You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 2Document8 pages2Eduardo Antonio Comaru Gouveia75% (4)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- UNIT 5-8 PrintingDocument17 pagesUNIT 5-8 PrintingNOODNo ratings yet
- SubaruDocument7 pagesSubaruclaude terizlaNo ratings yet
- Volvo BL 71 ManualDocument280 pagesVolvo BL 71 ManualAlberto G.D.100% (2)
- Sla At&tDocument2 pagesSla At&tCésar Lainez Lozada TorattoNo ratings yet
- De Thi Hoc Ki 1 Lop 11 Mon Tieng Anh Co File Nghe Nam 2020Document11 pagesDe Thi Hoc Ki 1 Lop 11 Mon Tieng Anh Co File Nghe Nam 2020HiềnNo ratings yet
- Floating Solar Chimney Technology and Climate ChangeDocument38 pagesFloating Solar Chimney Technology and Climate Changemalik_poojaNo ratings yet
- Report Submitted ON: Submitted By: Pooja Malik ROLL NO: 0804034 Branch: Mechanical (4 Year)Document25 pagesReport Submitted ON: Submitted By: Pooja Malik ROLL NO: 0804034 Branch: Mechanical (4 Year)malik_poojaNo ratings yet
- Karen Robards Green EyesDocument200 pagesKaren Robards Green Eyesmalik_pooja100% (1)
- Font PG of Training ReportDocument7 pagesFont PG of Training Reportmalik_poojaNo ratings yet
- Escorts Agri Machinery Group Industrial ProjectDocument29 pagesEscorts Agri Machinery Group Industrial Projectmalik_poojaNo ratings yet
- IM1 Calculus 2 Revised 2024 PUPSMBDocument14 pagesIM1 Calculus 2 Revised 2024 PUPSMBEunice AlonzoNo ratings yet
- Financial Market - Bsa 2A Dr. Ben E. Bunyi: Imus Institute of Science and TechnologyDocument3 pagesFinancial Market - Bsa 2A Dr. Ben E. Bunyi: Imus Institute of Science and TechnologyAsh imoNo ratings yet
- (Sat) - 072023Document7 pages(Sat) - 072023DhananjayPatelNo ratings yet
- LP32HS User Manual v1Document52 pagesLP32HS User Manual v1tonizx7rrNo ratings yet
- J.K. Brimacombe - Design of Continuous Casting MachinesDocument13 pagesJ.K. Brimacombe - Design of Continuous Casting MachinesJavier GómezNo ratings yet
- Origin ManualDocument186 pagesOrigin ManualmariaNo ratings yet
- PostScript Quick ReferenceDocument2 pagesPostScript Quick ReferenceSneetsher CrispyNo ratings yet
- Fuzzy Gain Scheduled Pi Controller For ADocument5 pagesFuzzy Gain Scheduled Pi Controller For AOumayNo ratings yet
- Alaba Adeyemi AdediwuraDocument12 pagesAlaba Adeyemi AdediwuraSchahyda ArleyNo ratings yet
- GGG Sri MDocument2 pagesGGG Sri MGiovanni LuigiNo ratings yet
- COK - Training PlanDocument22 pagesCOK - Training PlanralphNo ratings yet
- Sale Counter List JuneDocument9 pagesSale Counter List Junep6a4nduNo ratings yet
- SDSSSSDDocument1 pageSDSSSSDmirfanjpcgmailcomNo ratings yet
- ICMApprovedCentres - Ghana PDFDocument8 pagesICMApprovedCentres - Ghana PDFPrince Kelly100% (2)
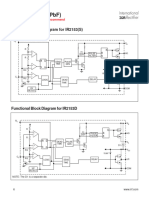
- IR2153 Parte6Document1 pageIR2153 Parte6FRANK NIELE DE OLIVEIRANo ratings yet
- G2 Rust Grades USA PDFDocument2 pagesG2 Rust Grades USA PDFSt3fandragos4306No ratings yet
- Job Satisfaction VariableDocument2 pagesJob Satisfaction VariableAnagha Pawar - 34No ratings yet
- Introduction To EthicsDocument18 pagesIntroduction To EthicsMarielle Guerra04No ratings yet
- 02 Object Modeling TechniqueDocument50 pages02 Object Modeling TechniqueMuhammad Romadhon Batukarang EsdNo ratings yet
- Universal Ultrasonic Generator For Welding: W. Kardy, A. Milewski, P. Kogut and P. KlukDocument3 pagesUniversal Ultrasonic Generator For Welding: W. Kardy, A. Milewski, P. Kogut and P. KlukPhilip EgyNo ratings yet
- Cobol v1Document334 pagesCobol v1Nagaraju BNo ratings yet
- A Content Analysis of SeabankDocument13 pagesA Content Analysis of SeabankMarielet Dela PazNo ratings yet
- Saiva Dharma ShastrasDocument379 pagesSaiva Dharma ShastrasfunnybizNo ratings yet
- Isi Rumen SBG Subtitusi HijauanDocument3 pagesIsi Rumen SBG Subtitusi HijauanBagas ImamsyahNo ratings yet