USO Identificao Manual de Instrues Distncias de segurana
I
I
x x x
I
I
x
I
X
o o o 5
7.2
co
I Anexo B
~ (O
o
<'O ""O
..n
::
<Il
'C
NOTA 1 Inspees visuais so utilizadas para verificar as caracterfsticas necessrias para os requisitos por verificao visual dos componentes fornecidos. NOTA 2 O resultado da avaliao/ensaios verifica que as caracterlsticas fornecidas cumprem sua funo de tal forma que os requisitos so cumpridos. NOTA 3 Medies verificam pelo uso dos instrumentos que os requisitos so cumpridos para os limites especificados. NOTA 4 Desenhos/clculos verificam que as caractersticas do projeto dos componentes fornecidos cumprem os requisitos. '-._---_.
o
ID
;;; 7
7.1
Ul
Informaes para uso
Identificao
.!!
( s:
7.1.1
ui
Os requisitos de 7.1.2, de 5.4 e 1.7.3 do Anexo A da ABNT NBR NM 213-2:2000, devem ser seguidos. ~ A IEC 61310-2 tambm deve ser levada em considerao. 7.1.2 A prensa deve estar identificada com os seguintes dados:
..g ro
o
~ :;:) a) .~ b}
:::;
nome e endereo do fabricante e, quando aplicvel, do fornecedor; ano de fabricao; nmero de srie; designao de srie e/ou tipo; peso da prensa, sem ferramentas ou dispositivos auxiliares; pontos de iamento para fins de transporte e instalao; fora nominal e curso nominal de trabalho;
u
~ c)
o C/)
;;:!
ro o.
o.
<Il
d} e)
ro
E ~ f) w
g)
ABNT 2008 - Todos os direitos reservados
35
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
h) i) j) k) I)
posio normal de parada do eixo de manivela, mximas dimenses e peso da ferramenta; permissvel
por exemplo
PMS (ponto morto superior);
mxima velocidade
do volante em rotaes por minuto e sentido de giro; em golpes por minuto; mnimo e mximo se houver variao de velocidade; para a embreagem;
nmero de golpes em modo contnuo, nmero mximo de acoplamentos
por minuto permissvel
;;
N
m)
curso mnimo e mximo do ciclo (golpe); regulagem do martelo e abertura para montagem da ferramenta; eltricos, hidrulicos e pneumticos (por exemplo presso
5 ~ n)
o
g
(J)
o)
~
10
a> -.t
a.
dados para o fornecimento mnima de ar comprimido); presso diagrama superior; mxima
de energia
aos sistemas
,..._ p) q)
e mnima do fluido do sistema freio/embreagem; a presso de ar nos cilindros compensadores de peso em funo do peso da ferramenta
~
o -o
indicando
~
;;
S r)
10 10
tempo de resposta qualquer fechadas,
total e correspondente(s)
distncia(s)
de segurana; e modo
ver Anexo B; de operao, por exemplo, ferramentas
s)
~ ~
<O
limitao sobre tipo de dispositivo(s) para a qual a prensa apropriada. de proteo fornecidos
de proteo
ia>
Dispositivos
com a prensa tambm devem estar marcados
com os dados de identificao.
..ri
o
, 7.2 ro
7.2.1
<II
Manual de instrues
Os requisitos de 7.2.2, ambos de 5.5 e 1.7.4 do Anexo A da ABNT NBR NM 213-2:2000, devem ser seguidos.
~
'e:
(J)
8
Ql
.9 7.2.2 O manual de instrues deve conter as seguintes informaes: :; c a) uma repetio das informaes que foram marcadas na prensa (ver 7.1.2); b) c) referenciar esta Norma ou qualquer outra norma usada no projeto da prensa; em segurana (por exemplo, vasos de presso, tanques de
.~
s:
t1l
c ~
c
W
(J)
cpias das certificaes ar etc.) e documentao instrues
dos componentes utilizados tcnica do projeto; segura (condies
(!)
-g
~
~
> 'iii
d) e)
para uma instalao
do piso, servios,
elementos
antivibrao
etc.); de proteo
devem ser apresentadas instrues de como iniciar o ensaio e inspeo antes da primeira utilizao e da colocao em servio;
da prensa
e dos sistemas
::;
(!)
f)
s
::; <II
instrues sobre os sistemas de controle, incluindo circuitos dos sistemas eltricos, hidrulicos e pneumticos. Onde forem fornecidos sistemas eletrnicos programveis (PES) ou sistemas pneumticos programveis (PPS), o circuito deve apresentar claramente sua interligao e instalao; informao do nvel de presso sonora (rudo) a ser emitido durante o ensaio (ver 5.8.4); como, por exemplo,
~
co .
~ g) ~ h)
><
detalhes de qualquer proteo adicional para o operador que est exposto a riscos residuais, protetor auricular, culos de proteo ou sapato de segurana;
36
ABNT 2008 - Todos os direitos reservados
Convnio ABNTSEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
i) j)
informaes sobre as medidas preventivas usadas contra materiais e substncias perigosas gerados pelo processamento de produtos perigosos; instrues para uso seguro, ajustes, ciclos (golpes) para prova, manuteno, limpeza e programao (onde requerida) para evitar todos os perigos, incluindo perigos de ejeo causados por peas produzidas, ferramentas ou partes destas, fluidos, elementos de frico etc.; treinamentos especficos necessrios para as pessoas qualificadas para a preparao mecnica da prensa para a produo, incluindo instruo adequada e suficiente em: mecanismos de prensa; dispositivos de proteo; causas e preveno de acidentes; o trabalho do preparador de ferramentas; projeto de ferramenta; o uso de ferramentas enclausuradas e protees fixas (ver 5.3.9); I) detalhes de qualquer inspeo pr-produo das protees e dispositivos de proteo necessrios aps a preparao ou ajuste de ferramentas; m) especificao de qualquer fluido a ser usado nos sistemas hidrulicos e para lubrificao, frenagem ou sistema de transmisso; n) descries dos modos de falhas previsveis e aviso sobre deteco, preveno e correo por manuteno peridica; o) instrues para qualquer ensaio ou inspeo as quais podem afetar as funes de segurana; necessrios aps trocas ou modificaes na prensa,
k)
p) instrues para manuteno peridica, ensaios e inspeo da prensa, protees e dispositivos de proteo, incluindo intervalos de manuteno, ensaio e inspeo. Inspees peridicas devem ser possveis de ser executadas com equipamentos ou ferramentas que esto geralmente disponveis, ou tais ferramentas ou equipamentos devem ser fornecidos com a prensa; q) instrues para o uso de meios para liberao de pessoa(s) presa(s) (ver 5.3.20). recomendado que seja preparada uma lista de inspeo para as operaes cobertas pelas alneas e), I) e pj. Em especial para as inspees de segurana, deve existir uma lista de inspeo, a qual pode ser assinada pelo inspetor.
