Professional Documents
Culture Documents
Apuntes de Ampliación de Reactores Químicos
Uploaded by
Caro GutiérrezOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Apuntes de Ampliación de Reactores Químicos
Uploaded by
Caro GutiérrezCopyright:
Available Formats
UNIVERSITATDEBARCELONA
AMPLIACINDE REACTORES QUMICOS
APUNTES
FIDELCUNILL.MONTSERRATIBORRA. JAVIERTEJERO
2010
F.Cunill, M.Iborra, J.Tejero
BIBLIOGRAFIA Barcelona [etc.] : Revert,cop. 1986. 1. ATKINSON, B. Reactores bioqumicos. 2. BAILEY, JAMES E. (JAMES EDWIN), 1944-. ; OLLIS, DAVID F. Biochemical engineering fundamentals. 2nd ed. New York : McGraw-Hill, cop. 1986. 3. CARBERRY, JAMES J. Chemical and catalytic reaction engineering. New York [etc.]. : McGraw-Hill, 1976. Ed. posteriors al CCUC. 4. CARBERRY, JAMES J. ; VARMA, ARVIND, Eds. Chemical reaction and reactor engineering. New York : Dekker, 1987. 5. DORAISWAMY, L. K. (LAXMANGUDI KHRISNAMURTHY) ; SHARMA, M. M. Heterogeneous reactions : analysis, examples and reactor design. New York : Wiley, 1984. 6. FOGLER, H. SCOTT. Elementos de ingeniera de las reacciones qumicas. 3a ed. Mxico : Pearson Educacin, 2001. 7. FROMENT, GILBERT F. ; KENNETH B. Chemical reactor analysis and design. 2nd ed. New York : Wiley, 1990. 8. GIANETTO, AGOSTINO ; SILVESTON, PETER L., Eds. Multiphase chemical reactors : theory, design, scale-up. Washington : Hemisphere, cop. 1985. 9. KUNII, DAIZO ; LEVENSPIEL, OCTAVE. Fluidization engineering. Malabar (Fla.) : Krieger, 1969. 10. LEVENSPIEL, OCTAVE. Ingeniera de las reacciones qumicas. 3a ed. Mxico : Wiley, 2004. 11. LEVENSPIEL, OCTAVE. El omnilibro de los reactores qumicos. Barcelona : Revert, 1986. (Reimp. 2002). MISSEN, RONALD W. (RONALD WILLIAM), 1928-. ; SAVILLE, BRADLEY A. ; MIMES, CHARLES A. Introduction to chemical reaction engineering and kinetics. New York: Wiley, cop. 1999. 12. NIELSEN, JENS HOIRIIS ; VILLADSEN, JOHN. Bioreaction engineering principles. New York etc.] : Plenum Press, cop. 1994. 13. ORHON, DERIN ; ARTAN, NAZIK. Modelling of activated sludge systems. Lancaster (Pa.): Technomic, cop. 1994. SANTAMARA, J.M. Y COL. Ingeniera de reactores Madrid : Sntesis, 1999 14. SMITH, J.M. Chemical engineering kinetics. 3rd ed. Aukland Madrid: McGraw-Hill, 1981 15. TRAMBOUZE,P. ET AL. Chemical reactors : design, engineering, operation. Paris : Technip, 1988. 16. WESTERTERP, K.R. ET AL. Chemical reactor design and operation. Chichester: Wiley, 1984.
AMPLIACIN DE REACTORES QUMICOS
F.Cunill, M.Iborra, J.Tejero
INDICE 1. REACTORES CATALITICOS DE LECHO FLUIDIZADO 1.1 Hidrodinmica de la fluidizacin 1.1.1 Velocidad mnima de fluidizacin 1.1.2 Velocidad de arrastre 1.1.3 Expansin del lecho fluidizado 1.1.4 Dimetro de burbuja 1.1.5. Diseo del distribuidor de gas 1.2. Modelo de burbujeo de Kunii-Levenspiel 1.3. Diseo de reactores catalticos de lecho fluidizado 1.4 Diseo de reactores catalticos de lecho mvil. Problemas 2. REACTORES PARA REACCIONES GAS-SLIDO NO CATALTICAS 2.1 Reactores de lecho movil. 2.1.1 Flujo en pistn de slidos con partculas de un slo tamao y composicin uniforme del gas. 2.1.2 Flujo en pistn de slidos con partculas consistentes de tamaos diferentes y composicin uniforme del gas. 2.1.3 Flujo en pistn de las partculas slidas y gas en flujo en pistn de composicin variable. 2.2 Reactores de lecho fluidizado 2.2.1 Flujo de mezcla perfecta con partculas de un slo tamao y composicin uniforme del gas. 2.2.2 Flujo de mezcla perfecta con partculas de diversos tamaos y composicin uniforme del gas. 2.2.3 Lecho fluidizado con arrastre de finos 2.2.4. Composicin del gas variable. 2.3 Reactores de lecho fijo: operacion semicontinua 2.4 Reactores para reacciones instantaneas 2.4.1 Cargas de slidos: lecho de relleno y lecho fluidizado sin cortacircuito de gas en forma de grandes burbujas 2.4.2 Flujo en pistn de gases y slidos en contracorriente: lecho mvil 2.4.3 Flujo en pistn de gases y slidos en cocorriente y corriente cruzada: lecho mvil Problemas 3. REACTORES PARA REACCIONES FLUIDO-FLUIDO 3.1 Diseo de columnas de relleno 3.1.1 Hidrodinmica columnas de relleno 3.1.2 Coeficientes de transferencia de materia en columnas de relleno. 3.1.3 Diseo de columnas de relleno para regmenes A,B,C o D: reacciones rpidas 3.2 Diseo de columnas de borboteo para reacciones lentas. 3.2.1 Modelo de flujo:MP para ambas fases 3.2.2 Modelo de flujo:FP para ambas fases 3.2.3. Modelo de flujo: gas en FP y lquido MP 3.2.4. Modelo de flujo: gas en FP y lquido entre MP y FP
AMPLIACIN DE REACTORES QUMICOS
F.Cunill, M.Iborra, J.Tejero
3.3 Diseo de tanques agitados considerando el flujo ideal MP en las dos fases. Reacciones lentas, regmenes E y F. Sistemas Gas-lquido y lquido-lquido. 3.4 Determinacin de la cantidad de gas ( holdup), el dimetro de burbuja, el rea interfacial y en columnas de burbujeo y tanques agitados 3.4.1 Columnas de borboteo 3.4.2 Tanques agitados 3.4.3 Tanques agitados lquido-lquido 3.5 Diseo de reactores semicontinuos G-L Problemas 4. REACTORES MULTIFASICOS GAS-LIQUIDO-SOLIDO CATALITICO 4.1 Diseo de reactores con el slido en suspensin (slurry). 4.1.1 Columnas de borboteo con slidos en suspensin ( slurry) 4.1.2 Reactores tanque agitado 4.2 Diseo de reactores de lecho fijo. 4.2.1. Reactor de lecho fijo y flujo en cocorriente descendente Problemas 5. REACTORES BIOQUMICOS 5.1 Enzimas, microorganismos y procesos 5.1.1 Cintica enzimtica 5.1.2. Cintica microbiana 5.2. Reactores bioqumicos. 5.2.1. Caractersticas y tipos de fermentadores 5.3. Bioreactor tanque agitado continuo. 5.3.1. Cintica de Monod sin envenenamiento. Cintica controlada por el sustrato y estado estacionario 5.3.2. Influencia de la velocidad de dilucin. Clculo del lavado del bioreactor 5.3.3. Condiciones ptimas de operacin. 5.3.4. Estimacin de constantes cinticas 5.3.5. Recirculacin de clulas 5.3.6. RCTA con cintica de Monod y envenenamiento por producto 5.4. Fermentadores tubulares con flculos 5.4.1 Cintica controlada por el sustrato. 5.4.2 Fermentador tubular con recirculacin y cintica de Monod 5.4.3 Fermentador tubular con envenenamiento. Cintica controlada por el producto. 5.4.4 Fermentador tubular con recirculacin y envenenamiento 5.5 Comparacin de bioreactores Problemas
AMPLIACIN DE REACTORES QUMICOS
F.Cunill, M.Iborra, J.Tejero
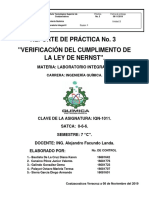
1. REACTORES CATALITICOS DE LECHO FLUIDIZADO 1.1 Hidrodinmica de la fluidizacin Un lecho fluidizado es un lecho de partculas slidas en suspensin por efecto del flujo ascendente de un fluido. Dependiendo del tipo de fluido se pueden distinguir dos tipos de lechos fluidizados: el gas-slido y el lquido-slido. No obstante, casi todas las aplicaciones comerciales conciernen a sistemas gas-slido, que ser el sistema tratado en este captulo. En la figura 1.1-1 se observan sucesivos estados del sistema gas-slido a medida que aumenta la velocidad de paso del gas. En el estado (a), el lecho de partculas permanece esttico comportndose como un lecho fijo. En el (b), el lecho esta expandido con una distribucin relativamente uniforme de las partculas, que, a su vez, presentan un movimiento catico. No se observan burbujas de ningn tipo y tamao. En el estado (c), correspondiente a velocidades del fluido mayores que en (a) y (b), el lecho se ha vuelto ha expander debido a la presencia de burbujas de fluido. En es estado (d), debido a la elevada velocidad se forman grandes burbujas que pueden llegar a ocupar todo el dimetro del reactor, y se puede iniciar ya el arrastre de las partculas. Finalmente en (e), se muestra el arrastre de las partculas fuera del reactor. El movimiento aleatorio de las partculas causado por el flujo del fluido en el estadio (b) slo se puede conseguir si la velocidad del fluido excede un cierto lmite. Este lmite se llama generalmente velocidad mnima de fluidizacin. Por encima de esta velocidad el lecho se pone en movimiento y se expande. En los sistemas fluidizados, el slido adquiere propiedades parecidas a las de un lquido como, por ejemplo, la viscosidad. Otras propiedades interesantes que adquiere el lecho fluidizado parecidas a las del lquido son: la de mantener la superficie horizontal al inclinar el contenedor y la circulacin del slido al perforar la pared. La buena agitacin del slido, provocada por las burbujas, junto con el pequeo tamao frecuente de partculas (50-250 micrones), hace que sean despreciables los gradientes de materia y de calor tanto en el reactor como en las partculas. De ello resulta un reactor que normalmente es isotermo y que no suele presentar problemas importantes de transferencia interna de materia en el slido. Por otro lado, dado que se comporta como un
Figura 1.1-1: Varios estados de contacto entre carga slidos y un fluido lquido se facilita su manejo y transporte mecnico o "bombeo". La desventaja es que el gas normalmente fluye en forma de burbujas y no est mezclado reducindose el contacto. Tambin es posible que la agitacin vigorosa del slido origine su atricin y la erosin de las paredes y dispositivos internos del reactor. Sin embargo, las ventajas suelen sobrepasar a las desventajas, por lo que estos tipos de dispositivos son ampliamente usados. Sin embargo, la falta de modelos reales de flujo y contacto hacen complicado el cambio de escala.
AMPLIACIN DE REACTORES QUMICOS, Pgina 1
F.Cunill, M.Iborra, J.Tejero
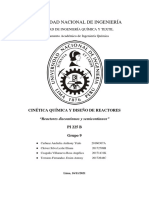
Figura 1.1-2 : Prdida de presin a lo largo del lecho en funcin de la velocidad del gas.
Por lo que hace referencia a la prdida de presin en el lecho hasta que aparece la fluidizacin, los lechos fluidizados con un gas presentan dos tipos de comportamiento. Puede suceder que enseguida que se alcance la velocidad mnima de fluidizacin aparezcan burbujas (en este caso la velocidad mnima de borboteo es igual a la mnima de fluidizacin) la curva de prdida de presin es "normal" como se observa en la figura 1.1-2. Sin embargo, a veces, una vez sobrepasada la velocidad mnima de fluidizacin el lecho continua expandindose de forma "abnormal" hasta que se alcanza la velocidad mnima de borboteo, umb, momento en el cual el lecho se colapsa pasando a ser "normal". Dependiendo de las caractersticas del gas y de las partculas de slido, del distribuidor y de los dispositivos internos, la regin de fluidizacin por borboteo se puede extender en ms de un orden de magnitud respecto de la velocidad del gas. Una vez fluidizado, a medida que la velocidad del gas crece, crece tambin el tamao de las burbujas por el efecto de la coalescencia de stas pudiendo llegar a tener un dimetro tan grande como el del reactor. Estas burbujas se denominan glbulos o "slugs" y constituyen una gran canalizacin de paso de gas (bypass) y conllevan grandes fluctuaciones del lecho y de la perdida de presin. Se admite la presencia de la globalizacin o slugging cuando el dimetro efectivo de burbuja excede un tercio del dimetro del lecho. La hidrodinmica de los glbulos es muy distinta a la de las burbujas pequeas, as, por ejemplo, tienen una menor velocidad. Se pueden formar diferentes tipos de slugs (Figura 1.1-3): a) Glbulos asimtricos: fluidizacin grupo A de la clasificacin de Geldart (ver ms adelante). b) Flat-nosed slugs: fluidizacin de partculas grandes de elevada densidad. c) Glbulos de pared: se forman cuando a elevadas velocidades del gas se rompen los glbulos.
a)
b)
c)
Figura 1.1-3: Diferentes tipos de slugs
AMPLIACIN DE REACTORES QUMICOS, Pgina 2
F.Cunill, M.Iborra, J.Tejero
Este fenmeno junto con el de las canalizaciones suelen originarse en los reactores de laboratorio, y es necesario tener en cuenta que el no realizar una descripcin realista de la hidrodinmica puede llevar a modelizaciones que conducen al fracaso en el proceso de escalado. La canalizacin del gas en forma de burbujas provoca que la conversin del lecho fluidizado cataltico tenga valores inferiores a las de flujo en pistn e incluso inferiores a las de mezcla perfecta. Tambin puede usarse un lquido para fluidizar un slido. En este caso no se suelen formar burbujas sino que el lecho se expande manteniendo una densidad de partculas constante de un punto a otro del recipiente. Desde el punto de vista macroscpico el lecho puede considerarse homogneo. La razn fundamental para la diferencia de comportamiento entre la fluidizacin por gases (fluidizacin agregativa, aggregative fluidization) y por lquidos (fluidizacin particulada, particulate fluidization) se cree que fundamentalmente es debida a la razn de densidades slido-fluido (s/F). Si esta es grande se forman burbujas (bubbles y slugs), mientras que si la razn es baja solo se expande el lecho. De este modo, este hecho explica que se puedan encontrar combinaciones lquido-slido que forman burbujas (tungsteno-agua) y combinaciones gas-slido que no las formen (fluidizacin de polvos con gases a presin). Por tanto, en general, la hidrodinmica de los sistemas lquido-slido son ms fcilmente interpretables y el diseo ms directo. A pesar de ello, dada la poca frecuencia industrial de estos sistemas, el presente estudio se centra exclusivamente en el diseo de lechos fluidizados con gas. Con la siguiente Figura 1.1-4, construida por Geldart ("Types of Gas Fluidization", Powder Tech. pp.284-292 (July 1973)), se puede dilucidar el tipo de fluidizacin que se puede alzanzar a partir del dimetro medio equivalente de partcula (ya que normalmente se tiene una distribucin de tamaos de partcula de tipo gaussiana) y las densidades del fluido y del slido (de la densidad aparente). Es necesario sealar que el trabajo original es slo aplicable a condiciones ambientales. Clase A: (Aireables) Fluidizacin fcil: corresponde a la fluidizacin de partculas pequeas (30-150 Figura 1.1-4: Clasificacin de Geldart de los lechos fluidizados m) y de baja densidad (<1500 kg/m3). Tiene un comportamiento "abnormal", umb>umf, la velocidad de las burbujas es mayor que la de la fase densa, ub>ue, y la fraccin de huecos en la emulsin crece con la velocidad del fluido, e>mf. Ejemplo: el catalizador de un cracking. Los procesos en los que se trabaja en esta clase tienen un mayor coste de catalizador debido al pequeo tamao. Clase B: (Burbujeantes) Fluidizacin puramente agregativa. Fluidizacin fcil. Corresponde a la fluidizacin de partculas con tamaos entre 150 y 500 m y densidades de partcula entre 1500 y 4000 kg/m3. Tiene un comportamiento "normal", umb= umf y la fraccin de huecos en la emulsin es aproximadamente constante e igual a la mnima de fluidizacin en un rango normal de velocidad del fluido, e= mf. Ejemplo: la arena. Este grupo presenta distinto comportamiento segn la escala de la unidad y tiene una mayor complejidad de diseo. Clase C: (Cohesivos) corresponde a polvos (dp < 30 m y cualquier densidad) con gran capacidad de cohesin formando agregados que difcilmente se fluidizan y dan lugar a canalizaciones. El considerar que en un lecho fluidizado las partculas flotan y no interaccionan entre ellas es vlido slo para partculas relativamente grandes. Para partculas
AMPLIACIN DE REACTORES QUMICOS, Pgina 3
F.Cunill, M.Iborra, J.Tejero
suficientemente pequeas aparecen fuerzas de Van der Waals y capilares (que pueden resultar de la condensacin de vapor de agua presente en el aire de fluidizacin. Con una humedad inferior al 8% no aparecen) que las mantienen unidas. Ejemplo: talco, harina, cemento. Clase D: Fluidizacin posible pero de baja calidad: corresponde a la fluidizacin de partculas grandes (dp > 400 m) y/o muy densas (p > 1000 kg/m3). La velocidad del gas en la fase densa es alta, y si se llegan a formar burbujas, stas tienen una velocidad menor que las de los grupos A y B. Se suelen forman burbujas mal definidas y glbulos. Ejemplo: perdigones de acero, guisantes secos, combustin de partculas de carbn para reducir costes de trituracin. La presencia excesiva de finos (10-45 micras) provoca dificultades en la fluidizacin, hay que tener en cuenta que la clasificacin de Geldart atiende al tamao medio de partcula. Se recomienda que los finos no excedan el 20-35%. Cantidades mayores dificultan y encarecen el proceso. Se pueden eliminar los finos antes de introducir el slido en el reactor. Sin embargo, no se hace por problemas de costes. Puesto que los finos no se retienen en el cicln se puede aprovechar la operacin para llevar a cabo una clasificacin del slido. Sin embargo, este proceder provoca en muchos casos problemas de puesta en marcha, ya que antes de producirse la clasificacin se originan problemas de transmisin de calor o taponamientos de los ciclones debido a las fuerzas cohesivas de los finos. Aunque las propiedades del slido y las del fluido determinan el tipo de fluidizacin, hay otros factores que influyen sobre la agitacin del slido, el tamao de burbuja y la extensin de la heterogeneidad. Estos factores incluyen la geometra del lecho (cuanto ms alto y estrecho mayor globulizacin), el flujo del gas, el tipo de distribuidor y los dispositivos internos. La diferencia de comportamiento (conversin y selectividad) entre una planta pequea y otra grande reside de forma crtica en el diseo de los dispositivos internos y del distribuidor de gas. Una vez establecida la viabilidad de la fluidizacin es necesario conocer tres valores hidrodinmicos que la caracterizan: la velocidad mnima de fluidizacin, la velocidad de arrastre y la expansin del lecho en funcin de la velocidad de flujo 1.1.1 Velocidad mnima de fluidizacin La velocidad mnima de fluidizacin se estima utilizando la expresin de Ergun para la prdida de presin de un fluido que circula a travs de un lecho de slidos. En el momento de la fluidizacin incipiente, la prdida de presin se hace independiente de la velocidad de paso y se compensa con el empuje y la fuerza gravitatoria. Considerando que las partculas no se apoyan unas en otras justo en el momento de trnsito de lecho fijo a lecho fluidizado se puede aplicar la ecuacin de Ergn para describir la prdida de presin por unidad de longitud de lecho fijo a partir de las propiedades del fluido y del slido. As se tiene,
P A = M P g = ( p F ) pm A L m g
P pm 2 F umf pm = A' + B 3 2 3 Lm (1- pm ) d p (1- pm ) u 2 F m f = ( p - F ) pm g dp
siendo : pm = fraccin de volumen de lecho ocupada por las particulas en la fluidizacion (m3 slido / m3 reactor) p = densidad de partcula
AMPLIACIN DE REACTORES QUMICOS, Pgina 4
F.Cunill, M.Iborra, J.Tejero
xi de la curva acumulativa dp = di-1 + di 2 x i = fraccin msica entre dos tamaos Haciendo la expresin adimensional (multiplicando por Fdp3/(F2pm)), y si se usan los valores experimentales de los parmetros A (pm/(1-pm)3) y B(1/(1-pm)3), los cuales suelen tener respectivamente un valor cercano a 1650 y 24.5, respectivamente, se obtienen las siguientes expresiones en las que aparecen dos nmeros adimensionales, el nmero de Reynolds y el de Arqumedes:
R e m f = 3 3 .7 [(1 + 3 .6 1 0 A r )1/ 2 - 1 ]
Re mf = dp u mf F F Ar = F ( p - F) d p g F
2 3
-5
33.7 F umf = dp F
1/2 3 -5 3.6 10 ( p - F) F dp g 1+ - 1 2 F
Estas estimaciones puedan presentar una desviacin estndar de 34%. La estimacin de la velocidad mnima de fluidizacin se puede mejorar con ayuda de la determinacin experimental, que son las que sirven para definir los valores de 1650 y 24.5. Ntese que la velocidad mnima de fluidizacin es independiente de la altura de lecho. La expresin general para partculas cuya geometra viene definida por la esfericidad, s, la cual cuantifica su alejamiento de la geometra esfrica, es la siguiente
1.75 d pu mf F 150(1- mf ) d pu mf F d p F( p - F )g + = 2 2 s 3 s 3 mf mf
3
superficie de una esfera s = superficie de la partcula ambas para el mismo volumen
s = 1 esfera, 0 < s < 1 otras formas
Expresin que en los dos casos extremos de partculas pequeas y grandes se simplifica de la siguiente manera
Re> 1000 umf 2 =
Re < 20 u mf =
sdp (p - F) 1.75
2
g3 mf
( s d p ) ( p - F ) 3 g mf 150 1- mf
AMPLIACIN DE REACTORES QUMICOS, Pgina 5
F.Cunill, M.Iborra, J.Tejero
El valor de la esfericidad oscila entre 0.5 y 1, siendo normal para slidos granulares tpicos el de 0.6. Las partculas esfricas son las mejores para fluidizar, siendo tanto ms difcil cuanto ms se alejan de la geometra esfrica. En estos casos, las partculas no esfricas tienden a redondearse por efecto de la atricin. 1.1.2 Velocidad de arrastre La velocidad de arrastre se calcula para el tamao medio de la fraccin de partculas de menor tamao, d p , y para partculas de cualquier geometra mediante la siguiente expresin, en la que se considera que el peso aparente de la partcula es igual a la fuerza de rozamiento:
dp
Re =
F dp u t F
( p - F ) g = F T
Coeficiente de roz. = C D =
FT
2 u t dp F 2 4 2
de donde, en funcin de CD, se tiene
4 g d p ( p - F) ut = 3 F CD
1/ 2
El coeficiente de rozamiento es una funcin del Reynolds y para partculas esfricas la relacin es analtica,
(Regimen Stokes) Re t < 1 24 CD = Re ut = (p - F) g dp 18 F
2
Re t > 103
1< Re t < 10
3
CD 0.43
u t = 3.1
dp (p - F) g F
4 (p - g)2 g2 ut = dp 225 g
1/3
69.43 ln CD = - 5.50 + lnRe t +7.99
Se suele decir que para evitar un excesivo arrastre, la velocidad superficial del fluido en el proceso de fluidizacin debe ser superior a la mnima pero inferior a la de arrastre. Sin embargo, es necesario sealar que en esta afirmacin se estn comparando dos magnitudes definidas sobre bases diferentes, el tamao medio de todas las partculas para umf y el tamao de la fraccin de partculas ms pequeas para ut. Teniendo en cuenta que en rgimen de borboteo la mayor parte del gas pasa a travs del lecho en forma de burbujas rpidas con poca fraccin de slidos, se puede tener un lecho fluidizado estable incluso a velocidades superiores a la de arrastre. En la prctica se ha observado que ut 10 Re p > 1000 , para partculas grandes u mf ut 90 Re p < 0.4 , para partculas pequeas u mf
AMPLIACIN DE REACTORES QUMICOS, Pgina 6
F.Cunill, M.Iborra, J.Tejero
Puesto que, en general, se usa una velocidad de fluido entre 5 y 30 veces la mnima de fluidizacin, el riesgo de arrastre es muy limitado y fcilmente eliminado con un cicln. 1.1.3 Expansin del lecho fluidizado La expansin del lecho fluidizado por un gas no es fcilmente estimable y las mejores estimaciones son las experimentales. En la prctica es necesario adicionar distribuidores y utilizar relaciones dimetro/altura, D/h, elevadas para conseguir una mayor uniformidad y eliminar posibles glbulos y canalizaciones. En el caso de la fluidizacin agregativa una vez sobrepasada la velocidad mnima de fluidizacin, prcticamente todo el exceso de gas pasa por el lecho en forma de burbujas y la expansin se suele estimar como la correspondiente a la velocidad mnima de fluidizacin. Aunque su valor es ms o menos uniforme en todo el lecho, la erupcin de las burbujas en la superficie del lecho provoca que en esa zona crezca la fraccin de huecos. Una correlacin que da buenos resultados en las predicciones de mf ( 10%) cuando las partculas a fluidizar son bastante pequeas es:
mf = 0.586 s
0.722
2 F g( p F )d3 p
0.029
F p
0.021
Cuando las partculas son grandes, estas predicciones son demasiado pequeas, y valores obtenidos inferiores a 0.40 son dudosos. Si hay una distribucin significativa de tamaos tampoco deben usarse estas predicciones, ya que las partculas pequeas llenan los intersticios entre las grandes. Valores tpicos de mf estn alrededor de 0.5. 1.1.4 Dimetro de burbuja En general, el tamao de las burbujas est determinado por la velocidad superficial, uo = qo/A, la geometra del recipiente, el diseo del distribuidor principalmente, y se controla mediante el uso de dispositivos internos (internals), que permiten tener burbujas lo suficientemente pequeas (tamao razonable 4-10 cm) y distribuidas uniformemente para conseguir un buen contacto G-S. Se suelen utilizar dispositivos en posicin vertical o bien en horizontal. Un ejemplo de dispositivos verticales es la utilizacin de tubos de intercambiadores de calor uniformemente espaciados. En esta disposicin el dimetro efectivo del lecho es el dimetro hidrulico, dte
dte = 4 area transversal del lecho permetro de mojado
db,eff
Para el diseo de este tipo de reactores se requiere calcular el dimetro efectivo de las burbujas y en ausencia de datos experimentales se puede tomar db,ef = dte ,o bien el que se indica en la figura 1.1.4-1.
