You might also like
- Tipos de Aço e Sua ClassificaçãoDocument8 pagesTipos de Aço e Sua ClassificaçãoRenato MantaNo ratings yet
- Anexo 5 Calculo de Esforco MecanicoDocument129 pagesAnexo 5 Calculo de Esforco MecanicoGuilhermeLuísEberhardtNo ratings yet
- Catálogo TécnicoDocument5 pagesCatálogo TécnicoAntonio Carlos BassoNo ratings yet
- Etiqueta Adesiva Registro de Segurança NR-13 BP-ITB 2019Document1 pageEtiqueta Adesiva Registro de Segurança NR-13 BP-ITB 2019alexsandro_dias_1No ratings yet
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasFrom EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo ratings yet
- Iesa - Procedimento de Teste de EstanqueidadeDocument4 pagesIesa - Procedimento de Teste de EstanqueidadeMauroDosSantosCostaNo ratings yet
- 2015 08 20 Controle DcbisDocument2 pages2015 08 20 Controle DcbisRenatoCostaNo ratings yet
- Evs Visual DimensionalDocument9 pagesEvs Visual DimensionaljeffersonngmNo ratings yet
- EPS 14 SoldagemDocument18 pagesEPS 14 Soldagemneto-portoNo ratings yet
- Modelo Recalque TanquesDocument1 pageModelo Recalque TanquesAndersonNo ratings yet
- Inspetor de Dutos - Cetre - 2016 PDFDocument4 pagesInspetor de Dutos - Cetre - 2016 PDFMagno BernardoNo ratings yet
- Dimensionamento de Ligas Soldadas e ParafusadasDocument37 pagesDimensionamento de Ligas Soldadas e Parafusadascarolina loppesNo ratings yet
- Travaquedas Retráteis Com Cabo de AçoDocument27 pagesTravaquedas Retráteis Com Cabo de AçocarlosolmoNo ratings yet
- Iso-8859-1 Q 1 - Instala E7 F5es Industriais - Aula 1 e 2Document48 pagesIso-8859-1 Q 1 - Instala E7 F5es Industriais - Aula 1 e 2Greta Lais Boff ZortéaNo ratings yet
- N-2232 - Válvulas Gaveta PDFDocument18 pagesN-2232 - Válvulas Gaveta PDFMarcel Dandaro0% (1)
- NBR 7821 NB 89 - TanquesDocument65 pagesNBR 7821 NB 89 - TanquesMichelleferreirasantNo ratings yet
- ESAB OK Tipos de Certificados de Qualidade de ConsumiveisDocument4 pagesESAB OK Tipos de Certificados de Qualidade de Consumiveiswsfranca100% (1)
- 1.03.0 Laudo Tecnico - Os 120.0139 - Tambor 15464514 - NF 12969Document16 pages1.03.0 Laudo Tecnico - Os 120.0139 - Tambor 15464514 - NF 12969Sidnei RodriguesNo ratings yet
- Projeto 50.000.07.003-6 ESCADADocument16 pagesProjeto 50.000.07.003-6 ESCADArafael112712No ratings yet
- Val Aço Produtos Flanges Liso - DIN DIN 2576 - PN 10Document1 pageVal Aço Produtos Flanges Liso - DIN DIN 2576 - PN 10rererererererererereNo ratings yet
- Ligacão SoldadaDocument18 pagesLigacão SoldadaPatrickAndradeNo ratings yet
- Análise de Riscos Durante A Construção de Tanques de PetróleoDocument25 pagesAnálise de Riscos Durante A Construção de Tanques de PetróleoAntonio Fernando Navarro100% (1)
- Traducao Uw AsmeDocument28 pagesTraducao Uw AsmemarcosNo ratings yet
- N-1591 Ligas Metalicas e Metais - Teste Pelo Ima e Por PontoDocument22 pagesN-1591 Ligas Metalicas e Metais - Teste Pelo Ima e Por PontoLuciano RezendeNo ratings yet
- Ieis Techocean 001-15 Ocean RigDocument1 pageIeis Techocean 001-15 Ocean RigFernando Bardela100% (1)
- NBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de AcoDocument7 pagesNBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de Acomarizajribeiro78@gmail.comNo ratings yet
- Processo Metalúrgica Pb.Document77 pagesProcesso Metalúrgica Pb.Evandro CoelhoNo ratings yet
- Planilha Consumo ConsumiveisDocument5 pagesPlanilha Consumo ConsumiveisMauro CostaNo ratings yet
- Catálogo Eletrodo Níquel e Ligas Xuper Nucleotec 2222 - Eutectic Castplin - 2010 - 2pDocument2 pagesCatálogo Eletrodo Níquel e Ligas Xuper Nucleotec 2222 - Eutectic Castplin - 2010 - 2pWellington S. FrançaNo ratings yet
