You might also like
- Value Chain Management Capability A Complete Guide - 2020 EditionFrom EverandValue Chain Management Capability A Complete Guide - 2020 EditionNo ratings yet
- Factory Overhead VARIANCE AnalysisDocument12 pagesFactory Overhead VARIANCE AnalysisAmby Roja33% (3)
- Corporate Financial Analysis with Microsoft ExcelFrom EverandCorporate Financial Analysis with Microsoft ExcelRating: 5 out of 5 stars5/5 (1)
- Financial Management 2Document6 pagesFinancial Management 2Julie R. UgsodNo ratings yet
- Job Order, Operation and Life Cycle Costing Job Order CostingDocument19 pagesJob Order, Operation and Life Cycle Costing Job Order Costingjessa mae zerdaNo ratings yet
- Problems On Pricing DecisionsDocument15 pagesProblems On Pricing DecisionsMae-shane SagayoNo ratings yet
- Basket Wonders' Balance Sheet (Asset Side)Document32 pagesBasket Wonders' Balance Sheet (Asset Side)OSAMA0% (1)
- Absorption CostingDocument34 pagesAbsorption Costinggaurav pandeyNo ratings yet
- SEATWORKDocument4 pagesSEATWORKMarc MagbalonNo ratings yet
- Underwriter AccountDocument9 pagesUnderwriter AccountQuin TimmyNo ratings yet
- CH 12Document63 pagesCH 12Grace VersoniNo ratings yet
- CVP AnalysisDocument16 pagesCVP AnalysisMustafa ArshadNo ratings yet
- 06 Standard Costing PDFDocument5 pages06 Standard Costing PDFMarielle CastañedaNo ratings yet
- Allocation and ApportionmentDocument11 pagesAllocation and ApportionmentpRiNcE DuDhAtRa100% (2)
- Chapter 6Document15 pagesChapter 6Arun Kumar SatapathyNo ratings yet
- Operman ReportDocument52 pagesOperman Reportyuki yuki0% (1)
- MNGT 4121 GarcesDocument3 pagesMNGT 4121 GarcesReyjie GarcesNo ratings yet
- Hansen Aise Im Ch16Document55 pagesHansen Aise Im Ch16Daniel NababanNo ratings yet
- MAS Integration Exercise 1 Cost BehaviorDocument4 pagesMAS Integration Exercise 1 Cost BehaviorNycole joi CondeNo ratings yet
- Cost ConceptsDocument24 pagesCost ConceptsAshish MathewNo ratings yet
- Standard Costs and Variance Analysis Mcqs by Hilario TanDocument18 pagesStandard Costs and Variance Analysis Mcqs by Hilario TanAhmadnur JulNo ratings yet
- Chapter Five Inventory Management - Chapter 4Document10 pagesChapter Five Inventory Management - Chapter 4eferemNo ratings yet
- CFF 3 Im 04Document33 pagesCFF 3 Im 04AL SeneedaNo ratings yet
- Chap 5Document52 pagesChap 5jacks ocNo ratings yet
- Standard Costing & Variance AnalysisDocument19 pagesStandard Costing & Variance AnalysisFUNTV5No ratings yet
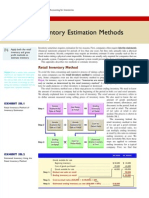
- Inventory EstimationDocument4 pagesInventory EstimationShy Ng0% (1)
- MAS 1 Standard CostingDocument1 pageMAS 1 Standard CostingFídely Pierré100% (1)
- Definition of CostingDocument22 pagesDefinition of CostingmichuttyNo ratings yet
- Management Accounting For Non Specialists Chapter 6Document5 pagesManagement Accounting For Non Specialists Chapter 6Faysal HossainNo ratings yet
- 2011-02-03 230149 ClarkupholsteryDocument5 pages2011-02-03 230149 ClarkupholsteryJesus Cardenas100% (1)
- Chapter Two Relevant Information and Decision Making: 5.1 The Role of Accounting in Special DecisionsDocument11 pagesChapter Two Relevant Information and Decision Making: 5.1 The Role of Accounting in Special DecisionsshimelisNo ratings yet
- Installment Sales & Long-Term ConsDocument6 pagesInstallment Sales & Long-Term ConsSirr JeyNo ratings yet
- Ac 10 - Module 6 - Standard Costing-Variances-finalDocument10 pagesAc 10 - Module 6 - Standard Costing-Variances-finalAnne Danica TanNo ratings yet
- Chapter 7 Materials Controlling and CostingDocument43 pagesChapter 7 Materials Controlling and CostingNabiha Awan100% (1)
- Your Division Is Considering Two Projects Its Wacc Is 10Document1 pageYour Division Is Considering Two Projects Its Wacc Is 10Amit PandeyNo ratings yet
- Acc213 Reviewer Final QuizDocument9 pagesAcc213 Reviewer Final QuizNelson BernoloNo ratings yet
