You might also like
- Cálculo cadena transmisión aireDocument7 pagesCálculo cadena transmisión aireNolberto Sánchez VillarrealNo ratings yet
- Ansi B16Document37 pagesAnsi B16Cmjg GM0% (1)
- Reporte de Reparacion H 50 48 24 9Document9 pagesReporte de Reparacion H 50 48 24 9ositorxNo ratings yet
- Construcción NavalDocument33 pagesConstrucción Navalfredy málaga100% (2)
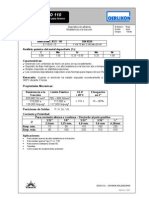
- Tenacito 80Document1 pageTenacito 80el_tirano_regresa7359No ratings yet
- Arco SumergidoDocument39 pagesArco SumergidoPablo100% (1)
- Aceros 4130 para maquinaria - Acero de baja aleación al Cromo-MolibdenoDocument1 pageAceros 4130 para maquinaria - Acero de baja aleación al Cromo-MolibdenoalebanyNo ratings yet
- Mezclas de Gases para SoldarDocument26 pagesMezclas de Gases para SoldarPedro Mendoza100% (2)
- Diagrama de MollierDocument24 pagesDiagrama de Mollierfredy málaga100% (5)
- Teoria y Fundamentos GTAW+claveDocument49 pagesTeoria y Fundamentos GTAW+claveHernan AlvarezNo ratings yet
- Xuper 5005 - 0Document1 pageXuper 5005 - 0Cesar Noguera100% (1)
- Proceso de Soldadura SmawDocument102 pagesProceso de Soldadura SmawJuliogNo ratings yet
- Modulo FCAWDocument90 pagesModulo FCAWNelson Galindo LozanoNo ratings yet
- GTAWDocument72 pagesGTAWKatherin Carhuas QuispeNo ratings yet
- Wps EjemploDocument1 pageWps EjemploJonatan Goicochea BaconNo ratings yet
- Corrosión GalvánicaDocument27 pagesCorrosión GalvánicaEmmanuel GarcíaNo ratings yet
- Aceros para Trabajos en CalienteDocument4 pagesAceros para Trabajos en CalienteKevin MirandaNo ratings yet
- Indura 7018 - w1Document1 pageIndura 7018 - w1Diego PabonNo ratings yet
- 2 Catalogo de SoldadurasDocument15 pages2 Catalogo de SoldadurasBryan Vidal100% (1)
- Tecnologia de La Soldadura Parte 1Document36 pagesTecnologia de La Soldadura Parte 1Ricardo Rebolledo Vega100% (1)
- Tipos de ElectrodosDocument37 pagesTipos de Electrodososwaldo sanchez100% (1)
- Electrodo INDURA 90 para aceros al carbonoDocument1 pageElectrodo INDURA 90 para aceros al carbonoAnthony BeltranNo ratings yet
- Soldadura Mig-Mag-Tig - Procesos de Soldadura - Deber SumativoDocument20 pagesSoldadura Mig-Mag-Tig - Procesos de Soldadura - Deber SumativoGuillermo duranNo ratings yet
- Analisis Presupuesto de Partidas Construccion de ColegioDocument124 pagesAnalisis Presupuesto de Partidas Construccion de ColegioAnaLu Vargas GalvezNo ratings yet
- Controladores PIDDocument16 pagesControladores PIDfredy málaga100% (3)
- Fajas o Correas PDFDocument9 pagesFajas o Correas PDFÆlvr' GonzaleezNo ratings yet
- Curvas Caracteristicas Parciales de Velocidad y Caracteristicas de CargaDocument19 pagesCurvas Caracteristicas Parciales de Velocidad y Caracteristicas de Cargafredy málaga100% (2)
- Pirometalurgia Del Plomo y Refinacion A FuegoDocument32 pagesPirometalurgia Del Plomo y Refinacion A FuegoKevin100% (2)
- Clasificación y propiedades de aceros de herramientasDocument166 pagesClasificación y propiedades de aceros de herramientasAlexander Hernandez ChNo ratings yet