ABNT 2008 - Todos os direitos reservados
37
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Anexo A (normativo) Protees com dispositivos de intertravamento
o o
A.1 Prensas com acoplamento freio/embreagem
Quando a prensa for de alimentao manual, a proteo deve ter: a) intertravamento eltrico incorporado s chaves de posio (por exemplo, chaves fim-de-curso) acionadas mecanicamente e funcionando em modos opostos (ver 6,2,2 da ABNT NBR NM 273:2002), As chaves de posio no devem permitir a liberao do movimento da mquina at que a porta de proteo esteja na posio fechada, impedindo o acesso zona de perigo; redundncia e monitorao (ver Figuras A,1 e A,2), Servem para minimizar o perigo de repetio de golpes e golpes inesperados desde a posio de repouso, Por exemplo, cada um dos dois contatos de intertravamento da proteo conectados em srie com o solenide que ativa uma eletrovlvula. As eletrovlvulas podem estar separadas, ou em vlvulas de corpo duplo, Obtm-se um nvel maior de segurana atravs da redundncia total de circuitos separados, Desta forma, assegura-se a despressurizao da embreagem da prensa corretamente se pelo menos uma das eletrovlvulas funcionar, A atuao das eletrovlvulas deve ser monitorada. A monitorao pode ser realizada: mediante contatos conectados a circuitos de monitorao de falhas, de forma que, em caso de falha em que a eletrovlvula no volte sua posio de repouso, seja impedido o incio de um novo ciclo (golpe); mediante um sistema de monitorao intrnseco,
s
o
~ co
g
~
a.
..
[
Cf)
~
-o
b)
e:_
~ -ro o o
) N
eo
~ <O
L
I
o
(1j
~ A.1.2
;g
(I)
o
,!!l
Quando a proteo for de abertura antecipada, de forma que a porta de proteo possa ser aberta antes de alcanar o PMS, a prensa deve ser dotada de um comando e um sistema de freio especificados em 5.4,2, iil A porta de proteo no pode ser aberta antes do PMI. Essa proteo deve tambm estar de acordo com os requisitos mencionados anteriormente em A,1 ,1,
('J
jg
c
C UJ
(Jl
A.1.3 Mesmo quando a prensa funcionar unicamente em ciclo automtico, com alimentao e extrao automticas, as condies de segurana devem ser atendidas,
<ll Ol
Cl)
'O
;g
('J
:5
38
ABNT 2008 - Todos os direitos reservados
Convnio ABNTiSEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
o ",
5 o t
o o
Vl Vl
r.;
o..
E
:g
_J 0;;:
<Ii
Figura A,1 -
Exemplo de uma proteo com intertravamento,
com redundncia
e monitorao
(ver A.1.1-b)
ro
.9 A proteo deve estar intertravada com os dispositivos de comando da prensa por meio de dois circuitos eltricos
independentes, conforme mostrado na Figura A.1. Os detectores de posio G e H, ativados pela proteo A e instalados em modos opostos, esto conectados em circuitos separados a uma eletrovlvula dupla moniorada o <ll e que opera a vlvula de ar J, que controla o fornecimento de ar e a combinao freio/embreagem E/F.
ABNT 2008 - Todos os direitos reservados
39
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Sada 2 da vlvula sem presso
Proteo aberta
Sada 2 da vlvula com presso Ciclo iniciado
Proteo fechada
C,:
C:(
Sada 2 da vlvula sem presso
Proteo aberta
o lado
g
.~
TI x
esquerdo da vlvula falhou na posio fechada
Figura A.2 -
Exemplo de um diagrama de um circuito relacionado com a Figura A.1
~ A vlvula J de fato uma vlvula de trs vias conectadas pneumaticamente em srie, ativada por duas bobinas ~ e composta de cantatos adicionais b2 e b, para a monitoraa das eletrovlvulas. Cada eletrovlvula capaz de
::l
~ expulsar a corrente de ar de sada de forma que, se uma das eletrovlvulas falhar, no retornando a uma posio ro ~ segura quando a proteo se abrir, a prensa ir parar. A eletrovlvula avariada acionar a contato correspondente, ~ b2 ou b4 impedindo o incio de um novo ciclo sem que a falha tenha sido eliminada.
~ w NOTA O exemplo no uma soluo completa na medida em que, por exemplo, nos circuitos eltricos no se mostra monitorao de C1 e 2.
ABNT 2008 - Todos os direitos reservados
Convnio ABNTSEBRAE
- As fvlPEs e a Normalizao
ABNT NBR 13930:2008
Anexo B
(normativo)
Clculo das distncias mnimas de segurana
8.1 A distncia mnima na qual
E;
..o
N
protees intertravadas de abertura antecipada sem sistema de bloqueio, ESPS usando AOPD, dispositivos de comando bimanual,
e e
o
(f)
o <fl
CD
'-
devem ser posicionados em relao zona de perigo, para ser calculada de acordo com a equao geral ,.._ apresentada na Seo 5 da ISO 13855:2002, a saber:
l{)
O'l "t "t C'l
S Onde:
= (K x T) + C
o v
1;3
~
19 o o
'(o ..
l<"J
S
K
e
O'l N
a mnima distncia, expressa em milmetros (mm), da zona de perigo at o ponto, linha ou plano de deteco; um parmetro, expresso em milmetros por segundo (mm/s),
aproximao do corpo ou partes do corpo; derivado dos dados de velocidade de
co "<l:
O'l
<D t.
o
<t:
o desempenho de parfda de todo o sistema (tempo de resposta total), expresso em segundos (s); a distncia adicional, expressa em milmetros (mm), baseada na intruso contra a zona de perigo antes da
B _J
c
('(S
atuao do dispositivo de proteo.
..9
8.2 A fim de determinar K, uma velocidade de aproximao de 1 600 mm/s deve ser usada para AOPD dispostos horizontalmente e para dispositivos de controle bimanual. Para AOPD dispostos verticalmente, deve ser usada uma <l.l velocidade de aproximao de 2 000 mm/s se a distncia mnima for igualou menor que 500 mm. Uma velocidade ('(S .~ de aproximao de 1 600 mm/s pode ser usada se a distncia mnima for maior que 500 mm .
8
c:
<l)
.c
ui
"O
('V
8.3 A fim de determinar C para ESPS usando AOPD, ver B.6. Para dispositivos de comando bimanual sem cobertura, C deve ser igual a pelo menos 250 mm. Para dispositivos de comando bimanual com cobertura e para ~ protees intertravadas de abertura antecipada sem sistema de bloqueio, C pode ser zero.
01
c:
:?
:w
.~ a)
13 x
<tJ
:::> o >
8.4 Quando calculando o desempenho de parada de todo o sistema, as seguintes caractersticas devem ser levadas em conta sobre as condies normais mais severas: o mximo curso; a velocidade mxima do martelo durante o movimento de fechamento (por exemplo, metade do curso para prensa excntrica); o mximo nmero de golpes por minuto; a influncia da temperatura das peas relevantes do sistema; a mxima massa de ferramenta, de acordo com o uso pretendido da prensa;
o (!j
::::l
b)
ro
<ii ~ c)
a.
w
x
ti)
~ d) e)
ABNT 2008 - Todos os direitos reservados
41
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
f)
g)
a mxima presso de fluido no sistema freio e embreagem; a mnima presso de ar permitida pelo arranjo para desligamento compensador; o desgaste de peas relevantes da funo de parada; o efeito de qualquer vlvula de exausto rpida e seus silenciadores. por baixa presso nos cilindros do
h) i)
8.5 Quando a posio de dispositivos de proteo, os quais esto ligados prensa, pode ser alterada, a fim de ;; manter a minima distncia, os dispositivos devem estar intertravados ou ter a capacidade de serem travados na ~ posio, de forma que eles possam apenas ser movidos com o uso de ferramentas ou chaves. CIO S2 (O o 8.6 Com respeito capacidade de deteco do AOPD, deve ser usada pelo menos a distncia adicional C g na Tabela 8.1, quando se calcula a mnima distncia S.
