You might also like
- Efficiency Calculations of BagasseDocument4 pagesEfficiency Calculations of BagasseOmar Ahmed ElkhalilNo ratings yet
- Combustion CalculationDocument22 pagesCombustion CalculationTejas T S TejasNo ratings yet
- Medha Roy 3 Rigel InnovatorsDocument1 pageMedha Roy 3 Rigel InnovatorsShubha RoyNo ratings yet
- 4257744b36a0388c4132a1ec82ccaee2Document1 page4257744b36a0388c4132a1ec82ccaee2Shubha RoyNo ratings yet
- Boilers, Boiler Fuel andDocument7 pagesBoilers, Boiler Fuel andVivek RamnohurNo ratings yet
- Common Yoga Protocol PDFDocument44 pagesCommon Yoga Protocol PDFRaam MkNo ratings yet
- Boiler Energy Audit ManualDocument29 pagesBoiler Energy Audit ManualAnubhav100% (11)
- 1988 - Magasiner - Pneumatic Spreading of Fibrous PDFDocument6 pages1988 - Magasiner - Pneumatic Spreading of Fibrous PDFShubha Roy100% (1)
- Fans & Blowers-Calculation of PowerDocument20 pagesFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- RFQ Package BoilerDocument59 pagesRFQ Package BoilerShubha RoyNo ratings yet
- Speed-Torque Curve for Centrifugal FanDocument1 pageSpeed-Torque Curve for Centrifugal FanShubha RoyNo ratings yet
- Principal Client List For Boiler UpgradationDocument3 pagesPrincipal Client List For Boiler UpgradationShubha RoyNo ratings yet
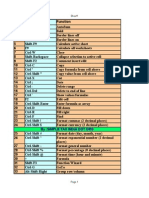
- Excel Shortcuts PDFDocument3 pagesExcel Shortcuts PDFShubha RoyNo ratings yet
- Ibr FormsDocument87 pagesIbr FormsJai PatelNo ratings yet
- 6533 1Document23 pages6533 1Er Ravinder Reddy DevireddyNo ratings yet
- Calculation of Reaction Forces in The Boiler Supports Using The Method of Equivalent Stiffness of Membrane WallDocument16 pagesCalculation of Reaction Forces in The Boiler Supports Using The Method of Equivalent Stiffness of Membrane WallShubha RoyNo ratings yet
- Altitude CorrectionsDocument1 pageAltitude CorrectionsShubha RoyNo ratings yet
- Excel Shortcuts PDFDocument3 pagesExcel Shortcuts PDFShubha RoyNo ratings yet
- Fish Masala RecipeDocument1 pageFish Masala RecipeShubha RoyNo ratings yet
- Hass Pryor CashFlowPrinciples ReprintDocument8 pagesHass Pryor CashFlowPrinciples ReprintravidraoNo ratings yet
- Water Treatment For High Pressure Boilers in Sugar PlantsDocument8 pagesWater Treatment For High Pressure Boilers in Sugar PlantsvijaysatawNo ratings yet
- E BroucherDocument8 pagesE BroucherShubha RoyNo ratings yet
- Understanding SlagDocument10 pagesUnderstanding SlagShubha RoyNo ratings yet
- Fan Source BookDocument92 pagesFan Source Bookapi-3808778100% (10)
- 1990 National Waste Processing Conference Disc 02Document4 pages1990 National Waste Processing Conference Disc 02Shubha RoyNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Everything You Need to Know About Pig Iron ProductionDocument52 pagesEverything You Need to Know About Pig Iron ProductionberhaneNo ratings yet
- Order/Inventory Sheet: BB21239 BB21169 BB21290 BB21172 BB20830 BB21715 BB2787Document5 pagesOrder/Inventory Sheet: BB21239 BB21169 BB21290 BB21172 BB20830 BB21715 BB2787apparatiNo ratings yet
- Coating Procedure - Shuqaiq Desalination PJT - Rev.2Document19 pagesCoating Procedure - Shuqaiq Desalination PJT - Rev.2ABAID ULLAHNo ratings yet
- RetroJet System ManualDocument11 pagesRetroJet System ManualetritNo ratings yet
