You might also like
- Pom AssignmentDocument3 pagesPom AssignmentKartik BishtNo ratings yet
- Speech Delivered at Partnership Summit by Prof. C K PrahaladDocument11 pagesSpeech Delivered at Partnership Summit by Prof. C K PrahaladArvind JaiswalNo ratings yet
- Right Man for the Wrong Job at XANitesDocument4 pagesRight Man for the Wrong Job at XANitesSidharth SamantarayNo ratings yet
- Role of MNCs and Swap Deals in India's Business EnvironmentDocument17 pagesRole of MNCs and Swap Deals in India's Business EnvironmentMichael SolisNo ratings yet
- HumanResourceManagement MB009 QuestionDocument20 pagesHumanResourceManagement MB009 QuestionAiDLo100% (1)
- HRD in ToyotaDocument3 pagesHRD in ToyotaLai Thanh SonNo ratings yet
- Creating the Innovation Culture: leveraging visionaries, dissenters, and other useful troublemakers in your organizationFrom EverandCreating the Innovation Culture: leveraging visionaries, dissenters, and other useful troublemakers in your organizationNo ratings yet
- How CIOs Can Bring Business And IT Together: How CIOs Can Use Their Technical Skills To Help Their Company Solve Real-World Business ProblemsFrom EverandHow CIOs Can Bring Business And IT Together: How CIOs Can Use Their Technical Skills To Help Their Company Solve Real-World Business ProblemsNo ratings yet
- CEO Interviews - v.S.S. Mani, Founder and CEO, JustDial - Speed Dial For Growth - CIODocument7 pagesCEO Interviews - v.S.S. Mani, Founder and CEO, JustDial - Speed Dial For Growth - CIObojjavenkataramanaNo ratings yet
- Adaptive: Scaling Empathy and Trust to Create Workplace NirvanaFrom EverandAdaptive: Scaling Empathy and Trust to Create Workplace NirvanaNo ratings yet
- The ITSM Iron Triangle: Incidents, changes and problemsFrom EverandThe ITSM Iron Triangle: Incidents, changes and problemsRating: 5 out of 5 stars5/5 (1)
- The World Has Changed, So Should The Indian It Sector: Hcls Vineet NayarDocument2 pagesThe World Has Changed, So Should The Indian It Sector: Hcls Vineet NayarhitpunNo ratings yet
- Matrix Data AnalysisDocument78 pagesMatrix Data AnalysisSam100% (1)
- Jidoka - Automation with Human Intellegince: Toyota Production System ConceptsFrom EverandJidoka - Automation with Human Intellegince: Toyota Production System ConceptsRating: 4 out of 5 stars4/5 (1)
- How IT Managers Can Use New Technology To Meet Today's IT Challenges: Technologies That IT Managers Can Use In Order to Make Their Teams More ProductiveFrom EverandHow IT Managers Can Use New Technology To Meet Today's IT Challenges: Technologies That IT Managers Can Use In Order to Make Their Teams More ProductiveNo ratings yet
- 2023 Supply Chain Outlook: Expert Advice On Thriving in Times of ChangeDocument18 pages2023 Supply Chain Outlook: Expert Advice On Thriving in Times of ChangeYan JinNo ratings yet
- Human Resource Development in Toyota CultureDocument13 pagesHuman Resource Development in Toyota CultureJaya Nair100% (1)
- Tata MotorsDocument15 pagesTata MotorsHaniKhozieNo ratings yet
- Microsoft's Next ActDocument10 pagesMicrosoft's Next ActYusuf KusumaNo ratings yet
- Consolidated PDFDocument169 pagesConsolidated PDFSiddharth GuptaNo ratings yet
- Implementing Lean Software Development - From Concept To Cash - Book ReportDocument12 pagesImplementing Lean Software Development - From Concept To Cash - Book ReportBoilerplate4uNo ratings yet
- MonozukuriDocument17 pagesMonozukurisasikumartvsNo ratings yet
- Thinker Active Maths Workbook Class 6 Solutions-1Document3 pagesThinker Active Maths Workbook Class 6 Solutions-1Udhaya Kumar100% (2)
- A Complete Guide to Just-in-Time Production: Inside Toyota's MindFrom EverandA Complete Guide to Just-in-Time Production: Inside Toyota's MindRating: 4.5 out of 5 stars4.5/5 (3)