Figura 1.1.4-1: Dimetro efectivo de burbuja en la presencia de dispositivos internos verticales
AMPLIACIN DE REACTORES QUMICOS, Pgina 7
F.Cunill, M.Iborra, J.Tejero
Los dispositivos internos horizontales son parrillas, baffles ondulados, platos perforados o tubos de intercambiador. El diseo y el espaciado de estos dispositivos determina el tamao resultante de burbujas y no existe, en estos casos, ninguna formula general para predecirlas. Si se compara estos dos tipos de disposiciones se encuentra que la vertical minimiza las interferencias con el flujo suave de los slidos mientras que el horizontal dificulta la mezcla permitiendo el desarrollo de gradientes de temperatura. Los baffles horizontales retardan la mezcla del slido, provocan clasificacin de partculas y originan perfil axial de temperatura. Tambin crean zonas de bajo contenido en slido. Los lazos de recirculacin de slido para corregir la clasificacin son raramente justificables desde el punto de vista econmico y crean problemas de operacin. A elevadas velocidades de gas los dispositivos verticales presentan mucho bypass de gas y slugging, para evitarlo deben estar separados al menos 30 veces el dimetro de las partculas. Por el contrario el horizontal uniformiza la mezcla, provoca turbulencia y minimiza el bypass. Por tanto, la disposicin horizontal se prefiere para trabajar a elevadas velocidades cuando la uniformidad de temperatura no es un factor crtico. As pues, la presencia de dispositivos internos puede mejorar el comportamiento (aumentando el contacto) de los reactores grandes, pero existe un lmite crtico por encima del cual el lecho fluidizado se comporta como uno fijo al limitar el movimiento del slido. Con slidos del tipo A del grfico de Geldart, las burbujas suelen alcanzar rpidamente un dimetro de unos pocos centmetros (entre 2 y 4). Con partculas del tipo B se observa un crecimiento de las mismas con la altura de lecho, tendiendo a un tamao lmite que suele ser mayor que el de los slidos tipo A. El tamao de las burbujas ha sido medido por Yasui y Johanson (AIChE J. 4,445(1958)), Kobayashi et al. (Chem.Eng.Japan 29,846(1965)), Toei et al. (Chem.Eng. Japan 29,851(1965)) y Kunii et al. (Chem.Eng.Japan 29,846(1965)). Los resultados muestran que el tamao de las burbujas crece con la velocidad del gas y con la altura en cualquier lecho. Existen diversas correlaciones para estimar el dimetro de burbuja originado por un orificio pero hay que tener presente que no todas consideran que la altura del lecho y la coalescencia alteran significativamente el dimetro de las burbujas. Davison y Harris (1963) sugieren que la condicin para el tamao mximo de burbuja es ub = ut. Sin embargo, experimentalmente se evidencia que db,mx es el doble del predicho por dichos autores. Desde el punto de visto prctico un buen procedimiento es db,mx =1.87db,orificio (Rowe 1973). Como se muestra en la figura 1.1.42 las burbujas de gas se forman en el distribuidor, formndose posteriormente una zona de crecimiento de burbujas, con burbujas pequeas que coalescen, y una zona posterior de burbujas grandes.
Figura 1.1.4-2: Diferentes estados de fluidizacin
AMPLIACIN DE REACTORES QUMICOS, Pgina 8
F.Cunill, M.Iborra, J.Tejero
En la medida de lo posible, el tamao de burbuja debe determinarse experimentalmente en reactores grandes y con los dispositivos internos necesarios. El dimetro efectivo de las burbujas se puede calcular a partir de la observacin experimental de la frecuencia de burbujas (n) por la siguiente expresin vlida para un lecho de burbujas rpidas (el modelo de flujo de gas alrededor es el de Davison) (se forman si ub>5umf o uo>2umf)
db =
1.5ub uo - umf 1.5 (u - u ) . Para burbujas pequeas n ub - u mf n o mf
db =
1.5ub uo - umf n ub + 3umf
Existen estudios sobre el dimetro de burbuja en lechos fluidizados pequeos sin dispositivos internos. La mejor relacin parece ser la de Mori y Wen :
dbmax - db = e 0.3h/D dbmax - dbo
D = 7 130 cm
dbm = 0.652[ A (uo umf )] Plato poroso Plato perforado
0.4
(CGS)
0.4
dbo = 0.00376 (uo umf )2 A (u u ) dbo = 0.347 o mf nd
v mf = 0.5 20 cm / s dp = 0.006 0.045 cm dmax = dimetro m x imo si todas las burbujas de un plano coalescen en una sola o altura inf inita nd = nmero perforaciones por cm2 dbo = dimetro inicial, justo a la salida del orificio
Werther desarrollo otro modelo basado en la coalescencia cuyas predicciones para reactores ms grandes (2m de dimetro) y ms pequeos (0.1 m) que los del intervalo de Mori, son muy cercanas a las predicciones de este ltimo.
db = 0.853 1 + 0.2722 ( uo umf )
1/3
1 0.0684h)1.21 (cgs)
Como puede observarse el tamao de burbuja depende de la altura del lecho, y como la altura de lecho cataltico depende del coeficiente global de transferencia y de la velocidad de la burbuja que, a su vez, dependen del tamao de burbuja, ser necesario un procedimiento iterativo para el clculo de la altura y del peso de catalizador cuando variacin del tamao de burbuja sea importante. La realidad de los lechos fluidizados es compleja y los modelos que intentan describirla presentan unos parmetros difciles de escalar. Por esta razn el mejor diseo es el que se realiza por cambio de escala (scale-up) de planta piloto. De la gran diversidad de modelos hidrodinmicos existentes no se puede escoger uno como el mejor ya que cada uno de ellos ser adecuado cuando las condiciones experimentales coincidan con las asunciones del modelo. Para un diseo preliminar, sin embargo, es recomendable elegir un modelo satisfactorio en varios puntos que requiera pocos datos. Dado que la mayora de los reactores tienen dispositivos internos son recomendables los modelos de burbuja uniforme y en concreto el de Kunii-Levenspiel es recomendable por su simplicidad conceptual y combinado con el apropiado modelo cintico suele proporcionar un perfil de concentraciones muy correcto en un amplio rango de condiciones.
AMPLIACIN DE REACTORES QUMICOS, Pgina 9
F.Cunill, M.Iborra, J.Tejero
1.1.5. Diseo del distribuidor de gas El distribuidor de gas en un lecho fluidizado es uno de los factores ms importantes en el diseo ya que afecta a la calidad y comportamiento del lecho. Las principales consideraciones implicadas en el diseo del distribuidor son: 1) distribucin uniforme del gas en el lecho. 2) prevencin de la prdida de slido por el distribuidor. 3) prevencin de la atricin del slido en los puntos de inyeccin del gas. 4) completa fluidizacin desde el inicio del lecho sin la formacin de zonas muertas en las cercanas del distribuidor. 5) control de la formacin de chorros durante la inyeccin del gas a travs de los orificios del distribuidor. La prdida de presin a travs del distribuidor es la variable esencial en la verificacin de las anteriores consideraciones. En principio, cuanto ms elevada sea mejor ser la distribucin del gas, ya que el gas tiene que vencer de manera uniforme las perturbaciones que se producen en el burbujeo del gas. Sin embargo, si la cada de presin es suficientemente pequea, el gas busca los orificios ms fciles, dnde la cada de presin sea ms baja, producindose canalizaciones preferentes, y probablemente aparecern orificios tapados. Al mismo tiempo, una elevada prdida de carga significa una mayor compresin del gas, es decir, un incremento en el coste, y , por tanto, un aumento considerable de la velocidad en los chorros del distribuidor. Esto ltimo lleva consigo una mayor atricin del slido y tambin el peligro de que dichos chorros atraviesen el lecho, si ste es de poca altura, con el consiguiente bypass de gas. Experimentalmente se ha comprobado que la prdida de presin debe de estar entre un 10 y un 30% de la prdida total de presin en el lecho fluidizado. Existen diversos criterios para la eleccin de la perdida de presin en el distribuidor, en los que se propone que sea una fraccin de la perdida de presin en el lecho con la finalidad de tener una distribucin uniforme del gas. Para platos perforados y boquillas, Hyby (1967) sugiere utilizar las siguientes relaciones:
P d = 0.15 uo / umf 1- 2 P P d = 0.015 uo / u mf >> 1 P
Como se observa en la ltima relacin, se ha visto que es posible encontrar buenas distribuciones para valores muy inferiores al comentado, mostrndose la dependencia de la prdida de presin con la altura y del dimetro de lecho. La expresin propuesta por Creasy (1971) cuantifica dicha dependencia,
D Pd = 0.01+ 0.2 1 exp P 2 H
Por tanto, la presin del gas debajo del distribuidor ser P = presin encima del lecho + prdida de presin en el lecho + prdida de presin en el distribuidor. En la figura 1.1.5-1 se esquematizan diversos tipos de distribuidor. Desde el punto de vista de la uniformidad de fluidizacin el ms adecuado es el plato poroso, seguido del perforado y el de rejillas. Si es necesario retirar parte de slidos por el fondo, el acceso del gas al distribuidor es cnico. En este caso, la influencia del ngulo es considerable, siendo recomendable un valor prximo a los 50. El plato puede ser plano (es lo ideal) o cncavo o convexo si consideraciones de orden mecnico lo aconsejan. Sin embargo, estos dos ltimos tipos provocan erosin del plato y circulacin preferente del gas.
AMPLIACIN DE REACTORES QUMICOS, Pgina 10
F.Cunill, M.Iborra, J.Tejero Platos perforados apilados Plato perforado concavo Plato perforado convexo
Plato perforado
Una fijo Lechovez calculada la prdida de presin en el distribuidor es necesario calcular la velocidad del gas en los orificios del distribuidor, el nmero y Barras de orificios (0.5-5 cm) y su disposicin. Las siguientes relaciones son dimetro insertado de la tiles para dicha finalidad, entre platos Orificios Campanas rejilla Rendija Rendija perforados
2 g Pd u o r = 0.7 G
1/2
Re > 100 Kunii - Levenspiel (1969) u= 2 n do r uo r o r 4 Ad
Plato de Rejilla multiples de filtros Orificios En general, cuanto ms pequeo es el orifico, mejor es la distribucin del gas, pero mayor es el peligro de tubos laterales obturacin y ms elevado es el coste. de mezclado
A las velocidades de orificio empleadas en algunas industrias (50-200 cm/s) el fluido penetra en el lecho en forma de chorro, por lo que el comportamiento en las cercanas del distribuidor es muy distinto al del resto del lecho. Existen muchas expresiones para estimar la profundidad de penetracin del chorro, pudiendo usar de manera aceptable Figura 1.1.5-1: Diferentes tipos de la de Wen y Chen (AIChE J. (1982),28,348) con una desviacin de un 30%. Tambin hay que tener presente que existe distribuidor de flujo en lechos fluidizados una velocidad del gas para la cual no todos los orificios son operativos.
Eliminacin de cenizas
1.2. Modelo de burbujeo de Kunii-Levenspiel A velocidades de gas superiores a la de mnima fluidizacin, el lecho fluidizado ms bien parece un lquido en vigorosa ebullicin; las burbujas de gas ascienden rpidamente y explotan en la superficie del lecho, resultando una fase emulsionada muy agitada. En los reactores de lecho fluidizado se suele trabajar en las condiciones de borboteo, de modo que el intenso movimiento de las burbujas provoca una mezcla suficiente en la fase densa o emulsin, y como consecuencia la temperatura es prcticamente uniforme en todo el reactor. Este efecto favorable viene acompaado de otro desfavorable: el gas de dentro de las burbujas puede no reaccionar y puede, por tanto, originar cortacircuitos importantes de gas. Cuando las burbujas ascienden, los reactantes de la fase gas se transfieren hacia fuera y hacia dentro de las mismas, de manera que pueden entrar en contacto con el slido producindose la reaccin. El producto fluye hacia el interior de las burbujas y sale del lecho con las mismas. La velocidad a la cual los reactantes y productos fluyen hacia dentro y hacia fuera de la burbuja determina la conversin, que depende evidentemente del tiempo que tardan las burbujas en atravesar el lecho. Consecuentemente, adems del modelo cintico, ser necesario disponer para obtener la ecuacin de diseo de un reactor de lecho fluidizado, de un modelo de flujo completo, que considere el de cada fase y el contacto entre fases para estimar el comportamiento del reactor.
AMPLIACIN DE REACTORES QUMICOS, Pgina 11
F.Cunill, M.Iborra, J.Tejero
Los modelos ms simples son los fundamentados en el flujo ideal de una sola fase en la que se considera que todo el volumen del reactor tiene una concentracin uniforme de catalizador. No dan buenos resultados, presentndose grandes desviaciones entre las previsiones y los resultados experimentales. Como mximo se puede obtener previsiones cercanas a las de flujo en pistn y como mnimo pueden presentarse previsiones incluso ms bajas que las correspondientes al flujo ideal de mezcla perfecta, en particular para tamaos elevados de las burbujas. Los modelos de flujo no ideal con un solo parmetro tampoco suelen dar resultados satisfactorios, ya que son incapaces de predecir conversiones por debajo de la de mezcla perfecta. En los sistemas gas-slido la dificultad de emplear modelos basados en la RTD es la obtencin de una curva E significativa. La medida clsica de RTD no se puede utilizar para determinar la mezcla del gas en la emulsin, ya que siempre hay una fraccin de lecho ocupada por burbujas sin slido. El modelo que supone el flujo dividido en dos regiones, la de burbujas y la de emulsin, puede considerar hasta seis parmetros: la relacin de volmenes de las dos regiones, la relacin de la cantidad de slidos en las mismas, la relacin de flujos, la transferencia entre regiones, y las desviaciones en cada zona respecto al flujo ideal en las mismas. El modelo es demasiado complejo, con carcter emprico, y el escalado, por tanto, muy poco fiable. La propuesta ms atractiva es la que utiliza el modelo de flujo hidrodinmico denominado modelo de borboteo (bubbling-gas model) propuesto por Kunii y Levenspiel. El modelo est basado en un tamao medio de burbuja y todas las propiedades son funcin de este tamao. Por otro lado, el modelo considera tres regiones: la fase densa, la de burbujas y los alrededores de las mismas. En el modelo del lecho de borboteo se supone: 1. Las burbujas son del mismo tamao y estn distribuidas uniformemente en el lecho 2. El flujo de gas en las proximidades de las burbujas ascendentes se ajusta al modelo de Davidson (ver figura 1.2-1), en el que cada burbuja arrastra consigo una estela de slidos, creando una circulacin de slidos ascendente detrs de la burbuja y descendente en la emulsin. 3. El gas de la burbuja permanece mucho en la misma, penetrando solo una pequea distancia en la emulsin. La regin de penetracin se denomina nube. 4. La emulsin se mantiene en condiciones de fluidizacin mnima (es decir, la velocidad relativa del gas y del slido permanecen invariables). Se suele considerar cierta esta ltima afirmacin, pero es necesario recordar que hay casos en los que no lo es, como, por ejemplo, en la fluidizacin del grupo A y en la operacin a elevada presin.
Figura 1.2-1: Modelo de Davison
AMPLIACIN DE REACTORES QUMICOS, Pgina 12
F.Cunill, M.Iborra, J.Tejero
En general, los lechos fluidizados catalticos usan tamaos de partcula pequeos por lo que requieren bajas velocidades de flujo del gas, condiciones en las que se pueden formar burbujas de tamao relativamente constante y distribuidas uniformemente, las cuales adems tienen una velocidad bastante ms grande que la emulsin, es decir, son "rpidas" (ubr>> uo, o ub>>5 umf), y se suelen ajustar al modelo de Davidson. En el resto del captulo se considerar que el rgimen de burbujas pertenece a este ltimo caso. El flujo del gas se divide entre las burbujas y la emulsin, qG = qe + qb, si se asume que la emulsin tiene la velocidad de mnima fluidizacin tenemos:
qG q = umf + b = u0 A A
La expresin anterior corresponde a una situacin ideal (tera de las dos fases) que suele sobrestimar el caudal de gas en la fase burbujas. Si la velocidad del gas es suficientemente grande, uo/umf > 3, la velocidad del gas en la emulsin es despreciable frente a la de las burbujas, por lo que se puede considerar que el flujo de gas a travs del lecho se produce solo por las burbujas y, por tanto, que la conversin total del gas se corresponde con el de las burbujas (Figura1.2-2). La perdida de presin necesaria en el lecho hace que el gas se expanda (disminuye su densidad) al ascender. Por tanto, el caudal y la velocidad aumentan con la altura. Puesto que umf es muy poco sensible a la densidad, resulta un aumento en la velocidad de flujo de la fase de burbujas con la altura. Esto se tiene que tener en cuenta slo para lechos muy altos, de material muy denso, o cuando se opera a presin subatmosfrica. Es despreciable para uo>>umf. Davidson extrapol los resultados obtenidos con burbujas en sistemas lquidos a sistemas gas-slido y propuso para burbujas pequeas aisladas con db/D < 0.125 la siguiente relacin entre la velocidad de ascenso y el tamao de burbuja, Figura 1.2-2: Modelo de Flujo y transferencia
ubr = 0'711 ( g db )
1/2
Cuando hay presentes muchas burbujas, esta velocidad se ve afectada por otros factores. Por un lado, cuanto mayor es el nmero de burbujas menor es el efecto del rozamiento que afecta a cada una de ellas, y las burbujas presentan un efecto de arrastre colectivo. Y como el nmero de burbujas aumenta con la velocidad total del gas uo, la velocidad de ascenso de la burbuja debe de aumentar al hacerlo dicha magnitud. Por otro lado, la viscosidad del gas, y el tamao y densidad del slido tambin deberan de afectar a la velocidad de ascenso. Estos ltimos factores afectan tambin a la velocidad mnima de fluidizacin, de modo que esta velocidad podra ser representativa de la influencia de conjunto mencionado. As, se puede concretar en que un aumento de la velocidad mnima de fluidizacin tiende a reducir la velocidad de ascenso de de las burbujas. Extendiendo a sistemas gas-slido los resultados que haba obtenido en sistemas lquido-slido, Davidson propuso que la velocidad de ascenso de un conjunto de burbujas se podra estimar mediante la relacin ub = ubr + (uo umf ) La relacin es emprica pero da bastante buenos resultados. Para describir completamente y de forma cuantitativa el modelo de Kunii-Levenspiel se ha de determinar la fraccin de lecho ocupado por las burbujas y estelas. Se definen para ello, el parmetro como la fraccin de lecho
AMPLIACIN DE REACTORES QUMICOS, Pgina 13
F.Cunill, M.Iborra, J.Tejero
ocupada por las burbujas sin contar las estelas
m3 burbuja (sin estela) = m3 lecho
y el parmetro como el volumen de estela por volumen de burbuja
m3 estela m3 burbuja
De este modo, el producto representa el volumen de estela por volumen de reactor (m3 estela/m3 reactor). Los valores usuales de oscilan entre 02 y 06. En la figura se puede estimar un valor del mismo. Por diferencia, se deduce que la fraccin de lecho ocupada por la fase emulsin, incluyendo las nubes, es (1 - ). Utilizando el modelo de Kunii-Levenspiel, la fraccin de lecho ocupada por burbujas y estelas se puede estimar mediante balances de materia. Un balance de slidos en el lecho conduce a plantear que el caudal de slidos presente en la fase emulsin ha de ser igual al caudal de slidos que asciende con las estelas (se desprecia el contenido en las burbujas y nubes). Entonces se tiene,
A (1 ) us se = ub A se
Siendo A el rea transversal y se la densidad aparente de slido en la fase emulsin y estela. Aislando la velocidad de slidos se obtiene, ub us = 1 El balance de materia del gas es (Caudal total de gas) = (Caudal de gas en burbujas) + (Caudal de gas en estelas) + (Caudal de gas en la emulsin)
A uo =
A ub
+ A mf ub + A mf (1 ) ue
La velocidad del gas en la fase emulsin se estima de la expresin
ue =
umf us mf
Si la velocidad de descenso del slido es suficientemente grande, el flujo de gas en la emulsin se puede impedir e incluso transformarse en un flujo descendente. Esta situacin se produce para uo > (3 a 11) umf. No obstante, en general este fenmeno no se suele considerar y se admite que en flujo de gas en la fase emulsin es insignificante. El valor de mf aparece en la relacin anterior ya que umf es la velocidad mnima de fluidizacin basada en la seccin de tubo vaca.
