You might also like
- ENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFDocument2 pagesENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFGlaucius Borba50% (2)
- Water Motor: Figure 105 Is A Perspective View of ADocument4 pagesWater Motor: Figure 105 Is A Perspective View of AHenry Pannell100% (1)
- Nano Ic EngineDocument12 pagesNano Ic EngineVinod JadavNo ratings yet
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdNo ratings yet
- Popular Mechanics Plans-Small Horizontal Steam EngineDocument5 pagesPopular Mechanics Plans-Small Horizontal Steam Enginebogtudor100% (2)
- Hot AirEngine PDFDocument9 pagesHot AirEngine PDFHenry PannellNo ratings yet
- Building A Six-Inch Turret LatheDocument5 pagesBuilding A Six-Inch Turret LatheJan SteinmanNo ratings yet
- Plans For Small Horizontal Steam EngineDocument5 pagesPlans For Small Horizontal Steam Engineglue2No ratings yet
- Simplified Steam Engine and Boiler 1937Document5 pagesSimplified Steam Engine and Boiler 1937Anghel Curty Jr.100% (1)
- Building: LatheDocument60 pagesBuilding: LathePierre799es86% (7)
- DIY Plans - Model Steam Marine EngineDocument5 pagesDIY Plans - Model Steam Marine Enginemigss107483% (6)
- Fueless Space EngineDocument6 pagesFueless Space Enginecvele77100% (1)
- 3 in Shaper PDFDocument5 pages3 in Shaper PDFRob NairNo ratings yet
- Steam EngineDocument4 pagesSteam EngineimgopalNo ratings yet
- Ins Ha Per 1Document5 pagesIns Ha Per 1David SaylorNo ratings yet
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsFrom EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNo ratings yet
- Quorn: Tool and Cutter GrinderDocument5 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- Quorn User Manual PDFDocument31 pagesQuorn User Manual PDFtaiwest100% (1)
- Center Punch Grinding JigDocument2 pagesCenter Punch Grinding JigmododanNo ratings yet
- Vintage Power Tool Plans 1950sDocument180 pagesVintage Power Tool Plans 1950sPierre799es100% (5)
- More Tricks With The: "Quorn"Document5 pagesMore Tricks With The: "Quorn"Dan HendersonNo ratings yet
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- Clayton Steam Truck-Ocr PDFDocument76 pagesClayton Steam Truck-Ocr PDFbackyardcnc100% (1)
- Ajax Model Engineer 1947Document4 pagesAjax Model Engineer 1947Stewart RunnallsNo ratings yet
- Mini Milldiy PDFDocument6 pagesMini Milldiy PDFCelso Ari Schlichting100% (1)
- Skeleton Clock: The Construction of ADocument16 pagesSkeleton Clock: The Construction of Apancholopez2014No ratings yet
- 6 in ShaperDocument4 pages6 in ShaperRed Warrant100% (1)
- Lathe Design ADocument3 pagesLathe Design AFrenchwolf420100% (1)
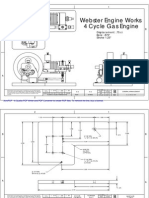
- Webster Engine Works 4 Cycle Gas Engine: Displacement: .75 Ci Bore: .875" Stroke 1.25"Document21 pagesWebster Engine Works 4 Cycle Gas Engine: Displacement: .75 Ci Bore: .875" Stroke 1.25"Julio Raizer100% (1)
- Lewis MillDocument9 pagesLewis MillCelso Ari Schlichting100% (2)
- A Simple Small Metalworking ShaperDocument7 pagesA Simple Small Metalworking ShaperĐặng Ngọc Hùng100% (2)
- 8454 PDFDocument72 pages8454 PDFjon@libertyintegrationcom100% (2)
- Steam Powered Corkscrew StoryDocument8 pagesSteam Powered Corkscrew StoryAhmet MetinNo ratings yet
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- Plans For Bench GrinderDocument2 pagesPlans For Bench GrinderFernando Morocho100% (1)
- Model EngineDocument432 pagesModel Enginejcrisso100% (4)
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningFrom EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningRating: 2.5 out of 5 stars2.5/5 (2)
- Web QCGBDocument19 pagesWeb QCGBpramponiNo ratings yet
- Concrete LatheDocument41 pagesConcrete Latherandom55No ratings yet
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- MotorBoys MembersOnly PlanBookDocument113 pagesMotorBoys MembersOnly PlanBookriofeliz100% (1)
- How To Create A Propeller BladelDocument19 pagesHow To Create A Propeller BladelLacramioara Veronica MalaelNo ratings yet
- Naca 4412Document19 pagesNaca 4412Ashfaq AhamedNo ratings yet
- Adv Surface Design R20 EVALDocument60 pagesAdv Surface Design R20 EVALa7254223No ratings yet
- V5GSD 1 PDFDocument61 pagesV5GSD 1 PDFAdi Pax PandzicNo ratings yet
- CCNA 4 Exploration v4.0 Module 6 Answer: Hot RED!Document5 pagesCCNA 4 Exploration v4.0 Module 6 Answer: Hot RED!Lacramioara Veronica MalaelNo ratings yet
- Penetrant TestingDocument34 pagesPenetrant TestingfallalovaldesNo ratings yet
