You might also like
- Nylon IndustriesDocument20 pagesNylon Industriessarah1teh-663761No ratings yet
- Executive Summary: 0.1 GeneralDocument20 pagesExecutive Summary: 0.1 Generaler_br_choudahryNo ratings yet
- Recycled Polyamides, A Literature Review and Research OpportunitiesDocument15 pagesRecycled Polyamides, A Literature Review and Research OpportunitiesTomGaliciaNo ratings yet
- Nylon 6,6 FibresDocument25 pagesNylon 6,6 FibresMufaddal Bagwala100% (2)
- Nylon 6-6Document18 pagesNylon 6-6Pruthvisinh JadavNo ratings yet
- Spinning For NonwovensDocument11 pagesSpinning For NonwovenskanonycoNo ratings yet
- Introduction Biocomponent FibersDocument5 pagesIntroduction Biocomponent Fibersblanca garciaNo ratings yet
- Polyamide For Flexible Packaging FilmDocument57 pagesPolyamide For Flexible Packaging Filmtabassim100% (1)
- Nylon (Textiles Industry) Organic Chemistry Assignment SlideDocument21 pagesNylon (Textiles Industry) Organic Chemistry Assignment SlideEitrah Tasnim Mohamat KasimNo ratings yet
- V9I1 19 M TascanDocument9 pagesV9I1 19 M TascanvahidNo ratings yet
- Polymer Processing For Nylon 66: Presenting By: Snehal Khedkar Project Guide: S.M.DeshmukhDocument15 pagesPolymer Processing For Nylon 66: Presenting By: Snehal Khedkar Project Guide: S.M.DeshmukhNizam Naik100% (1)
- Common Condensation PolymersDocument32 pagesCommon Condensation PolymersShahriar SaifNo ratings yet
- Nylon FiberDocument26 pagesNylon FiberA.K.M. Rashedul IslamNo ratings yet
- NylonsDocument8 pagesNylonsUma MaheswariNo ratings yet
- 4019e Polyamide 6 ProcessDocument8 pages4019e Polyamide 6 Processfirdoshkhan715No ratings yet
- 'Qiana' Fibre AssignmentDocument15 pages'Qiana' Fibre Assignmentdigvijaynift100% (1)
- The Spunbond ProcessDocument10 pagesThe Spunbond ProcessFTNo ratings yet
- Training Module: Introduction To Textile FibresDocument56 pagesTraining Module: Introduction To Textile FibresMayank LaroiaNo ratings yet
- A B Rithish - Synthetic PolymerDocument39 pagesA B Rithish - Synthetic PolymerSaaivimal SNo ratings yet
- Textile Raw Material-II Course Code: Tex2101: Basic Principle of Textile Fiber ManufacturingDocument19 pagesTextile Raw Material-II Course Code: Tex2101: Basic Principle of Textile Fiber ManufacturingHrs ShihabNo ratings yet
- PolypropyleneDocument18 pagesPolypropylenepratik4380No ratings yet
- Nylon 66Document5 pagesNylon 66Novelia Ananda FitrilaNo ratings yet
- MeltSpinning Genel (Bikomponent)Document32 pagesMeltSpinning Genel (Bikomponent)Uscan UskanerNo ratings yet
- Fibres & FilamentsDocument13 pagesFibres & FilamentsAnonymous PHCzwD8eAONo ratings yet
- A93G92C3Document8 pagesA93G92C3Luis GuevaraNo ratings yet
- Lec Fiber SpinningDocument28 pagesLec Fiber SpinningsonyheartNo ratings yet
- TPO Coated PP Fabrics and Their ApplicationsDocument14 pagesTPO Coated PP Fabrics and Their ApplicationsrejoramaNo ratings yet
- Synthetic Polymer IndustriesDocument52 pagesSynthetic Polymer IndustriesH.J.PrabhuNo ratings yet
- Coagulation of PolyurethanesDocument6 pagesCoagulation of PolyurethanesTamara HamiltonNo ratings yet
- Pet Fiber Spinning MethodDocument15 pagesPet Fiber Spinning Methodsuresh shobanatNo ratings yet
- Spunbond TechnologyDocument13 pagesSpunbond TechnologyJuan Manuel BejaranoNo ratings yet