- New IT Technology Issues Facing CIOs: How CIOs Can Stay On Top Of The Changes In The Technology That Powers The CompanyFrom EverandNew IT Technology Issues Facing CIOs: How CIOs Can Stay On Top Of The Changes In The Technology That Powers The CompanyNo ratings yet
- T&D-HR IssuesDocument2 pagesT&D-HR IssuesRupiniRameshNo ratings yet
- The Elegant Solution: Toyota's Formula for Mastering InnovationFrom EverandThe Elegant Solution: Toyota's Formula for Mastering InnovationRating: 4 out of 5 stars4/5 (4)
- SOS to ROI: A Strategic Approach to Conquer the Complexity Monster and Accelerate ResultsFrom EverandSOS to ROI: A Strategic Approach to Conquer the Complexity Monster and Accelerate ResultsNo ratings yet
- Guaranteed Analytics: A Prescriptive Approach to Monetizing All Your DataFrom EverandGuaranteed Analytics: A Prescriptive Approach to Monetizing All Your DataRating: 3 out of 5 stars3/5 (1)
- As Work Gets More ComplexDocument4 pagesAs Work Gets More ComplexleontankxNo ratings yet
- Case Study in Business EthicsDocument40 pagesCase Study in Business Ethicsimad100% (1)
- Toyota Way - The Hiring Process: Ch. 8 Interviewing Candidates Self-Study ReadingDocument5 pagesToyota Way - The Hiring Process: Ch. 8 Interviewing Candidates Self-Study ReadingTin Kei LeongNo ratings yet
- How CIOs Can Make Innovation Happen: Tips And Techniques For CIOs To Use In Order To Make Innovation Happen In Their IT DepartmentFrom EverandHow CIOs Can Make Innovation Happen: Tips And Techniques For CIOs To Use In Order To Make Innovation Happen In Their IT DepartmentNo ratings yet
- The Toyota Production System (Articles) 2Document33 pagesThe Toyota Production System (Articles) 2Anel Olivares CruzNo ratings yet
- A Panel Discussion On: Advertising - Is It All About Creativity or Strategy?Document8 pagesA Panel Discussion On: Advertising - Is It All About Creativity or Strategy?bikash_kediaNo ratings yet
- MBP Case StudiesDocument12 pagesMBP Case StudiesKamalika SamantaNo ratings yet
- KaikakuDocument11 pagesKaikakuvijay2101No ratings yet
- Mba ZG514 Ec-2r Second Sem 2020-2021Document4 pagesMba ZG514 Ec-2r Second Sem 2020-2021AAKNo ratings yet
- The Dumbest Man in The Room PDFDocument80 pagesThe Dumbest Man in The Room PDFCristian AndreiNo ratings yet
- NHRDN HRFunction in India in 2030Document19 pagesNHRDN HRFunction in India in 2030Ayushi AggarwalNo ratings yet
- The Business Of Being A CIO: How CIOs Can Use Their Technical Skills To Help Their Company Solve Real-World Business ProblemsFrom EverandThe Business Of Being A CIO: How CIOs Can Use Their Technical Skills To Help Their Company Solve Real-World Business ProblemsNo ratings yet
- Innovation - by Kamran RizviDocument5 pagesInnovation - by Kamran Rizvileemarse75No ratings yet
- 10 HR Trends For 2017Document4 pages10 HR Trends For 2017amirq4No ratings yet
- USP For HR FunctionDocument2 pagesUSP For HR FunctionmanugeorgeNo ratings yet
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- DU Meter ReportDocument1 pageDU Meter ReportSuhas ChowdharyNo ratings yet
- Iso 14000Document27 pagesIso 14000spjoshi108No ratings yet
- Case Study 7 South Tees Hospitals NHS Trust: Obstetrics DirectorateDocument15 pagesCase Study 7 South Tees Hospitals NHS Trust: Obstetrics DirectorateSuhas ChowdharyNo ratings yet
- About Market MappingDocument14 pagesAbout Market MappingIbrahim I. HamzehNo ratings yet
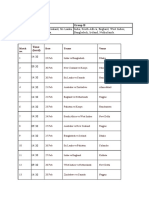
- Australia, Pakistan, New Zealand, Sri Lanka, Zimbabwe, Canada, Kenya. India, South Africa, England, West Indies, Bangladesh, Ireland, NetherlandsDocument4 pagesAustralia, Pakistan, New Zealand, Sri Lanka, Zimbabwe, Canada, Kenya. India, South Africa, England, West Indies, Bangladesh, Ireland, NetherlandsRoshan JibhakateNo ratings yet