C/)
.s
r-I.()
"<t
O)
~ a.
Tabela 8.1 Capacidade de deteco mm s 14 > 14:s;20 > 20 5 30 > 30 540 , Distncia adicional C Distncia adicional C mm O 80 130 240 850
:"2
"O
o
Q)
e:I.()
If(
e-
O) O) (O
N CIO
-<i
I
I{)
o
"O
>40
<Ii
<II
:J
'C
.9 ::; c
C/)
o
.~
s:
W
<Il n!
c:
<Il Ol C
VI <Il "O
;g
:')
o
'(ii
<II
>
~ x
Q)
g
::J
~
ro li
l! .....
E Q)
)(
42
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Anexo O (informativo) Ajuste do mecanismo de comando por carnes rotativas
o
00
0.1 Caractersticas bsicas da regulagem da excentricidade e do mecanismo de carne rotativa
da excentricidade.
~ Manuseio do ngulo durante a regulagem dos diferentes cursos. A Figura D.1 mostra a regulagem o
o <Il
<Il
.5
f'..
~ a.
cn
LO
o ' Q)
"O
"'" ~
Bucha excntrica Eixo da manivela
e::.
LO
'? ..o
s
N 00 a> CD
-i
o a,
u)
r.
.1- ' -
Eixo excntrico
excntrica
.~
s: c
Q)
m
<fi
Ol C
:2 :::> o
'ij
ro
Onde:
el
:::;
a excentricidade do eixo da manivela ou do eixo excntrico; a excentricidade da bucha excntrica; a soma vetorial de
el e e2 (metade do curso);
ez e
y
>
~ x
Q)
s
:::J
ro
o ngulo formado entre el e e (ou seja, alterao do ngulo entre el e e conforme a variao do curso). Este o ngulo no qual o eixo da manivela tem que ser posicionado para recolocar o martelo na mesma posio angular de antes da regulagem do curso.
. E
W
iii a. iii
Figura 0.1 -
Regulagem da excentricidade
e2
~ Supondo que o movimento comece a partir do curso mximo e com o martelo no ponto morto superior, el e ficam alinhados, a came rotativa indica que o martelo est posicionado no ponto morto superior (ver Figura E.2a).
44
ABNT 2008 - Todos os direitos reservados
Convnio ABNTiSE8RAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Eixo da manivela ou eixo excntrico
c
no eixo
Figura D.2 -
Posio da bucha excntrica
~~ Girando a bucha excntrica el, obtm-se um novo curso menor que o anterior, que igual a e (ver Figura E.2b).
o
-e-
~
N
C()
Para recolocar o martelo no PMS, o eixo da manivela (e tambm a came rotativa) tem que ser posicionado em um ngulo y na direo oposta rotao da bucha excntrica. O curso fica reduzido, pois perde um comprimento equivalente a 2y (ver Figura D.2c). A came rotativa indica a posio do martelo abrindo-se um ngulo y a partir do PMS. Este o motivo por que a came rotativa tem que ser ajustada.
y pode ter valores de 0 at Yma." que dependem da razo entre el e ez.
li <O
-<i
g
('J
. O ngulo
:.J
~ O valor
Yll1l\X
ser atingido se ezficar posicionado de tal forma que o ngulo entre ez.ee for 90 (ver Figura 0.3).
o
:> .~ Ymax
obtido atravs da equao sen
Ym3X == e2
!el
13
3 g
.::>
<Ir
com el ;:: ez, significa que Ymax no pode ser maior do que 90 (Ymax
90 pode ocorrer para el :S e2). Ymax tambm pode ser calculado usando-se os cursos mximo e mnimo Smax
Se a bucha excntrica for ajustvel a 180, Ver Tabela D.1.
Smifl'
Figura D.3 -
ngulo mximo da carne rotativa
ABNT 2008 - Todos os direitos reservados
45
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Tabela 0.1 Valores recomendados para o mximo ngulo de ajuste da came rotativa em relao altura do martelo e fora aplicada Usando: seny= Smx-Smn Smx+ Smin (mx) Curso mm (min) 51 75 0,68 42,9 1109. 12 59 83 0,711 45,4 160 68 92 0,739 47,7 250 74 106 0,698 44,4 400 16 84 116 0,724 46,5 630
0
e2 e1 63 71 80 90 100 112 125 20 92 132 0,697 4,33 (800) 105 145 0,724 46,5 1000 120 160 0,75 48,74 (1250) 135 185 0,73 47,0 140 160 180 25 155 205 0,756 49,3 175 200
.....
o
N
ii>
f6 o
o )
(/)
Smx-Smfn Smx+Smn sen ymx ymx
o
a.
..
t-lO
Q)
225 I
0,7781 51,2 !
'<:t
~ ~
o '6
-o
co
lO
Capacidade kN
1600 (2000)f~l
o o
~ N -i O)
<J:)
yp + &2 no deve exceder 60, preferencialmente yp + &2::; 45
co
NOTA Esta tabela baseada na recomendao EPPMP (European Power Press Manufacturer's cursos aumentados com ngulo ymx e posio de parada ::::: margem de escorregamento E2.
Panei)
I para I I
1.1')
~ Se a posio de parada da prensa coincidir com o PMS nos cursos mximo e mnimo (y 0), a posio de parada ~ deve ser deslocada de acordo com o ngulo do PMS em todas as outras regulagens de curso.
.;::
("IJ
.9 Para compensar isto e para manter a posio de parada no PMS, deve ser possvel ajustar o came rotativo para um :; ngulo correspondente. Este ajuste pode ser feito girando-se os indicadores de limite, ou carnes, em relao ao eixo (/)
o
<1l
de manivela (ou eixo excntrico).
.~ O ngulo mximo que se pode obter entre os indicadores mecnicos de limite para a came rotativa chamado de yp.
..c::
UJ
~ Definio: yp
c
= mximo
ajuste permissvel da came rotativa.
g; A posio mdia de parada do martelo de uma mquina com curso varivel no pode exceder 60 do PMS -g (preferivelmente at 45) para qualquer combinao de velocidade, curso e/ou ajuste do came rotativo. Sendo assim,
;g o ngulo yp deve ficar limitado entre os indicadores mecnicos de limite.
? O ngulo que controla a frenagem (escorregamento) .~ preferivelmente 45) (82 est definido no Anexo C).
13 x
82
tambm deve estar incluso no limite mximo (50 ou de
o Portanto, o valor de yp + ;;;, (ver Figura D.4).