- Solutions Chapter 7Document39 pagesSolutions Chapter 7Brenda Wijaya100% (2)
- Chapter 13 - AnswerDocument36 pagesChapter 13 - Answerlooter198No ratings yet
- Green Handwritten Course Syllabus Education PresentationDocument24 pagesGreen Handwritten Course Syllabus Education PresentationCamela Jane Dela PeñaNo ratings yet
- Chap 017Document33 pagesChap 017Anthony MaloneNo ratings yet
- ACC00152 Business Finance Topic 6 Tutorial AnswersDocument2 pagesACC00152 Business Finance Topic 6 Tutorial AnswersPaul TianNo ratings yet
- Practice Questions - Financial Statement AnalysisDocument6 pagesPractice Questions - Financial Statement Analysisluliga.loulouNo ratings yet
- This Study Resource Was: Problem Set 7 Budgeting Problem 1 (Garrison Et Al. v15 8-1)Document8 pagesThis Study Resource Was: Problem Set 7 Budgeting Problem 1 (Garrison Et Al. v15 8-1)NCT100% (1)
- Time Value of Money General Instructions:: Activity 4 MfcapistranoDocument2 pagesTime Value of Money General Instructions:: Activity 4 MfcapistranoAstrid BuenacosaNo ratings yet
- IAS 16 Property, Plant and EquipmentDocument4 pagesIAS 16 Property, Plant and Equipmentisaac2008100% (5)
- 4a Standard Costs and Analysis of VariancesDocument3 pages4a Standard Costs and Analysis of VariancesGina TingdayNo ratings yet
- Equivalent Annual AnnuityDocument10 pagesEquivalent Annual Annuitymohsin_ali07428097No ratings yet
- Homework Assignments: Chapter 2Document3 pagesHomework Assignments: Chapter 2Mae-shane SagayoNo ratings yet
- Standard CostingDocument12 pagesStandard CostingKUNAL GOSAVINo ratings yet
- Assignment 1Document2 pagesAssignment 1Betheemae R. MatarloNo ratings yet
- CostingDocument3 pagesCostingAarti JNo ratings yet
- Chapter 8 - Standard CostingDocument8 pagesChapter 8 - Standard CostingJoey LazarteNo ratings yet
- Variable Costing - Lecture NotesDocument22 pagesVariable Costing - Lecture NotesRaghavNo ratings yet
- Chapter 1: Flexible Budgeting and The Management of Overhead and Support Activity Costs Answer KeyDocument33 pagesChapter 1: Flexible Budgeting and The Management of Overhead and Support Activity Costs Answer KeyRafaelDelaCruz50% (2)
- Ch5 Operating & Financial LevDocument31 pagesCh5 Operating & Financial LevKristina GarciaNo ratings yet
- CHAPTER 9 Without AnswerDocument6 pagesCHAPTER 9 Without AnswerlenakaNo ratings yet
- Spoilage, Rework, and Scrap: Learning ObjectivesDocument12 pagesSpoilage, Rework, and Scrap: Learning ObjectivesKelvin John RamosNo ratings yet
- Gross Profit AnalysisDocument5 pagesGross Profit AnalysisInayat Ur RehmanNo ratings yet
- Chapter 13 The Flexible-Budget and Standard Costing: Direct Materials and Direct LaborDocument86 pagesChapter 13 The Flexible-Budget and Standard Costing: Direct Materials and Direct Laborkhaledhereh100% (1)
- Al Wadi International School Standard Costing - Grade 12 NotesDocument34 pagesAl Wadi International School Standard Costing - Grade 12 NotesFarrukhsgNo ratings yet
- SciencesDocument84 pagesSciencesAmby RojaNo ratings yet
- Web 2.0 ServicesDocument6 pagesWeb 2.0 ServicesChetan KambleNo ratings yet
- Managerial Accounting Somnath Das: StandardDocument6 pagesManagerial Accounting Somnath Das: StandardShah GeeNo ratings yet
- MIS Final Report On McDonalds PakistanDocument27 pagesMIS Final Report On McDonalds PakistanAmby RojaNo ratings yet
- Topic 2 Nature of ServicesDocument16 pagesTopic 2 Nature of ServicesAmby RojaNo ratings yet
- Introduction of DatabseDocument21 pagesIntroduction of DatabseAmby RojaNo ratings yet
- Lecture Overheads - Overhead Variances, Chp. 8 SV 505Document7 pagesLecture Overheads - Overhead Variances, Chp. 8 SV 505Amby RojaNo ratings yet
- File OrganizationDocument17 pagesFile OrganizationRajesh MishraNo ratings yet