AMPLIACIN DE REACTORES QUMICOS, Pgina 14
F.Cunill, M.Iborra, J.Tejero
Combinando las ecuaciones anteriores se obtiene una relacin para determinar la fraccin de lecho ocupada por las burbujas
uo umf ub umf (1+ )
Considerando los valores de y admitiendo burbujas rpidas la ltima expresin se reduce a,
uo umf ub
La caracterizacin del lecho requiere tambin conocer las cantidades de slidos presentes en las distintas fases presentes en el mismo. Tomando como referencia el volumen de burbuja, la fraccin de slido presente en la fase burbuja, b, es, como ya se ha mencionado muy baja, y, cuando sea necesario se le supone un valor dentro del intervalo 0001 y 001, siendo 0005 un valor tpico. El volumen de slidos respecto al volumen de burbuja en la fase estela y nubes, c, se encuentre en el rango 03 y 04 normalmente. Este valor, no obstante, es muy sensible al valor de , el cual, a su vez, como se ha visto, es de difcil estimacin. La fraccin de slido presente en la fase emulsin, e, presenta valores tpicos alrededor de 15.
b =
vol. slidos en burbujas = 0.001a 0.01 volumen burbujas
c =
vol. slidos en nubes y estelas 3u / = (1- mf)[ mf mf + ] vol. burbujas ubr - umf / mf e = vol. slidos emulsin (1- mf)(1- ) = -( c + b) vol. burbujas
Para completar el modelo y realizar estimaciones de los caudales entre las distintas fases del mismo ser preciso disponer de relaciones para estimar coeficientes de transferencia de materia entre fases (Figura 2.2-2). La transferencia de materia externa gas slido se suele despreciar ya que las partculas catalticas suelen ser pequeas y la velocidad relativa gas slido alta. El coeficiente de transferencia de materia burbuja nube, Kbc = Kcb y el correspondiente a la transferencia entre nube y emulsin, Kce = Kec, se estiman de las relaciones siguientes:
DAB 1/2 g1/4 vol. gas desde burbuja a nube / seg. umf = 4.5 +5.85 5/4 K bc = vol. burb. db db vol. gas entre nube y emulsion / seg. K ce = vol. burb. D u 6.78 mf AB b 3 db
1/2
AMPLIACIN DE REACTORES QUMICOS, Pgina 15
F.Cunill, M.Iborra, J.Tejero
Valores tpicos de Kbc y Kce son, respectivamente, 2 y 1 s-1. y sus unidades
m3 gas que va de burbuja a nube K bc = (m3 burbuja) (s)
m3 gas que va de nube a emulsion K ce = (m3 burbuja) (s)
1.3. Diseo de reactores catalticos de lecho fluidizado El objetivo de este punto es el de predecir el comportamiento del reactor cataltico de lecho fluidizado, es decir, calcular la conversin en el efluente a partir de un modelo para el reactor. Las partculas de un lecho fluidizado son tan pequeas que tambin son despreciables los gradientes intrapartcula de concentracin y temperatura ( = 1). Por tanto, la velocidad global de reaccin es, en general, la velocidad intrnseca, evaluada a la temperatura y concentracin de la fase emulsin. Sin embargo, aunque ello sea un paso decisivo en el diseo, existen otros factores a considerar: la desactivacin y regeneracin del catalizador, transferencia de calor, eleccin de dispositivos internos, perdida de catalizador por arrastre, eleccin del tamao de partcula, la probabilidad de mala operacin (slugging), el diseo del distribuidor de gas y la necesidad de usar modelos para la operacin a gran escala. El lecho fluidizado para reacciones catalticas se utiliza solamente cuando la reaccin es muy exotrmica y el catalizador es muy activo, circunstancia que suele coincidir con partculas de reducido tamao, lo que significa que ue es baja y el comportamiento del lecho corresponde a burbujas rpidas. En aplicaciones para slidos del tipo D (tostacin de minerales, gasificacin de partculas grandes de carbn, secado de granos y legumbres, etc) se tienen partculas grandes y burbujas lentas. El modelo de contacto es diferente y el modelo de Kunii-Levenspiel no se puede aplicar. Para una cintica sin variacin de densidad (A = 0), los balances de materia conducen a la ecuacin de diseo en la que, como se ver, es de mucha importancia el tamao de las burbujas.
-r A =
1 dnA = k cat cn A W dt
m3 kg cata m3 k cat = p k' = 3 m cata kg cata s molA
n1
donde k es la constante de velocidad por kg de catalizador, y W la cantidad de catalizador, en este caso, normalmente en m3. Supngase para simplificar que la velocidad de reaccin sigue una cintica de primer orden utilizando como referencia el volumen de catalizador. Balance del gas reactivo A en la burbuja: (Desaparicin de A en burbuja) = (Reaccin en fase burbuja) + ( Transporte a nube y estela) d c Ab = k cat b c Ab K bc (c Ab c Ac ) dt
AMPLIACIN DE REACTORES QUMICOS, Pgina 16
F.Cunill, M.Iborra, J.Tejero
Balance de A en el conjunto nube y estela: (Entrada de A a nube y estela) = ( Reaccin de A en nube y estela) + (Transporte fase emulsin) K bc (c Ab c Ac ) = c k cat c Ac + K ce (c Ac c Ae ) Balance de A en la fase emulsin: (Entrada de A en la fase emulsin) = (Consumo de A por reaccin fase emulsin) K ce (c Ac c Ae ) = e k cat c Ae Eliminando las concentraciones de interfase entre las expresiones anteriores se obtiene
1 b + k cat 1 + 1 K bc + c 1 k cat + e K ce c Ab
d c Ab = k cat dt
Si se define el coeficiente global de transporte, KR, inverso de la resistencia total por la relacin
KR = 1 1 = b + k cat 1 Ro + 1 K bc + c 1 k cat + e K ce
Obsrvese que la resistencia total no es la suma de las resistencias de las etapas implicadas en el proceso transporte reaccin desde la burbuja a la fase emulsin ya que las etapas transcurren en serie y en serie-paralelo de acuerdo con el siguiente esquema 1 = Ro Resistencia global KR 1 = Resistencia a la reaccin en la burbuja = Rrb b 1 = Resistencia a la reaccin en la nube = Rrc c 1 = Resistencia a la reaccin en la emulsin = Rre e k cat = Resistencia al transporte entre nube y emulsin = R Tce K ce k cat = Resistencia al transporte entre burbuja y nube = R Tbc K bc
AMPLIACIN DE REACTORES QUMICOS, Pgina 17
F.Cunill, M.Iborra, J.Tejero
La ecuacin diferencial que da la variacin de la concentracin del gas en la burbuja queda de la forma siguiente: dc Ab = k cat K R c Ab = K o c Ab dt integrando respecto al tiempo y considerando que t = Lfluid/ub, y admitiendo que las concentraciones de entrada y salida se corresponden con la inicial y final de las burbujas se obtiene
k cat KR co A = ek catKR t = e cA L fluid ub
=e
Ko
L fluid ub
ecuacin que ya permite calcular la altura de reactor de lecho fluidizado necesaria para alcanzar un disminucin determinada de concentracin del gas a la salida del mismo. No obstante suele ser habitual realizar el clculo en funcin de la altura de lecho fijo o esttico, Lr. Para realizar el cambio es preciso realizar un balance de slido para el lecho fijo previo a la fluidizacin y una vez fluidizado. (Slido en el lecho fijo) = (Slido en el lecho fluidizado)
A p L r (1 r ) = A p L fluid (1 f )
como f es la fraccin de vaci en condiciones de fluidizacin, es difcil su determinacin directa, pero se puede obtener a partir de variables ya definidas. As, realizando un balance de huecos se tiene (vaco en el lecho) = (vaco en burbujas) + (vaco en la fase emulsin) utilizando unidades
m3 vacio m3 burbuja m3 vacio m3 resto lecho m3 vacio = 3 + m3 lecho fluid m lecho fluid m3 burbuja m3 lecho fluid m3 resto lecho
es decir, operando se obtiene
f = 1+ (1 ) mf 1 f = (1 mf ) (1 )
En consequencia, la relacin entre altura de lecho fluidizado y lecho fijo para la misma cantidad de catalizador slido resulta ser (1 r ) L fluid = Lr (1 mf )(1 ) La relacin entre concentracin de gas y altura de lecho fijo de relleno ser, entonces
ln
co (1 r ) Lr A = k cat K R cA (1 mf )(1 ) ub
AMPLIACIN DE REACTORES QUMICOS, Pgina 18
F.Cunill, M.Iborra, J.Tejero
Si ahora se tiene en cuenta la relacin
(1 ) = 1 uo umf ub uo + umf ubr = = ub ub ub
y se multiplica numerador y denominador por A p uo,, se obtiene la expresin
ln (1 r ) Lr A puo co 1 Wcat uo 1 A = k cat K R = k cat K R cA (1 mf ) p A uo (1 ) ub (1 mf ) p qo ubr
Esta expresin permite calcular la cantidad de catalizador necesaria para una concentracin determinada de A, p qo (1 mf ) ubr c o p qo (1 mf ) ubr 1 Wcat = ln A = ln k cat KR uo cA k catKR uo 1 X A El tamao de burbuja es el parmetro principal del modelo de Kunii-Levenspiel. En la figura 1.2-3 muestra que valores elevados de db proporcionan conversiones pequeas debido al gran bypass de las burbujas. Como se observa las conversiones pueden ser incluso inferiores a las obtenidas en un reactor de mezcla completa. En los reactores industriales debido al gran caudal se suelen formar lechos con grandes burbujas con un elevado bypass y un comportamiento deficiente. Para reducir y controlar el tamao de las burbujas es conveniente para estos reactores introducir accesorios internos. La mayora de los lechos fluidizados trabajan a presin cercana a la atmosfrica, aunque algunos trabajan a presiones elevadas (cercanas a 20 bars). Para un mismo caudal msico al aumentar la presin disminuye la velocidad por lo que se forman menos burbujas y son ms pequeas, aumentando as el flujo del gas en la emulsin lo cual origina un mejor comportamiento del reactor.
Figura 1.2-3 : Conversin segn el tamao de burbuja.
1.4 Diseo de reactores catalticos de lecho mvil. Si las velocidades de gas son superiores a las de arrastre se produce la salida de las partculas del lecho y si no hay alimentacin de partculas el lecho quedar vaci. Para mantener la cantidad de slidos en el reactor seria necesario alimentar un caudal de slidos por la parte inferior del reactor igual al caudal de salida por arrastre. Este tipo de dispositivo ha resultado muy til en el caso de producirse la desactivacin de catalizadores muy activos, ya que una vez desactivados o parcialmente desactivados despus de salir del reactor y antes de devolverlo al mismo pueden regenerarse en otro reactor. Tambin podemos tener lechos mviles con flujo descendente en los que las partculas de catalizador fluyen por gravedad, o por transporte mecnico. El lecho de slidos puede moverse en cocorriente, contracorriente o en flujo cruzado respecto a la corriente de fluido reactante. Siendo deseable que ambas fases tengan un comportamiento de flujo en pistn. La operacin en contracorriente requiere una velocidad de flujo de gas muy baja para evitar el arrastre de slido, lo que disminuye la capacidad de tratamiento de gas, y, como resultado, este tipo de
AMPLIACIN DE REACTORES QUMICOS, Pgina 19
F.Cunill, M.Iborra, J.Tejero
operar es poco frecuente. Los lechos mviles catalticos son tiles cuando el catalizador tiene una corta vida, es decir, una moderada desactivacin y puede ser regenerado de forma continua. Sirve para obtener elevadas conversiones con una buena selectividad. El principal problema de esta tecnologa es el manejo de grandes cantidades de slidos. Por esta razn, la resistencia a la atricin de los slidos empleados es muy importante. Este tipo de reactores sirven adecuadamente para trabajar en rgimen adiabtico, sobre todo para reacciones endotrmicas. El mismo catalizador puede servir como agente calefactor (con el calor que retiene de la regeneracin, o por calefaccin directa o indirecta). En este caso es necesario asegurarse que el ciclo trmico que se le impone al slido no afecta a su resistencia mecnica ni a largo plazo a su actividad cataltica. Los lechos mviles catalticos tienen pocas aplicaciones pero estas son extremadamente importantes. Entre ellas se incluyen el craqueo cataltico del gasoil (raiser, reactor de transporte) y el reformado cataltico de las gasolinas. ws (kg/s) Cuando los caudales de catalizador y reactantes no varan con el tiempo, el reactor est en estado estacionario y, por tanto, las wo (kmol/s) condiciones en cada punto del reactor no varan con el tiempo, uo (m/s) aunque si con la posicin. El balance molar de reactante A es el siguiente:
h h + dh
W =AcBz W +dW
B(kgcat/m3 lecho)
0 = w A - ( wA + d wA ) + rA dWcat 0 = w Ao dXA + r A dWcat w Ao dXA = - r A = a(t) [ - r A(t = 0)] dWcat
kf(cj)
La velocidad de reaccin depende de la actividad del catalizador y sta del tiempo de contacto entre el slido y el gas. Por tanto, es necesario relacionar el tiempo de contacto con la cantidad y caudal de catalizador. Para un reactor de lecho mvil en cocorriente si el slido circula con un caudal ws a una distancia h del reactor, admitiendo flujo en pistn, la permanencia del slido en el reactor, y, por tanto, el tiempo de contacto entre gas y slido igual al de la permanencia del slido en el reactor, se determina de la relacin t = Wcat/ws = W/ws. La velocidad del slido y la del gas son independientes, y en consecuencia los tiempos de residencia del slido y del gas no tienen porque coincidir. Diferenciando esta ltima expresin y considerando una cintica de desactivacin independiente de la concentracin de reactivos y productos (desactivacin por modificacin estructural o sinterizacin de la superficie del catalizador debida a la exposicin a condiciones extremas) se obtiene
da = k da n dt W t = cat ws
dt = -
dWcat ws
dW ws
da k d n = a dW w s
AMPLIACIN DE REACTORES QUMICOS, Pgina 20
F.Cunill, M.Iborra, J.Tejero
siendo kd la constante cintica de desactivacin. En el caso que la desactivacin este producida por deposicin de una impureza del alimento o del producto, o por descomposicin del producto, el modelo cintico de desactivacin es del tipo general dado por
da = k d c im a n dt
Por tanto, la ecuacin de diseo para un reactor mvil en cocorriente y flujo descendente es:
w Ao
XA
dX = -r A(t = 0)
a(W)dW
0
Expresin que permite calcular la masa de catalizador necesaria en el reactor para obtener una conversin determinada. Si se quiere obtener el volumen del reactor, es decir, sus dimensiones se utiliza la relacin
W = p (1- ) L D 4
2
Se puede observar la importancia en el clculo de la fraccin de slido (necesaria tambin para poder aplicar la ecuacin de Ergun para disear la circulacin del slido hacia el regenerador). En un reactor de lecho mvil aproximadamente se estima la fraccin de huecos por la relacin
(u t + us + uo) - (ut + us + uo)2 - 4 uo ut 2 ut
En los lechos mviles catalticos cuando el tamao de partcula es pequeo (03 - 06 mm) puede tener lugar normalmente el transporte neumtico, y en estas condiciones el reactor resultante se denomina reactor de transporte, en el que gas y slido tienen ahora la misma velocidad lineal aproximadamente (uo/us es aproximadamente 1). Es decir, ambas fases presentarn el mismo tiempo de residencia. Para conseguir el transporte de manera ms fcil el modo de operacin ms adecuado es la cocorriente ascendente. Este tipo de reactor se utiliza principalmente cuando el catalizador se desactiva rpidamente. Las ecuaciones de diseo son las mismas que para el reactor de lecho mvil. Ahora la velocidad del slido y la del gas son iguales y la fraccin de huecos mucho mayor. De la misma manera que se ha puesto el tiempo de contacto en funcin de la masa de catalizador, en los reactores de transporte se suele poner en funcin de la posicin en el reactor de la siguiente forma:
w Ao t= dX A = a(t) [ rA (t = 0)] A B dL
L W = us w s da k = d an dL us
Por otro lado, en estos reactores no hay que olvidar las variaciones de densidad, tanto las debidas a la estequiometra de la reaccin, como las producidas por los cambios de presin por rozamiento y por la temperatura
AMPLIACIN DE REACTORES QUMICOS, Pgina 21
F.Cunill, M.Iborra, J.Tejero
P T ug = uo (1+ A X A ) o P To
Si las condiciones de operacin del reactor no son isotrmicas, es necesario resolver adems y de forma simultnea el o los balances de energa. Dos son los casos extremos que se pueden presentar: a) T Ts Si la temperatura del gas es distinta a la del slido, el caudal de transmisin de calor entre ambos es
Q s = h a s (T Ts )
kJ/(m2sK) (m2/kg cat.)=
6 d p p
El balance de energa en la fase gas y sobre el slido a resolver simultneamente son:
dT U a w (Ta T) + h a s (Ts T) + rA H = dW w j c pj
4 D rB
dTs h a s (Ts - T) = dW w s c ps
mol/(gS)
b) T = Ts
la temperatura del slido y el gas es la misma hay que resolver: dT U a w (Ta - T)+ rA DH = dW w s cps + w jcpj
AMPLIACIN DE REACTORES QUMICOS, Pgina 22
F.Cunill, M.Iborra, J.Tejero
Problemas 1.1 Se est utilizando un reactor de lecho fluidizado a nivel de planta piloto para estudiar una determinada reaccin qumica. El dimetro del reactor es 914 cm y se tratan 283103 cm3/s de un alimento gaseoso a las condiciones de operacin de la reaccin. El dimetro medio de las partculas es 100 m. La altura de lecho en condiciones de fluidizacin es 914 cm. El distribuidor es una placa porosa. Determinar la cantidad (kg) de catalizador presente en el lecho. Datos adicionales: S = 07 F = 107 10-3 g/cm3 p = 13 g/cm3 F = 15 10-4 poise (g/cm s) Res.: 308 kg 1.2. En un reactor de relleno de laboratorio (Lrelleno = 10 cm y uo = 2 cm/s) la conversin es del 97% para la reaccin de primer orden A --> B. Calcular la conversin en un lecho fluidizado ms grande a escala planta piloto (Lrelleno = 100 cm y uo = 20 cm/s) en el que se ha estimado un tamao de burbujas de 8 cm. Datos: umf = 3.2 cm/s mf = r = 0.5 D = 0.204 cm2/s = 0.34 Res.: 71.9 % 1.3. Un reactante A gaseoso desaparece por reaccin de primer orden A --> R en un lecho fluidizado con borboteo vigoroso con una conversin del 50%. Si se duplica la cantidad de catalizador en el lecho permaneciendo las dems magnitudes constante incluyndose el tamao medio de burbuja, estimase la conversin resultante. Res.: 75 %. 1.4. En el reactor fluidizado del primer problema la conversin es del 71,5%. Calclese en cuanto ha de aumentarse la cantidad de catalizador para que la conversin lograda en el lecho de relleno aumente hasta el 97%, suponiendo que el tamao eficaz de la burbuja permanece constante. Res.: 2.8m 1.5 Un gas reactivo que circula con una velocidad superficial, uo, de 03 m/s y con un caudal volumtrico de 03 m3/s pasa a travs de un lecho fluidizado de 2 m de dimetro que contiene 7 toneladas de catalizador de densidad 2000 kg/m3. Las condiciones de fluidizacin son: umf = 003 m/s i mf = 05. La reaccin sigue la estequiometria A B y el modelo cintico es: -rA = k cA con k = 4 10-4 m3 fluido/(kg s) Comprobando que se puede aplicar el modelo de Kunii-Levenspiel (db<< dreactor y borboteo rpido, ubr>>umf) 1. Calcular la conversin del reactivo 2. La altura del lecho fluidizado y la del lecho fijo (r= 04) 3. La conversin que se obtendra si operase como un lecho fijo de flujo en pistn ideal, y como un reactor con mezcla perfecta para el gas. Discutir los resultados, las causas y proponer una posible mejora para el reactor fluiditzado. Dades adicionales: cAo= 100 mol/m3, D = 2 10-5 m2/s, = 033, medida estimada para la burbuja de gas: db = 032 m, b= 0003 Res: 1. 31.6%; 2. 2.77m , 1.9m; 3. 95% , 75%. 1.6 Estimar la cantidad de catalizador necesaria en un reactor de lecho fluidizado, segn el modelo de borboteo de Kunii-Levenspiel, para producir 6 107 kg/ao de acrilonitrilo por amoxidacin de propileno en presencia de aire C3H6 + NH3 + 3/2 O2 C3H3N + 3 H2O El aliment contiene C3H6 i NH3 en proporcin estequiometrica y con un 20% en exceso de aire (79% molar en N2 y 21% en O2). La conversin a alcanzar respecto al propeno es 70%, la temperatura de trabajo 400 C, la presin 2
AMPLIACIN DE REACTORES QUMICOS, Pgina 23
F.Cunill, M.Iborra, J.Tejero
bar y la fraccin de das en operacin 0,94. Calcular el dimetro y la altura del reactor fluidizado. Comparar con la cantidad de catalizador que hara falta si el reactor (suponer densidad constante) fuese: flujo de pistn ideal i) mezcla perfecta ii) Datos: db = 0,1 m; dp = 0,05 mm; p = 2500 kg m-3 ; = 1,44 kg h-1 m-1 ; umf = 0,002 m s-1 ; = 0,6; D = 0,14 m2 h-1 a 400 C ; r = 0,5; mf = 0,6 ; k = 1,0 s-1 ; uo = 720 m h-1 ; b = 0,004 Res.: 1. 1.42 105 kg cata 2. 10.1 m., 225m 3. Flux pist: 488 104 kg cata i mescla perfecta: 9.45 104 kg cata. 1.7. En un reactor cataltico de cracking se carga gasoil (A) para obtener C5 (B) y coque y gas seco (C). Este reactor es un reactor de lecho mvil que trabaja a 482 C. La reaccin puede describirse como A --(k1)--> productos.
dm 2 cA (gcat.)(mol)(min) La desactivacin del catalizador es independiente de la concentracin de la fase gas y es de primer orden (n=1) y una constante de 0.72 min-1. El alimento se halla diluido con nitrgeno por lo que se puede aproximar y considerar que la variacin de volumen es despreciable. El reactor tiene 22 kg de catalizador que se mueven a 10 kg/min. El gasoil se alimenta a 30 mol/min con una concentracin de 0.075 mol/dm3. Determinar la conversin que se alcanza. Res.: 55 %
La velocidad de craqueo del gasoil tiene la siguiente ecuacin: -r A = 0.60
1.8. Con el aumento de la demanda de xileno en la industria petroqumica, su obtencin a partir de la desproporcin del tolueno ha ganado inters en los recientes aos. Esta reaccin 2 Tolueno --(cat)--> Benceno + Xileno se ha estudiado catalizada por mordenita la cual se desactiva con el tiempo. Como primera aproximacin se pueden considerar las siguientes ecuaciones de velocidad:
2 r d = k da -r T = kP Ta k = 0.02mol / (hgatm)
k d = 1.6h
-1
Qu conversin se puede alcanzar en un lecho mvil que contiene 50 kg de catalizador alimentado a una velocidad de 2 kg/h? El tolueno se alimenta a 2 atm y 10 mol/min. Explorar el efecto de la velocidad del catalizador sobre la conversin. Res.: 26.4 % 1.9 La reaccin elemental cataltica en fase gas A + B C + D con k= 1.0 dm6/(molkg catas), se lleva a termino en un reactor de lecho mvil a temperatura constante. El reactor cont 5 kg de catalizador y el alimento es estequiometrico en A y B. La concentracin de entrada de A es 0.2 mol/dm3 y el caudal de aliment qo= 1 dm3/s. La cintica de desactivacin es de orden cero con kd= 0.2 s-1. Determinar 1. Cul es el cabal de catalizador para que a la salida del reactor la actividad del catalizador sea cero?. 2. Dibujar la actividad del catalizador en funcin del peso de reactor (W. de 0 a 5 kg), es a decir, de la distancia dentro del reactor para un caudal de catalizador igual a 0.5 kg/s. Qu quiere decir actividad cero? Puede ser la actividad del catalizador menor que cero?. 3. Cul ser la conversin para un caudal de catalizador de 0.5 kg/s? 4. Cul es el caudal de catalizador necesario per a alcanzar una conversin del 40%? 5. Cul es la conversin mxima a la que se puede llegar?