<Il
Q)
82
no pode exceder 60 (ou preferivelmente 45) na faixa de curso mximo da prensa
~ t1:l
a.
Ci.
ro
UJ
46
ABNT 2008 - Todos os direitos reservados
Convnio
ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
PMS
Escorregamento mximo (Yp
+ &2)
..o
(i)
N
ro o
o o?
<f)
o
C}
.s
rco
"<t
(J)
o..
Figura 0.4 Escorregamento em relao ao ajuste da came rotativa
o v
'g yp normalmente igual ao Ym"" sendo assim a posio de parada do martelo sempre ser no PMS nos diferentes
S. cursos.
io
'i(
o o
co
Se o ngulo ymax for maior, yp deve ser limitado de tal forma a no exceder a faixa do escorregamento.
g'i Conseqentemente, a parada do martelo em certos cursos (que sero tratados a seguir) no pode estar mais prxima
do PMS do que o ngulo y
.
;t
so
(ver Figura 0.5).
= deslocamento
da posio de parada
Escorregamento mximo (Yp
+ &2)
I "'."'0
Sentido de
o
"13 x
C} L?
>
.~
o
::J
('C
(ij a. (ij
..
E
C>
Figura
0.5 -
Posio de parada em relao ao ajuste da came rotativa
ABNT 2008 Todos os direitos reservados
47
ConvnioABNT/SEBRAE - As MPEse a Normalizao
ABNT NBR 13930:2008
A Figura 0.5
mostra YP = Ymax -
..
O tamanho de Ym ax depende dos cursos mximo e mnimo da prensa. O curso mnimo o fator que tem maior efeito sobre o tamanho do ngulo. Por essa razo, os cursos mximo e mnimo devem ser utilizados conforme a Tabela 0.1. Se YP no puder ser igual ao Ymax, ento a parada do PMS no pode ser alcanada ( > O). Isto pode ser resultado de: a)
curso mximo e mnimo; curso criado para Y
...... o
b)
= Yn) ax
o
) <J)
Os limites para regulagem da came rotativa so determinados: na direo de rotao do eixo da manivela (ou do eixo excntrico): pelo escorregamento mximo (yp - E2); contra a direo de rotao do eixo da manivela (ou do eixo excntrico): atravs da mxima parcela permissvel do ngulo entre o ponto de partida e o PMI, que chamado de <i>mx (ver Figura 0.6).
o a)
. ,..._
lO
(J)
~ b) a.
<::t <::t
PMS
Escorregamento
mximo (Yp
o
"O
+ 82)
"
Q)
S
lO io
...... o
5
~ ..t
Ol <O
l,('j
o ,
<Ii
\
Ponto de partida
Sentido de
rotao
~
'e:
:::>
<J)
til
c: o
Q)
.~
.c
<P UJ
til
PMI
c:
Ol
c:
<J)
Q)
Figura 0.6 -
Posio do ngulo mximo entre o ponto de partida e o PMI (q>;' x )
'O til
;g Para evitar que o escorregamento mximo permissvel seja ultrapassado, um dos limitadores da came rotativa deve
ser posicionado em relao ao eixo excntrico quando o martelo estiver no PMS, tanto na alternativa a) como na b) ~ da Figura 0.2. Isto , y O ou Y Ymax> .~ u Deve notar-se que a bucha excntrica (ez) pode ser girada no sentido horrio ou anti-horrio por el (ver Figuras 0.7 @ e 0.8). Entretanto, a limitao necessria da regulagem da came rotativa permite que se use somente a metade de 55 uma rotao completa da bucha excntrica. Por esta razo, a regulagem do curso deve ser planejada de tal forma que :::l ~ somente a metade correta seja utilizada.
:5
(I)
a.
....
til
.. E <P ><
UJ
48
ABNT 2008 - Todos os direitos reservados
Convnio A8NTiSEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Sentido de rotao
PMS
PMS
girada no mesmo sentido da rotao
e2
e2 girada no sentido oposto ao da rotao
o
!fJ
(/)
<l)
o.
Figura D.7 -
e2 girando em sentido horrio
Figura D.8 -
e2 girando em sentido ant-horrio
rco
~ D.2 Determinao da posio onde comea a desabilitao temporria (muting)
'7 N
..g '6
<U
A Figura E.9 mostra o movimento esquemtico de uma prensa.
ro '-'(
PMS
<
Sentido de rotao
"B _J
C'il
B "3
(/)
Sinal de parada
o
<U <V
0ft3
0m.w Sinal de muting
.s: c
(l)
Ol C
PMI
Onde:
tn C> u
<Il
:Q
~s
:;:)
o
:>
<1>
o ngulo de desabilitao temporria (muting) - ngulo entre os sinais de muting e de parada;
a parcela do ngulo de desabilitao temporria (muting) antes do PMI, que varia de acordo com o curso e com a regulagem da came rotativa e calculado negativo antes do PMI;
.~
TI
x
<!>
cp
o
W
;:)
~
<V
<t>ll1i\
a mxima parcela permissvel do ngulo de desabilitao temporria (muting) antes do PMI, em graus, que calculado atravs do tempo total de resposta e da velocidade conforme descrito abaixo. Figura D.9 Posio do ponto de desabilitao temporria (muting)
o.
(1)
"-
li
E
o x
ABNT 2008 - Todos os direitos reservados
49
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
que vai do momento que a prensa recebe o sinal de inicio (ou partida) at o PMI (corresponde ao ngulo no deve exceder o tempo total de resposta da prensa com qualquer combinao de velocidade e curso e/ou posio do came rotativo.
<flmh)
o tempo
A Figura E.10 mostra <flmh ~ <fl + Yma., de tal forma que o ngulo de desabilitao temporria (muting) no ocorra antes do ngulo resultante desta equao.
PMS
Sentido da rotao
PMS
PMI PMI
o ngulo de desabilitao temporria (muting) - ngulo entre os sinais de muting e de parada;
:l
.~ .9
~
<Ii
cp
a parcela do ngulo de desabilitao temporria (muting) antes do PMI. que varia de acordo com o curso e com a regulagem da came rotativa e calculado negativo antes do PMI; a mxima parcela permisslvel do ngulo de desabilitao temporria (muting) antes do PMI, em graus, que calculada atravs do tempo total de resposta e da velocidade conforme descrito abaixo. Posio do ponto do ngulo de desabilitao temporria em relao ao tempo de resposta total
cpmx
o
<1l
til 'iii
Figura 0.10 -
s:
<Il W
c c
Ol
o tempo
que vai do momento que a prensa recebe o sinal de incio (ou partida) at o PMI (corresponde ao ngulo
<flrnx) no deve exceder o tempo total de resposta da prensa com qualquer combinao de velocidade e curso elou
fi)
'O CIl
<Il
posio do came rotativo.
A Figura 0.10 mostra <flmx ~ <fl + Ymax. de tal forma que o ngulo de desabilitao temporria (muting) no ocorra antes ::; do ngulo resultante desta equao.
'3
~ <Il
~
::> CIl
>
Isto significa que no permitido que <fl exceda um valor especifico.
