You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- PE Pipe Design and Engineering Guide (Polypipe)Document78 pagesPE Pipe Design and Engineering Guide (Polypipe)1zorro1100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Properties of Concrete: Lecture No.5Document42 pagesProperties of Concrete: Lecture No.5vigneshNo ratings yet
- Tablet Disintegration Test and Basket Rack AssemblyDocument2 pagesTablet Disintegration Test and Basket Rack AssemblyPhoenix100% (1)
- Beam Design (SSB)Document7 pagesBeam Design (SSB)SaiSowmithGoudNaramalaNo ratings yet
- Steam Condensers and Cooling Towers ExplainedDocument43 pagesSteam Condensers and Cooling Towers ExplainedrrhoshackNo ratings yet
- CE Pre-Board Structural Engineering and ConstructionDocument13 pagesCE Pre-Board Structural Engineering and ConstructionpppppNo ratings yet
- Catalytic ReactorsDocument40 pagesCatalytic ReactorsClinton Thomson100% (1)
- Technical Specification For Vacuum SystemsDocument284 pagesTechnical Specification For Vacuum SystemsUday SuleNo ratings yet
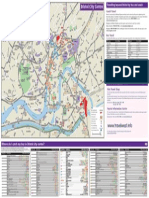
- City Centre Map March14Document1 pageCity Centre Map March14KimByungChulNo ratings yet
- EPOS2 Application Notes Collection enDocument220 pagesEPOS2 Application Notes Collection enKimByungChulNo ratings yet
- EPOS2 P Programmable Positioning Controller DataDocument1 pageEPOS2 P Programmable Positioning Controller DataKimByungChulNo ratings yet
- ADS 50-5 Operating Instructions enDocument14 pagesADS 50-5 Operating Instructions enKimByungChulNo ratings yet
- Composites Modeler For AbaqusCAEDocument10 pagesComposites Modeler For AbaqusCAEKimByungChul0% (1)
- Surfaces in Precision Engineering, Microengineering and NanotechnologyDocument17 pagesSurfaces in Precision Engineering, Microengineering and NanotechnologyAdnan TorlakovićNo ratings yet
- Bab 9 Tingkatan 1Document16 pagesBab 9 Tingkatan 1DANAL YEAP VII ZENN MoeNo ratings yet
- Corrosion Presentation 1Document27 pagesCorrosion Presentation 1Ishu AttriNo ratings yet
- Experiment No 6 Final 1618222647083Document17 pagesExperiment No 6 Final 1618222647083Kuldeep MalNo ratings yet
- Barrel Design of BorawasDocument23 pagesBarrel Design of BorawasSunita ChaurasiaNo ratings yet
- Chapter Ten Lecture Ten Thermodynamics: TemperatureDocument16 pagesChapter Ten Lecture Ten Thermodynamics: TemperatureTony AtefNo ratings yet
- A286 Tech DataDocument5 pagesA286 Tech Datagowtham raju buttiNo ratings yet
- Magneto Abrasive Flow MachiningDocument11 pagesMagneto Abrasive Flow MachiningBhuvnesh SinghNo ratings yet
- Charging Methods for Conductors: Rubbing, Conduction & InductionDocument18 pagesCharging Methods for Conductors: Rubbing, Conduction & InductionLora GarciaNo ratings yet
- X AB ABDocument14 pagesX AB ABSumit SehgalNo ratings yet
- Waves in Gradient MetamaterialsDocument339 pagesWaves in Gradient Metamaterialsjavier rodriguexNo ratings yet
- CAPE Applied Mathematics Past Papers 2005P2B PDFDocument5 pagesCAPE Applied Mathematics Past Papers 2005P2B PDFEquitable BrownNo ratings yet
- Regional Training of Teachers on Circular Motion and Newton's LawsDocument4 pagesRegional Training of Teachers on Circular Motion and Newton's LawsROXANNE MONDIDONo ratings yet
- Small Crack Under Cyclic and Static LoadingDocument8 pagesSmall Crack Under Cyclic and Static LoadingNebiyu Samuel NebaNo ratings yet
- Introduction To Wellbore Positioning - V01.7.12 PDFDocument157 pagesIntroduction To Wellbore Positioning - V01.7.12 PDFMiguelNo ratings yet
- 9.1 Multiple-Choice and Bimodal QuestionsDocument18 pages9.1 Multiple-Choice and Bimodal QuestionsQuốc Thắng NguyễnNo ratings yet
- Lab Report 3Document3 pagesLab Report 3John HowellNo ratings yet
- Pew 209 .02Document59 pagesPew 209 .02Raj BindasNo ratings yet
- Quantum Mechanics II - Homework Assignment 9: Alejandro G Omez Espinosa April 21, 2013Document4 pagesQuantum Mechanics II - Homework Assignment 9: Alejandro G Omez Espinosa April 21, 2013Ale GomezNo ratings yet
- Modern Physics Formula SheetDocument4 pagesModern Physics Formula SheetIntrovert xyzNo ratings yet
- Bioclimatic Architecture: BENAIL Mohammed El AmineDocument9 pagesBioclimatic Architecture: BENAIL Mohammed El AmineMama HbibaNo ratings yet
- Behavior and Design of Selected Elastomeric Bearing Pads PDFDocument20 pagesBehavior and Design of Selected Elastomeric Bearing Pads PDFyhszaNo ratings yet