AMPLIACIN DE REACTORES QUMICOS, Pgina 24
F.Cunill, M.Iborra, J.Tejero
Res.: 1. 1 kg/s 3. 20 %. 4.1.5 kg/s 5. 50% 1.10 La reaccin elemental e isoterma en fase gas, A B + C, se lleva a cabo en un reactor cataltico de lecho mvil. El catalizador se desactiva por sinterizacin con una cintica de orden 2. El lecho contiene 100 kg de catalizador y su caudal se ajusta de modo que la actividad de salida sea de la de entrada. La constante de velocidad de reaccin especfica con catalizador fresco es 10-4 dm3/gcata s. El reactor se alimenta con un caudal de 222 dm3/s con reactante puro cuya concentracin es 0005 mol/dm3. El tiempo de residencia del catalizador es de 5 minutos. 1. Qu conversin cabe esperar? 2. Si se tratase de un reactor de transporte, qu dimensiones tendra? Datos: s = 1500 kg/m3 MA = 7811 g/mol = 2 10-4 kg/ms dp = 8 10-5 m Res.: 1. 75.5 % 2. 0.087 m3 1.11 La reaccin elemental 2A 2B se lleva a trmino en el reactor de lecho mvil con una importante prdida de actividad del catalizador. La desactivacin es de primer orden. El reactivo puro A entra en el reactor a la temperatura de 400 K, con una concentracin de 2 mol/L y un caudal de 4 mol/s. La cantidad de catalizador (100 kg) es tal que la actividad a la salida del reactor es 01. A 400K la constante cintica es 0045 L2/molskgcat. 1. Cul es la conversin a la salida? 2. Cmo se podra llegar a una conversin del 70%? Res: 1. 63.8 % 2. Conversin mxima 66.2 % 1.12 El craqueo en fase gaseosa de un gasoil ligero: gasoil (g) productes (g) + coc (s)(A B ) Se lleva a trmino en un reactor de transporte que contiene un catalizador que se desactiva como a consecuencia de la formacin de coque. La reaccin se efecta a 400 C. La concentracin de entrada de A es 0.2 kmol/m3. Las partculas catalticas se mueven a la velocidad media us = ug = 7.5 m/s. El modelo cintico es del tipo LHHW y separable respecte a la desactivacin k cA - rA =a(t) (kmolA/sm3 gas) 1+K A c A +KB cB con KA = 3 m3/kmol, KB = 0.01 m3/kmol y k = 8 s-1. El valor mximo de KB cB es 0.002 y ,entonces, se puede despreciar frente a los otros terminos del denominador del modelo cintico. 1 A 400 C la actividad cataltica del catalizador se puede aproximar de acuerdo con la relacin a(t) = 1+ A t con A = 7.5 s-1. Suponer volumen constante y despreciar la prdida de presin y las variaciones de temperatura. 1. Deducir la ecuacin diferencial que relaciona longitud del reactor y conversin del reactante 2. Deducir la funcin que relaciona la conversin y la longitud del reactor. 3. Que longitud de reactor es necesaria para alcanzar una conversin del 95%? 4. Calcular la conversin a la salida del reactor si la longitud es 6 m. Res: 2. z= (exp[7.5/8(06XA-ln(1-XA)] ) 1 ; 3. z= 27.3 m ; 4. XA= 79.8%
AMPLIACIN DE REACTORES QUMICOS, Pgina 25
F.Cunill, M.Iborra, J.Tejero, C.Fit
2. REACTORES PARA REACCIONES GAS-SLIDO NO CATALTICAS Las reacciones gas-slido no catalticas se caracterizan porque el slido es el reactante de referencia sobre el cual se fija la conversin a obtener. Industrialmente estn muy extendidas y son muy importantes. La combustin o gasificacin del carbn y la tostacin de minerales son claros ejemplos de este tipo de reacciones. En la Tabla 2.1 se presentan tipos y ejemplos de las mismas, mientras que en la Figura 2.1 se presentan las tecnologas ms utilizadas en la prctica.
Tabla 2.1: Tipos y ejemplos de reacciones gas-slido no catalticas
Tipo SLIDO+GAS SLIDO+GAS
SLIDO SLIDO+GAS GAS+SLIDO GAS
SLIDOSLIDO GAS+SLIDOSLIDO+SLIDO LQUIDO+SLIDOLQUIDO+SLIDO
Ejemplos Fe2O3 + 3CO 2Fe + 3CO2 Fe3O4 + 4H2 3 Fe + 4 H2O NiO + H2 Ni + H2O 2 ZnS + 3 O2 2 ZnO +2 SO2 2 CuS +3 O2 2CuO + 2SO2 CO3Ca CaO + CO2 C + O2 CO2 C + H2O CO + H2 C+ 2H2 CH4 Si + 2 H2 SiH4 transformaciones alotrpicas CaC2 + N2 CaCN2 + C fertilizantes superfosfatos
i)
Figura 2.1: Tipos de reactores ms utilizados en las reacciones gas-slido no catalticas.
Las principales aplicaciones de dichas tecnologas son las siguientes:
AMPLIACIN DE REACTORES QUMICOS, Pgina 26
F.Cunill, M.Iborra, J.Tejero, C.Fit
Regeneracin catalizadores por combustin Alto horno Cemento Tostacin menas Tostacin pirita Reduccin sulfato bario Combustin carbn Quemador de carbn en polvo Gasificacin del carbn Reduccin de la mena de hierro Manufactura de la cal
lecho fijo, lecho mvil vertical, lecho fluidizado convencional lecho mvil horno rotatorio horno rotatorio horno con mltiples platos y brazos rotatorios horno rotatorio lecho fijo, lecho fluidizado convencional transporte neumtico lecho fijo, lecho fluidizado convencional lecho fluidizado convencional lecho fluidizado convencional
Como puede observarse los tipos de reactores empleados son fundamentalmente los mismos que se utilizan para las reacciones catalizadas por slidos: lecho fijo, fluidizado y mvil, existiendo evidentemente algunos con sus detalles caractersticos. El flujo de slidos y fluidos en todos estos reactores no tiene porque ser el ideal, aunque para realizar el anlisis del reactor se suele admitir la hiptesis que se aproximan a uno de los tipos de flujo ideal. A continuacin se indicar a que tipo de flujo se tiende en cada uno de ellos. LECHO FIJO LECHO FLUIDIZADO LECHO MVIL SLIDO DISCONTINUO MEZCLA PERFECTA FLUJO EN PISTN FLUIDO FLUJO EN PISTON INTERMEDIO FP-MP burbujas pequeas. FLUJO EN PISTN El anlisis y diseo de estos reactores viene determinado principalmente por tres factores: la cintica de la reaccin para partculas aisladas, la distribucin de tamaos de los slidos, y el tipo de flujo de slidos y fluidos, junto con el modelo de contacto entre fases. La resolucin del modelo del sistema de reaccin puede resultar difcil cuando la cintica es compleja, el modelo global de flujo es difcil de caracterizar, y cuando la temperatura vara mucho de un punto a otro del sistema. En estos casos el diseo o modificaciones del reactor se deben basar principalmente en la experiencia. Atendiendo los nmeros adimensionales de Froude y de Reynolds de partcula, la figura 2.2 muestra los campos de aplicacin de estos reactores.
Figura 2.2: Campos de aplicacin de los lechos mviles, fluidizados, circulantes y de transporte (Trambouze, P. et al. "Chemical Reactors. Design/Engineering/Operation".Paris, Ed.Technip, 1988)
El trabajo a escala industrial presenta una gran variedad de condiciones: modelos de flujo complejos, composiciones variables, variaciones de volumen, efectos trmicos, distribuciones de tamao y estructura del slido,
AMPLIACIN DE REACTORES QUMICOS, Pgina 27
F.Cunill, M.Iborra, J.Tejero, C.Fit
y es prcticamente imposible plantear un modelo que englobe y represente todos los efectos citados a la vez. Aunque los reactores a escala industrial no correspondan a anlisis sencillos, en este captulo se considerarn solamente sistemas idealizados muy simplificados, en los que se conoce la cintica, las caractersticas del flujo y modelo de contacto, y la distribucin de tamaos del slido. Estos sistemas simples representan satisfactoriamente muchos sistemas reaccionantes reales, y adems pueden tomarse como punto de partida para anlisis ms complejos. En primer lugar, se clasifican los principales modelos de contacto en las operaciones gas-slido:
Flujo en pistn de gas y slidos. Como se ha comentado, este es el caso de los reactores de lecho mvil. La composicin y temperatura vara a lo largo del reactor. El contacto entre fases puede realizarse en contracorriente, por flujo cruzado o por flujo en corriente directa o cocorriente. Flujo de slidos en mezcla perfecta. Este es el caso de los lechos fluidizados en los que el flujo de gas es difcil de caracterizar y suele estar entre MP y FP para burbujas pequeas. Para grandes burbujas existen canalizaciones importantes, pudiendo haber desviaciones importantes del modelo de flujo ideal de MP, con posibles conversiones menores que la correspondiente a la mezcla completa. Entonces, para la fase gas, se debe utilizar el modelo de burbujeo de KuniiLevenspiel. En general, el lecho suele ser isotermo Operaciones semicontinuas. En este caso estamos hablando de los lechos fijos, en los que el flujo del gas se aproxima mucho al de flujo en pistn ideal.
El diseo simplificado de estos reactores considera composicin del gas uniforme dentro del reactor, hecho que sucede cuando se tiene una conversin en la fase fluida no excesivamente grande o cuando la retromezcla del fluido es considerable. Es necesario sealar que mientras la hiptesis de flujo de mezcla perfecta para slidos es bastante plausible, las hiptesis de flujo ideal para el gas es en muchos casos una simplificacin demasiado grande que suele conduce a errores excesivos. As mismo, en lo que sigue, la cintica empleada va a ser de primer orden y se va a admitir la aplicacin del modelo del ncleo sin reaccionar. La posible no idealidad del flujo del slido se aborda bastante bien mediante la curva de distribucin de tiempos de residencia. Su uso es ventajoso ya que el hecho de que el flujo del slido sea completamente segregado (comportamiento de macrofluido) permite aplicar la ecuacin de Levenspiel relativa al clculo de la conversin. Es necesario recordar que la curva DTR debe determinarse en las condiciones de operacin.
2.1
Reactores de lecho movil. 2.1.1 Flujo en pistn de slidos con partculas de un slo tamao y composicin uniforme del gas.
Dado que para un flujo en pistn todas las partculas de slido permanecen el mismo tiempo en el reactor, se calcula directamente el tiempo de contacto o tiempo de reaccin necesario para una nica partcula, o dado el tiempo se calcula la conversin. En la tabla 2.2 se presentan las relaciones para partculas que siguen el modelo de ncleo decreciente. Con el fin de seleccionar la etapa controlante, se resean algunas reglas y sugerencias, aparte de las grficas rn/R t/ y 1-XB t/ que se encuentran en la bibliografa especfica de este tema.
AMPLIACIN DE REACTORES QUMICOS, Pgina 28
F.Cunill, M.Iborra, J.Tejero, C.Fit
1. Variando el radio de la partcula, R, con la velocidad de gas, u, y temperatura, T constantes (t o ) t = t(R1,5-2,5) etapa controlante pelcula externa t = t(R2) etapa controlante difusin a travs cenizas t = t(R) etapa controlante reaccin qumica 2. Variando u manteniendo R y T constantes Si u influye, posible control de la pelcula externa, normalmente a nmeros de Reynolds, Re, pequeos. Nmeros de Re altos no suele haber resistencia en pelcula externa En general, en presencia de capa de ceniza consistente, la resistencia pelcula externa despreciable. 3. Variacin temperatura. Si T afecta mucho (exponencialmente), control por la reaccin qumica. Si T afecta linealmente, posible control de una de las etapas fsicas
Tabla 2.2: Relaciones conversin tiempo de reaccin para reacciones que siguen el modelo del ncleo sin reaccionar y un solo tamao de partcula.
PARTCULAS DE TAMNAO CONSTANTE
GEOMETRIA Cilndrica 2 r = 1- n XB R Esfrica 3 r = 1 n XB R
CONTROL DE LA PELCULA GASEOSA t = XB BR = 2bk AG c AG
t = XB BR = 3bk AG c AG
2 t = 1 (1 XB ) 3 R2 = B 2bD c AG 1 t = 1 (1 XB ) 2
3
CONTROL DE LA DIFUSIN EN LA CAPA DE CENIZAS t = XB + (1 XB ) ln (1 XB ) BR2 = 4bD e c AG 2 t = 1 (1 XB ) 3 + 2 (1 XB ) BR2 = 6bD e c AG No hay capa de cenizas
CONTROL DE LA REACCIN QUMICA 1 t = 1 (1 XB ) 2 BR = bk S c AG
1 t = 1 (1 XB ) 3 BR = bk S c AG 1 t = 1 (1 XB ) 3 BR = bk S c AG 1 t = 1 (1 XB ) 3 BR = bk S c AG
PARTCULAS DE TAMAO DECRECIENTE
Esfrica Partcula pequea Baja velocidad (Rgimen de Stokes) Esfrica Partcula grande Alta velocidad
R2 = (cons tante) c AG
No hay capa de cenizas
2.1.2 Flujo en pistn de slidos con partculas consistentes de tamaos diferentes y composicin uniforme del gas. Es difcil encontrar en aplicaciones reales slidos con el mismo tao de partcula. Es mucho ms frecuentes, sobre todo en la industria, manejar slidos que presentan una distribucin de tamao de partculas y vienen caracterizados
AMPLIACIN DE REACTORES QUMICOS, Pgina 29
F.Cunill, M.Iborra, J.Tejero, C.Fit
mediante un anlisis por tamizado que proporciona una funcin distribucin discreta de tamaos . Sea F el caudal de slidos a tratar (m3/s o kg/s) y F(dp) el caudal de slido del tamao dp que entra en el reactor. Si dpm es el tamao de partcula mayor, para partculas que no cambian de tamao se tiene que
F = F(dp)
dp=0 dpm
Puesto que la caracterstica del flujo en pistn es el avance de un frente plano todo elemento va a permanecer el mismo tiempo en el reactor. Entonces, conocida la cintica se puede calcular la conversin para cualquier tamao. Finalmente, la conversin media de los slidos que salen del reactor puede calcularse sumando la contribucin de todos los tamaos, cuantificada por la fraccin msica de cada fraccin de partculas con el mismo tamao,
X B = X B(dp)
dp=0 dpm
F(dp) F
0 XB 1
Si se utiliza como referencia la fraccin de slido no convertida, es decir, sin reaccionar, la expresin anterior toma las formas: dpm F(d ) 1- X B = [1- X B(dp)] p 0 X B 1 F dp=0 1- X B = [1- X B(dp)]
dp ( ) dp
F(dp) F
En la ltima expresin el lmite inferior del sumatorio empieza para las partculas pequeas con tamao superior al que corresponde a conversin completa, ya que para las partculas de tamao menor que aquel, salen del reactor totalmente convertidas y no contribuyen a la fraccin no convertida. 2.1.3 Flujo en pistn de las partculas slidas y gas en flujo en pistn de composicin variable. En general, en un lecho mvil en el que el fluido y el slido fluyen en flujo en pistn, la concentracin del reactante en el gas no suele ser constante a lo largo del reactor, sino que varia con la posicin. Por tanto, para partculas de tamao constante y para una estequiometra A + bB productos, el balance de materia aplicado a un elemento de diferencial de volumen del lecho mvil conduce a
w Bo dX B = b qG dc AG + contracorriente - cocorriente (caudal molar) w Bo qG = constante
AMPLIACIN DE REACTORES QUMICOS, Pgina 30
F.Cunill, M.Iborra, J.Tejero, C.Fit
ecuacin que se puede integrar con la siguiente condicin lmite
X B = 0 c Ag = c Ag salida contracorriente X B = 0 c Ag = c Ag entrada cocorriente
y admitiendo qg constante, obtenindose la relacin
c AG = c Ag salida +
w Bo X B contracorriente bqG w Bo X B cocorriente bqG
c Ag = c Ag entrada -
Esta expresin junto con la cintica por partcula que proporciona la relacin entre XB y t, y la definicin de tiempo de residencia del slido t=A lechodL/ws, permiten determinar la variacin de la conversin del slido, XB, con la posicin, L, en el reactor. Por ejemplo, si se supone que la etapa controlante es la difusin externa y el flujo es en contracorriente, se tendra: t BR = = XB 3bk G c AG
dt =
A lecho dL ws
XB
dt = dX B
B R 3bk G
dX B = w Bo c AGs + XB bqG
A B dL ws
XB =
3k w A bqgc AGs 1- exp G Bo c lecho L B R qg w s w Bo
Se ha supuesto que el caudal msico de slidos permanece constante.
2.2 Reactores de lecho fluidizado 2.2.1 Flujo de mezcla perfecta con partculas de un slo tamao y composicin uniforme del gas. Consideraremos que no hay arrastre de slidos en el lecho fluidizado. En este caso puesto que cada partcula no esta el mismo tiempo en el reactor se ha de calcular la conversin media de las mismas. En este caso, el slido se comporta como un macrofluido y, por tanto, la fraccin no convertida segn la ecuacin de Levenspiel viene dada por la relacin,
AMPLIACIN DE REACTORES QUMICOS, Pgina 31
F.Cunill, M.Iborra, J.Tejero, C.Fit
1- X B = (1- X B)EMPideal dt X B 1
0
1- X B = (1- X B)EMP idealdt
0
E MP ideal =
-t/t
con t = tiempo medio de residencia del slido
En estas expresiones se incluyen tambin las consideraciones anteriores sobre las partculas con el tiempo de residencia mayor que el tiempo necesario para conversin completa. Esta ltima expresin puede integrarse para las distintas situaciones que se presentan segn sea la resistencia controlante, obtenindose las siguientes expresiones. PELICULA GASEOSA
t X B = (1- e t )
1 1 1 1- XB = - + - ... < 1 2 t 3! t 4! t t 1 1- XB para < 5 2t t REACCION QUIMICA
t t t X B = 3 - 6 + 6 (1- e t ) 2 3
1 1 1 t 1- XB = - + - ... > 1 4 t 20 t 120 t 1- XB 1 t para > 5 4 t
3 4
DIFUSION EN LAS CENIZAS
1- XB =
1 19 41 + - 0.00149 + ... 5 t 420 t 4620 t t 1 1- XB para < 5 5 t t
La Figura 2.3 presenta estas expresiones en forma grfica y se comparan los tiempos de residencia segn el modelo de flujo del slido con partculas de un slo tamao. Como se observa, para lograr la misma conversin se necesita ms tiempo de permanencia en un reactor con mezcla perfecta que un reactor de flujo en pistn.
AMPLIACIN DE REACTORES QUMICOS, Pgina 32
F.Cunill, M.Iborra, J.Tejero, C.Fit
Figura 2.3: 1) Representacin de la conversin media frente al tiempo medio de residencia en un reactor de mezcla perfecta para un solo tamao de partculas del slido. 2) Comparacin entre los tiempos de residencia necesaria para alcanzar una conversin en reactores de mezcla perfecta y de flujo en pistn, para un solo tamao de slido. (Levenspiel, O. "Ingeniera de las reacciones qumicas".Ed.Revert, 2003.)
Hay situaciones en las que se requieren elevados tiempos de residencia para poder alcanzar una conversin considerable. En estos casos se suele utilizar lechos fluidizados en mltiples etapas de igual tamao, y con igual caractersticas del gas, ya sea en contracorriente o en corriente cruzada. Con ello se consigue reducir el cortacircuito y el tamao del reactor, originndose tiempos de residencia cercanos al de FP, as como conversiones ms elevadas que con nico reactor del volumen igual a la suma total de volmenes individuales. Para una serie de N reactores conectados en serie, en relacin al flujo de slidos, la curva de tiempos de residencia a considerar es
1 E(t) = (N -1)t i t -t/ e ti t i
N-1
donde para cada etapa
ti =
W por lecho Fo
La fraccin media no convertida para grandes valores de ti/ o altas conversiones y N=2 se obtiene mediante las siguientes expresiones, PELICULA GASEOSA REACCION QUIMICA DIFUSION EN LAS CENIZAS
1 1 1 1 1- XB = - + + ... 6 t 12 t 40 t 180 t
1 1 1 1 1- XB = - + + ... 20 t 60 t 280 ti 1680 ti
Para este control es necesario realizar una integracin numrica. Sin embargo, comparando con el control de la reaccin esta ltima da un estimado de la conversin conservativo.
AMPLIACIN DE REACTORES QUMICOS, Pgina 33
2 3 4 5
F.Cunill, M.Iborra, J.Tejero, C.Fit
Si interesa la conversin del slido se elige la corriente cruzada porque es simple y fcil de operar. Adems permite evitar el arrastre mecnico asociado a la contracorriente. Otra alternativa a los lechos fluidizados en serie es un sistema de reaccin constituido por un lecho fluidizado que alcance una conversin del 80-90%, con un control eficiente de la temperatura, seguido de un lecho mvil que complete la conversin con pocos problemas de eliminacin de calor. 2.2.2 Flujo de mezcla perfecta con partculas de diversos tamaos y composicin uniforme del gas. Consideraremos que no hay arrastre de slidos en el lecho fluidizado. Dado el modelo de flujo de MP, la corriente de salida representa las condiciones del lecho. Ello junto a la consideracin de partculas de tamao constante permite concluir que la distribucin de tamaos en el lecho, en la alimentacin y en la corriente de salida principal es la misma. Es decir: F(dp) W(dp) W W(dp) = t = t(dp) = F W F F(dp) donde, W es la cantidad de material en el reactor. Por otro lado, dado el tipo de flujo, el tiempo medio de residencia t (dp ) de las partculas de tamao dp es igual al tiempo medio de residencia del slido en el lecho:
t = t(d p) =
W masa de todos los slidos dentro del reactor = F caudal de alimentacin de slidos
por
La fraccin no convertida media de las partculas de un tamao viene dada, entonces, (dp) dp -t/t F(dp) e 1- XB (dp ) = 1- X B(dp ) dt y el valor medio para todos los tamaos ser 1- X B = [1- X B(dp)] t F 0
Combinando estas dos ecuaciones y las correspondientes ecuaciones cinticas segn la etapa que controle el proceso, se obtienen las relaciones siguientes: PELICULA GASEOSA
1 (dp) 1 (dp) 2 1 (dp) 3 F(dp) 1- XB = - + - ... F 2! t 3! t 4! t
3 1 (dp) 1 (dp) 2 F(dp) 1 (dp) 1- X B = - + - ... 4 t 20 t 120 t F
3 4 1 (d ) 19 (d ) 2 F(d ) 41 (dp) (dp) p p + - 0.00149 + ... p 5 t 420 t 4620 t t F
REACCION QUIMICA
DIFUSION EN LAS CENIZAS
1- XB =
AMPLIACIN DE REACTORES QUMICOS, Pgina 34
F.Cunill, M.Iborra, J.Tejero, C.Fit
2.2.3 Lecho fluidizado con arrastre de finos Se trata de una extensin del anterior, en el que ahora existen dos corrientes de salida: la de arrastre (corriente 2) y la de descarga principal (corriente1). Un esquema del reactor se observa en la figura 2.5. Del balance de materia se deduce que
F 0 = F1 + F 2 F 0(dp) = F1(dp) + F 2(dp)
(1)
Admitiendo el modelo de flujo de mezcla perfecta con referencia a la corriente principal, se tiene
F1(dp) W(dp) = W F1
Figura 2.5: Representacin de los caudales de salida y de las distribucin de tamaos en un lecho fluidizado con arrastre de slidos.
