You might also like
- Diseño de un Sauna con cámaras secas y húmedasDocument77 pagesDiseño de un Sauna con cámaras secas y húmedasCarlosGordillo83% (6)
- Validación esterilización vaporDocument4 pagesValidación esterilización vaporBetancur AlejandroNo ratings yet
- WPS Aluminio 6061 T6Document5 pagesWPS Aluminio 6061 T6Alvaro BurgosNo ratings yet
- Gases de ProteccionDocument31 pagesGases de ProteccionJoel Martel GabrielNo ratings yet
- Proceso de Soldadura GmawDocument33 pagesProceso de Soldadura GmawHugo Ferro CuellarNo ratings yet
- Introducción al Soldeo por Arco Protegido con GasDocument20 pagesIntroducción al Soldeo por Arco Protegido con Gasnagola10No ratings yet
- Tipos de Piel y CuidadosDocument2 pagesTipos de Piel y CuidadosGustavo AcostaNo ratings yet
- Cámara de PurgaDocument8 pagesCámara de Purgaclaudiobicente2010No ratings yet
- Propiedades molares parcialesDocument14 pagesPropiedades molares parcialesJesús Yair Mejía SánchezNo ratings yet
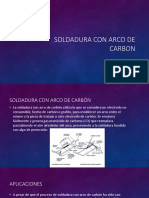
- Soldadura con arco de carbón: proceso y aplicacionesDocument14 pagesSoldadura con arco de carbón: proceso y aplicacionesrodolfoNo ratings yet
- Soldadura OxiacetilenicaDocument19 pagesSoldadura OxiacetilenicaCarlos Javier SaezNo ratings yet
- Soldadura TIGDocument20 pagesSoldadura TIGLucas VilteNo ratings yet
- C5. Gases para Soldadura y CorteDocument64 pagesC5. Gases para Soldadura y CorteALEXIS MARTINEZNo ratings yet
- AluminotermiaDocument12 pagesAluminotermiaStar Gum50% (4)
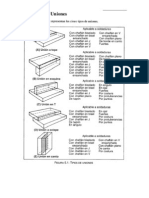
- Manual de Soldadura Und 5 Tipos de UnionesDocument18 pagesManual de Soldadura Und 5 Tipos de UnionesGustavoWalterosLarrotta100% (3)
- Alambres Electrodos GmawDocument12 pagesAlambres Electrodos GmawJulian MarinNo ratings yet
- Transporte de SedimentosDocument6 pagesTransporte de SedimentosErika ArmijosNo ratings yet
- Procesos de Corte - SoldaduraDocument12 pagesProcesos de Corte - SoldaduraTania Gonzalez100% (1)
- 4 TigDocument31 pages4 Tigmarius moldovanNo ratings yet
- Gases de SoldaduraDocument13 pagesGases de SoldaduraAntonioNo ratings yet
- Proceso Mig-MagDocument38 pagesProceso Mig-MagRonaldo Sebastian Zeballos FernandezNo ratings yet
- Procesos Con Gas-T.I.G.Document42 pagesProcesos Con Gas-T.I.G.quiron2010100% (1)
- Gases de Sold IiDocument25 pagesGases de Sold IiMiguel angel Bautista bacaNo ratings yet
- Gases-de-Proteccion GMAW INADEH 2024 GENE VISBALDocument19 pagesGases-de-Proteccion GMAW INADEH 2024 GENE VISBALarquitectofvisbalNo ratings yet
- Gases-de-ProteccionDocument19 pagesGases-de-ProteccionarquitectofvisbalNo ratings yet
- Gases de Protección SoldaduraDocument19 pagesGases de Protección SoldaduraPWolf YuniiNo ratings yet
- Trabajo de Investigación (Gases y Corte de Metales)Document17 pagesTrabajo de Investigación (Gases y Corte de Metales)Oscar GuayanaNo ratings yet
- Gases de Proteccion de Soldadura UntDocument33 pagesGases de Proteccion de Soldadura UntJosé NúñezNo ratings yet