- Samsung Cash Flow and Fund Flow2Document14 pagesSamsung Cash Flow and Fund Flow2Suhas ChowdharyNo ratings yet
- Empanelment of Architect-Consultant - Work Costing More Than 200 Lacs. (Category-B)Document6 pagesEmpanelment of Architect-Consultant - Work Costing More Than 200 Lacs. (Category-B)HARSHITRAJ KOTIYANo ratings yet
- Arta Kelmendi's resume highlighting education and work experienceDocument2 pagesArta Kelmendi's resume highlighting education and work experienceArta KelmendiNo ratings yet
- Stroboscopy For Benign Laryngeal Pathology in Evidence Based Health CareDocument5 pagesStroboscopy For Benign Laryngeal Pathology in Evidence Based Health CareDoina RusuNo ratings yet
- Process Financial Transactions and Extract Interim Reports - 025735Document37 pagesProcess Financial Transactions and Extract Interim Reports - 025735l2557206No ratings yet
- United States Bankruptcy Court Southern District of New YorkDocument21 pagesUnited States Bankruptcy Court Southern District of New YorkChapter 11 DocketsNo ratings yet
- Ecc Part 2Document25 pagesEcc Part 2Shivansh PundirNo ratings yet
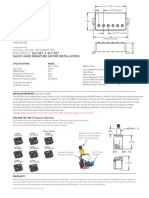
- Mounting InstructionDocument1 pageMounting InstructionAkshay GargNo ratings yet
- STS Prelim ExamDocument2 pagesSTS Prelim ExamMychie Lynne MayugaNo ratings yet
- Public Private HEM Status AsOn2May2019 4 09pmDocument24 pagesPublic Private HEM Status AsOn2May2019 4 09pmVaibhav MahobiyaNo ratings yet
- H I ĐĂNG Assigment 3 1641Document17 pagesH I ĐĂNG Assigment 3 1641Huynh Ngoc Hai Dang (FGW DN)No ratings yet
- !!!Логос - конференц10.12.21 копіяDocument141 pages!!!Логос - конференц10.12.21 копіяНаталія БондарNo ratings yet
- Methods to estimate stakeholder views of sustainabilityDocument7 pagesMethods to estimate stakeholder views of sustainabilityAlireza FatemiNo ratings yet
- Chapter 4 DeterminantsDocument3 pagesChapter 4 Determinantssraj68No ratings yet
- ALXSignature0230 0178aDocument3 pagesALXSignature0230 0178aAlex MocanuNo ratings yet
- 2021 JHS INSET Template For Modular/Online Learning: Curriculum MapDocument15 pages2021 JHS INSET Template For Modular/Online Learning: Curriculum MapDremie WorksNo ratings yet
- Oxgen Sensor Cat WEBDocument184 pagesOxgen Sensor Cat WEBBuddy Davis100% (2)
- Lab StoryDocument21 pagesLab StoryAbdul QadirNo ratings yet
- Paper 4 (A) (I) IGCSE Biology (Time - 30 Mins)Document12 pagesPaper 4 (A) (I) IGCSE Biology (Time - 30 Mins)Hisham AlEnaiziNo ratings yet
- PNBONE_mPassbook_134611_6-4-2024_13-4-2024_0053XXXXXXXX00 (1) (1)Document3 pagesPNBONE_mPassbook_134611_6-4-2024_13-4-2024_0053XXXXXXXX00 (1) (1)imtiyaz726492No ratings yet
- Maharashtra Auto Permit Winner ListDocument148 pagesMaharashtra Auto Permit Winner ListSadik Shaikh50% (2)
- MCQ Ch16solDocument4 pagesMCQ Ch16solandiswahlongwa870No ratings yet
- Staffing Process and Job AnalysisDocument8 pagesStaffing Process and Job AnalysisRuben Rosendal De Asis100% (1)
- LIST OF ENROLLED MEMBERS OF SAHIWAL CHAMBER OF COMMERCEDocument126 pagesLIST OF ENROLLED MEMBERS OF SAHIWAL CHAMBER OF COMMERCEBASIT Ali KhanNo ratings yet
- Indian Standard: Pla Ing and Design of Drainage IN Irrigation Projects - GuidelinesDocument7 pagesIndian Standard: Pla Ing and Design of Drainage IN Irrigation Projects - GuidelinesGolak PattanaikNo ratings yet
- THE DOSE, Issue 1 (Tokyo)Document142 pagesTHE DOSE, Issue 1 (Tokyo)Damage85% (20)
- Display PDFDocument6 pagesDisplay PDFoneoceannetwork3No ratings yet
- Cot 2Document3 pagesCot 2Kathjoy ParochaNo ratings yet
- Vector 4114NS Sis TDSDocument2 pagesVector 4114NS Sis TDSCaio OliveiraNo ratings yet
- Prlude No BWV in C MinorDocument3 pagesPrlude No BWV in C MinorFrédéric LemaireNo ratings yet
- Letter From Attorneys General To 3MDocument5 pagesLetter From Attorneys General To 3MHonolulu Star-AdvertiserNo ratings yet