(2)
Combinando las ecuaciones (1) y (2), el tiempo medio de residencia de las partculas de un tamao determinado es
t(dp) =
W(dp) peso de partculas de tamao dp en el lecho W(dp) 1 = = = caudales de partculas entran al lecho F 0(dp) F1(dp) + F 2(dp) F1 + F 2(dp) W W(dp)
Expresin que seala que los tiempos de residencia son distintos para cada tamao de partcula. No obstante, el tiempo para cada tamao ser el mismo, y por consiguiente la conversin, tanto en la corriente de descarga y como en la de arrastre. A causa del arrastre, cabe deducir intuitivamente que el tiempo de residencia de las partculas pequeas ser menor que el de las partculas grandes. La fraccin no convertida media de las partculas de un tamao viene dada por
(dp )
1- X B(dp) =
p e 1 - Xp (dp) t (d ) dt p
t/ t (d )
y el valor medio para todos los tamaos ser
1- X B = [1- X B(dp)]
dpm
F 0(dp) F0
Combinando estas dos ltimas ecuaciones y las correspondientes expresiones cinticas para la conversin segn la resistencia controlante se obtienen:
AMPLIACIN DE REACTORES QUMICOS, Pgina 35
F.Cunill, M.Iborra, J.Tejero, C.Fit
PELICULA GASEOSA REACCION QUIMICA DIFUSION EN LAS CENIZAS
1- XB =
1 (d ) 1 (d ) 2 1 (d ) 3 F (d ) p - p + p - ... 0 p 2! t(dp) 3! t(dp) 4! t(dp) F0
3 1 (d ) 1 (d ) 2 F (d ) 1 (dp) p p - + - ... 0 p 4 t(dp) 20 t(dp) 120 t(dp) F0
1- X B =
1- X B = [
1 (dp) 19 (dp) 2 41 (dp) 3 ( ( )+ ) 5 t(dp) 420 t(dp) 4620 t(dp)
(dp) 4 F 0(dp) ) + ...] t(dp) F0
- 0.00149(
El problema para aplicar estas ecuaciones es que se necesita conocer el tiempo medio para cada tamao de partcula, y para ello es necesario tener informacin sobre el arrastre de partculas, la cual se obtiene mediante experimentos de arrastre o elutriacin, que darn informacin del arrastre selectivo de finos en un lecho con distintos tamaos de partculas en estado estacionario. Experimentalmente se ha encontrado que la velocidad de elutriacin o arrastre de partculas de un tamao es proporcional a la masa de partculas de ese tamao existentes en el lecho, es decir:
dW(dp) = W(dp) dt
en la que se denomina coeficiente de velocidad de elutriacin. Esta constante tiene dimensiones de t-1 y es funcin de las propiedades del sistema (velocidad del gas, tamao de partcula y altura del lecho). El valor es pequeo para partculas grandes, velocidades pequeas y alturas de lecho tambin grandes. Por el contrario, el coeficiente de velocidad de elutriacin es grande para partculas pequeas, velocidades grandes y alturas de lecho reducidas. Este coeficiente es, por supuesto, 0 para las partculas grandes que no son arrastradas. Para partculas de un tamao dp en estado estacionario tenemos que
(dp) =
F 2(dp) W(dp)
valor que debe obtenerse experimentalmente. Por otro lado, se dispone de las siguientes relaciones
t(dp) = W(dp) 1 1 = = (dp) F1 F 0(dp) F1 + F 2 + (dp) W W(dp) W
AMPLIACIN DE REACTORES QUMICOS, Pgina 36
F.Cunill, M.Iborra, J.Tejero, C.Fit
W(dp ) W Fo (dp ) Fo (dp ) Fo (dp ) F1(dp ) F1 = = W(dp ) = F1 W W + (dp ) 1+ (dp ) 1+ (dp ) W F1 F1 As, se puede obtener F1(dp) y F1 conocidos los valores de los coeficientes de velocidad de arrastre, la masa presente en el reactor, y los caudales de alimentacin de cada tamao de partcula, a partir de las siguientes ecuaciones: F1 = F1(dp1) + F1(dp2) + ... = F 0(dp) 1+ (W / F1)_(dp) F 0(dp) F1(dp) = 1+ (W / F1)(dp)
Conocidos F1(dp) ya se puede conocer el tiempo medio de cada tamao y la correspondiente conversin. 2.2.4. Composicin del gas variable. En los casos en que la concentracin del gas vara apreciablemente con su paso por el reactor las ecuaciones anteriores no se pueden utilizar y se ha de plantear un modelo diferente ms complejo que permita determinar dicha variacin. Sin embargo, para lechos fluidizados con slido reactante no se pueden aplicar los modelos de los lechos fluidizados catalticos, ya que es imposible definir con claridad la constante cintica en la fase emulsin. Si se considera que todo el gas fluye en forma de burbujas y estas siguen un modelo de flujo en pistn y que el slido est perfectamente agitado, la concentracin media del reactante en la fase gas para una cintica de primer orden es la media logartmica entre la entrada y la salida: (c AG)e - (c AG)s c AG = (c ) ln AG e (c AG)s Si se considera qG constante, un balance de materia en todo el reactor permite escribir
qG [(c AG)e - (c AG)s]= w Bo X B b
Adems, para partculas del mismo tamao se tiene et 1- X B = (1- X B) dt 0 t W t= ws
AMPLIACIN DE REACTORES QUMICOS, Pgina 37
F.Cunill, M.Iborra, J.Tejero, C.Fit
siendo wS el caudal msico del slido a la salida del reactor. El diseo del reactor se completa incorporando las siguientes ecuaciones. = ( cAG , dp ,..) segn etapa
XB = XB (, t,..) segn etapa w o = w s f(XB ) W VR = p mf (1- B)
As, por ejemplo, si se conocen XB y (cAG)e se determina (cAG)s del balance y el valor medio cAG , que permite, a su vez, segn cual sea la etapa controlante de la cintica el valor de . Con ste valor y con el de XB, se determina t , cuyo valor conducir finalmente a los valores de VR y W. 2.3 Reactores de lecho fijo: operacion semicontinua El diseo del reactor en este caso se ha de realizar en condiciones no estacionarias ya que las concentraciones de gas y fracciones no convertidas de slido reactivo va cambiando con el tiempo. En el caso general, la concentracin del gas en el reactor puede variar y, en principio, se puede suponer un flujo de gas bastante prximo al ideal de flujo en pistn. Este comportamiento es relativamente frecuente en procesos de produccin que tratan la regeneracin de catalizadores por combustin con aire, el intercambio inico y la adsorcin de fluidos en slidos. La reaccin entre el slido y el gas provoca la formacin de un frente que se mueve gradualmente a lo largo del lecho. La diferencia entre el diseo de un lecho fijo cataltico sin desactivacin y uno no cataltico reside en el hecho de que en este ltimo caso la concentracin de reactante (y por tanto la velocidad de reaccin) no slo depende de la posicin en el reactor sino tambin del tiempo. En la figura 2.6 se presentan perfiles de concentracin del fluido y del slido a lo largo del reactor en el caso de una regeneracin de un catalizador, y como estos varan con el tiempo. En el diseo deben considerarse los efectos de la dispersin axial en el lecho, las transferencias externas de materia entre fluido y partcula, la difusin, la reaccin y los efectos trmicos. La resolucin suele ser numrica ya que al ser un estado no estacionario se requiere la solucin simultnea de ecuaciones diferenciales. Para simplificar slo se considerar el caso de operacin isoterma, flujo en pistn y MNSR para el slido. El balance de materia para el reactante gaseoso A, necesario para el diseo, es el siguiente
Figura 2.6: Perfiles de concentracin en un reactor de lecho fijoen el que se regenera un catalizador:(a) concentracin de O2 en funcin de la longitud del lecho; (b) curva de rotura de O2; (c) evolucin de la conversin del slido con la posicin y con el tiempo
AMPLIACIN DE REACTORES QUMICOS, Pgina 38
F.Cunill, M.Iborra, J.Tejero, C.Fit
c Ag c = r A b + Ag dz dt
Segn el modelo del ncleo sin reaccionar la velocidad de reaccin por partcula es
dn A= dt 4 r n k c AG 2 r k k r r 1+ n + n 1 - n R k g De R
2
Por otro lado, para un lecho de partculas esfricas con una fraccin de slido B= 1- , el nmero de partculas por unidad de volumen es 3B/4R3 y por tanto la velocidad global de desaparicin del reactante gaseoso A por unidad de volumen de reactor es
3 B r n kc AG R r A b = 2 k kr r R 1+ r n + n 1- n R k g De R
2
De modo que el sistema de ecuaciones diferenciales a resolver numricamente es el siguiente
3B r n k c Ag c Ag c Ag R u = + 2 z t k k R 1+ r n + r n 1- r n R k g De R dr n = dt bM B k c Ag / b k k r 1+ r n + n 1- r n R k g De R
2 2
c AG = c AGo a r c=R a
z = 0 para t 0 t = 0 para z 0
Los resultados se pueden convertir en conversiones utilizando la siguiente relacin
rn 3 XB = 1- ( ) R
La resolucin de las ecuaciones anteriores producen los perfiles presentados en las figura 2.6. Si la cAG es aproximadamente constante, es decir, el reactante A est en gran exceso, la primera ecuacin desaparece y la solucin de la segunda son las expresiones clsicas dadas en cintica.
AMPLIACIN DE REACTORES QUMICOS, Pgina 39
F.Cunill, M.Iborra, J.Tejero, C.Fit
Los lechos de relleno, aunque adecuados para sistemas isotermos presentan problemas para reacciones muy exotrmicas o endotrmicas. Adems, estos reactores no ofrecen ninguna ventaja desde el punto de vista del manejo de slidos. En estas circunstancias es mejor el lecho fluidizado. Sin embargo, el lecho fluidizado no es adecuado para sistemas en los que hay posibilidad de aglomeracin del slido. Tambin, desde el punto de vista de la mezcla perfecta del slido, elevadas conversiones del mismo requieren elevados tiempos de residencia. Aqu tiene una ventaja el lecho mvil ya que el slido puede tener un flujo cercano al flujo en pistn. Sin embargo, para reacciones muy exotrmicas se presentan puntos calientes. 2.4 Reactores para reacciones instantaneas En caso de tener una reaccin instantnea se tiene que en cualquier punto del reactor slo existe uno de los reactantes y, en consecuencia, la cintica no tiene ninguna influencia sobre el diseo del reactor. El diseo depende slo de la estequiometra de la reaccin. Este es el caso de la combustin de slidos finamente divididos. 2.4.1 Cargas de slidos: lecho de relleno y lecho fluidizado sin cortacircuito de gas en forma de grandes burbujas En estos casos el gas que sale del lecho estar siempre convertido mientras haya slido sin convertir en el lecho. Cuando todo el slido haya reaccionado la conversin del gas bajar a cero.
Figura 2.7: Una carga de slidos en contacto con un gas; reaccin instantnea
2.4.2 Flujo en pistn de gases y slidos en contracorriente: lecho mvil En este caso habr un frente plano de reaccin que se situar en un extremo u otro del reactor de acuerdo con la corriente que entra en exceso sobre la cantidad esteqiomtrica. Si se quiere que el frente se site en el centro del reactor para usar el resto como intercambiador de calor se sigue la siguiente tcnica: se alimenta un ligero exceso de gas y por el centro se retira una cantidad ligeramente superior al exceso de gas.
AMPLIACIN DE REACTORES QUMICOS, Pgina 40
F.Cunill, M.Iborra, J.Tejero, C.Fit
Figura 2.8: La situacin de la zona de reaccin en flujo en pistn en contracorriente depende del componente que se encuentre en exceso sobre la cantidad esteqiomtrica.
2.4.3 Flujo en pistn de gases y slidos en cocorriente y corriente cruzada: lecho mvil El primer tipo tiene el plano de reaccin situado a la entrada del reactor lo cual no es conveniente en caso de requerir una elevada eficacia de recuperacin de calor y precalentamiento del alimento. En el flujo cruzado el plano de reaccin es inclinado dependiendo de la estequiometra las velocidades relativas G/S y la transmisin de calor.
Figura 2.9: Contacto gas-slido en corriente directa y en corrientes cruzadas; reaccin instantnea.
AMPLIACIN DE REACTORES QUMICOS, Pgina 41
F.Cunill, M.Iborra, J.Tejero, C.Fit
Problemas 2.1 Una alimentacin constituida por:30% de partculas de 50 de radio, 40 % de partculas de l00 de radio, 30 % de partculas de 200 de radio se descarga continuamente sobre una parrilla mvil formando una capa delgada que se desplaza en corriente cruzada con un reactante gaseoso. Para las condiciones de operacin ensayadas, el tiempo necesario para la conversin completa de los tres tamaos de partculas de la alimentacin slida es 5, 10 y 20 min., respectivamente. Calclese la conversin de los slidos para un tiempo de residencia en el reactor de 8 minutos. Res.: 93.2 % 2.2 Yagi y cols. (1951) tostaron partculas de pirrotita (sulfuro de hierro) dispersadas en fibras de asbesto, y encontraron que el tiempo necesario para la conversin completa se relacionaba con el tamao de las partculas del modo siguiente: R1,5. Durante la reaccin las partculas permanecan como slidos consistentes. Se ha de proyectar un reactor de lecho fluidizado, para convertir la pirrotita en el xido correspondiente. La alimentacin es de tamao uniforme, = 20 min., y el tiempo medio de paso por el reactor t=60 min. Calclese la fraccin de sulfuro original que quedar sin convertir. Res.: 0.07 2.3 Una alimentacin constituida por:30 % de partculas de 50 de radio, 40 % de partculas de 100 de radio,30 % de partculas de 200 de radio, reacciona en un reactor de lecho fluidizado en rgimen estacionario, constituido por un tubo de 1 ,20 m de longitud y l0 cm de dimetro. El gas fluidizante es el reactante en fase gaseosa, y para las condiciones de operacin proyectadas, el tiempo necesario para la conversin completa es 5, 10 y 20 min para los tres tamaos de partculas de la alimentacin. Calclese la conversin de los slidos en el reactor para un caudal de alimentacin de l kg de slidos/min si el lecho contiene 10 kg de slidos. Informacin adicional: Los slidos son consistentes y no cambian de tamao ni de peso durante la reaccin. Se emplea un cicln para separar los slidos arrastrados por la corriente gaseosa, que se retornan al lecho. La variacin de la composicin de la fase gaseosa a travs del lecho es pequea. Res.: 77.8 %. 2.4 Resulvase el problema 4.3 con las siguientes modificaciones. Se suprime el separador de cicln con lo cual los slidos sern arrastrados por el gas fluidizante. El coeficiente de velocidad de elutriacin en las condiciones de operacin y para esta altura de lecho, se estima que es: =(500 2/min)R-2, siendo R el radio de las partculas, en micras. Res.: 79.7 % 2.5 En un lecho fluidizado es necesario mantener 200 toneladas de slido para alcanzar la conversin del 99% con partculas de tamao constante, siendo la etapa controlante la de la difusin a travs de las cenizas. Calclese la cantidad de slidos que ha de mantenerse en dos lechos fluidizados en serie para lograr idntica conversin con la misma velocidad de alimentacin y caractersticas del gas. Res.: 22.4 tn 2.6 En un lecho fluidizado reaccionan slidos de tamao constante de 0.3 mm de radio, con gas en flujo estacionario, obtenindose los siguientes resultados: Fo=10 g/s, W=1000 g y XB=0.75. La conversin depende mucho de la temperatura, lo que nos sugiere que la etapa de reaccin es la que controla la velocidad. 1) Disear un reactor comercial de lecho fluidizado (Calcular W) para tratar 4 t/h de alimentacin de slidos de 0.3 mm de radio para alcanzar una conversin
AMPLIACIN DE REACTORES QUMICOS, Pgina 42
F.Cunill, M.Iborra, J.Tejero, C.Fit
del 98%. 2) Determinar el tamao de un lecho fluidizado de dos etapas para efectuar esta operacin. Res.: 1. 1681.5 ; 2. 439.2 kg 2.7 En un lecho fluidizado con partculas de tamao uniforme se alcanza una conversin del 60% dando un producto slido, de acuerdo con el modelo del ncleo sin reaccionar y siendo la etapa controlante la de la reaccin. Calcular la conversin de los slidos: 1) si se duplica el tamao del reactor y se utiliza el mismo gas . 2) si a la salida del reactor se coloca un segundo reactor del mismo tamao y se utiliza el mismo gas. Res.: 1. 75.5 % ; 2. 86 %. 2.8 En una atmsfera uniforme, partculas slidas de 4mm alcanzan una conversin del 87.5% en 5 minutos. El tamao de las partculas slidas no varia durante la reaccin y se sabe que la etapa controlante es la de reaccin qumica. Calcular el tiempo medio de residencia de los slidos para alcanzar la misma conversin en un reactor de lecho fluidizado con una atmsfera anloga, utilizando una alimentacin en cantidades iguales de partculas de 2 mm y 1 mm. Res.: 6.7 min 2.9 En una atmsfera uniforme, partculas slidas de 4mm alcanzan una conversin del 87.5% en 5 minutos. El tamao de las partculas slidas no vara durante la reaccin y se sabe que la etapa controlante es la de reaccin qumica. Calcular la conversin media de los slidos en un reactor de lecho fluidizado con una atmsfera anloga, utilizando una alimentacin en cantidades iguales de partculas de 2 mm y 1 mm, si el tiempo medio de residencia de los slidos en el reactor es de 30 minutos. Res.: 97 % 2.10 Una alimentacin slida constituida por:20% en peso de partculas de 1 mm y menores;30% en peso de partculas de 2 mm; y 50% en peso de partculas de 4 mm, que pasa a travs de un reactor tubular rotatorio inclinado, anlogo a un horno de cemento, en el que reacciona un gas de composicin uniforme para dar un producto slido duro y compacto. Experimentalmente se encuentra que el transcurso de la reaccin se puede representar por el MNSR y que la etapa controlante es la de reaccin. El tiempo necesario para la conversin completa de las partculas de 4mm es de 4 horas. Determinar el tiempo de residencia en el reactor tubular necesaria para alcanzar: 1) 75%, 2) 95% y 3) 100% de conversin de los slidos. Res.: 1.1 h ; 2. 2.1 h ; 3. 4 h 2.11 Se ha de construir una planta piloto para investigar la tcnica de lecho fluidizado como medio para tostar blenda. El reactor ha de tener un dimetro interno de 10 cm y una tubera de descarga situada a 18 cm del fondo. La alimentacin del reactor experimental ha de ser de 35.5 g/min y estar constituida por un 40% de partculas de 10 de radio, y un 60% de partculas de 40 de radio. Para la velocidad ptima del gas a travs del lecho, a partir de los datos encontrados en la bibliografa pueden estimarse las siguientes caractersticas del lecho: x(10)=0.4/min;x(40)=0.01/min;W=1100 g;(10)=2.5 min;(40)=10 min. Calcular la conversin de este reactor. Res.: 88.6 % 2. 12 Una corriente de partculas de tamao constante se convierte en un 60% (MNSR/control de la reaccin y composicin de gas uniforme) al pasar a travs de un reactor. Cual ser la conversin de un reactor de doble tamao para las mismas condiciones de gas y slido si el modelo de flujo del slido es de 1) flujo en pistn 2) mezcla perfecta. Res.: 1. 89.4 % ; 2. 77.2 % 2.13 Un reactor fluidizado (W=1.2 tn) se alimenta con 1.2 tn/h de reactante slido de varios tamaos (50% de A y 50
AMPLIACIN DE REACTORES QUMICOS, Pgina 43
F.Cunill, M.Iborra, J.Tejero, C.Fit
% de B). A las velocidades de flujo del gas se produce elutriacin. 1) Calcular la composicin del lecho y de las dos corrientes que lo abandonan. 2)Calcular el caudal de arrastre y salida de slidos. 3)Calcular el tiempo medio de residencia de cada tamao y el global. Las constantes de elutriacin son 1 y 0.25 respectivamente para A y B. Res.: 2.14. Las determinaciones de los coeficientes de elutriacin pueden realizarse en un lecho fluidizado, acompaado de un cicln para retornar el slido arrastrado al reactor, el cual opera en estado estacionario. Una carga de xido de titanio (catalizador de reacciones fotoqumicas, reactante en sistemas redox) de 400 g de partculas de 25 de radio, 600 g de 50 y 5000 g de 150 se introduce en un reactor como el indicado y se observa que en estado estacionario se arrastran 22 g/min con 27.3% de partculas de 50 y el resto de 25. Determinar los parmetros de la ecuacin = R Res.: = 25 = -2
AMPLIACIN DE REACTORES QUMICOS, Pgina 44
F.Cunill, M.Iborra, J.Tejero
3. REACTORES PARA REACCIONES FLUIDO-FLUIDO Los sistemas multifsicos FLUIDO-FLUIDO (G-L y L-L inmiscibles) son muy frecuentes en la industria qumica obedeciendo a necesidades de sntesis, separacin o selectividad. La presencia de estos sistemas heterogneos no se limita a la industria qumica, sino que tambin estn presentes en procesos metalrgicos, fisiolgicos y biolgicos. En la tabla 3.1 se resean las principales aplicaciones de este tipo de reacciones
Tabla 3.1 Ejemplos industriales de reacciones gas lquido y liquido-lquido.
Absorcin de gases cidos Oxidacin de compuestos orgnicos con oxgeno o aire
Cloracin
Hidrogenacin de compuestos orgnicos
Halogenaciones Otras reacciones
Absorcin de SO3 en cido sulfrico diluido Absorcin de NO2 an cido ntrico diluido Eliminacin de CO2 y H2S por absorcin en disoluciones alcalinas Oxidacin de parafinas a cidos Oxidacin de p-xileno a cido tereftlico Oxidacin de ciclohexano a ciclohexanona Oxidacin de ciclohexano a cido adpico Oxidacin de tolueno a cido benzoico Oxidacin de acetaldehdo a cido actico Oxidacin de etileno a acetaldehdo Oxidacin de cumeno a hiperxido de cumeno Cloracin de dodecano Cloracin de benceno a clorobenceno Cloracin de tolueno a clortolueno Cloracin de etileno a cloroetileno Hidrogenacin de compuestos aromticos Hidrogenacin de olefinas Hidrogenacin de cidos grasos: Los aceites insaturados (cido palmitiolico, cido olico, cido linolico, cido linolnico, cido araquidnico) son suceptibles de ser hidrogenados para producir mantecas hidrogenadas industriales de determinado grado de insaturacin o ndice de yodo, que se destinan para margarinas y mantecas de repostera. As, el aceite de la semilla de soja y otros aceites vegetales( de semilla de algodn, del germen de trigo, del coco, de la semilla de soja, del cacahuete, etc) son hidrogenados para producir grasas de cocina y margarina. Hidrogenacin de aldehdos insaturados Halogenacin (HBr,HCl) de alcoholes a halogenuros de alquilo Halogenacin (HBr) de olefinas a bromuros de alquilo Halogenacin (HCl) de vinilacetileno a cloropreno Absorcin de CS2 en disoluciones acuosas de aminas para obtencin de ditiocarbonatos Absorcin de isobutileno en cido sulfrico Absorcin de butenos en cido sulfrico para la obtencin de butanoles secundarios Absorcin de butadieno con complejos cuprosos Absorcin de acetileno en disoluciones de ClCu para la obtencin de vinilacetileno Sulfatacin de alcoholes con SO3 Polimerizacin de olefinas en disolventes orgnicos Absorcin de etileno en ClS para la obtencin de diclorodietilsulfuro Absorcin de CO2 en disoluciones de cal o sulfuro de Ba para la obtencin de CaCO3 o BaCO3
AMPLIACIN DE REACTORES QUMICOS, Pgina 45
F.Cunill, M.Iborra, J.Tejero
Hidrlisis y/o saponificacin de steres* Alquilacin de compuestos orgnicos
Oxidacin de ClCu (aq) a CuCl2, oxiclururo de Cu Los steres se hidrolizan en medios acuosos, bajo catlisis cida o bsica, para rendir cidos carboxlicos y alcoholes. La saponificacin de grasa animal**: Sebo, manteca, aceite de pescado, etc. o aceite vegetal**: Aceite de coco, aceite de palma, aceite de man, aceite de oliva, aceite de semillas de algodn, etc. con sosa custica (NaOH) produce jabn y glicerina. En la industria del petrleo se utiliza para la produccin de un componente de gasolinas de alto octanaje. El proceso de alquilacin es una sntesis qumica por medio de la cual se une un alcano ramificado al doble enlace de un alqueno, extrado del craking o segunda destilacin. Al resultado de la sntesis se le denomina alquilado o gasolina alquilada, producto constituido por componentes isoparafnicos. Su objetivo es producir una fraccin cuyas caractersticas tanto tcnicas (alto octano) como ambientales (bajas presin de vapor y reactividad fotoqumica) la hacen hoy en da, uno de los componentes ms importantes de la gasolina reformulada. La alquilacin es un proceso cataltico que requiere de un catalizador de naturaleza cida fuerte, y se utilizan para este propsito ya sea cido fluorhdrico o cido sulfrico. As, por ejemplo, se forma 2,2,4 - trimetilpentano ("isooctano") a partir de isobuteno e isobutano.