- Introducción Al Soldeo Por Arco Protegido Con Gas (I) PDFDocument26 pagesIntroducción Al Soldeo Por Arco Protegido Con Gas (I) PDFnagola10100% (1)
- Protección de La SoldaduraDocument4 pagesProtección de La SoldaduraGerli TeranNo ratings yet
- Gases de ProteccionDocument7 pagesGases de ProteccionWagner Luis PONCE CASTILLONo ratings yet
- Tipos de LlamasDocument7 pagesTipos de LlamasJesus RomeroNo ratings yet
- Introduccin Al Soldeo Por Arco Protegido Con GasDocument14 pagesIntroduccin Al Soldeo Por Arco Protegido Con GasFlor Olenka Loza SihuasNo ratings yet
- Tipos de Soldadura y AplicacionesDocument4 pagesTipos de Soldadura y AplicacionesEddi ChuraNo ratings yet
- Soldadura Arco Electrico IV, VDocument8 pagesSoldadura Arco Electrico IV, VAndres Martinez MezaNo ratings yet
- MigMag Curso 2021Document40 pagesMigMag Curso 2021Nicolas GandolfoNo ratings yet
- Proceso FCAWDocument8 pagesProceso FCAWAldo Velarde TorresNo ratings yet
- Soldadura Por Arco EléctricoDocument11 pagesSoldadura Por Arco EléctricoFernando MarceloNo ratings yet
- Tarea 1.7 Procesos de DecarburizaciónDocument4 pagesTarea 1.7 Procesos de DecarburizaciónReyli LealNo ratings yet
- Tig 1Document43 pagesTig 1Nicolas GandolfoNo ratings yet
- Flama OxiacetilénicaDocument29 pagesFlama OxiacetilénicaKent RobinsonNo ratings yet
- Trabajo de Manufacturas Mig FinalDocument29 pagesTrabajo de Manufacturas Mig FinalDavid Felipe CardenasNo ratings yet
- Soldadura OFWDocument3 pagesSoldadura OFWEduardo TrejoNo ratings yet
- Tema 1.2 - Soldeo Oxigas y Procesos EspecialesDocument10 pagesTema 1.2 - Soldeo Oxigas y Procesos EspecialesPericodelosPalotesNo ratings yet
- FCAWDocument11 pagesFCAWsmeykelNo ratings yet
- Gases SoldaduraDocument5 pagesGases SoldaduraYei VeemeNo ratings yet
- Guía de Soldadura de Aluminio Con OxiacetilenoDocument5 pagesGuía de Soldadura de Aluminio Con OxiacetilenoNicolas Prado OrellanaNo ratings yet
- Proceso Soldadura GMAWDocument33 pagesProceso Soldadura GMAWMario Solis100% (3)
- Seleccion de Gas de Proteccion PDFDocument6 pagesSeleccion de Gas de Proteccion PDFjensdcvNo ratings yet
- Soldabilidad Del AluminioDocument21 pagesSoldabilidad Del AluminioEmilce Bogado MartinezNo ratings yet
- Procesos de SoldaduraDocument6 pagesProcesos de SoldaduraJennifer SmallNo ratings yet
- Procesos superficiales metalesDocument13 pagesProcesos superficiales metalesEdwin PozoNo ratings yet
- 8va. Clase-Consumibles en La Soldadura Mig-MagDocument43 pages8va. Clase-Consumibles en La Soldadura Mig-MagAnonymous tI6cgOO7NANo ratings yet
- Cap 4Document10 pagesCap 4brandonNo ratings yet
- Curso: Procesos de Manufactura. Modulo: Soldadura: Universidad Nacional "San Luis Gonzaga"Document31 pagesCurso: Procesos de Manufactura. Modulo: Soldadura: Universidad Nacional "San Luis Gonzaga"Ronal aragonez pomaNo ratings yet
- Cuestionario RetroDocument4 pagesCuestionario RetroJuan Gonzales PallaresNo ratings yet
- Soldadura ResumenDocument20 pagesSoldadura ResumenIsack MaydanaNo ratings yet
- Tig 3Document13 pagesTig 3labingles89No ratings yet