- Introduction To Modulation and DemodulationDocument77 pagesIntroduction To Modulation and Demodulationkavish malakaNo ratings yet
- Chapter 5 Product Life-CycleDocument59 pagesChapter 5 Product Life-CycleAmby RojaNo ratings yet
- Dbms 5Document14 pagesDbms 5Amby RojaNo ratings yet
- Business CommunicationDocument16 pagesBusiness CommunicationAmby Roja100% (1)
- Bata Annual Report 2009Document36 pagesBata Annual Report 2009Zohaib Hassan100% (1)
- 186 Cost AccountingDocument6 pages186 Cost AccountingAmby RojaNo ratings yet
- 5521 Marketing ManagementDocument7 pages5521 Marketing ManagementAmby RojaNo ratings yet
- Chapter 5 Product Life-CycleDocument59 pagesChapter 5 Product Life-CycleAmby RojaNo ratings yet
- Developing & Implementing Distribution StrategiesDocument11 pagesDeveloping & Implementing Distribution StrategiesAmby RojaNo ratings yet
- Introduction and History of Bata ShoeDocument12 pagesIntroduction and History of Bata ShoeABDUL REHMAN0% (1)
- Nidhi Bata ProjectDocument57 pagesNidhi Bata ProjectKashish AroraNo ratings yet
- Bata FactsDocument3 pagesBata FactsPrashant SantNo ratings yet
- Bata, Shoe Manufacturing CompanyDocument38 pagesBata, Shoe Manufacturing CompanyUdaibhanSingh100% (2)
- Bata Bangladesh - A Business Review - Group#11Document39 pagesBata Bangladesh - A Business Review - Group#11Kazi Hirok Al-ArafatNo ratings yet
- Bata FinalDocument44 pagesBata FinalmrzeettsNo ratings yet
- Bata Case StudyDocument3 pagesBata Case StudyNina_C_ALNo ratings yet
- Project Report On HR in BATADocument130 pagesProject Report On HR in BATAHarleen Kaur50% (4)
- BATA PakistanDocument18 pagesBATA Pakistanjini7889% (9)
- Bata India's HR ProblemDocument4 pagesBata India's HR ProblemParvadavardini SoundarrajanNo ratings yet
- BATA Marketing (Segmentation, Targeting, Positioning, Differentiation)Document31 pagesBATA Marketing (Segmentation, Targeting, Positioning, Differentiation)Mangesh Ahire31% (13)
- Brand ExaminationDocument51 pagesBrand ExaminationDipock MondalNo ratings yet
- Bat ADocument76 pagesBat AjananichandrasekeranNo ratings yet
- Pest Analysis of Bata PakistanDocument5 pagesPest Analysis of Bata PakistanOsama ButtNo ratings yet
- Unit 2 (Retail Management)Document20 pagesUnit 2 (Retail Management)Prem RajNo ratings yet
- Bata Industries Vs CADocument1 pageBata Industries Vs CAMREDNo ratings yet
- Presentation1 (BATA)Document8 pagesPresentation1 (BATA)sahoo_pradipkumarNo ratings yet
- Bata Aradhana 2Document26 pagesBata Aradhana 2Aradhana DixitNo ratings yet
- Bata PresentationDocument10 pagesBata PresentationSai TejaNo ratings yet
- Prayas Case StudyDocument26 pagesPrayas Case StudyGulshan ChawlaNo ratings yet
- Problems BataDocument6 pagesProblems Batasarakhan062250% (2)
- Industry Definition FootwareDocument40 pagesIndustry Definition FootwareJadavAshishNo ratings yet
- Bata - Case StudyDocument16 pagesBata - Case StudyGajeshwar BahekarNo ratings yet
- Project ReportDocument36 pagesProject ReportSantosh SinghNo ratings yet
- Leather Companies BangladeshDocument10 pagesLeather Companies Bangladeshgzelle444No ratings yet
- Bata Case StudyDocument10 pagesBata Case StudyMahesh DasgaonkarNo ratings yet
- Bata ShoesDocument13 pagesBata ShoesRachit YadavNo ratings yet
- Report On Analysis of Leather Industry in National and International ContextDocument42 pagesReport On Analysis of Leather Industry in National and International ContextJahir HasanNo ratings yet
- Bata Ir Problems1Document20 pagesBata Ir Problems1rijuvanNo ratings yet
- BATA CompanyDocument18 pagesBATA CompanyMahadev ChunarNo ratings yet
- Financial Literacy for All: Disrupting Struggle, Advancing Financial Freedom, and Building a New American Middle ClassFrom EverandFinancial Literacy for All: Disrupting Struggle, Advancing Financial Freedom, and Building a New American Middle ClassNo ratings yet