- Relatório de Inspeção Do Equipamento PDFDocument2 pagesRelatório de Inspeção Do Equipamento PDFDaniel BeckerNo ratings yet
- Ajustes e ToleranciasDocument29 pagesAjustes e ToleranciasElenildo BastosNo ratings yet
- Suporte de MolaDocument24 pagesSuporte de MolaRafaNo ratings yet
- Po Cebrapi 002a 0 PDFDocument32 pagesPo Cebrapi 002a 0 PDFWesley FilhoNo ratings yet
- Abrigo CG - WhatemartinsDocument2 pagesAbrigo CG - Whatemartinsanderson_ac658No ratings yet
- EG-S-401 Fabricacao Estrutura Metalica Rev 1Document19 pagesEG-S-401 Fabricacao Estrutura Metalica Rev 1Nathália SenaNo ratings yet
- Inspeção CaldeiraDocument7 pagesInspeção CaldeiraJorginio GomesNo ratings yet
- Normas de Qualificacao e FabricacaoDocument25 pagesNormas de Qualificacao e FabricacaoHeygleson Henrique de MirandaNo ratings yet
- Cálculo AbraçadeiraDocument1 pageCálculo AbraçadeiraSandro AraújoNo ratings yet
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEFrom EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo ratings yet
- Calculo de TamposDocument16 pagesCalculo de TamposBernardo PetersonNo ratings yet
- Esforços Devido Ao Vento Nas Edificações NBR6123Document91 pagesEsforços Devido Ao Vento Nas Edificações NBR6123William PolNo ratings yet
- PDF API 650 FbtsDocument2 pagesPDF API 650 FbtsWanderley FonsecaNo ratings yet
- Memorial de CalculoDocument9 pagesMemorial de Calculochristian carvalhoNo ratings yet
- ESAB OK Significado Do Sufixo GDocument1 pageESAB OK Significado Do Sufixo GwsfrancaNo ratings yet
- Controle de Desempenho de SoldadoresDocument2 pagesControle de Desempenho de SoldadoresRodrigo SousaNo ratings yet
- Apresentacao Do Curso Tecno-Sert - Rev - 0!02!06-2012Document49 pagesApresentacao Do Curso Tecno-Sert - Rev - 0!02!06-2012ocimarfNo ratings yet
- N 2684 - PETROBRAS - Estruturas Oceânicas - Olhal de Içamento - DimensionamentoDocument14 pagesN 2684 - PETROBRAS - Estruturas Oceânicas - Olhal de Içamento - DimensionamentohydroNo ratings yet
- Manual de TermoformagemDocument29 pagesManual de TermoformagemAlessandro Garrefa100% (1)
- Caldeiras Erosão No Tubo Do BankDocument8 pagesCaldeiras Erosão No Tubo Do Bankorea1No ratings yet
- Databook - Maracanau - Gradeamento de Rastelo Rev 01 PDFDocument140 pagesDatabook - Maracanau - Gradeamento de Rastelo Rev 01 PDFSANEcontroller ENGENHARIA E MEIO AMBIENTENo ratings yet
- N-0076 - Materiais de TubulaçãoDocument145 pagesN-0076 - Materiais de TubulaçãoMoisés MonteiroNo ratings yet
- Ultrassom AsmeDocument2 pagesUltrassom AsmeJoao Osmar CorreaNo ratings yet
- NBR 13861 - Transportadores Continuos - Correias Transportadoras - Armazenagem Embalagem e ManuseDocument5 pagesNBR 13861 - Transportadores Continuos - Correias Transportadoras - Armazenagem Embalagem e ManuseThiagoProjetos100% (1)
- Catalago Valvula de Alivio AscaDocument2 pagesCatalago Valvula de Alivio AscaJozoio Ferreira100% (1)
- Cálculo de Tubulação para VaporDocument4 pagesCálculo de Tubulação para VaporfrobertocardosoNo ratings yet
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoFrom EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo ratings yet
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaFrom EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo ratings yet
- Planilha Do EngenheiroDocument233 pagesPlanilha Do EngenheiroEng° Dimas Mariano100% (2)
- Acosinoxidaveis SoldagemDocument6 pagesAcosinoxidaveis SoldagemRafael SoaresNo ratings yet
- Ciro Toledo - Fresta PDFDocument0 pagesCiro Toledo - Fresta PDFbafoncio13579No ratings yet
- Dicionário Técnico NavalDocument204 pagesDicionário Técnico NavalRafael Soares100% (1)