- Norma TicDocument9 pagesNorma TicGelber BallonNo ratings yet
- Acero, Fundicion y Aceros Inoxidables - Colores de Los CilindrosDocument8 pagesAcero, Fundicion y Aceros Inoxidables - Colores de Los CilindrosHenry ApolinarioNo ratings yet
- Soldadura Eléctrica Al ArcoDocument2 pagesSoldadura Eléctrica Al ArcoJorge Luis Can MonroyNo ratings yet
- Soldadura 4Document5 pagesSoldadura 4Joan Stiven Sarmiento ForeroNo ratings yet
- 6 - Introducción Al Proceso de Soldeo Con Protección Gas PDFDocument91 pages6 - Introducción Al Proceso de Soldeo Con Protección Gas PDFIñaki JaritNo ratings yet
- Informe Topicos II TIG MetalurgicaDocument13 pagesInforme Topicos II TIG MetalurgicaRichard Pilar ElguetaNo ratings yet
- Praxair México, S. A. de C. V.: El Proceso TIG y Las MezclasDocument37 pagesPraxair México, S. A. de C. V.: El Proceso TIG y Las MezclasLALO800420No ratings yet
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAFrom EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANo ratings yet
- Crear función Menor MySQLDocument9 pagesCrear función Menor MySQLGustavoWalterosLarrottaNo ratings yet
- Posible Error de La Tabla Curso laboratorioSQLDocument4 pagesPosible Error de La Tabla Curso laboratorioSQLGustavoWalterosLarrottaNo ratings yet
- Ejercicios en SQLDocument3 pagesEjercicios en SQLfanigssNo ratings yet
- Crear Funciones Mysql 1Document7 pagesCrear Funciones Mysql 1GustavoWalterosLarrottaNo ratings yet
- Crear Funciones Mysql 1Document7 pagesCrear Funciones Mysql 1GustavoWalterosLarrottaNo ratings yet
- Crear y Llamar Funciones 2Document11 pagesCrear y Llamar Funciones 2GustavoWalterosLarrottaNo ratings yet
- Crear Funciones Mysql 1Document7 pagesCrear Funciones Mysql 1GustavoWalterosLarrottaNo ratings yet
- Consultas de Fechas MysqlDocument12 pagesConsultas de Fechas MysqlGustavoWalterosLarrottaNo ratings yet
- Triggers 110911083953 Phpapp01Document14 pagesTriggers 110911083953 Phpapp01Jorge CalderonNo ratings yet
- Triggers o Dispadores Por Gustavo Walteros LarrottaDocument13 pagesTriggers o Dispadores Por Gustavo Walteros LarrottaGustavoWalterosLarrottaNo ratings yet
- 2 Programas Almacenados PDFDocument74 pages2 Programas Almacenados PDFMiguel Angel Chipana BarrientosNo ratings yet
- Triggers o Dispadores Por Gustavo Walteros LarrottaDocument13 pagesTriggers o Dispadores Por Gustavo Walteros LarrottaGustavoWalterosLarrottaNo ratings yet
- Triggers Tutorial 2Document15 pagesTriggers Tutorial 2GustavoWalterosLarrottaNo ratings yet
- Triggers o Dispadores Por Gustavo Walteros LarrottaDocument13 pagesTriggers o Dispadores Por Gustavo Walteros LarrottaGustavoWalterosLarrottaNo ratings yet
- Manual de Soldadura Unidad 1Document4 pagesManual de Soldadura Unidad 1lugre7156No ratings yet
- Cálculo de Estructuras de AceroDocument42 pagesCálculo de Estructuras de AceroGustavoWalterosLarrottaNo ratings yet
- 06 Simbolizacion de Las SoldadurasDocument12 pages06 Simbolizacion de Las SoldadurasGustavoWalterosLarrotta100% (2)