Tambin se usa para la obtencin de alquilbenzeno, sustancia utilizada como tensioactivo. En el caso ms simple, implica la reaccin entre un haluro de alquilo y una molcula de benceno en presencia de un cido de Lewis como catalizador (Alquilacin de FriedelCrafts), los productos son alquilbenceno y haluro de hidrgeno: , el tolueno o metilbenceno, (C6H5CH3) es la materia prima a partir de la cual se obtienen derivados del benceno, el cido benzoico, el fenol, la caprolactama, la sacarina, el TDI (diisocianato de tolueno) materia prima para la elaboracin de poliuretano, medicamentos, colorantes, perfumes, TNT y detergentes. Cuando los hidrocarburos bencnicos se tratan con cido sulfrico fumante, que es una mezcla de cido sulfrico (H2SO4) y anhdrido sulfrico (SO3), se forman compuestos caractersticos que reciben el nombre de cidos sulfnicos. El electrfilo que reacciona puede ser H2SO3+ o SO3. Es una reaccin reversible. As por ejemplo: C6H6 + HOSO3H (SO3) C6H5SO3H (cido bencenosulfnico) + H2O.El cido bencenosulfnico es utilizado principalmente en la produccin de fenol y como catalizador en esterificacin y reaccin de deshidratacin. Por otro lado, el cido ntrico fumante o una mezcla de cidos ntrico y sulfrico, denominada mezcla sulfontrica, (una parte de cido ntrico y tres de sulfrico), produce derivados nitrados, por sustitucin. El cido sulfrico absorbe el agua producida en la nitracin, ya que es un deshidratante muy potente, y as se evita la reaccin inversa: C6H6 + HONO2 (H2SO4) C6H5NO2 (Nitrobenceno) + H2O. El nitrobenceno es un compuesto de partida importante en la sntesis de diversos productos orgnicos como la anilina, la benzidina, el trinitrobenceno, el cido nitrobenzolsulfnico, la fucsina, la quinolina o frmacos como el acetoaminofeno. A veces se utiliza tambin como disolvente, como componente de lubricantes o como aditivo en explosivos. Antiguamente se utilizaba tambin con el nombre de "Aceite de mirbana" en formulaciones de perfumes. Hoy estas
AMPLIACIN DE REACTORES QUMICOS, Pgina 46
Sulfonacin y nitracin de aromticos
F.Cunill, M.Iborra, J.Tejero
Extraccin de metales a partir de soluciones acuosas
aplicaciones estn prohibidas debido a la elevada toxicidad y el peligro que supone para el medio ambiente. Metodo para la extraccion de metales a partir de disoluciones acuosas de sales metalicas que contienen aniones halogenuro o seudohalogenuro. consiste en mezclar ladisolucion acuosa de sales metalicas con un medio organico inmiscible en agua, que contiene 0,1 a 2 moles/l de un bimidazol o bibencimidazol, de formula (i), en la que x, y, a, b, c y d pueden ser varios tipos de radicales, y extraer mediante agitacion a la temperatura ambiente. tiene aplicaciones para la recuperacion hidrometalurgica de metales a partir de minerales metalicos
*Los steres tambin participan en la hidrlisis esterrica: la ruptura de un ster por agua. Los steres tambin pueden ser descompuestos por cidos o bases fuertes. Como resultado, se descomponen en un alcohol y un cido carboxlico, o una sal de un cido carboxlico:
**Los aceites, as como las grasas, son triglicridos de glicerol (tambin llamado glicerina, 1, 2, 3 propanotriol o slo propanotriol). El glicerol es capaz de enlazar tres radicales de cidos grasos llamados carboxilatos
Considerando las reacciones gas-lquido, la seleccin del tipo de aparato se basa principalmente en el rgimen cintico en que se encuadra la reaccin en cuestin. Es decir, el primer paso a considerar es saber cunto de rpida o lenta es la reaccin comparada con la velocidad de absorcin puramente fsica, ya que ello determinar que tipo de modelo cintico hay que utilizar, y a la vez el tipo de contactor ms favorable. Los libros de texto que tratan la cintica qumica de estas reaccionan proporcionan la respuesta en funcin de las propiedades fsicas y qumicas del sistema. Segn el valor del denominado mdulo de Hatta definido por:
Ha 2 = Mxima conversinposibleenlapelcula Mximo transportepor difusina travsdelapelcula
se tiene, en general: Si Ha 1 REACCIN SOLO EN LA PELCULA LQUIDA REA INTERFACIAL CONTROLANTE NO IMPORTA CANTIDAD LIDO Reacciones: Absorcin qumica de gases cidos,
Si Ha 1 REACCIN SLO EN LA MASA LQUIDO DESPRECIABLE EN PELCULA REA INTERFACIAL SUFICIENTE Reacciones: Oxidaciones, hidrogenaciones, cloraciones,. Con ms detalle, en la tabla 3.2 se indican, de acuerdo con los valores del mdulo de Hatta y de los valores del factor de aceleracin general, E, e instantneo, Ei, calculados con las expresiones citadas en los textos de cintica de reacciones qumicas, el tipo de rgimen cintico A, B, C, D, E, F, G y H, que van desde reacciones instantneas a reacciones muy lentas, respectivamente. En la tabla 3.3 se presentan los modelos cinticos a utilizar en las ecuaciones de diseo. En la figura 3.1 se muestran los esquemas de los reactores empleados segn el rgimen cintico junto con algunas de sus propiedades ms relevantes. En la tabla 3.4 se complementan algunas de las caractersticas de este tipo de equipo.
AMPLIACIN DE REACTORES QUMICOS, Pgina 47
F.Cunill, M.Iborra, J.Tejero Tabla 3.2: Seleccin del rgimen cintico segn los valores de Ha, E, y Ei
Rgimen A Rgimen B Rgimen C Rgimen D
Ha > 3 E E Ha > 16 i Ei 1
2
2 2 Ha (4 E i - 3 )
k AG p A < k BL
c B k AL c B D BL = b b D AL
16
Ei E Ha 2 (4 E i - 3 )2 Ei 1
Ha <
Ei 2
Rgimen E
0.3 < Ha < 3
Rgimen F
0.01 < Ha 2 < 16
Ei E Ei 1
Rgimen G Rgimen H
0.02 < Ha < 0.3 Ha < 0.02
aD 0.05 AL k AL
< Ha 2 < 0.01 aD Ha 2 < 0.05 AL k AL
Tabla 3.3: Modelos cinticos y factores de aceleracin en un sistema gas-lquido en el que la reaccin irreversible presente en la fase lquida es de orden (1,1) y Al >> 1.
RGIME ECUACIN DE N VELOCIDAD Y FACTOR DE CRECIMIENTO A D c H p A + Bl B A D Al b NA = H 1 + A k Ag k Al
c E = E i = 1 + D BL B bD AL c Ai
RGIMEN ECUACIN DE VELOCIDAD Y FACTOR DE CRECIMIENTO E pA N Aa = HA HA 1 + + k Ag a k Al aE kc B
Ha 2 E = 1 + 3
N A = k AG p A E = Ei
pA HA HA 1 + + k AG a k AL aE kc B Ha 2 E = 1 + 3 N Aa =
AMPLIACIN DE REACTORES QUMICOS, Pgina 48
F.Cunill, M.Iborra, J.Tejero
NA =
pA H 1 + A k Ag k Al E
Ha Ei E Ei 1
N Aa =
E 1
pA H HA 1 + A + k AG a k AL a kc B
E=
Ei E tanh Ha Ei 1
Van Krevelen y Hoftijzer pA NA = H 1 + A k Ag k Al E
N A a = k c A cB E 1
E = Ha =
D Al kc B k Al
Tabla 3.4: Caractersticas principales de los equipos para reacciones G-L
Flujo Contracorriente
Contactor C.LLuvia C.Relleno C.Platos C.Borboteo compartimentado.
a(m2/m3)
60 100 150 200 200 20 200
= VL/V 0.05 0.08 0.15 0.9 0.2-0.8 0.98 0.9
Capacidad baja alta Bueno para gases muy solubles. HA baja Valido siempre que wL/wG 10
media-alta Necesita agitacin mecnica o baja pulso. Bueno para gases poco solubles y L/L. HA alta. muy alta media media Muy flexible, pocos datos referenciados tG tL Econmico de construir Econmico pero necesita agitacin mecnica
Cocorriente Mezcla de L
Mezclador esttico Tanque de borboteo Tanque agitado
En la seleccin del reactor hay que considerar adems del rgimen cintico, como ya se ha comentado en captulos anteriores, con los modelos de flujo de cada fase y como contactan estas fases del mismo modo que se ha visto en captulos anteriores. En general, para las columnas de relleno y platos se suele adoptar tanto para el gas como el lquido flujo en pistn. En las columnas de borboteo se asume flujo en pistn para el gas y mezcla perfecta para el lquido. En tanques agitados se suele admite tanto para el gas como para el lquido flujo en mezcla perfecta Es necesario sealar que el diseo de los reactores fluido-fluido puede llegar a ser muy complejo por el hecho de tener que plantear los balances de materia microscpicos en ambas fases y adems tener que considerar que el trmino de
AMPLIACIN DE REACTORES QUMICOS, Pgina 49
F.Cunill, M.Iborra, J.Tejero
entradas y salidas incluye tanto la adveccin como el flujo de materia de o hacia la interfacie. Por otro lado, es necesario considerar que el modelo de flujo de cada una de las fases no siempre es ideal. En las unidades G-L tambin suele ser necesario en algunos casos calcular el perfil de presiones en la columna y ello se hace con correlaciones empricas.
Figura 3.1: Principales equipos utilizados en las reacciones G-L y algunas de sus caractersticas principales
3.1
Diseo de columnas de relleno
Las columnas de relleno son sin duda las ms simples y tradicionales para los sistemas G-L. En principio la columna dispone de un plato de soporte sobre el cual se deposita el relleno (anillos raschig, pall, intalox, sillas berl, ...) distribuido al azar o algunas veces de forma ordenada. Las caractersticas de estos lechos (a, dp, fraccin de huecos, factor de empaquetamiento) estn perfectamente establecidas. El lquido fluye por gravedad y un plato distribuidor, situado en la cabeza de la columna, permite asegurar una distribucin uniforme. El flujo del gas suele ser en contracorriente, pero tambin
AMPLIACIN DE REACTORES QUMICOS, Pgina 50
F.Cunill, M.Iborra, J.Tejero
son posibles la cocorriente y la corriente cruzada. En general, es de aplicacin en este contexto todo lo que aplica en las columnas de relleno para operaciones de absorcin puramente fsicas. En este tema se revisarn las relacionadas con su funcionamiento como reactores. 3.1.1 Hidrodinmica columnas de relleno El relleno limita la coalescencia originndose burbujas pequeas con baja velocidad. Son adecuadas para manejar sustancias corrosivas y cuando no es necesario un significativo intercambio de calor. Realizar el diseo de la columna implica calcular la altura de relleno y para ello es necesario combinar el balance de materia y la ecuacin de velocidad. Sin embargo, previamente es necesario seleccionar el tipo de relleno, y por tanto, determinar su tamao. Para evitar la circulacin preferente de lquido por la pared es necesario que la relacin entre el dimetro de la columna y el del relleno tenga un valor 15 y 20. Por otro lado, como regla general, se puede decir que para flujos de gas de 15 m3/min el dimetro de la partcula de relleno debe exceder 2.5 cm. Si el flujo de gas excede los 50 m3/min el dimetro equivalente de la partcula de relleno debe ser de al menos 5 cm. Tambin es necesario tener en cuenta otros aspectos tecnolgicos: si la columna tiene una altura mucho ms grande que el dimetro es necesario instalar redistribuidores intermedios de lquido. Adems, debe existir suficiente espacio entre relleno y cabeza de columna para poder separar las gotas de lquido arrastradas. Para la operacin en contracorriente Zenz (1972) desarrollo la siguiente expresin para calcular la inundacin o anegamiento de la columna, por encima de la cual el lquido es arrastrado hacia arriba
G V A r 10.86 G rL
1/2 LV a r 0.2 a r 0.2 mL + A m = 18.91 3 L 3 2323
1/3
G V ,L V = Caudal volumtrico (m3 / h) = fraccin de huecos del relleno a r = rea especifica del relleno (mi2 / m3 ) R Por otro lado, es necesario sealar que el rea interfacial de contacto, a, no tiene porque ser la superficie especfica del relleno, ar, ya que no siempre ste est completamente mojado y/o por la presencia de lquido estancado. Laurent y Charpentier (1974) recomiendan el uso de la ecuacin de Onda et al. (1968) para la estimacin de "a" para anillos rashig y sillas Berl 0.75 0.05 a LL 0.4g Lc v = 1- exp -1.45 0.4 0.35 0.1 0.2 ar L S a r L L
LC = tensin superficial crtica por encima de la cual el relleno no se moja L = tensin superficial del lquido
Esta ecuacin subestima "a" en un 50% para anillos tipo Pall.
AMPLIACIN DE REACTORES QUMICOS, Pgina 51
F.Cunill, M.Iborra, J.Tejero Tabla 3.5 Valores de la tensin superficial critica
TIPO DE RELLENO Cermica no vitrificada Carbn Metal oxidado o tratado PVC Metal pulido Polietileno o polipropileno
Lc (mN/m)
61 56 75 40 35 33
3.1.2 Coeficientes de transferencia de materia en columnas de relleno. Para el coeficiente de transferencia de materia por el lado del lquido se puede utilizar la ecuacin de Mohunta (1969):
L 3 a 3 a k L a = 0.0025 v3 2r L L r L 2 L A g L LD AL gL g L la cual, al igual que la ecuacin de Onda, tiene el siguiente rango de validez:
velocidad msica de flujo de L = L L v / A = 360 -151,200 kg / m h L = 2.62 - 5.33 kg / m h Sc L = L / LD AL = 142 -1030 dp = 0.006 - 0.05 m dimetro de columna = 0.06 - 0.5m razn dimetro columna - dimetro relleno = 5 - 40 D AL = difusividad efectiva, m / h
2 2
1/4
-1/2
-2/3
-1/9
Shulman et al. (1955) correlaciono los datos de diversos autores mediante la siguiente expresin:
d L k L dp = 25.1 p L v L D AL LA L D AL
Ramm (1953) menciona la siguiente ecuacin:
k L dp D AL
0.45
0.5
0.67 0.33 3 dp L L v L g L 2 d p L = 0.02 2 L A LD AL L dp L = altura del relleno
0.33
0.33
Para el coeficiente de transferencia de materia por el lado del gas se puede utilizar las siguientes ecuaciones:
AMPLIACIN DE REACTORES QUMICOS, Pgina 52
F.Cunill, M.Iborra, J.Tejero
Laurent y Charpentier(1974) d u k G PT A = C (a r dp)1.7 p sG,m GA G
0.3
G GD AG
0.5
C = 2.3 si dp < 15mm C = 5.2 si dp > 15mm G'A,caudal molar del gas k G(kmol / (m bar s) usG,m (kg / (mR s) = velocidad msica superficial
Semmelbauer(1967) ShG = a Re G Sc G 100 < Re G < 1000 0.01< dp < 0.05m
0.59 0.33
ShG =
k G RT d p DG
2
a = 0.86 sillas Berl
D G = difusividad efectiva (m / s)
3.1.3 Diseo de columnas de relleno para regmenes A,B,C o D: reacciones rpidas En esta seccin se utilizar la nomenclatura que se suele utilizar en el diseo de este equipo en operaciones de separacin. A saber: rea de contacto de interfase por unidad de volumen de columna (mi2/mr3) fraccin en volumen de la fase en la que tiene lugar la reaccin (m3L bulk/m3R) A,B,R,S componentes de la reaccin I inerte en una fase, no reacciona ni se difunde YA=pA/pI moles de A/moles de inerte en el gas XA=cA/cI moles de A/moles de inerte en el lquido G',L' caudal molar del gas y del lquido totales por m2 de seccin normal de la columna G=G'pI/P caudal molar ascendente de inertes en el gas por m2 de seccin normal de la columna L=L'cI/c caudal molar descendente de inertes en el lquido por m2 de seccin normal de la columna P,c presin y concentracin total densidad de flujo del componente A a travs de la pelcula (mol/(mi2 s)) NA velocidad de reaccin (mol/(m3L bulks)) rA En la figura 3.2 se presenta un esquema de una columna de relleno y la aplicacin de los balances de materia en presencia de reaccin qumica, que conducirn a las lneas de operacin para tales equipos al igual que se hace en operaciones de separacin. La presencia de la reaccin no modifica la forma cualitativa de dichas lneas respecto al caso sin reaccin: sern rectas si se utilizan razones molares y curvas si se utiliza el diagrama p-c.
AMPLIACIN DE REACTORES QUMICOS, Pgina 53
F.Cunill, M.Iborra, J.Tejero
Figura 3.2 Esquema de una columna de relleno con modelo de contacto en contracorriente
Como se ha indicado, las columnas de relleno se utilizan en los casos donde la reaccin slo tiene lugar en la pelcula lquida y la concentracin de reactante A en el seno del lquido puede considerarse prcticamente nula mientras exista reactivo B. De acuerdo con la estequiometra de la reaccin el balance de materia diferencial para el flujo en contracorriente es: B perdido por el lquido A perdido por el gas = b
G dY A =
L dX B b
p L c G d A = - d B pI b c I 1 Lc Gp d A = d B b c P la integracin de esta ecuacin permite obtener la composicin de los reactantes en ambas fases en cualquier punto de la torre, es decir, las lneas de operacin antes mencionadas.
AMPLIACIN DE REACTORES QUMICOS, Pgina 54
F.Cunill, M.Iborra, J.Tejero
G( Y A Y A1) =
L( X B X B1) b
p p Lc c G A A1 = B B1 b c I c I1 pI pI1
' G p A G1 p A1 1 Lc B L'1 c B1 = P P b c c1
Para el contacto en paralelo o cocorriente con flujo descendente basta sustituir G por -G, y para flujo ascendente L por -L. Existen dos casos especiales de simplificaciones: elevada dilucin con pI P, cI c, entonces, G=G y L=L , deducindose la relacin G L (p A p A1) = (cB cB1) P bc y reactante puro en cada fase pI = 0 y cI = 0 (L = G = 0, por lo que slo son vlidas las formas del balance con G' y L'). En la figura 3.3 se esquematiza un elemento diferencial de la columna de relleno, cuya integracin permitir determinar la altura de relleno y de columna necesarios. Efectivamente,
Figura 3.3: Elemento diferencial de una columna de relleno
la cantidad de A que reacciona en cada elemento de la columna, dh, se puede obtener a partir del balance de materia y de la expresin cintica. La combinacin de ambas permite establecer la ecuacin diferencial
GdY A = L dX B = (-NA ) a dh b
y por integracin la altura de la columna
h= G
Y A2
Y A1
X B1 dY A = L dX B (NAa) (NAa) b XB2
AMPLIACIN DE REACTORES QUMICOS, Pgina 55
F.Cunill, M.Iborra, J.Tejero
Es necesario sealar que en la mayora de los casos la evaluacin de esta integral debe ser numrica o grfica, y que adems es necesario comprobar si el rgimen cintico es el mismo en toda la columna o hay un cambio en el mismo, en cuyo caso hay calcular a que altura se produce dicho cambio. Tambin hay que considerar si el reactante se agota en el interior de la columna antes de abandonarla, en un trozo de la misma tan solo se produce absorcin fsica (Figura 3.4). Dentro de este rgimen de reaccin instantnea o muy rpida no es necesario calcular la cantidad de liquido en la columna (holdup de lquido), el cual de por si en este tipo de aparatos es pequeo.
Si B est en defecto:
B 1
Si B est en defecto:
B 1 Se agota A Hay absorcin con reaccin 2 A El lecho no acta de ningn modo
Se agota B 2 A
Slo hay absorcin fsica y sale A
Figura 3.4: Esquemas de la columna para posibles agotamiento de reactantes
Es necesario sealar que se ha considerado que tanto gas como lquido siguen un modelo de flujo en pistn y ello puede ser un considerable error si la altura del relleno es baja. En general, la retromezcla se halla considerada en las correlaciones empricas para la estimacin de los coeficientes de transferencia, por lo que es importante fijarse en el rango de aplicabilidad de los mismos. Por otro lado, siempre suele ser mayor la retromezcla del lquido. La tcnica ms comn para definir el grado de retromezcla es la medida de la curva de distribucin de tiempos de residencia con un trazador adecuado en cada fase, a la que luego se ajusta un modelo. El ms simple es el de dispersin axial, el cual no contabiliza las zonas estancadas ni los cortocircuitos. Los modelos combinados si que lo contabilizan pero proporcionan sistemas matemticos complejos de resolver. Todo el desarrollo realizado hasta ahora es igualmente vlido para los sistemas lquido-lquido, y tan slo es necesario sustituir L y G por L1 y L2 y utilizar las correspondientes ecuaciones empricas para la determinacin de los parmetros. Es necesario sealar que si para los sistemas G-L a veces es difcil desarrollar correlaciones debido a que las propiedades de los fluidos influyen sobre los parmetros de transferencia, todava es ms crtico para los sistemas LL. Sawistowski realiza un estudio del fenmeno sealando la posible aparicin de turbulencias en la interfacie debido a los gradientes de tensin interfacial, los cuales a su vez resultan de los gradientes de concentracin (efecto Marangoni). Para disear un contactor lquido-lquido es necesario determinar cual de las dos fases debe ser la continua y cual la dispersa. Como norma general, se mantiene continua la de mayor tensin superficial (suele ser la ms polar). Por otro lado, los coeficientes de transferencia varan mucho segn el tipo de empaquetamiento, su tamao,
AMPLIACIN DE REACTORES QUMICOS, Pgina 1
F.Cunill, M.Iborra, J.Tejero
material y caudales empleados, ya que las interacciones slido-lquido pueden provocar coalescencia y redispersin. Por tanto, es muy importante tener en cuenta la mojabilidad del relleno. Si la fase dispersa moja el relleno fluye formando una pelcula alrededor del mismo. Si no es as, fluye en forma de gotas de tamao variable, las cuales ejercen un efecto positivo sobre los coeficientes de transferencia y el rea interfacial. La situacin ms extendida es esta ltima en la que la fase continua es la que moja el relleno. Adems, es la situacin que proporciona mejor rendimiento, en consecuencia ser esta ltima la que se tendr en consideracin. Finalmente sealar que existe un tamao crtico de relleno por encima del cual la influencia sobre el tamao de gota es independiente del tipo y tamao del relleno. En muchas aplicaciones el tamao crtico suele ser inferior a 1 cm, y se puede estimar por la siguiente expresin
dpc = 2.42
3.2 Diseo de columnas de borboteo para reacciones lentas. El diseo de las unidades en las que el rea interfacial no se desarrolla sobre un soporte geomtrico (relleno) es difcil. En este caso el rea interfacial depende de la formacin y coalescencia de las burbujas y no existe una teora de la coalescencia satisfactoria. Por tanto, se debe tener especial cuidado a la hora de utilizar las correlaciones que se encuentran en la bibliografa. En contracorriente la velocidad superficial del gas se sita normalmente entre 1 y 30 m/s, y velocidades superiores pueden originar problemas de arrastre mecnico del lquido. El modelo de flujo que sigue cada una de las fases depende de las dimensiones del reactor. Se ha comprobado que para reactores industriales grandes con h/dR pequeas ambas fases se aproximan bastante al modelo de mezcla completa, mientras que en los reactores pequeos, h/dR grande, el gas sigue un modelo de flujo en pistn mientras que el liquido puede seguir el de FP , MP o combinacin de ambos. 3.2.1 Modelo de flujo:MP para ambas fases
YAs L XBe
En este caso es necesario resolver el siguiente sistema de ecuaciones, el cual se deriva del planteo del BM de A en la fase gas y en la fase lquida, y del BM global en el sistema. Este es el caso ms simple ya que al considerar mezcla perfecta las concentraciones son uniformes y no es necesario plantear las ecuaciones diferenciales.