- Process Optimization in A Filament Yarn PlantDocument3 pagesProcess Optimization in A Filament Yarn PlantGhulam HussainNo ratings yet
- Nylon Polymers Book-Degradation and Stabilization of Nylon PolymersDocument120 pagesNylon Polymers Book-Degradation and Stabilization of Nylon PolymersWilliam H. BasingerNo ratings yet
- History Nylon 6Document2 pagesHistory Nylon 6Alessio ScarabelliNo ratings yet
- Chemical Recycling of Textile PolymersDocument8 pagesChemical Recycling of Textile PolymersVaishali RaneNo ratings yet
- RIL BoppDocument14 pagesRIL BoppSaurabh PariharNo ratings yet
- Textile Raw Material-II Course Code: Tex2101: Basic Concept On Textile FibreDocument13 pagesTextile Raw Material-II Course Code: Tex2101: Basic Concept On Textile FibreHrs ShihabNo ratings yet
- Solvent Cast Technology - A Versatile ToolDocument14 pagesSolvent Cast Technology - A Versatile ToolsggdgdNo ratings yet
- Filament Yarns: Industrial TextilesDocument8 pagesFilament Yarns: Industrial TextilesMebratu AdugnawNo ratings yet
- Manufacturing Process of Nylon 6Document6 pagesManufacturing Process of Nylon 6Musa Eltayeb33% (3)
- What Is Polypropylene?Document11 pagesWhat Is Polypropylene?Shivam KabirNo ratings yet
- Casting MethodDocument15 pagesCasting MethodGabriela Maira Sanches VolpiNo ratings yet
- Study of Nylon Material For Additive Manufacturing: Materials Used in AMDocument8 pagesStudy of Nylon Material For Additive Manufacturing: Materials Used in AMAbhishek PatilNo ratings yet
- Synthetic Fibres2Document78 pagesSynthetic Fibres2kamaldeepsinghNo ratings yet
- Us7247372 PDFDocument12 pagesUs7247372 PDFrevider451No ratings yet
- BindersDocument4 pagesBindersSariyyaHeydarovaNo ratings yet
- Comparative Study of Nylon 11 (Polyamide) and PCDT (Polyester)Document15 pagesComparative Study of Nylon 11 (Polyamide) and PCDT (Polyester)نوشاد علیNo ratings yet
- NYLON 6,6 (Nylon 6) : OverviewDocument4 pagesNYLON 6,6 (Nylon 6) : OverviewKaruppiah VigneshNo ratings yet
- Synthetic Fibers PDFDocument22 pagesSynthetic Fibers PDFFERNANDO JOSE NOVAES0% (1)
- Lecture 11Document45 pagesLecture 11Kemal DemirNo ratings yet
- Deactivition of Nitrile PDFDocument9 pagesDeactivition of Nitrile PDFMonique PadovanNo ratings yet
- CHEMISTRYDocument21 pagesCHEMISTRYHarshit VermaNo ratings yet
- Success Stories Vinnolit 1Document2 pagesSuccess Stories Vinnolit 1pinitNo ratings yet
- Addition PolymerisationDocument5 pagesAddition PolymerisationAchiket Anand DesaiNo ratings yet
- Rubber-Clay Nanocomposites: Science, Technology, and ApplicationsFrom EverandRubber-Clay Nanocomposites: Science, Technology, and ApplicationsMaurizio GalimbertiNo ratings yet
- Membranes for Energy ConversionFrom EverandMembranes for Energy ConversionKlaus-Viktor PeinemannNo ratings yet
- Tribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsFrom EverandTribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsNo ratings yet
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesFrom EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesRating: 5 out of 5 stars5/5 (1)
- Primary School: Literature Review & Case StudyDocument89 pagesPrimary School: Literature Review & Case StudySresta100% (1)
- HP-AN200-2 - Fundamentals of Quartz OscillatorsDocument28 pagesHP-AN200-2 - Fundamentals of Quartz Oscillatorssirjole7584100% (1)