- Dicionario de Termos Tecnicos de EngenhariaDocument472 pagesDicionario de Termos Tecnicos de EngenhariaRafael MesquitaNo ratings yet
- Metalurgia Da SoldagemDocument50 pagesMetalurgia Da SoldagemRafael SoaresNo ratings yet
- QuimicaDocument2 pagesQuimicaAline AlvesNo ratings yet
- Classificação, Composição e Superfícies Dos Coloides No COTIDIANODocument12 pagesClassificação, Composição e Superfícies Dos Coloides No COTIDIANOAnonymous UYDJtUnNo ratings yet
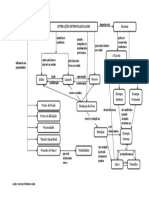
- Fluxograma de BlocosDocument34 pagesFluxograma de BlocosElmo Sena JúniorNo ratings yet
- Cinética ResolvidaDocument6 pagesCinética ResolvidajnfjjuniorNo ratings yet
- Adensamento Do SoloDocument26 pagesAdensamento Do SoloDenise AlmeidaNo ratings yet
- Determinação de Ácido Acético em Vinagre ComercialDocument5 pagesDeterminação de Ácido Acético em Vinagre ComercialflokadaNo ratings yet
- Catalogo de Acessorios 2017-2018 - MAKITADocument288 pagesCatalogo de Acessorios 2017-2018 - MAKITARobinson ThomaziNo ratings yet
- Trocadores de CalorDocument33 pagesTrocadores de CalorJefferson SamuelNo ratings yet
- Nomenclatura IUPAC Compostos InorganicosDocument14 pagesNomenclatura IUPAC Compostos InorganicosNocas100% (1)
- Curva ABC - Planilha OrçamentáriaDocument21 pagesCurva ABC - Planilha OrçamentáriaJean SantosNo ratings yet
- 2 Série - Química - TRILHA - Semana 18Document1 page2 Série - Química - TRILHA - Semana 18Juvenal S. PereiraNo ratings yet
- Células Eletroquímicas - Roteiro Aula PraticaDocument4 pagesCélulas Eletroquímicas - Roteiro Aula PraticaAdilarNo ratings yet
- Mapa Conceitual - Interações e EnergiaDocument1 pageMapa Conceitual - Interações e EnergiaGerson LimaNo ratings yet
- PCM2 2019-2 XPS e Esp AugerDocument50 pagesPCM2 2019-2 XPS e Esp AugerMarcelo SouzaNo ratings yet
- Analisador de GasesDocument2 pagesAnalisador de GasesDaniel NóbregaNo ratings yet
- Relatório 1 - RecristalizaçãoDocument9 pagesRelatório 1 - RecristalizaçãoAlexander JuniorNo ratings yet
- FQT2 - Lista 01 - LiquidosDocument3 pagesFQT2 - Lista 01 - LiquidosLeo RugieriNo ratings yet
- Banner Uenf Confit JOANA FinalDocument1 pageBanner Uenf Confit JOANA FinalAna Lucia DieguesNo ratings yet
- Tubulações e Conexões AeronáuticasDocument7 pagesTubulações e Conexões AeronáuticasAnderson E TatiNo ratings yet
- Lista 01 Unidade I FCMDocument3 pagesLista 01 Unidade I FCMEliesio OliveiraNo ratings yet
- Modulo de Elasticidade Materiais EngDocument1 pageModulo de Elasticidade Materiais EngJohnny Pereira de Sousa0% (1)
- Aço Destinado Às Armaduras para Estruturas de Concreto Armado - RequisitosDocument4 pagesAço Destinado Às Armaduras para Estruturas de Concreto Armado - RequisitosSUMEHACK HackmanNo ratings yet
- Trab. As Ligações Do Átomo de CarbonoDocument12 pagesTrab. As Ligações Do Átomo de CarbonoFrancisco André Panzo Kaiaka DeflóNo ratings yet
- Alvenaria Estrutural - Resumo Completo - Pablo e MuriloDocument20 pagesAlvenaria Estrutural - Resumo Completo - Pablo e MuriloMurilo GabrielNo ratings yet
- Mecanismo - 2014Document30 pagesMecanismo - 2014Gerson Lima100% (1)
- Aula 5 - Ensaio de Flexão e DobramentoDocument18 pagesAula 5 - Ensaio de Flexão e DobramentoPaulo Victor TosoNo ratings yet
- Pec 11Document37 pagesPec 11betoassuncaoNo ratings yet
- Aula 06 - Reações de EliminaçãoDocument32 pagesAula 06 - Reações de EliminaçãoMarina Leite100% (1)
- Apresentação Da Disciplina de Processos Químicos Industriais Da UspDocument19 pagesApresentação Da Disciplina de Processos Químicos Industriais Da Usppacesar482No ratings yet