<fl pode ser calculado por <fl
xT
~ Onde:
.._
(Il
. E
W
a velocidade angular, expressa em graus por segundo (O/s); o tempo total de resposta, expresso em segundos (s) (tratado no Anexo E).
50
ABNT 2008 - Todos os direitos reservados
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
o valor
(P",""
mximo permissivel
CPm., ,
em graus, :
= 6 xT x n
n
Onde:
o nmero de golpes por minuto.
<pmxdeve ser calculado para o menor nmero de golpes/min (nmin) da prensa, se houver como ajust-lo.
NOTA o
o
~ ~
o
o
O valor obtido para CPnlx pela frmula acima aplicado basicamente a prensas com um curso fixo e came rotativa fixa. Portanto, o ponto onde comea o trabalho no deve ocorrer antes do ngulo CPm:x, e/ou antes do PMI como resultado da mudana do curso e/ou do ajuste da came rotativa (ver Figura 0.10).
lil Isto significa que o ajuste da came rotativa deve ter um limitador (mecnico) fixo em uma posio final, tal que
[ <P + Ym" NOTA
(ou yp) no exceda <Pmx quando o curso (ou a came rotativa) for ajustado.
Isto significa que o ngulo <p pode ser negativo em certos ajustes.
t 01 "'" ~
-o
As posies a seguir do as duas posies finais da came rotativa (entre os quais est o ngulo yp): a) no sentido da rotao do eixo da manivela (ou eixo excntrico): a posio final determinada por YP (ou Ymax) +
S 60 (de preferncia 45) depois do PMS (ver Figura 0.1);
82
:g
l{)
8::.
lJ
\',
g
co
<O
..
b)
!2 -<i m
Lr)
01
contra o sentido da rotao do eixo da manivela (ou eixo excntrico): a posio final determinada por rp+ Yma, (ou yp) s ornx antes do PMI.
Isto se aplica ao ajuste menos favorvel.
o >
-~
13 x
~
o <f)
::J
ABNT 2008 - Todos os direitos reservados
51
Convnio ABNTlSEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Anexo E (informativo) Determinao do tempo total de resposta T
'
As Figuras E.1 e E.2 descrevem os ngulos e tempos.
ro
e
~
c
<n <n
Cl
360
% -
... o.
Sentido de
rotao
t O>
'<t
o -o '6
e;_
IS)
<I)
"?
o
o
e
O> N 00
..,f
O> <O
..o o
I
:3
CIl ';::
Figura E.1 -
Relao entre o tempo de resposta tlJ o ngulo de rotao livre e o tempo de frenagem b
g
:::l
<n
c:
o martelo
passa dos 900
I
ex
t
t
.~
(3
~
x cl) o
<n
:::l
~
(tl
Figura E.2 -
Variao da velocidade angular durante a frenagem
.... -[ Onde:
E
o.
o ngulo de rotao livre, expresso em graus ("):
~ o ngulo de frenagem (considerado linear), expresso em graus C);
52
ABNT 2008 - Todos os direitos reservados
Convnio ABNTISEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
E2 a margem
de segurana
de controle
do frenagem
(margem
do controle
de escorregamento),
expressa
em
graus (0);
(I)
a o
velocidade
angular,
expressa
em graus por segundo em segundos (s);
C/s);
T ti
tempo total de resposta,
expresso
o tempo de resposta
expresso
em segundos
(s), medido com presso de trabalho; (margem de controle de escorregamento), expressa em
o
3
t2 a margem de segurana do controle de frenagem segundos (s), referente ao tempo t2 = 2e2 Iro;
o ~
<l)
o
E ,..._
I[)
t, o
tempo de resposta
do diferencial
de presso, expresso expressa
em segundos (s);
(s);
.6.t a impreciso a + a +
do mtodo de medio,
em segundos
a.
o ngulo de parada medido em uma prensa com freio em boas condies. de parada medido na mesma prensa com freio desgastado. 6~ no pior caso.
expresso expresso
em graus
n;
O>
'<t '<t N
B + ez o ngulo
em graus (").
o '-6
<l) !{)
"t"J
e~ normalmente
6C1. .6.p, mas tambm pode ser somente + determinado
conforme
e;.
'Q
O tempo total de resposta
descrito abaixo; especificadas em 8.4 a) a i);
g a)
,..
s: O>
N
o tempo tI deve ser medido sob as condies
NOTA b)
O tempo total de resposta somente pode ser determinado para cada prensa individualmente.
-.i O) o
<Il
o
~
C/)
o tempo t3 que corresponde a E3. e t1 que corresponde a E2 (isto , o tempo de presso diferencial mais a margem de segurana do monitor de frenagem), devem agora ser adicionados a t, (ver Figuras E.3 e E.4).
:.J
'O
9 '3
c o
.~
ro
s:
c
<l)
CY)
w
G,)
,e
'O
'"
cu
Direo de rotao )
:'Q
o >
.~
x
(!)
o V)
::J
ro n
o.
E
~J X
(tl
ro
'-
Figura E.3 -
Posio de parada em relao ao tempo de resposta do diferencial de presso t, e a margem de segurana do controle da frenagem t2
ABNT 2008 - Todos os direitos reservados
53
Convnio ABNT/SEBRAE
- As MPEs e a Normalizao
ABNT NBR 13930:2008
Sinal de parada Presso normal de trabalho
, S3
Monitor de parada
'
~ I ,
I
Presso mnima
amln
I
/
f}
e.;
Ponto de parada com Presso mnima
_____....-
Figura
I'--
E.4 -
Diagrama de seqncia de parada
~ ~
e
As Figuras E.3 e E.4 mostram que, quando o sinal de parada e a posio do monitor de parada so fixos, os ngulos entre estes dois pontos so constantes, embora o tamanho dos ngulos parciais possa variar. Na Figura F.3, "E" o ngulo de parada que ocorre com presso pneumtica normal, quando o ajuste da came for acertado de tal forma que a posio de parada mdia seja a mais prxima possfvel do PMS e "F" a nova posio de parada mdia que ocorre com a mesma regulagem da came, mas com presso pneumtica mnima determinada pelo ajuste do seletor do monitor de presso. A Figura F.4 mostra que um menor ngulo de parada ocorre com presso mfnima no freio/embreagem do que com presso normal de trabalho, porque a despressurizao mais rpida a baixas presses. Se o freio desgastar trabalhando com presso mnima, o tempo de resposta geral T pode ser excedido, embora o ngulo monitor de frenagem no tenha sido excedido. Isto ocorre porque o eixo excntrico gira com a velocidade mxima durante a. (ngulo de resposta), mas na mdia em meia velocidade durante J3 (ngulo mecnico de montagem). Teoricamente ) pode ser medido diretamente (t, presso de trabalho menos t[ presso mnima igual a t3 como tempo de presso diferencial), mas de forma mais prtica, medir E3 manualmente e convert-lo em t3: 3
t3=-=--OJ
~ ~
lO
~
o o
a5
~ ~ ~
c:
<I
-
.9 "3 rJ)
c:
e
<Il !1l <1l
6:cnmax
EJ
.;::
"2
UJ
Isto vlido para rotao livre do eixo excntrico com ~ golpes por minuto):
c:
em graus e nmax em golpes por minuto (mxima taxa de
~ A margem de segurana do monitor de frenagem
"O <1l
E2
convertida ao tempo t2:
:!2 o
:::J
5
> .ii; TI
t,=_X_=--OJ
&2
&2
3xnmax
Isto vlido para rotao do eixo excntrico sob condies de frenagem com 62 em graus nmax em golpes por minuto ~ (mxima taxa de golpes por minuto); ~ :::J ~ a) possveis valores adicionais devido s imprecises nos mtodos de medio so levados em conta por tot;
ro
a.
til b)
.
o tempo geral de resposta T ento:
~
UJ
T=tl+t2+M
NOTA O tempo geral de resposta T o tempo utilizado para calcular as distncias de segurana.