- Curva Desempeño - Folleto - Power Flo - IIDocument2 pagesCurva Desempeño - Folleto - Power Flo - IIHenry MartinezNo ratings yet
- Books Vs EbooksDocument9 pagesBooks Vs EbooksThe United IndianNo ratings yet
- PDFDocument764 pagesPDFDe JavuNo ratings yet
- 21st Bomber Command Tactical Mission Report 64, 65, OcrDocument57 pages21st Bomber Command Tactical Mission Report 64, 65, OcrJapanAirRaidsNo ratings yet
- Revisión Sistemática Toxina BotulínicaDocument8 pagesRevisión Sistemática Toxina BotulínicaJean Pierre Romero FebresNo ratings yet
- Rubric For Use When Evaluating Lesson Plan PresentationsDocument1 pageRubric For Use When Evaluating Lesson Plan PresentationsSajid AwanNo ratings yet
- Akash IntenshipDocument28 pagesAkash IntenshipAkash TaradaleNo ratings yet
- The Self From Various PerspectivesDocument32 pagesThe Self From Various PerspectivesAbegail ArellanoNo ratings yet
- Psycopathy Case StudyDocument8 pagesPsycopathy Case StudyNayab NoorNo ratings yet
- Ensci 200 Fall 2021 Writting RubricDocument1 pageEnsci 200 Fall 2021 Writting RubricAsheNo ratings yet
- Analysis of Transfer Lines: UNIT-3 Automation Manufracturing PvpsitDocument14 pagesAnalysis of Transfer Lines: UNIT-3 Automation Manufracturing PvpsitSravanth KondetiNo ratings yet
- X-Ray Diffraction: Geoenvironmental Research Group Laboratory Manual 2008Document4 pagesX-Ray Diffraction: Geoenvironmental Research Group Laboratory Manual 2008Nhan Nguyen VanNo ratings yet
- Experiencing Meanings in Spark S The Prime of Miss Jean BrodieDocument18 pagesExperiencing Meanings in Spark S The Prime of Miss Jean BrodieMaria AgusNo ratings yet
- Lorma Scope of WorkDocument2 pagesLorma Scope of WorkJb TiscubNo ratings yet
- Fmparente Erftc Porto 20090605Document78 pagesFmparente Erftc Porto 20090605ChiefpereraNo ratings yet
- Electronic Devices Circuits (Edc) Laboratory Manual: For Ii / Iv B.E (Ece) : I - SemesterDocument80 pagesElectronic Devices Circuits (Edc) Laboratory Manual: For Ii / Iv B.E (Ece) : I - SemesterDominic BoseNo ratings yet
- 7.proceeding Snib-Eng Dept, Pnp-IndonesiaDocument11 pages7.proceeding Snib-Eng Dept, Pnp-IndonesiamissfifitNo ratings yet
- 2010 Summer SchoolDocument31 pages2010 Summer SchoolAlbanita MendesNo ratings yet
- Engagement : Rebecca StobaughDocument188 pagesEngagement : Rebecca StobaughAli AhmadNo ratings yet
- 4456 PDFDocument978 pages4456 PDFVentasVarias Antofa100% (1)
- AVR Studio TutorialDocument8 pagesAVR Studio Tutorialtio2903No ratings yet
- PL010 PUPI Technical Information REV01.2016 PDFDocument16 pagesPL010 PUPI Technical Information REV01.2016 PDFAhmed TahaNo ratings yet
- Omni Active - HRDocument5 pagesOmni Active - HRapi-26228968No ratings yet
- Writing ProposalsDocument100 pagesWriting ProposalsSaad Motawéa50% (2)
- 152-Article Text-3978-4-10-20190311Document7 pages152-Article Text-3978-4-10-20190311charlesNo ratings yet
- Solutions Through Dowsing PDFDocument106 pagesSolutions Through Dowsing PDFkumar100% (6)
- 2 HSE Kumar KushDocument3 pages2 HSE Kumar KushankitNo ratings yet
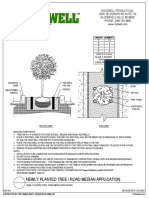
- Newly Planted Tree / Road Median ApplicationDocument1 pageNewly Planted Tree / Road Median ApplicationmooolkaNo ratings yet