G ( Y Ae Y As) = NA a h NA a h = r A h + L X As L( X - X ) G( Y Ae Y As) = Be Bs + L X As b
2 G YAe XBs Figura 3.5. Columna burbujeo con MP en ambas fases
AMPLIACIN DE REACTORES QUMICOS, Pgina 2
F.Cunill, M.Iborra, J.Tejero
El proceso de resolucin es iterativo y es necesario realizar varias estimaciones. Primero el holdup, la a, luego beta y kL). 3.2.2 Modelo de flujo:FP para ambas fases En este caso es necesario plantear los balances en un elemento diferencial de la columna en estado estacionario. El balance global al sistema es el mismo en los dos casos
YAs 1 YA YA+dYA XA XB XA+dXA XB+dXB L XBe
G(Y Ae Y As) =
L(X Be XBs) + L X As b
2 G YAe XBs XAs L XBe
Contracorriente G dY A = NA a dh L dX A = NA a dh r A dh L dX B = b r A dh Cocorriente G dY A = NA a dh L dX A = NAa dh r A dh L dX B = b r A dh
YAs 1 YA YA+dYA
XA XB XA+dXA XB+dXB
2 G YAe XBs XAs Figura 3.6: Columna burbujeo con FP en ambas fases
3.2.3. Modelo de flujo: gas en FP y lquido MP
Contracorriente
G( Y Ae Y As) = L( X Be X Bs) + L X As b
G dY A = NA a dh L X As = NA a dh r A h
o h
LXBe L X Bs = - b r A h
3.2.4. Modelo de flujo: gas en FP y lquido entre MP y FP En este caso se pueden adoptar dos soluciones. La primera es el modelo de dos zonas, que consiste en plantear los balances a cada fraccin de lquido segn sea su modelo de flujo, es decir es desdoblar el lquido segn un modelo combinado de flujo. La segunda solucin es aplicar el modelo de dispersin axial para el flujo del lquido, lo cual queda reflejado en los balances a travs de las difusividades efectivas.
AMPLIACIN DE REACTORES QUMICOS, Pgina 2
F.Cunill, M.Iborra, J.Tejero
3.3 Diseo de tanques agitados considerando el flujo ideal MP en las dos fases. Reacciones lentas, regmenes E y F. Sistemas Gas-lquido y lquido-lquido. Segn sea el sistema a tratar, la diferencia de estas unidades reside en el grado de separacin de las fases: para los G-L se realiza en el reactor y para los L-L es necesario adicionar un decantador. El modelo de flujo de ambas fases es MP al igual que en las grandes columnas de borboteo. Es por esta razn que sta resolucin tambin es vlida para uno de los casos del punto anterior. El sistema de ecuaciones es valido tanto para G-L como para L-L, siendo slo necesario sustituir G por L1, L por L2 y NA el correspondiente al sistema. En los sistemas L-L uno de los lquidos se dispersa y el otro permanece continuo.
G ( Y Ae Y As) = NA a h NA a h = r A h + L X As G( Y Ae Y As) = L( X Be X Bs) + L X As b
En la prctica se suele usar una serie de tanques agitados con flujo en cocorriente, contracorriente o corriente cruzada. El primero no requiere separadores intermedios, pero no ofrece, en general, ninguna ventaja sobre un dispositivo tubular. En contracorriente se usan columnas compartimentadas con agitacin, columnas de platos o cascadas de mezcladores separadores sobretodo para asegurar la mezcla en sistemas L-L. La corriente cruzada slo se usa a veces y exclusivamente para sistemas G-L. Las series de mezcladores-separadores permiten controlar muy bien la agitacin pudiendo trabajar en un estado de equilibrio termodinmico, pero a veces dificulta la separacin. Son de dimensiones grandes y los mezcladores son caros en cuanto a inversin y mantenimiento. Su principal inconveniente es la gran mezcla de ambas fases y el alto coste del agitador mecnico, en especial en el caso de lquidos muy corrosivos. Como regla emprica con lquidos no corrosivos, un reactor tanque agitado es ms econmico cuando la velocidad global es cinco veces mayor que la de transferencia de materia en una columna de borboteo. No se suelen utilizar si se han de manejar substancias corrosivas, alta presin y/o altas temperaturas. 3.4 Determinacin de la cantidad de gas ( holdup), el dimetro de burbuja, el rea interfacial y en columnas de burbujeo y tanques agitados 3.4.1 Columnas de borboteo No siempre es cierto que y a sea constantes en todo el reactor. Hay casos en los que la variacin del caudal de gas, debida a la absorcin, es tal que hace variar y a de forma no despreciable. Saikh y Varma (1983) sugieren para burbujas esfricas que no cambian de tamao (sin roturas ni coalescencias)
AMPLIACIN DE REACTORES QUMICOS, Pgina 46
F.Cunill, M.Iborra, J.Tejero
uSG = a alimento uSG,alimento G uSG = G,alimento uSG,alimento
a
2/3
Los parmetros dependen del rgimen de circulacin en la columna, el cual depende de vSG: Borboteo: flujo uniforme de burbujas de igual tamao, vSG< 0.05 m/s. Turbulento: se forman burbujas pequeas y grandes con distintas velocidades, lo que da un flujo inestable. Es el ms comn en las unidades industriales. Globular (Slugging): las burbujas ocupan toda la seccin de la columna, elevadas vSG y dR<0.15 m. Determinar a priori el tipo de flujo es difcil ya que depende del tipo de reactor, de las propiedades fsicas y de la vSG. La figura 3.7 da un mapa aproximado.
Figura 3.7: (a) Dependencia del rgimen de flujo con la velocidad del gas y el dimetro de la columna (b) Representacin esquemtica de flujos en una columna de burbujeo.
Existen muchas expresiones (Carberry 1986) para la evaluacin del holdup de gas, pero la eleccin resulta muy difcil debido a su sensibilidad con el material del sistema y las trazas de impurezas. En general, se tiene
uSG uSG
0.7 1.2
borboteo turbulento
0.4 0.7
Es independiente de la presin para P < 1.6 MPa y del dimetro del reactor si ste es superior a 0.15 m. El holdup de gas en las columnas de borboteo fue medido por Van Dierendonck (1970) quien obtuvo la siguiente correlacin
para 0.45 1/4 L uSG uSG = 1.2 0.03 < uSG < 0.4 m / s y 0 uSL < 0.02 m / s 1/4 L L g dR > 0.15 m y 0.3 < h / dR < 3 L
AMPLIACIN DE REACTORES QUMICOS, Pgina 47
1/2
F.Cunill, M.Iborra, J.Tejero
Por otro lado, tambin de acuerdo con Van Dierendonck, el dimetro de las burbujas viene dado por el nmero de Etvs, Es: 2 db L g uSG -1/8 Eb = =C M 1/4 L L g L
C = 6.25 lquidos puros C = 2.1 electrolitos
-1/2
M = L4 L L g
El rea interfacial para este tipo de columna se puede estimar como sigue
1/2 6 uSG L g a = A v(1- ) = = 2 1/4 db L g L L
siendo las unidades de los dos primeros trminos,
m2 m2 m3 i i L 3 = 3 3 mR mL mR
La expresin a =6 / db es vlida para una operacin en las que las burbujas ascienden de forma uniforme por el seno del lquido. Si no es as, sino que las burbujas ascienden de forma turbulenta y catica, sta rea est sobrestimada. El tipo de flujo depende de las caractersticas de coalescencia del fluido y de su velocidad de flujo. Considerando que el espesor de pelcula segn la teora de la pelcula es x o = D AL k AL , la fraccin en volumen de la lquido (sin volumen de lquido en la pelcula), = (1- A v x o) (1- ) . Las unidades de los trminos de la anterior expresin son, 3 m3 pelcula m3 m3 L,sin L,pelcula mL L = 3 3 3 m3 mR L mR mL Por ltimo para poder calcular el nmero de Hatta es necesario conocer el coeficiente de transferencia de materia en la fase lquida
AMPLIACIN DE REACTORES QUMICOS, Pgina 48
F.Cunill, M.Iborra, J.Tejero
g D m3 k L 2L = 0.42 3 L L AL mi s L L k L(m / s) = k L( 2mm) 500 db
para db 2mm
para db < 2mm
kL = f(uSG, tipo sparger, propiedades fisicoqumicas del lquido) no depende de uSL ni de dR si es dR>0.15m para viscosidades de lquido pequeas y si es dR>0.30 m si L > 0.02 Pas. 3.4.2 Tanques agitados En los tanques agitados G-L Zwietering (1963) determin el mximo caudal de gas que se puede alimentar para una determinada geometra y a una cierta velocidad de rotacin
con
N3D4 ds Gmax (m / h) = 16 g D dS = D 3 (D, altura influencia agitacin)
3
3.3
Si se tiene fijado el caudal de gas, la expresin anterior se puede utilizar para determinar la velocidad de agitacin mnima, Nmin, para obtener una agitacin eficiente. De acuerdo con Van Dierendonck (1970,1971) el dimetro de burbuja puede obtenerse mediante las siguientes relaciones: 1. Para lquidos puros:
Eb =
2 db(r L - r G)g = 0.41 sL
N > 2,5N* 0
2. Para soluciones de electrolitos y tensioactivos:
* L(N - N0) ds Eb = 1.2 + 260 L 2
0 < (N - N0)ds < 1.5m / s
N0* es la velocidad mnima de agitacin para realizar una dispersin eficaz, y para cada uno de los casos se calcula de la siguiente manera:
AMPLIACIN DE REACTORES QUMICOS, Pgina 49
F.Cunill, M.Iborra, J.Tejero
Lquidos puros N0 d s
* 2
dR g D
= 0.07
dR < 1m
1/2
N0 dS
4
H -H =2 L S L g D D L
D > 1m
v SG < 0.03m / s HL Hs < 0.6 D HL Hs lquido por encima del agitador en reposo 0.1<
Electrolitos y tensioactivos N0 d S
4 * 2
L g D L
=1
uSG = 0.05m / s
Westerterp demostr que para velocidades de agitacin menores a N0* el agitador no tiene efecto y el sistema se comporta como una columna de borboteo. Para calcular el holdup Van Dierendonck propuso:
Lquidos puros
Soluciones
4 2/3
G = 0.31
uSG L g L
+ 0.45
(N N0) ds D gD
* 2 (N - N0) dS D G = 0.075 L g HL 4 D L
< 0.25 h / dR = 1
0 < usG < 0.05 m / s HL Hs = 0.5 HL
G 0.3
0.003 < u SG < 0.03 m / s HL - Hs = 0.5HL
0.7 < HL / dR < 1.4
Otra magnitud necesaria es el rea interfacial la cual se puede estimar con la expresin ya comentada en el
AMPLIACIN DE REACTORES QUMICOS, Pgina 50
F.Cunill, M.Iborra, J.Tejero
caso de columnas de burbujeo,
a = A v(1- ) =
6 db
la cual depender de la velocidad de agitacin, ya que tanto el holdup como el tamao de burbuja dependen de dicha variable. Anlogamente el valor de se estima como en las columnas de burbujeo. Por ltimo, para poder calcular el nmero de Hatta es necesario conocer el coeficiente de transferencia de materia en la fase lquida, el cual es independiente de la potencia de agitacin para valores bajos de la misma,
Lquidos puros g m3 / (m2 s) k L = 0.42 3 L Sc -1/2 i L L Sc = L L D AL db > 2.5mm
Electrolitos y tensioactivos L 1 1 = 1.2 + 260 (N - N0) dS k L (k L)0 L (k L)0 = 1.13 db0 = 0.08
1 L g db 18 L
2
D AL ub db0 L Lg
Re b < 1
ub =
g m / (m s) k = 0.31 3 L Sc -2/3 L L
3 L 2 i
(L - G)2g2 1 3 ub = db 4 L L (L - G) gdb L Re b = dbG G
30 < Re b < 103
Sc =
L L D AL
db < 2.5mm
ub = 1.76
Re b > 103
Puesto que cuando la reaccin es lenta la transferencia de materia no se ve marcadamente favorecida por la reaccin en la fase lquida, el coeficiente de transferencia en la burbuja de gas es siempre considerablemente mayor que en el lquido (kAG >> kAL). La difusividad en la fase gas es varios rdenes de magnitud mayor que la difusividad en lquidos. De ello resulta que la resistencia a la transferencia de materia en la pelcula gaseosa es significativa slo en el caso de reacciones muy rpidas.
AMPLIACIN DE REACTORES QUMICOS, Pgina 51
F.Cunill, M.Iborra, J.Tejero
3.4.3 Tanques agitados lquido-lquido Los tanques agitados son los equipos ms ampliamente utilizados para las reacciones lquido-lquido en aplicaciones que van desde polimerizaciones hasta las alquilaciones, implicando una fase dispersa y una fase continua. Generalmente, dependiendo de la razn de flujos, el fluido que presenta mayor tensin superficial formar la fase continua ( principalmente la fase ms polar), mientras que la otra constituir la fase dispersa. Si el flujo de la fase menos polar es alto puede ocurrir la inversin. El diseo del equipo depende mucho de los datos de la planta piloto ya que las propiedades de transporte son muy sensibles al propio equipo y a otros agentes de difcil medicin, como lo es, por ejemplo, la presencia de pequeas cantidades de tensioactivos. Los dimetros de las gotas de la fase dispersa suelen estar entre 0.1 y 1 mm. Gotas ms pequeas suelen dar problemas de sedimentacin. En los tanques agitados L-L para una agitacin suficiente el holdup y el rea interfacial que ofrece la fase dispersa son los siguientes: D = a= v SD v SD + v SC 6 D db
Los tamaos de gota son muy difciles de medir, por lo que no se dispone de buenas correlaciones empricas para detemninarlos. Danckwerts (1965) y Laddha (1976) sugieren la siguiente expresin:
0.25 0.6 0.5 D db = 2.24 0.4 0.2 D C C V = potencia disipada por el agitador
En este tipo de mezcladores la agitacin es bastante elevada por lo que el tamao de las gotas es bastante pequeo pudindose considerar esferas rgidas. Sin embargo, los procesos de coalescencia y redispersin hacen que las estimaciones de los coeficientes de transferencia de materia para esferas rgidas sean demasiado conservativas. En consecuencia se utiliza una modificacin de dichas expresiones (Treybal 1963)
k D db = 16.5 DD N D2 k C dR = 0.052 R A C DC C
0.833
C C DC
0.5
D < 10cP
AMPLIACIN DE REACTORES QUMICOS, Pgina 52
F.Cunill, M.Iborra, J.Tejero
3.5 Diseo de reactores semicontinuos G-L En general, estos sistemas consisten en un volumen de lquido en el interior del reactor y una corriente de gas que circula a su travs. Se puede asumir que la fase lquida est perfectamente agitada. Sin embargo, el flujo del gas puede ser ms complejo: en unidades pequeas de laboratorio es plausible el MP, mientras que en unidades industriales el FP constituye una primera aproximacin siendo necesario considerar la componente de mezcla para un diseo ms preciso. Dada la complejidad de esta ltima posibilidad en este punto asumiremos el flujo en pistn para la fase gas. Reaccin lenta
c AG G A = + NA a t A dh d nBL h = b r A dh dt A 0 d n AL h = N a A dh + r A A dh dt A 0
con
NAa = k AL a (c AL - c AL)
*
Este sistema es de resolucin compleja y se puede simplificar considerando que la concentracin del gas vara lentamente con el tiempo, con lo cual la primera ecuacin puede resolverse independientemente y calcular el volumen necesario para una conversin dada o a la inversa. Una vez conocido el volumen la resolucin numrica de las otras dos ecuaciones diferenciales permite determinar la variacin del nmero de moles de A y B en el lquido con el tiempo. Es necesario poner de manifiesto que el lquido se comporta como MP por lo que la rA se expresa con las concentraciones de A en el lquido y que la concentracin en el lquido vara con el tiempo. Sin embargo, si el a y DAL son grandes puede suceder que el lquido se halle saturado de A y por tanto la concentracin de A puede considerarse constante. Reaccin rpida (regmenes E y F)
c AL 0 n AL 0 t
YA = NA a A h
nBL = bNA a t
con
AMPLIACIN DE REACTORES QUMICOS, Pgina 53
F.Cunill, M.Iborra, J.Tejero
NAa = k AL a E (c AL - 0)
En esta resolucin es necesario determinar E de forma iterativa. Nomenclatura xo usL usG L L dR db ds g L G N N0 N0* HL (HL-Hs) h DAL (kL)0 db0 ub espesor de la pelcula lquida velocidad superficial de lquido (m3L/(m2Rs) velocidad superficial de gas (m3G/(m2Rs) viscosidad del lquido (kg/(ms) tensin superficial del lquido (N/m) dimetro del reactor (m) dimetro de burbuja (m) dimetro del agitador (m) aceleracin de la gravedad (m/s2) densidad del lquido (kg/m3) densidad del gas (kg/m3) velocidad de agitacin (s-1) velocidad mnima de agitacin (s-1) velocidad caracterstica de aspiracin y dispersin de burbujas (s-1) altura del lquido (m) altura de lquido por encima del agitador en ausencia de flujo de gas altura del reactor Difusividad efectiva de A en el lquido (m3/ms) coeficiente de transferencia de materia de A en el lquido cuando N=N0 mL3/(mi2s) dimetro de burbuja para N=N0 velocidad de ascensin de las burbujas mR/s
AMPLIACIN DE REACTORES QUMICOS, Pgina 54
F.Cunill, M.Iborra, J.Tejero
Problemas 3.1 Ha de reducirse la concentracin de una impureza en el aire desde el 0.1% hasta el 0.02% por absorcin con un lquido que contiene una elevada concentracin del reactante B, cB1 = 800 mol/m3 o aproximadamente 0.8 N. La reaccin A(g) + B(l) --> Productos se efecta en el lquido y es extremadamente rpida. Supngase que las difusividades de A y B son iguales y kAl = kBl = kl. Calcular la altura de una columna de relleno 1) Si no hubiera reaccin qumica (slo absorcin fsica) 2) que opere en contracorriente 3) en corriente directa. kAGa=32000mol/(hm3atm) kALa=0.1 h-1 HA =12510-6 m3atm/mol L=L'=7105 mol/(hm2) G=G'=1105 mol/(hm2) a P=1 atm. La densidad molar del lquido en todas las condiciones es cT=56000 mol/m3. Res.: 1. h = 513 m ; 2. hc = 5 m ; 3. hp= 5 m 3.2 Repetir el problema anterior (solo contracorriente) si 1)cB1 = 3.2, 2) cB1= 32 y 3) cB1= 128 mol/m3.
Res.: 1. hc= 171 m ; 2. hc = 24.4 m ; 3. hc= 6.9 m 3.3 En el problema anterior si se aumenta la concentracin del reactante del lquido se alcanza un punto en el que un aumento posterior no se traduce en un aumento de la velocidad global de transporte de materia y en una disminucin de la altura de la torre. Calcularla. Res.: h = 5 m 3.4 El H2S contenido en un gas se reduce desde el 1% hasta menos de 1 ppm por contacto en una columna de relleno, con un disolucin acuosa que contiene 0.25 mol/l de metanolamina (MEA) Calcular la relacin adecuada de L/G a emplear y la altura de la columna necesaria. Datos: La reaccin H2S + RNH2 ---> HS- + RNH3+ se puede considerar irreversible e instantnea. G=310-3 mol/(cm2s). kAla=0.03 s. kAga=610-5 mol/(cm3satm). DAl = 1.510-5 cm2/s. DBl = 10-5 cm2/s. HA = 0.115 latm/mol para H2S en agua. Res.: L/G = 2.22, h= 4.6 m 3.5 Se quiere reducir la concentracin de amonaco de un gas des de una presin parcial de 0.05 atm hasta 0.01 atm, en una torre de absorcin de relleno utilizando una disolucin de cido sulfrico de concentracin 0.6 kmol/m3 que circula con un cabal de 9 m3/h. El cabal de gas a tratar es 45 kmol/h i la presin total es de 1 atm. La operacin puede considerarse isoterma a 25 C. La reaccin irreversible 2 NH3 + H2SO4 (NH4)2SO4 puede considerarse de segundo orden e instantnea.
AMPLIACIN DE REACTORES QUMICOS, Pgina 55
F.Cunill, M.Iborra, J.Tejero
kAg = 0.35 kmol/m2 h atm kAl = 0.005 m/h HA = 0.0133 m3 atm/ kmol DAl = DBl Calcular: 1. La concentracin de salida del cido sulfrico 2. El rea interfacial necesaria (m2) 3. El volumen de columna necesario si el rea interfacial por unidad de volumen de lquido es 1000 m2/m3 lquido y la retencin de gas (holdup) es 0.9 Res: 1. 0.5 kmol/m3; 2. 246 m2 ; 3. 2.46 m3 3.6 Se ha de reducir una impureza de un gas a presin atmosfrica desde el 1% hasta 2 ppm, por contacto en contracorriente con un lquido que contiene un reactante de concentracin cB = 3,2 mol/m3. Adems, kAG a = 32.000 mol/hm3atm, kAL a = kBL a = 0,5 h-1, HA = 1,125 10-4 atmm3/mol, L = L' = 7 105 mol/hm2, G = G'= 105 mol/hm2, CT = 56.000 mol/m3. La reaccin A + B Productos es muy rpida: 1. Calclese la altura de torre necesaria. 2. Qu recomendaciones se han de hacer (sobre la concentracin del reactante en fase lquida) que puedan ser susceptibles de mejorar el proceso?. 3. Qu concentracin de entrada de B dar la altura mnima de torre? Cul es esta altura? Res.: 1. h = 346 m; 3. cB1= 720 mol/m3 , h= 26.6 m 3.7 Mediante un proceso de absorcin, se ha de eliminar el CO2 de una corriente de aire que circula a una presin de 15 bar. La absorcin se realiza con una disolucin 055 M de NaOH a 25 C en una torre de 095 m de dimetro, rellena con anillos cermicos de 1 mm. El cabal molar de aire es 003 kmol/s y el contenido de CO2 es 015%, el cual se ha de reducir hasta el 0003%. El cabal de disolucin de NaOH es suficientemente alto como para suponer que la concentracin de sosa es prcticamente constante (reaccin rpida y de pseudoprimer orden). Calcular: 1. La resistencia relativa de cada pelcula. 2. La altura de la torre 3. La altura de la torre si la absorcin de CO2 se realizase solo con agua pura, es decir, sin reaccin qumica. 4. El porcentaje de aumento de la resistencia global en ausencia de reaccin. Datos adicionales: Constante cintica de la reaccin de segundo orden, CO2 + OH-1 = HCO3-1 , k2 = 104 m3/kmols. En una disolucin de NaOH, la reaccin anterior va seguida instantneamente por la reaccin HCO3-1 + OH-1 = CO32- + H2O dando como resultado global la reaccin, CO2 + 2 NaOH = Na2CO3 + H2O. DCO2 = 1 7 10-9 m2/s, DOH- = 2 72 10-9 m2/s; HCO2 = 28 bar m3/kmol; a = 295 m2/m3; kL,CO2 = 125 10-4 m/s; kGa = 006 kmol/m3sbar
AMPLIACIN DE REACTORES QUMICOS, Pgina 56
F.Cunill, M.Iborra, J.Tejero
Res.: 1. RG= 35 %, RL= 65%; 2. h = 5.24 m; 3. h= 85.6 m 3.8 La oxidacin en fase lquida del o-xileno con aire para dar cido o-metilbenzoico se lleva a cabo en un reactor tanque agitado continuo a 13.8 bar y 160C. Se necesita producir 30000 toneladas de cido al ao. Por razones de selectividad la conversin del xileno no debe exceder el 16%. El oxgeno se alimenta en un 25% de exceso respecto al estequiomtrico. La velocidad de reaccin es de pseudoprimer orden con respecto al oxigeno
3 3 r x (kmol/( m h)) = 2.4 * 10 * cO 2 r O 2 = 1.5 * r x
Calcular las dimensiones del tanque y la velocidad de agitacin. Suponer despreciable la resistencia de la fase gas. Adems, h= dR y dS= dR/3. o-xileno oxgeno Res.: V = 6.87 m3 3.9 Suponer que la oxidacin del o-xileno se lleva a cabo en una columna de borboteo con un dimetro de 2 metros suponiendo gas flujo en pistn y lquido en mezcla perfecta. (Para iniciar el calculo cAS= 2.04 kmol/m3) Res.: V= 7.38 m3 M=106.16 kg/kmol;L=750kg/m3;L=16.510-3 kg/s2, L=0.23103kg/(ms)=0.828 kg/(mh);D=2.4510-6 m2/h DOx=5.210-6m2/h; HA=126.6 m3bar/kmol
AMPLIACIN DE REACTORES QUMICOS, Pgina 57
F.Cunill, M.Iborra, J.Tejero
TEMA 4: REACTORES MULTIFASICOS GAS-LIQUIDO-SOLIDO CATALITICO Las reacciones qumicas que requieren la presencia de tres fases son frecuentes en la prctica industrial. En los sistemas trifsicos el slido puede ser reactante, producto o catalizador. Incluso hay casos con cuatro fases al haber dos lquidos inmiscibles o dos fases slidas. En la tabla 4.1 se observa que hay muchos ms procesos de carcter catalticos, siendo los ms conocidos los de hidroprocesado.