- Electrodos OerlikonDocument7 pagesElectrodos OerlikonGelberNo ratings yet
- Poleas PlanasDocument4 pagesPoleas Planasdavid geovanny ashqui ashquiNo ratings yet
- E646 XHD EspañolDocument1 pageE646 XHD EspañolBrian HernandezNo ratings yet
- Tenacito 110plusDocument1 pageTenacito 110plusYonathan Ricardo Leo KxNo ratings yet
- Placas termofusión continua y aleaciones para mineríaDocument8 pagesPlacas termofusión continua y aleaciones para mineríaBasellLiveNo ratings yet
- Ficha Tecnica Indura - 6011 PDFDocument1 pageFicha Tecnica Indura - 6011 PDFFlorez Machado GhgustavoNo ratings yet
- Nuevo Balotario Ingenieria de La Soldadura - ModificadoDocument19 pagesNuevo Balotario Ingenieria de La Soldadura - ModificadoDaniel Herrera Quinto100% (1)
- iNSPECCIÓN VISUALDocument2 pagesiNSPECCIÓN VISUALCINCOM Ingeniería y Consultoría EstratégicaNo ratings yet
- Cuestionario 2 Tecnologia de Union de MaterialesDocument3 pagesCuestionario 2 Tecnologia de Union de MaterialesTomas Da RifNo ratings yet
- Soldabilidad de Acero FundidoDocument27 pagesSoldabilidad de Acero FundidoNicson Abilio Alfaro CastilloNo ratings yet
- TALLER ELEMENTOS MECANICOS-ydDocument10 pagesTALLER ELEMENTOS MECANICOS-ydSantiago AriasNo ratings yet
- Acero 2316Document8 pagesAcero 2316DanielJoseLancherosNo ratings yet
- SOLDABILIDADDocument5 pagesSOLDABILIDADYenny BeluNo ratings yet
- Clasificacion de Los AcerosDocument17 pagesClasificacion de Los AcerosESTUARDO MAMANI TORRESNo ratings yet
- ToolcordDocument1 pageToolcordJose GomezNo ratings yet
- IF. SUFICIENCIA (25-01-15) para ClaseDocument83 pagesIF. SUFICIENCIA (25-01-15) para ClaseJuan Carlos Donayre SalasNo ratings yet
- Arco SumergidoDocument20 pagesArco SumergidoYupanqui RicardoNo ratings yet
- Tecnologia de MaquinasDocument77 pagesTecnologia de MaquinasDanielKorNo ratings yet
- Soldadura en para BuquesDocument39 pagesSoldadura en para BuquesGENESIS JAELEEN FERNANDEZNo ratings yet
- Catalogo UTPDocument13 pagesCatalogo UTPEder Agustin Fernandez MedinaNo ratings yet
- AbrasivosDocument14 pagesAbrasivosluisNo ratings yet
- Hoja de Procesos CaballoDocument2 pagesHoja de Procesos CaballogfdsacxzNo ratings yet
- DURAPOX ESMALTE 950: Esmalte epóxico resistente abrasiónDocument2 pagesDURAPOX ESMALTE 950: Esmalte epóxico resistente abrasiónJhonnatan Quispe FrancoNo ratings yet
- Tenacito 65 PDFDocument1 pageTenacito 65 PDFRomeroNo ratings yet
- Guía de ElectrodosDocument3 pagesGuía de ElectrodosAlberto RiveraNo ratings yet
- Catalogo Metalmecanica PDFDocument20 pagesCatalogo Metalmecanica PDFgerardoctavaraNo ratings yet
- Soldadura DefinicionDocument42 pagesSoldadura DefinicionJesus FonsecaNo ratings yet
- Proceso TIG, Alternativa de Soldadura en El Área de MantenimientoDocument1 pageProceso TIG, Alternativa de Soldadura en El Área de MantenimientoWELD - TECHNo ratings yet
- FCAW aceros al carbono y baja aleaciónDocument2 pagesFCAW aceros al carbono y baja aleaciónJohn FenixNo ratings yet
- Fabricación del pistón para motor de combustiónDocument32 pagesFabricación del pistón para motor de combustiónCristhianMauricioAguilarNo ratings yet