54
ABNT 2008 - Todos os direitos reservados
Convnio ABNT1SEBRAE - As MPEs e a Normalizao
ABNT NBR 13930:2008
Anexo F (normativo) Exigncias para a medio de presso sonora (rudo) em prensas mecnicas
F.1 As condies de montagem e instalao devem corresponder ao uso tfpico e comum da prensa e devem ser iguais para a medio do nvel de potncia de presso sonora (ruldo) e nvel de emisso de presso sonora.
s~
Q
<D
~ F.2 A localizao da prensa em ensaio deve ser indicada num desenho que contenha a posio e detalhes de todas 00 as superfcies com reflexo que possam influenciar os valores da presso sonora (rudo) obtidos.
o o
ffJ ffJ
F.3 a)
So recomendadas as seguintes condies de operao: o nmero de golpes por minuto deve ser no rntnimo 80 % do nmero de golpes por minuto mximo; a fora de prensagem aplicada deve ser no mnimo 80 % da fora nominal; detalhes para as ferramentas: se a prensa executar operaes com ferramentas de corte, deve ser utilizada uma ferramenta com faces de corte de dimenses especficas, para atingir a fora recomendada no material especificado (ver d)); se a prensa executar operaes com ferramentas de conformao, repuxo ou cunhagem, deve ser utilizada uma ferramenta de dimenses especficas para atingir a fora recomendada no material especificado (ver d));
C!l
a.
E
li) O)
,.._ b) ~
N
c)
:2
"O
~
li)
,t;J
v-:
52 O) :
d)
material utilizado.
a>
..o c:;
<tI
Utilizar ao tipo Fe P01, sem liga (ISO 10130-1), ou correspondente. Para operaes de corte, a espessura do material deve corresponder ao ponto do curso para o qual foi calculada a fora de prensagem.
g
o
CI:l
F.4 As condies de operao e em particular aquelas listadas em F.3-b), c) e d) dependem da disponibilidade de ferramentas e materiais correspondentes ao uso pretendido. Se no for possvel dispor de um jogo de ferramentas e materiais correspondentes ao uso pretendido, para efetuar a medio de presso sonora (rudo), esta deve ser ~ efetuada sem carga sob as seguintes condies:
<tI
ciclos de partidas e paradas no mnimo 80 % do nmero mximo de engates permitidos por minuto; a velocidade em golpes por minuto deve ser no mnimo 80 % do nmero de golpes por minuto mximo.
~
<D W (/) <D
~ A inteno deste ensaio evidenciar a emisso da presso sonora (rudo) prpria da prensa, sem a influncia varivel de diferentes ferramentas.
"O
~.~__ F.5 O procedimento para medio da presso sonora (rudo) utilizado para obter os valores de emisso deve ser _ descrito indicando o procedimento de medio e as posies escolhidas para o microfone, relacionadas na ISO 11202
:::)
? F.6 Devem ser indicados em um desenho todas as posies de medio em que os nveis de presso/potncia de .~ som foram registrados, como tambm a posio normal de trabalho do(s) operador(es). Deve ser utilizada a descrio ~ da localizao da prensa mencionada em 5.8.4.4-n).
<D
~ F.7 Sob as condies de operao recomendadas em F.3-a) e b) e/ou em FA, o tempo de medio deve durar at ~ que o valor na escala A do nvel de presso sonora tenha se estabilizado dentro de 1 dB, nos seguintes modos de ~ operao:
::>
ffi . a) E
em modo de operao de ciclo contnuo;
ti)
<D
ou, se o modo de operao de ciclo contnuo no estiver disponvel, ento: b) em modo de operao de ciclo individual no nmero pretendido de ciclos de operao por minuto.
ABNT 2008 - Todos os direitos reservados
55
You might also like
- NBR NM 213-2-2000 - Seguranca de Maquinas - Conceitos Fundamentais Principios Gerais de ProjetoDocument41 pagesNBR NM 213-2-2000 - Seguranca de Maquinas - Conceitos Fundamentais Principios Gerais de ProjetoFelipe Mees FaracoNo ratings yet
- Máquinas Injetoras para Plástico e Elastômeros - Requisitos Técnicos de Segurança para o Projeto, Construção e UtilizaçãoDocument10 pagesMáquinas Injetoras para Plástico e Elastômeros - Requisitos Técnicos de Segurança para o Projeto, Construção e UtilizaçãoAlexandreMopertNo ratings yet
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEFrom EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo ratings yet
- NBR NM 273 (2002)Document56 pagesNBR NM 273 (2002)aless2056No ratings yet
- NBR 14152 - Dispositivos de Comando BimanuaisDocument18 pagesNBR 14152 - Dispositivos de Comando BimanuaisRenata Guimarães Cardoso100% (1)
- NBRNM 13853 Distancia de Seguranca para Membros InferioresDocument16 pagesNBRNM 13853 Distancia de Seguranca para Membros Inferioresrenatoferreiara_7410No ratings yet
- NBR 14154Document10 pagesNBR 14154Thiago Amaro RodriguesNo ratings yet
- Iso TR 14121Document54 pagesIso TR 14121Amanda Alves Marques100% (1)
- NBR 13930 - Prensas Mecânicas - Requisitos de Segurança - 2Document15 pagesNBR 13930 - Prensas Mecânicas - Requisitos de Segurança - 2Robson Fabian100% (1)
- NBR 14153 NR 12Document23 pagesNBR 14153 NR 12Sandro Pessoa Costa100% (5)
- Nor NBR-14009 - Seguranca de MDocument14 pagesNor NBR-14009 - Seguranca de MJRGIOV100% (5)
- NBR 13759Document5 pagesNBR 13759Fabio Sbc100% (1)
- NBR NM 272 - Seguranca de Maquinas - Protecoes - Requisitos Gerais para o Projeto e Construcao deDocument36 pagesNBR NM 272 - Seguranca de Maquinas - Protecoes - Requisitos Gerais para o Projeto e Construcao deMilena Zenatti75% (4)
- NBR14153 - Arquivo para ImpressãoDocument37 pagesNBR14153 - Arquivo para ImpressãoValter Araujo100% (1)
- NBR 13854Document15 pagesNBR 13854Senai Michel MichelsNo ratings yet
- NBR 13536Document10 pagesNBR 13536Nia_s2No ratings yet