- Manual de Soldadura Un 4 Fuentes de Enrgia Soldadura Por ArcoDocument8 pagesManual de Soldadura Un 4 Fuentes de Enrgia Soldadura Por ArcoGustavoWalterosLarrotta100% (1)
- DS 24483 - Reglamento de Ley 19172 - Proteccion RadiologicaDocument33 pagesDS 24483 - Reglamento de Ley 19172 - Proteccion RadiologicaFernando Ruiz100% (1)
- TS - MineríaDocument17 pagesTS - MineríaFelipe CruzNo ratings yet
- Catalogo Neumann Linea FK 1000Document8 pagesCatalogo Neumann Linea FK 1000rafalejandro78No ratings yet
- Nomenclatura QuimicaDocument8 pagesNomenclatura QuimicaMIGUEL ANGEL CUBILLOS JIMENEZNo ratings yet
- Ensayos materiales UPCDocument38 pagesEnsayos materiales UPCrickNo ratings yet
- Hoja Guia Elaboracion de Yogurt Con FrutasDocument3 pagesHoja Guia Elaboracion de Yogurt Con FrutasLuis Barrera100% (2)
- Une Ne 278-4-2012Document3 pagesUne Ne 278-4-2012mariofontanillsNo ratings yet
- Ejercicios Resueltos y TeoriaDocument63 pagesEjercicios Resueltos y TeoriaAlejandro Hernanz TurleyNo ratings yet
- Solubilidad y factores que la afectanDocument9 pagesSolubilidad y factores que la afectanSergio Jose Segura AmayaNo ratings yet
- Hemodinamia IDocument5 pagesHemodinamia IJuan Jose GodoyNo ratings yet
- Removedor de Pinturas-Sipa-2016.Document2 pagesRemovedor de Pinturas-Sipa-2016.Don GonzaloNo ratings yet
- Practica 01 - ElectrostáticaDocument3 pagesPractica 01 - ElectrostáticaJesús A. CombarizaNo ratings yet
- Microscopio Primera ParteDocument3 pagesMicroscopio Primera Partejulia roman ori100% (1)
- Tallelr 1Document19 pagesTallelr 1Lourdes CastilloNo ratings yet
- Evapotranspiración de referencia: métodos para su determinaciónDocument69 pagesEvapotranspiración de referencia: métodos para su determinaciónBeatriz Toledo AndiaNo ratings yet
- Ácidos y bases orgánicas de Brönsted-Lowry y LewisDocument5 pagesÁcidos y bases orgánicas de Brönsted-Lowry y LewisMILTON YAHIR OCHOA CASTA�EDANo ratings yet
- Informe del monitoreo del recurso hídrico de Risaralda 2016Document16 pagesInforme del monitoreo del recurso hídrico de Risaralda 2016ELENA ESTEFANIA PELAEZ GRISALESNo ratings yet
- Hoja Tarea PropeDocument3 pagesHoja Tarea PropeTheCragor ..No ratings yet
- Catalogo RZ1-K MicaDocument2 pagesCatalogo RZ1-K Micaalex QuirosNo ratings yet
- EJERCICIOS - Mecánica de FluidosDocument12 pagesEJERCICIOS - Mecánica de FluidosKarenGarciaGrandaNo ratings yet
- Reacción Química de La Descomposición de Agua OxigenadaDocument4 pagesReacción Química de La Descomposición de Agua OxigenadaLilibeth MorenoNo ratings yet
- Patologias Del Las Estructuras Del HormigonDocument7 pagesPatologias Del Las Estructuras Del HormigonSilvia HzNo ratings yet
- Detergentes Exposicion FinalDocument21 pagesDetergentes Exposicion FinalJhosymarSantosGutierrez100% (1)
- 4° Práctica de LaboratorioDocument20 pages4° Práctica de LaboratorioLUIS JAIME RAMOS POMPANo ratings yet
- Estimación de La Ley de Corte Critica - Rincon MineroDocument14 pagesEstimación de La Ley de Corte Critica - Rincon MineroEdwin MinasNo ratings yet