- Programa de Capacitación Senati MIG MAGDocument3 pagesPrograma de Capacitación Senati MIG MAGГуставо Аранда МендосаNo ratings yet
- Práctica Calificada 01 - Soldadura. SanDocument5 pagesPráctica Calificada 01 - Soldadura. SanSanelio GarciaNo ratings yet
- Los Electrodos y Su ClasificacionDocument27 pagesLos Electrodos y Su ClasificacionArmando Jihuallanca BustamanteNo ratings yet
- Informe de niveles y cotas de estructuraDocument1 pageInforme de niveles y cotas de estructuraharryNo ratings yet
- SKL-SP2 Spotcheck MSDS Spanish PDFDocument3 pagesSKL-SP2 Spotcheck MSDS Spanish PDFJosé Luis Santander VargasNo ratings yet
- E70t 4Document1 pageE70t 4Albe Cibia100% (1)
- Electrodos Basicos OerlikonDocument8 pagesElectrodos Basicos OerlikonElmer HuashuayoNo ratings yet
- SUPERCITODocument1 pageSUPERCITOGuillermo Saavedra100% (1)
- Tenacito 110Document1 pageTenacito 110el_tirano_regresa7359No ratings yet
- Xuper Nucleo Tec 2222: Elementos sometidos a esfuerzos dinámicosDocument6 pagesXuper Nucleo Tec 2222: Elementos sometidos a esfuerzos dinámicosrichardcamusNo ratings yet
- Electrodos de alto rendimiento para soldadura de acerosDocument3 pagesElectrodos de alto rendimiento para soldadura de acerosGerli Teran100% (1)
- CelulosicosDocument6 pagesCelulosicosYupanqui RicardoNo ratings yet
- Rol de Examenes Parciales 2010-1 FIM UNIDocument4 pagesRol de Examenes Parciales 2010-1 FIM UNIRubensaiDNo ratings yet
- Laboratorio de Ingeniería Mecánica: Bomba de Desplazamiento PositivoDocument17 pagesLaboratorio de Ingeniería Mecánica: Bomba de Desplazamiento Positivofredy málagaNo ratings yet
- Laboratorio de Ingeniería Mecánica III: Ventilador CentrifugoDocument28 pagesLaboratorio de Ingeniería Mecánica III: Ventilador Centrifugofredy málaga67% (3)
- Calendario Academico 2010-1 FIM UNIDocument1 pageCalendario Academico 2010-1 FIM UNIRubensaiDNo ratings yet
- Anal Is IsDocument8 pagesAnal Is Isfredy málagaNo ratings yet
- 1° INFORME DE MOTORES: Determinación de Los Parámetros Geométricos y Constructivos de Un MCIDocument9 pages1° INFORME DE MOTORES: Determinación de Los Parámetros Geométricos y Constructivos de Un MCIfredy málaga75% (4)
- Estudio de Las Pérdidas Mecánicas en Los Motores de Combustión InternaDocument19 pagesEstudio de Las Pérdidas Mecánicas en Los Motores de Combustión Internafredy málaga100% (2)
- 2° Informe de MotoresDocument11 pages2° Informe de Motoresfredy málaga100% (1)
- El Transformador MonofasicoDocument12 pagesEl Transformador Monofasicofredy málaga75% (4)
- 1° Laboratorio Maquinas ElectricasDocument24 pages1° Laboratorio Maquinas Electricasfredy málagaNo ratings yet
- CooperAcción Opina - EL PUNTO DE QUIEBRE A PARTIR DEL CASO CONGADocument2 pagesCooperAcción Opina - EL PUNTO DE QUIEBRE A PARTIR DEL CASO CONGAfredy málagaNo ratings yet
- Programa LEDDocument3 pagesPrograma LEDfredy málagaNo ratings yet
- Labo 3-CompresoraDocument30 pagesLabo 3-Compresorafredy málagaNo ratings yet
- UNIDAD2Document24 pagesUNIDAD2fredy málagaNo ratings yet
- UNIDAD5Document96 pagesUNIDAD5fredy málaga100% (1)