- A History of the United States in Five Crashes: Stock Market Meltdowns That Defined a NationFrom EverandA History of the United States in Five Crashes: Stock Market Meltdowns That Defined a NationRating: 4 out of 5 stars4/5 (11)
- Look Again: The Power of Noticing What Was Always ThereFrom EverandLook Again: The Power of Noticing What Was Always ThereRating: 5 out of 5 stars5/5 (3)
- The War Below: Lithium, Copper, and the Global Battle to Power Our LivesFrom EverandThe War Below: Lithium, Copper, and the Global Battle to Power Our LivesRating: 4.5 out of 5 stars4.5/5 (8)
- The Trillion-Dollar Conspiracy: How the New World Order, Man-Made Diseases, and Zombie Banks Are Destroying AmericaFrom EverandThe Trillion-Dollar Conspiracy: How the New World Order, Man-Made Diseases, and Zombie Banks Are Destroying AmericaNo ratings yet
- The Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumFrom EverandThe Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumRating: 3 out of 5 stars3/5 (12)
- Economics 101: How the World WorksFrom EverandEconomics 101: How the World WorksRating: 4.5 out of 5 stars4.5/5 (34)
- Vulture Capitalism: Corporate Crimes, Backdoor Bailouts, and the Death of FreedomFrom EverandVulture Capitalism: Corporate Crimes, Backdoor Bailouts, and the Death of FreedomNo ratings yet
- This Changes Everything: Capitalism vs. The ClimateFrom EverandThis Changes Everything: Capitalism vs. The ClimateRating: 4 out of 5 stars4/5 (349)
- University of Berkshire Hathaway: 30 Years of Lessons Learned from Warren Buffett & Charlie Munger at the Annual Shareholders MeetingFrom EverandUniversity of Berkshire Hathaway: 30 Years of Lessons Learned from Warren Buffett & Charlie Munger at the Annual Shareholders MeetingRating: 4.5 out of 5 stars4.5/5 (97)
- Chip War: The Quest to Dominate the World's Most Critical TechnologyFrom EverandChip War: The Quest to Dominate the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (227)
- Narrative Economics: How Stories Go Viral and Drive Major Economic EventsFrom EverandNarrative Economics: How Stories Go Viral and Drive Major Economic EventsRating: 4.5 out of 5 stars4.5/5 (94)
- Nudge: The Final Edition: Improving Decisions About Money, Health, And The EnvironmentFrom EverandNudge: The Final Edition: Improving Decisions About Money, Health, And The EnvironmentRating: 4.5 out of 5 stars4.5/5 (92)
- Principles for Dealing with the Changing World Order: Why Nations Succeed or FailFrom EverandPrinciples for Dealing with the Changing World Order: Why Nations Succeed or FailRating: 4.5 out of 5 stars4.5/5 (237)
- These are the Plunderers: How Private Equity Runs—and Wrecks—AmericaFrom EverandThese are the Plunderers: How Private Equity Runs—and Wrecks—AmericaRating: 4.5 out of 5 stars4.5/5 (14)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationFrom EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationRating: 4.5 out of 5 stars4.5/5 (46)
- Anarchy, State, and Utopia: Second EditionFrom EverandAnarchy, State, and Utopia: Second EditionRating: 3.5 out of 5 stars3.5/5 (180)
- The Meth Lunches: Food and Longing in an American CityFrom EverandThe Meth Lunches: Food and Longing in an American CityRating: 5 out of 5 stars5/5 (5)
- The Myth of the Rational Market: A History of Risk, Reward, and Delusion on Wall StreetFrom EverandThe Myth of the Rational Market: A History of Risk, Reward, and Delusion on Wall StreetNo ratings yet
- Economics 101: From Consumer Behavior to Competitive Markets—Everything You Need to Know About EconomicsFrom EverandEconomics 101: From Consumer Behavior to Competitive Markets—Everything You Need to Know About EconomicsRating: 5 out of 5 stars5/5 (3)
- Poor Economics: A Radical Rethinking of the Way to Fight Global PovertyFrom EverandPoor Economics: A Radical Rethinking of the Way to Fight Global PovertyRating: 4.5 out of 5 stars4.5/5 (263)