- CATIA RenderingDocument16 pagesCATIA RenderingLeon AhaomaNo ratings yet
- French EbookDocument222 pagesFrench EbookEddy Ahmed100% (2)
- Catia Part DesignDocument244 pagesCatia Part DesignNavaneeth KGNo ratings yet
- Communication Progressive FR - Intermediaire-CoverDocument2 pagesCommunication Progressive FR - Intermediaire-CoverLacramioara Veronica MalaelNo ratings yet
- Catia Manual: Final Year Project and Technical ReportDocument1 pageCatia Manual: Final Year Project and Technical ReportjuihgNo ratings yet
- Communication Progressive FR - Intermediaire-CoverDocument2 pagesCommunication Progressive FR - Intermediaire-CoverLacramioara Veronica MalaelNo ratings yet
- Catia Part11Document13 pagesCatia Part11luluNo ratings yet
- Your First Part, Start To Finish 1 3 Getting StartedDocument3 pagesYour First Part, Start To Finish 1 3 Getting StartedjuihgNo ratings yet
- Catia Part07Document19 pagesCatia Part07luluNo ratings yet
- Catia Part06Document15 pagesCatia Part06luluNo ratings yet
- Catia Part08Document17 pagesCatia Part08luluNo ratings yet
- Catia Part10Document19 pagesCatia Part10Rajaram KamathNo ratings yet
- Catia Part09Document21 pagesCatia Part09luluNo ratings yet
- Catia Part05Document12 pagesCatia Part05luluNo ratings yet
- Catia Part03Document16 pagesCatia Part03Vali EnciuNo ratings yet
- Catia Part04Document13 pagesCatia Part04luluNo ratings yet
- Catia Part02Document12 pagesCatia Part02luluNo ratings yet
- Catia Part01Document10 pagesCatia Part01luluNo ratings yet
- ArboreleChirita ModelDocument1 pageArboreleChirita ModelLacramioara Veronica MalaelNo ratings yet
- Operation Manual: Visatron®Document62 pagesOperation Manual: Visatron®Dragonta GontaNo ratings yet
- Service Station Manual: Typhoon 50 4t 4vDocument188 pagesService Station Manual: Typhoon 50 4t 4vJoelPineau100% (1)
- Fse400-450 Parts Motor 05Document34 pagesFse400-450 Parts Motor 05Iñaki PerezNo ratings yet
- Despiece IDB 1250Document2 pagesDespiece IDB 1250MarcosNo ratings yet
- Arctic Cat 2011 DVX 90 and 90 Utility Service ManualDocument8 pagesArctic Cat 2011 DVX 90 and 90 Utility Service Manualsandra100% (49)
- TNT25 Engine Intro (HD)Document90 pagesTNT25 Engine Intro (HD)Miguel LemosNo ratings yet
- Benz Motor PDFDocument65 pagesBenz Motor PDFclcasal100% (2)
- FW Murphy Level Maintainer ManualDocument14 pagesFW Murphy Level Maintainer ManualIRWIN_DSOUZANo ratings yet
- 1983 XVZ12TD K Parts CatalogDocument118 pages1983 XVZ12TD K Parts CatalogKevin M. CampbellNo ratings yet
- Farm Power and MachinaryDocument101 pagesFarm Power and MachinarySushant YadavNo ratings yet
- C12 Acert 2Document4 pagesC12 Acert 2Pablo AlexisNo ratings yet
- Price List Sprepart-Megelli SeriesDocument4 pagesPrice List Sprepart-Megelli SeriesVirga NantaNo ratings yet
- Lubrication System Caterpilar - GuideDocument50 pagesLubrication System Caterpilar - Guideleidy100% (1)
- Two Stroke Piston DiagnosisDocument5 pagesTwo Stroke Piston Diagnosisnebnik100% (2)
- FG85Document701 pagesFG85papajoel8290% (10)
- CBF110 PDFDocument110 pagesCBF110 PDFRonald Valladolid CapuñayNo ratings yet
- Module-I Notes PDFDocument35 pagesModule-I Notes PDFNAVEEN H ENo ratings yet
- Reman Catalogus CNHDocument145 pagesReman Catalogus CNHMMM-MMM100% (2)
- 6HK1Document70 pages6HK1Yew LimNo ratings yet
- Technical Manual of SP Series V2.0Document159 pagesTechnical Manual of SP Series V2.0Renzo GonzalezNo ratings yet
- Jin Bei ManualDocument300 pagesJin Bei Manualrjan7pe100% (6)
- Pulsar150ug4 PDFDocument75 pagesPulsar150ug4 PDFsouvik hazraNo ratings yet
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDocument58 pagesMaintenance Intervals: Operation and Maintenance Manual ExcerptCarlos Bruno Matos100% (1)
- Catalogues$ci LPK 2518HD BS3 Cum PDFDocument322 pagesCatalogues$ci LPK 2518HD BS3 Cum PDFSajan AhmedNo ratings yet
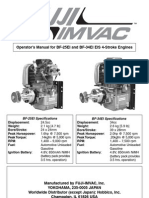
- Fuji 4 Stroke 34 CCDocument12 pagesFuji 4 Stroke 34 CCKaryawan WawanNo ratings yet
- Boxer Bm150 SPCDocument72 pagesBoxer Bm150 SPCGabriel ZamoraNo ratings yet
- Subaru Engines Eh64 Eh65 Eh72 ServiceDocument85 pagesSubaru Engines Eh64 Eh65 Eh72 ServicePappa Mihai RazvanNo ratings yet
- Pleasure 130511040643 Phpapp02Document93 pagesPleasure 130511040643 Phpapp02S Shankari92% (12)
- TM9 1755BB EngineDocument331 pagesTM9 1755BB EngineAmiVolatNo ratings yet
- Service Manual 1021FDocument1,659 pagesService Manual 1021FJorge Lopez100% (7)