- Perguntas e Respostas Referentes À EN ISO 14119:2013Document24 pagesPerguntas e Respostas Referentes À EN ISO 14119:2013Hudson LegnarNo ratings yet
- NBR 213-1 - Seguranca de Maquinas Conceitos FundamentaisDocument23 pagesNBR 213-1 - Seguranca de Maquinas Conceitos FundamentaisJoséAntonioBarbosa100% (1)
- NBR 14153Document37 pagesNBR 14153Eduardo Engelhardt Bone100% (1)
- Segurança de máquinas - Partes de sistemas de comandoDocument37 pagesSegurança de máquinas - Partes de sistemas de comandoecavalin83% (6)
- NBR 14121Document4 pagesNBR 14121Alex GobbatoNo ratings yet
- NBR 14154 - Seguranca de Maquinas - Prevencao de Partida InesperadaDocument10 pagesNBR 14154 - Seguranca de Maquinas - Prevencao de Partida InesperadaLeandro TakahashiNo ratings yet
- NBR 14153 PDFDocument23 pagesNBR 14153 PDFClaudionor Barbosa100% (1)
- NBR Nm-Iso 13852 PDFDocument22 pagesNBR Nm-Iso 13852 PDFThiago Amaro Rodrigues100% (3)
- Estratégia de avaliação e redução de riscos em máquinasDocument48 pagesEstratégia de avaliação e redução de riscos em máquinasBruno Roberto Baumgartner100% (2)
- NBR 13086 - 1994 - Prensa Excêntrica de Coluna Tipo C - Ensaio para AceitaçãoDocument6 pagesNBR 13086 - 1994 - Prensa Excêntrica de Coluna Tipo C - Ensaio para AceitaçãoValdir FerrariNo ratings yet
- NBRISO13857 - Arquivo para ImpressãoDocument30 pagesNBRISO13857 - Arquivo para ImpressãoCRISTIANO100% (3)
- NBR 13930 - Prensas Mecânicas - Requisitos de SegurançaDocument15 pagesNBR 13930 - Prensas Mecânicas - Requisitos de SegurançaRobson FabianNo ratings yet
- ABNT251002 PrensasDocument53 pagesABNT251002 PrensasNikolas MEKNo ratings yet
- NBR 13930 Prensas Mecanicas Requisitos de Segurana PDFDocument15 pagesNBR 13930 Prensas Mecanicas Requisitos de Segurana PDFTiago Carnovali PessoaNo ratings yet
- Abntcb-04 - Projeto 04026.01-006 (Iso 231252010 + Emenda 12012) - Ago 2013Document90 pagesAbntcb-04 - Projeto 04026.01-006 (Iso 231252010 + Emenda 12012) - Ago 2013joaquimfilhorjNo ratings yet
- Normas Regulamentadoras SerralheriaDocument16 pagesNormas Regulamentadoras SerralheriaJoão Lucas100% (1)
- Normas Regulamentadoras SerralheriaDocument16 pagesNormas Regulamentadoras Serralheriacontrole de qualidadeNo ratings yet
- Projeto Norma BrasDocument6 pagesProjeto Norma BrasgyroskopienNo ratings yet
- ISO 23125 TornosDocument90 pagesISO 23125 TornosAfonso Bueno75% (4)
- NBR 14105 - Manometros Com Sensor de Elemento Elastico - Recomendacoes de Fabricacao e UsoDocument20 pagesNBR 14105 - Manometros Com Sensor de Elemento Elastico - Recomendacoes de Fabricacao e Usowagnertr916250% (2)
- Declaração de conformidade de máquinas-ferramentaDocument1 pageDeclaração de conformidade de máquinas-ferramentaJosé Thiago Da Silva Abritta RamosNo ratings yet
- Normas técnicas homologadas e publicadas pela ABNTDocument12 pagesNormas técnicas homologadas e publicadas pela ABNTVital LimaNo ratings yet
- NBR - NM 313 - Elevadores Passageiros - Requisitos Segurança PDFDocument46 pagesNBR - NM 313 - Elevadores Passageiros - Requisitos Segurança PDFAnderson F Miranda Silva100% (2)
- NBR NM 313 - 2007Document46 pagesNBR NM 313 - 2007nina2412No ratings yet
- Laudo Técnico CP 07 AdequadoDocument26 pagesLaudo Técnico CP 07 AdequadoSamuel Sena100% (2)
- Relação de Todas As Normas ABNTDocument6 pagesRelação de Todas As Normas ABNTAltieres Adnan MoreiraNo ratings yet
- NBR16329 - Betoneiras Estacionárias - Requisitos de Segurança PDFDocument15 pagesNBR16329 - Betoneiras Estacionárias - Requisitos de Segurança PDFMarcos Paulo Lima100% (2)
- NBR 14626 - Trava Quedas Linha FlexívelDocument16 pagesNBR 14626 - Trava Quedas Linha Flexívelfernando.1977100% (1)
- 1 - Segurança Máquinas e Ferramentas - IntroduçãoDocument158 pages1 - Segurança Máquinas e Ferramentas - IntroduçãoBianca Da Cunha Lucas100% (1)
- Máquinas Ferramenta Segurança TornosDocument90 pagesMáquinas Ferramenta Segurança Tornosestluisgustavo100% (2)
- NBR 213 1 Texto IntegralDocument23 pagesNBR 213 1 Texto IntegralLisiane KnobNo ratings yet
- NBR 00213 - 2000 - Parte 1 - Seguranca de Maquinas Conceitos FundamentaisDocument23 pagesNBR 00213 - 2000 - Parte 1 - Seguranca de Maquinas Conceitos FundamentaisJoão Paulo Pila DAloiaNo ratings yet
- Atualizações ABNT Julho 2011Document43 pagesAtualizações ABNT Julho 2011Dani Silveira100% (1)
- Normas ABNT ErgonomiaDocument14 pagesNormas ABNT ErgonomiaFabio CastroNo ratings yet
- Laudo técnico sistema ar condicionadoDocument15 pagesLaudo técnico sistema ar condicionadoARNALDO LUZ100% (1)
- 2 - AR - Impressora Ward 1Document73 pages2 - AR - Impressora Ward 1rodrigoNo ratings yet
- NBR 14787 - Espaço Confinado - PrevençãoDocument11 pagesNBR 14787 - Espaço Confinado - PrevençãopaivanunesNo ratings yet
- ABNT NBR 14105 (1998) ManômetrosDocument20 pagesABNT NBR 14105 (1998) ManômetrosPAULO100% (1)
- NBR 15146 1 2011 Controle Tecnologico de Concreto Qualificacao Pessoal PARTE 1 PDFDocument19 pagesNBR 15146 1 2011 Controle Tecnologico de Concreto Qualificacao Pessoal PARTE 1 PDFMariana Silveira RibeiroNo ratings yet
- Segurança em Radiografia IndustrialDocument18 pagesSegurança em Radiografia IndustrialAlexsandro CordeiroNo ratings yet
- Normas Brasileiras recentesDocument8 pagesNormas Brasileiras recentesRamon Rafael Fortes CouceiroNo ratings yet