- Bosch GST 75 E ProfessionalDocument167 pagesBosch GST 75 E ProfessionalAdriana AlvesNo ratings yet
- A4-80 Stainless Steel Grade Specification - Midland Bright SteelsDocument4 pagesA4-80 Stainless Steel Grade Specification - Midland Bright SteelsramonaghergheNo ratings yet
- DeLonghi Instruction Manual ECP3220 - 3420 - 3630Document7 pagesDeLonghi Instruction Manual ECP3220 - 3420 - 3630ureehwsenqNo ratings yet
- CBSE Class 12 Chemistry Previous Year Question Paper 2019 Set-3 QuestionDocument6 pagesCBSE Class 12 Chemistry Previous Year Question Paper 2019 Set-3 QuestionVikram tomarNo ratings yet
- Fisa Tehnica ROBODURDocument1 pageFisa Tehnica ROBODURdneprmt1No ratings yet
- Gems Psi Paper 2004Document14 pagesGems Psi Paper 2004biophr34kNo ratings yet
- BSC 6yh Sem Kuk SyllabusDocument8 pagesBSC 6yh Sem Kuk SyllabusVicky ChaharNo ratings yet
- Biology Cells Graphic OrganizerDocument1 pageBiology Cells Graphic OrganizerMaci StackhouseNo ratings yet
- Storage ProteinDocument3 pagesStorage ProteinprincessicyjulietNo ratings yet
- Manufacture of The Ceramic Tiles and Sanitary: Produced By: Framed byDocument21 pagesManufacture of The Ceramic Tiles and Sanitary: Produced By: Framed byAmina CHAHBOUNINo ratings yet
- Product UserManual Pulsarlube V EnglishDocument2 pagesProduct UserManual Pulsarlube V EnglishTiago LimaNo ratings yet
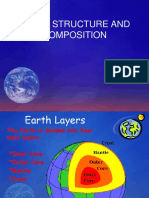
- Structure of The EarthDocument21 pagesStructure of The EarthKaren DarilaNo ratings yet
- Vaporizer DesignDocument18 pagesVaporizer DesignEngr Abuzar Khan100% (1)
- ISO 17746-2016 Steel Wire Rope Net Panels and RollsDocument24 pagesISO 17746-2016 Steel Wire Rope Net Panels and RollsOctavian Miclescu100% (1)
- Balauro Worksheet Protein SynthesisDocument4 pagesBalauro Worksheet Protein SynthesisHami BalauroNo ratings yet
- Precipitation-Hardening Bolting (UNS N07718) For High Temperature ServiceDocument4 pagesPrecipitation-Hardening Bolting (UNS N07718) For High Temperature ServiceJose Anisio SilvaNo ratings yet
- Gen Chem 2 DAILY LESSON LOGDocument8 pagesGen Chem 2 DAILY LESSON LOGMaricriz Bioco100% (1)
- Week 2 - Preparing Raw Materials For Salting and CuringDocument36 pagesWeek 2 - Preparing Raw Materials For Salting and CuringLovely JavierNo ratings yet
- Introduction To Drug Discovery & Development: Dr. Humair Bin MD OmerDocument9 pagesIntroduction To Drug Discovery & Development: Dr. Humair Bin MD OmerMD. RASEL MAHMUD MIMNo ratings yet
- SRS 400 A 475 GPMDocument12 pagesSRS 400 A 475 GPMrhusseinpos4765No ratings yet
- Tài liệu ôn tập tiếng anh 4Document7 pagesTài liệu ôn tập tiếng anh 4Ngọc AmiiNo ratings yet
- Lecture 2 - Cellulose Structure PDFDocument55 pagesLecture 2 - Cellulose Structure PDFpipers10No ratings yet
- Shelf Life Vs Expiry Date of A Chemical StandardDocument3 pagesShelf Life Vs Expiry Date of A Chemical Standardsl1828No ratings yet
- FoodDrug Interactions Careful Drug Selection Patient CounselingDocument6 pagesFoodDrug Interactions Careful Drug Selection Patient CounselingmelodythNo ratings yet
- Odi Servinort SpaDocument5 pagesOdi Servinort SpayanmuyNo ratings yet
- Newman Projections (Acyclic - 01)Document3 pagesNewman Projections (Acyclic - 01)Muhammad AliNo ratings yet