- UNIDAD3Document31 pagesUNIDAD3fredy málagaNo ratings yet
- UNIDAD1Document18 pagesUNIDAD1fredy málagaNo ratings yet
- Horario 101Document11 pagesHorario 101fredy málagaNo ratings yet
- UNIDAD4Document61 pagesUNIDAD4fredy málaga50% (2)
- Horario 101Document11 pagesHorario 101Manuel Enrique Dominguez CastilloNo ratings yet
- Calendario Academico 2010-1 FIM UNIDocument1 pageCalendario Academico 2010-1 FIM UNIRubensaiDNo ratings yet
- VehÍculo Aéreo para La Adquisicion y TransmisiÓnDocument1 pageVehÍculo Aéreo para La Adquisicion y TransmisiÓnfredy málagaNo ratings yet
- Vehículos No TripuladosDocument59 pagesVehículos No Tripuladosfredy málagaNo ratings yet
- Publicado El 2007-10-29 Por RedacciónDocument2 pagesPublicado El 2007-10-29 Por Redacciónfredy málagaNo ratings yet
- Publicado El 2007-10-29 Por RedacciónDocument2 pagesPublicado El 2007-10-29 Por Redacciónfredy málagaNo ratings yet
- TruperDocument4 pagesTruperIvan HdezNo ratings yet
- Ingenieria Del ProyectoDocument11 pagesIngenieria Del ProyectoMarco Antonio Soto SonccoNo ratings yet
- Adobe TablaDocument1 pageAdobe TablaJoel Benjamin Aruni MontecinosNo ratings yet
- 031 Pintaciv GrafitoDocument2 pages031 Pintaciv GrafitoFernando ArzateNo ratings yet
- Calificacion de Procedimiento Asme Secc. IxDocument36 pagesCalificacion de Procedimiento Asme Secc. Ixjoseymonica2010No ratings yet
- Tipos de Industria BásicaDocument9 pagesTipos de Industria BásicaJazmin Arisbeth Cuervo CruzNo ratings yet
- Semo - Union Bertha - Wilfredo Aguilar SullcaDocument16 pagesSemo - Union Bertha - Wilfredo Aguilar Sullcaseguridad etubNo ratings yet
- S290-Microclean EsDocument5 pagesS290-Microclean EsChristian NoraBuenaNo ratings yet
- La Industria Metalmecanica Modulo11Document95 pagesLa Industria Metalmecanica Modulo11Uriel MorenoNo ratings yet
- Capitulo 11 GrooverDocument85 pagesCapitulo 11 Groovermanu100% (1)
- Guias para ProspeccionDocument17 pagesGuias para ProspeccionAnonymous ZiJ33fNo ratings yet
- 3 2 InteracMETALICOSDocument22 pages3 2 InteracMETALICOS20bd6553e0100% (1)
- Instrumental Quirurgico de OrtopediaDocument35 pagesInstrumental Quirurgico de OrtopediaKarly Julieth Echeverry FlorezNo ratings yet
- Mezcladora de Lavadero 8" PuenteDocument1 pageMezcladora de Lavadero 8" PuenteAnthony Berrios MunozNo ratings yet
- Act 3 MetalesDocument15 pagesAct 3 MetalesHiram Rico ValadezNo ratings yet
- Pia Procesos de ManufacturaDocument13 pagesPia Procesos de ManufacturaJavier MagañaNo ratings yet
- Wa0043Document285 pagesWa0043juanNo ratings yet
- Ejercicios Estequiometria Quimica Garzon GDocument3 pagesEjercicios Estequiometria Quimica Garzon GAndresArteaga100% (2)
- Trabajo Practico 1.1Document26 pagesTrabajo Practico 1.1Joseph Mera ZambranoNo ratings yet
- Metalurgia de PolvosDocument29 pagesMetalurgia de PolvosBruno AlcántaraNo ratings yet
- Hoja Taller Grupal 3 Óxidos y HidróxidosDocument6 pagesHoja Taller Grupal 3 Óxidos y HidróxidosLeonel Torres MejiaNo ratings yet
- Dop RacksDocument1 pageDop RacksRenzo Recuay GranadosNo ratings yet