- ABNT NBR 14040-8 - 2017, Inspeção de Segurança Veicular, Veículos Leves e Pesados, Parte 8 - Eixos e SuspensãoDocument12 pagesABNT NBR 14040-8 - 2017, Inspeção de Segurança Veicular, Veículos Leves e Pesados, Parte 8 - Eixos e Suspensãoinspetran100% (1)
- ABNT NBR-15877 Ensaio de Ader Ncia Por Tra º ÚoDocument14 pagesABNT NBR-15877 Ensaio de Ader Ncia Por Tra º Úonandocloss100% (5)
- NBR ISO 8995-1-2013 - Iluminação de Ambientes de TrabalhoDocument54 pagesNBR ISO 8995-1-2013 - Iluminação de Ambientes de TrabalhoKaueKoschitzRorattoNo ratings yet
- Step 7Document41 pagesStep 7nilsonery100% (3)
- Apostila Comandos EletricosDocument39 pagesApostila Comandos EletricosAlex Barbosa Camilo100% (1)
- Apostila Codesys e Galileo Basico Rev05-12Document123 pagesApostila Codesys e Galileo Basico Rev05-12KaueKoschitzRorattoNo ratings yet
- I Ec 1131 Strut Ured TextDocument15 pagesI Ec 1131 Strut Ured TextstgpereiraNo ratings yet
- Iec 60617Document52 pagesIec 60617Alvaro DiazNo ratings yet
- Apostila Galileo Avancada 07 - 12Document38 pagesApostila Galileo Avancada 07 - 12KaueKoschitzRorattoNo ratings yet
- IEC1131SFCDocument32 pagesIEC1131SFCTiago Oliveira100% (1)
- Programação avançada CoDeSysDocument61 pagesProgramação avançada CoDeSysKaueKoschitzRoratto100% (2)
- Linguagem LadderDocument16 pagesLinguagem LadderAlison Gibim100% (1)
- I Ec 1131 Instruction ListDocument13 pagesI Ec 1131 Instruction ListTiago OliveiraNo ratings yet
- IEC1131FBDDocument35 pagesIEC1131FBDTiago OliveiraNo ratings yet
- EPLAN Electric P8 - Manual de Iniciação - 2010Document144 pagesEPLAN Electric P8 - Manual de Iniciação - 2010Fábio SeabraNo ratings yet
- I Ec 1131 Basic ElementsDocument43 pagesI Ec 1131 Basic ElementsTiago OliveiraNo ratings yet
- Manual HP 50g em PortuguêsDocument918 pagesManual HP 50g em Portuguêslucas100% (4)
- Leis de resistência dos escoamentos uniformesDocument75 pagesLeis de resistência dos escoamentos uniformesoscar alexandreNo ratings yet
- Curso básico de vibraçõesDocument4 pagesCurso básico de vibraçõesClaylson Figueiredo JúlioNo ratings yet
- Ginástica em academia: planejamento de aulasDocument92 pagesGinástica em academia: planejamento de aulasaldecirgomesNo ratings yet
- Normas de segurança na construção civilDocument40 pagesNormas de segurança na construção civilGiuliano Arzamendia100% (1)
- MOKITIOKADA ManualdeEstudosDocument159 pagesMOKITIOKADA ManualdeEstudosmarcomatos37100% (9)
- Lista de Revisão Do 3 AnoDocument3 pagesLista de Revisão Do 3 AnoEduardaNo ratings yet
- Apostila ACP T2Document240 pagesApostila ACP T2Lauro Fernando100% (2)
- Instrumentos de Avaliação GeriátricaDocument118 pagesInstrumentos de Avaliação Geriátricagulitt80% (5)
- Curso de NR 16Document37 pagesCurso de NR 16Bruno PereiraNo ratings yet
- Máquinas Síncronas: Características e FuncionamentoDocument3 pagesMáquinas Síncronas: Características e FuncionamentoJefferson CavalcanteNo ratings yet
- Folha Dados TRFDocument2 pagesFolha Dados TRFNathalia Magalhaes Rodrigo ZecchinNo ratings yet
- A pseudovalorização da educação física pela política esportiva brasileiraDocument15 pagesA pseudovalorização da educação física pela política esportiva brasileiraFabiane De Oliveira SchellinNo ratings yet
- Bioalavancas no corpo humanoDocument25 pagesBioalavancas no corpo humanoGerardo Marcílio Pinto LimaNo ratings yet
- Ondas Sísmicas e Descontinuidades InternasDocument9 pagesOndas Sísmicas e Descontinuidades InternasMaria Helena AndradeNo ratings yet
- T4-Marcel Mauss-Ensaio Sobre A Dádiva (Inrodução, Capitulo1 e Conclusão)Document49 pagesT4-Marcel Mauss-Ensaio Sobre A Dádiva (Inrodução, Capitulo1 e Conclusão)Sérgio MunizNo ratings yet
- Avaliação de Ciências - Eletricidade e MagnetismoDocument3 pagesAvaliação de Ciências - Eletricidade e MagnetismoAdri Silva94% (17)
- PDPETRO 2013 Projeto Básico de Um Parque Eólico e Estudos de ConexãoDocument8 pagesPDPETRO 2013 Projeto Básico de Um Parque Eólico e Estudos de ConexãoJes CristinaNo ratings yet
- Monitoria Física Movimento PartículaDocument3 pagesMonitoria Física Movimento PartículaRenan Schmidt FariaNo ratings yet
- APOSTILA FISICA Parte 1 CEEP PDFDocument85 pagesAPOSTILA FISICA Parte 1 CEEP PDFDany NogueiraNo ratings yet
- Inspeção cabos mineraçãoDocument13 pagesInspeção cabos mineraçãohenrikepedroNo ratings yet
- Cavitação em Turbinas (Kaplan Francis)Document6 pagesCavitação em Turbinas (Kaplan Francis)Gilney PinheiroNo ratings yet
- Em5248 PDFDocument2 pagesEm5248 PDFeraldoNo ratings yet
- NBR 14039 instalações elétricas média tensãoDocument25 pagesNBR 14039 instalações elétricas média tensãoDiego Goldschmid Parode100% (1)
- Ligações Químicas: Comprimento, Energia, Polaridade e Geometria MolecularDocument2 pagesLigações Químicas: Comprimento, Energia, Polaridade e Geometria MolecularJoao MAchadoNo ratings yet
- Euler Joao PTCC - Corrigindo 1 Editando...Document32 pagesEuler Joao PTCC - Corrigindo 1 Editando...Éuler JoãoNo ratings yet
- Teorias clássicas dos metaisDocument169 pagesTeorias clássicas dos metaisKadu Brito100% (1)
- Plano de ManutençãoDocument36 pagesPlano de Manutençãowellington_cjs100% (3)
- Teste vocacional ajuda a descobrir aptidões e interessesDocument12 pagesTeste vocacional ajuda a descobrir aptidões e interessesEuci VenancioNo ratings yet
- Formulário motores indução trifásicosDocument10 pagesFormulário motores indução trifásicosluisce28No ratings yet