Tabla 4.1 Ejemplos de procesos llevados a cabo en reactores trifsicos
A. Sistemas con slidos ligeramente solubles Absorciones de CO2 en suspensiones de BaS o Ba(OH)2+Ca(OH)2 Absorciones de SO2 en barros de CaCO3 Absorciones de CO, H2S,COCl2, suspensiones de Ca(OH)2 B. Sistemas con slidos insolubles Absorciones de CO2 en suspensiones de MgO, CaS Absorciones de SO2 en suspensiones de CaCO3 Hidrogenacin de sustancias polimricas suspendidas en solvente Cloracin de partculas de polietileno o PVC suspendidas en agua C. Sistemas con catalizador slido Reactores de lecho percolador Hidrodesulfuracin e hidrocraqueo de fracciones de petrleo (Mo,W) Oxidacin con aire de etanol a cido actico y conversin de alcoholes primarios a la sal sdica del cido correspondiente (Pd, CdO, ZnO) Oxidacin de SO2 a H2SO4 en agua (carbn activo) Oxidacin de cido frmico o actico con aire (xidos de Cu, Zn y Fe) Alquilacin de benceno con propileno (cido fosfrico) Produccin de MTBE por reaccin de isobutileno y metanol (resinas de intercambio inico) Intercambio de deuterio entre H2 yH2O Reactores de barros Hidrogenacin e hidroformilacin de olefinas, metilsorbato, etc (metales nobles, Rh) Hidrogenacin de sustancias polimricas (Ni Raney, PD/C) Hidrogenacin de nitrobenceno, cido sulfnico, nitrofenoles, etc, (Pd,Pt,Ni) Hidrogenacin de grasas insaturadas, -celulosa, nitrilos, tec. (Ni) Oxidacin de glicol isobutileno a cido -hidroxisobutrico o de glucosa a gluconato (Pt/carbn) Sntesis de Fischer-Tropsh (Ni-MgO) Polimerizacin de barros (compuestos organometlicos) Deshidrogenacin de alcoholes secundarios a cetonas (Ni, Cu, Cr) Licuefaccin de carbn (Ni-Co-Mo) Reactores de lecho fluidizado trifsicos Conversin de CO + H2 a metanol (xido de Cu y Zn) Existen diversas posibilidades para poner en contacto las tres fases (Figura 4.1). Por lo que se refiere al slido, al igual que en los sistemas bifsicos, puede disponerse como lecho fijo (dp > 10-3 m) o suspendido en la fase lquida (slurry) (dp <01 mm). Por lo que se refiere a las fases fluidas existen dos posibilidades: que el gas fluya a travs del lquido confinado en el reactor, o que fluyan los dos a travs del slido. En este tipo de reactores el slido es el catalizador, en general, se halla confinado en el reactor, es decir, que operan en discontinuo respecto a
AMPLIACIN DE REACTORES QUMICOS, Pgina 58
F.Cunill, M.Iborra, J.Tejero
l. Para disear estas unidades trifsicas es necesario considerar la hidrodinmica de las fases, as como las transferencias de materia, tanto la gas-lquido como la lquido-slido siendo necesaria la determinacin o estimacin de tres coeficientes de transferencia de materia (kS, kL y kG). En algn caso gas o lquido no son reactantes, pudiendo ser ste ltimo un medio inerte para poner en contacto gas y slido evitando problemas de transmisin de energa y en el caso alargando la vida del catalizador.
Figura 4.1: Reactores trifsicos gas-slido-lquido
4.1 Diseo de reactores con el slido en suspensin (slurry). En los reactores con suspensin de slidos (slurry), el slido se mantiene en suspensin en el seno de un lquido que puede ser reactante (hidrogenacin del metil linoleato, en general, de aceites) o inerte (sntesis del
AMPLIACIN DE REACTORES QUMICOS, Pgina 59
F.Cunill, M.Iborra, J.Tejero
metano Fischer-Tropsch). Las ventajas de estos reactores frente a los de lecho fijo son similares a las de los lechos fluidizados de dos fases; Una temperatura ms uniforme, mejor control de la temperatura para las reacciones muy exotrmicas y poca resistencia de la difusin intrapartcula. Los reactores industriales de este tipo tienen volmenes comprendidos entre 1 y 100 m3. 4.1.1 Columnas de borboteo con slidos en suspensin ( slurry) Consisten en un recipiente cilndrico que contiene el lquido y el slido, mientras que el gas se introduce por la base de la columna mediante un distribuidor. El rgimen de circulacin ser de borboteo segn sea vSG, D y las propiedades fisicoqumicas del sistema, as como de la presencia de slido. La agitacin del lquido y la suspensin del slido estn garantizadas solamente por el flujo del gas exclusivamente. Por tanto, el distribuidor (un plato perforado) debe disearse para que el slido no se estanque en ningn punto de la columna. La velocidad superficial del gas mnima para asegurar la suspensin se calcula mediante la expresin de Narayan y col.(1969)
D v SGm = u f exp ( p ) (CGS units) 2 D = dimetrodelacolumna
0.5 u f + 3.687HS ( u f ) = n
HS ( cm ) = alturadelslidoensuspensin 2 dp pHS = 2g ( p L ) + 3 L p + p L 1 = 0.5 para u f < 6.7 cms = 0.19 para 6.7 < u f < 21.3 cms 1 p = fraccin de reactor ocupada por las partculas n = 0.2 para d p 100m n = 0.5 para d p > 200m
0.5
p < 0.1 p > 0.1
4.3 1.25
10 3
La suspensin originada de esta forma no es del todo uniforme y se obtiene un perfil de concentraciones del slido en funcin de la altura, el cual se puede describir mediante un modelo de difusin. Farkas y col.(1969) obtuvieron experimentalmente nmeros de Peclet (PeA = utHS/DAS, ut es la velocidad libre de cada del slido en el lquido. Hs es la altura del slido en suspensin que si hubiera muy buena agitacin coincidira con la altura de lquido) entre 2 y 5 para velocidades superficiales de gas entre 2 y 7 cm/s. Para obtener una suspensin ms uniforme se requiere una recirculacin del lquido, ya sea inducida por el gas con ayuda de bafles internos o por bombeo externo.
AMPLIACIN DE REACTORES QUMICOS, Pgina 60
F.Cunill, M.Iborra, J.Tejero
El holdup de gas se evala a partir de la velocidad superficial y de las propiedades del lquido mediante
1/4 L uGS uGS = 1.23 1/4 L L g L
1/2
las expresiones mostradas en los sistemas fluido-fluido, es decir mediante la ecuacin de Van Dierendonc. Sin embargo, tambin influyen el material del sistema y las impurezas, as como el diseo del distribuidor de flujo. Para velocidades de gas menores de 30 cm/s el holdup se ve ligeramente disminuido por la presencia del slido. Ntese que sta velocidad es justamente el limite inferior de aplicabilidad de la expresin de Van Dierendonc. La presencia del slido afecta a la transferencia de materia gas-lquido tanto en cuanto afecta al rea interfacial, ya que favorece la coalescencia de las burbujas. La presencia de un slido afecta al coeficiente kLaL dependiendo de la concentracin de slido, tamao de partcula, L-G, medidas geomtricas y condiciones de operacin del reactor (vSG). Si se corrige el rea interfacial tiendo en cuenta que ahora el reactor est ocupado por lquido, slido y gas se tiene, a = Av (1- p- G) Entonces, el tamao de burbuja se puede calcular con las correspondientes expresiones de captulo anterior. En esta transferencia la resistencia por parte del gas suele ser despreciable, incluso cuando el reactante no es compuesto puro, teniendo mayor importancia el coeficiente de la pelcula lquida, kL. Existen diversas correlaciones para su estimacin, entre las que se destaca la siguiente vlida para burbujas inferiores a 2,5 mm, tamao usual en este tipo de reactores.
(L G ) L g k L(cm / s) L = 0.31 2 L L DL (Expresines de Calderbank)
2/3 1/3
(C.G.S)
Si el tamao de burbuja es superior a 2.5 mm la correlacin es
L (L G ) Lg k L(cm / s) = 0.41 2 L L DL
1/2 1/3
(C.G.S)
Por lo que hace referencia a la transferencia de materia lquido-slido se utiliza la expresin de Sano et al. (1974) que se puede consultar en el apartado de tanque agitado. Modelizacin: Dada la imprecisin existente en las estimaciones referentes a la hidrodinmica y a las transferencias de materia, el diseo de estos reactores debe realizarse con el modelo ms sencillo posible. As pues, puede considerarse que lquido y slido se hallan perfectamente mezclados y el gas sigue un modelo de flujo en pistn. Las unidades de las distintas variables desuelen referir al volumen de lquido libre de burbujas y slidos.
AMPLIACIN DE REACTORES QUMICOS, Pgina 61
F.Cunill, M.Iborra, J.Tejero
En el caso de que el lquido sea inerte, los perfiles y etapas del proceso son las descritas en la figura, as como las ecuaciones correspondientes,
- dw AG - (NAa)GL dV = 0 (NAa)GL = (NAa)LS = r A
G L
Considerando flujo en pistn se obtiene una expresin anloga a la de un reactor tubular de una fase con flujo en pistn
V = GA
X As
X Ae
dX A r A
con la diferencia de que en esta expresin V es el volumen de lquido libre de burbujas, y -rA es la velocidad de reaccin global por unidad de volumen de lquido. Si la reaccin es de primer orden e irreversible se puede expresar fcilmente la velocidad del proceso en funcin de la concentracin en el seno del gas (En estado estacionario todas las velocidades son iguales, TM G = TM G-L = TM L-S = R).
r A = k o aS cG 1 1 a s 1 a s HA 1 = + + HA + k o aG k G aG kL ks k a j , definidas por unidad de volumen de lquido aG = aS = d2 b VB 3 db / 6 1 6 mS mS = dp p d / 6 p
3 p
d2 p
VB , volumen burbuja por unidad volumen lquido mS , carga catalizador (kg cata / m3 reactor) Si la reaccin no es de primer orden es necesario utilizar mtodos numricos para poder expresar las concentraciones intermedias en funcin de la del gas. En la expresin anterior el trmino de la resistencia a la reaccin es necesario introducir la eficacia del catalizador, si se considera que en el slido hay problemas de difusin
AMPLIACIN DE REACTORES QUMICOS, Pgina 62
F.Cunill, M.Iborra, J.Tejero
interna. Dado que los tamaos de partculas empleados en las suspensiones son muy pequeos normalmente la eficacia suele ser mayor que 0.9. En el caso de que el lquido sea reactante hay que plantear los balances de materia en ambas fases y tener en cuanta que en este caso el sistema est en estado no estacionario (el lquido no circula). En este caso los perfiles son los indicados a continuacin
G S A B A
4.1.2 Reactores tanque agitado Se utilizan industrialmente para hidrogenaciones de aceites y al igual que en las columnas de borboteo se puede recurrir, cuando sea necesario, a las estimaciones propuestas para los tanques agitados gas-lquido asumiendo que la presencia del slido las afecta ligeramente, aunque menos que en las columnas. Para el calculo de la transferencia lquido-slido se puede utilizar la expresin de Sano et al.
(Sh)S = [2 + 0.4(Re)1/4(Sc)1/3 ] C L C(factor superficial Carman) = (Sh)S = k ASdp 6 p a Sdp
D AL (Sc)L = L LD AL
LdpL Re = 3 L
4 3
Utilizando como L la potencia disipada por el agitador, P (W/kg), la cual se calcula de la siguiente manera (en columna burbujeo, L = uSG g)
AMPLIACIN DE REACTORES QUMICOS, Pgina 63
F.Cunill, M.Iborra, J.Tejero
N D2 Re = R A ND Fr = R A g NR = velocidad de rotacin del agitador DA = dimetro caracterstico del agitador Ne = P = Nmero de potencia de Newton 3 5 NR DA Ne = C(Re)aFr b = Ne Fr
b 2
= p s + L L
L 1- S S
1'8
= C (Re)a = factor de potencia
a y b tipo agitador S = fraccin volumtrica de s lido en lecho fijo
es una funcin del Re para cada tipo de agitador.
En presencia del gas, la velocidad de rotacin debe aumentarse respecto a la necesaria para el lquido para asegurar la completa suspensin del slido
D g ( p - L ) L d p w 0.13 s N Rm(sin gas) = 0.85 0.55 DS L DS w S = % en peso de slido en el lquido y dependen de las caractersticas del agitador = 1.5 = 1.4 para turbinas y impulsore s con paletas rectas
0.45 0.45 0.1 0.2
N'R (con gas) - NR > 200
qG 3 DS
N'Rm debe de utilizarse en el clculo de P. En cuanto a la transferencia gas-lquido al igual que en el caso anterior el coeficiente de transferencia de materia en la pelcula de gas suele ser despreciable siendo de mayor importancia el de la pelcula lquida, el cual puede estimarse mediante la siguiente expresin: 1/4 P (cm / s) = 0.592 D1/2 W kL A q qG = 1 12.6 G 3 si < 0.035 NRDA NRD3 A factor de correccin de la presencia de burbujas P W (erg / s) = Ne LN3 D5 A R WL Unidades = CGS cm2 = viscosidad cinemtica = = s WL = masa de lquido en el slurry
AMPLIACIN DE REACTORES QUMICOS, Pgina 64
F.Cunill, M.Iborra, J.Tejero
El holdup de gas generalmente crece con NR y con uSG, ya que depende del tamao de burbuja. A bajas NR varia poco y a altas NR tiende a un valor asinttico que depende de vSG Modelizacin MP para gas y lquido. Esto no es correcto si la razn H/D del reactor es grande, para lquidos viscosos, o para elevadas conversiones de gas. La mezcla incompleta del gas es atribuible al complejo flujo de burbujas. Se originan burbujas de diversos tamaos, recirculaciones, coalescencia. Como se ha indicado para las columnas d e burbujeo, las unidades de las variables implicadas en el modelo se suelen referenciar al volumen de lquido. Lo que llega a la superficie del slido es lo que reacciona, pero si el slido es poroso se puede llegar a tener en serie-paralelo difusin y reaccin. Por tanto, es necesario conocer cual es el factor de eficacia (va experimental o bibliogrfica). Sin embargo, en un slurry el tamao de partcula puede ser suficientemente pequeo para que el factor de eficacia sea >0.9. Debe tenerse presente que existen algunos sistemas complejos para los que el factor de eficacia baja para tamaos de partcula muy pequeos por problemas de la forma de la funcin cintica respecto a las concentraciones.
4.2 Diseo de reactores de lecho fijo. En este caso el slido se halla confinado dentro del reactor e inmovilizado. Las corrientes pueden fluir en cocorriente ascendente y descendente, as como en contracorriente, siendo la cocorriente descendente la ms empleada en la prctica y son los denominados trickle beds. Existen muchos trabajos sobre ste tipo de reactores, sus condiciones de flujo, prdidas de presin, holdup, y transferencias de materia. Los reactores de lecho fijo con cocorriente ascendente son raramente encontrados a escala industrial debido a que es muy difcil evitar el movimiento del slido cuando se hace circular dos corrientes de forma ascendente; sin embargo soluciona los problemas de distribucin de lquido que presentan los de flujo descendente. Existe muy poca informacin sobre este tipo de reactores. Por ltimo, a pesar de ser una posibilidad, no existen unidades industriales con flujo en contracorriente, siendo su principal inconveniente la inundacin la cual limita el flujo de las fases. 4.2.1. Reactor de lecho fijo y flujo en cocorriente descendente Este tipo de reactores ampliamente utilizados en la industria del petrleo pueden operar en un amplio rango de condiciones dependiendo de las propiedades del alimento y de la naturaleza de la reaccin. Generalmente, las fracciones menos reactivas, que tienden a estar en el rango alto de punto de ebullicin y son ms viscosas a temperatura ambiente, se procesan a bajos caudales. Caudales tpicos para el lquido son de 0.83 a 8.3 kg/(m2 s) para densidades de 1g/cm3 como por ejemplo aceites lubricantes, gasleos y fracciones residuales; para nafta son de 8.3 a 25 kg/(m2s). Para poder modelizar el reactor es necesario primero estudiar los distintos regmenes hidrodinmicos del reactor, ya que las propiedades del mismo, en particular, la transferencia de materia depende significativamente de tipo de rgimen.
AMPLIACIN DE REACTORES QUMICOS, Pgina 65
F.Cunill, M.Iborra, J.Tejero
Rgimen de flujo Segn los caudales msicos por unidad de rea de las fases se pueden tener las siguientes situaciones, el diagrama de Sato (Figura 4.2) distingue: 1) Para caudales de lquido y gas bajos, se tiene la fase gas como continua y el lquido disperso en forma de riachuelos o flujo laminar por lo que puede suceder que el slido este mojado a trozos por el lquido y a trozos por el gas. Se tiene el denominado rgimen percolador (trickle flow regim), rgimen de goteo, o de flujo continuo de gas. 2) Para caudales de lquido altos y suficientemente bajos de gas, se tiene la fase lquida como continua y el gas disperso en forma de burbujas. Se tiene el denominado Figura 4.2: Diagrama de Sato bubble flow regim. La transicin con 1) no est clara pero como primera aproximacin se da para velocidades de lquido del orden de 30 kg/(m2s) y de gas < 1 kg/(m2s). 3) Para valores de gas altos y bajos de lquido, se tiene el lquido disperso en forma de gotas a travs del gas continuo. Se tiene el denominado flujo en spray (spray regim). 4) Para valores altos de gas y lquido se obtiene un flujo pulsado con fuertes interacciones entre las fases. Se tiene el denominado pulsed flow regim. Se da frecuentemente en reactores comerciales. Los regmenes de flujo en un principio (antes de 1975) se establecan atendiendo slo a las magnitudes de los caudales de lquido y gas. En 1975 Charpentier y Favier introdujeron los efectos de la densidad, viscosidad, tensin superficial y de la naturaleza espumante del lquido. Las propiedades fsicas del lquido tienen una influencia sustancial en la transicin entre el rgimen de flujo de gas continuo y el de pulsacin. La geometra del reactor (D) y de la partcula (dp) tambin influye sobre la hidrodinmica. Ms tarde Talmor (1977) construy otros mapas para lquido espumante y no espumante, que parecen ajustarse mejor a algunos casos.
AMPLIACIN DE REACTORES QUMICOS, Pgina 66
F.Cunill, M.Iborra, J.Tejero
Perdida de presin y retencin de lquido (holdup) Como consecuencia del flujo descendente del gas y de la friccin con el lquido se produce una prdida de presin que debe conocerse para el equipo de compresin del gas. La prdida de presin viene influenciada por el retenido de lquido, L, ya que influye en los intersticios por las que desciende el gas. Se ha visto experimentalmente que no existen grandes variaciones de la prdida de presin al pasar del rgimen percolador al pulsante. Charpentier et al. (1978) proponen las siguientes correlaciones puestas al da por Morsi et al. (1980) (Tabla 4.2). Es necesario tener presente que estas relaciones estn determinadas para columnas pequeas ( menos de 20 cm) y las columnas industriales tienen dimetros entre 1 y 3 m. por tanto es necesario utilizarlas con la precaucin debida. En ellas se correlaciona la prdida de presin de las dos fases con la prdida de presin para el flujo individual de cada fase en idnticas condiciones.
Tabla 4.2: Perdida de presin y retencin de lquido (holdup) (Morsi et al. (1980))
Tipo de Lquido Interaccin Gas/Lquido ligera Lquidos no espumantes: Cada de presin Retencin de lquido (holdup) Lquidos espumantes: Cada de presin Retencin de lquido (holdup) Lquido viscoso >10-2 Pas Cada de presin Retencin de lquido (holdup)
Condiciones de flujo Interaccin Gas/Lquido fuerte
L = 1+
1 1.14 + 0.1 < < 80 0.54
L 0.660.81 0.1 < < 80 = 1 p 1 + 0.660.81
L = 1+
1 1.14 + 0.1 < < 80 0.54
L = 1+
1 6.55 + ' ( ')0.43
0.30
0.05 < ' < 100
L 0.66 0.81 = 0.1 < < 80 1 p 1+ 0.660.81
0.92 ( ') L = 1 p 1+ 0.92 ( ')0.30
0.05 < ' < 100
L = 1+
1 6.57 + ' ( ')0.64
0.53
0.05 < ' < 100 0.05 < ' < 100
5.47 ( ') L = 1 p 1+ 5.47 ( ')0.53
AMPLIACIN DE REACTORES QUMICOS, Pgina 67
F.Cunill, M.Iborra, J.Tejero
L = fraccin de volumen del reactor ocupada por el lquido P 'L = + L g H L P 'G = + G g H G g P 'LG = + ( L L + G G ) H L,G (1 p ) Unidades = Pa / m
Donde
P es la cada de presin por unidad de longitud de lecho debida a la circulacin del fluido o fluidos I H I (I=L,G o LG)
' = 'L G
0.5
' L = LG ' L P 1 'L = L 1+ H L L g P 1 'G = G 1+ H G G g P 1 G L 'LG = ( L + G ) + + H L,G g G L Unidades = kg / m2 s ' ' = 'L G
0.5
0.5
' L = LG ' L
0.5
Las prdidas de carga de la fase gaseosa o lquida, ( P H )L,G , se estiman por la ecuacin de Ergun como si slo fluyera esa fase en particular. El parmetro recibe el nombre de Lock-hart-Martinelli.
P ' L LG H L,G P L H LG P G
El retenido de gas en la columna puede estimarse conociendo el retenido total de lquido y el volumen de hueco de la columna G + L = 1 S .
AMPLIACIN DE REACTORES QUMICOS, Pgina 68
F.Cunill, M.Iborra, J.Tejero
Transferencia de materia pelcula gaseosa Para calcular kG Reiss propone en condiciones de fuerte interaccin (pulsos y en spray) las siguientes expresiones W P 0.66 k G a G = 2 + 0.1 EG (SI) con E G 3 = uLG m H LG suele ser despreciable para los trickle beds, ya que trabajan con componente puro o ligeramente soluble.
Transferencia de materia pelcula lquida Las mejores correlaciones son las propuestas por Reiss (1967) basada en la energa disipada en el flujo a travs del catalizador. Esta energa se calcula a partir de la cada de presin y el caudal msico por unidad de rea (L en kg/(m2s)),
EL(
W P P L ) = u SL = 3 m R H LG H LG L
1.75
1) Baja interaccin: flujo en trickle bed, Morsi (1982) para fases acuosas o orgnicas
(1- p) k L a GL (Sc)1/2 = 1.30 GL L 1/3 a ( L) S p 2) Alta interaccin (flujo pulsado) (EL > 60 W/m3), Satterfield (1975) (SI)
k L a GL = 353(E LD L)0.5 (SI)
En general, el coeficiente de transferencia de materia suele ser mayor en rgimen pulsante, kL aL ~ 1 s-1, que en rgimen percolador, kL aL ~ 001 03 s-1. Para el clculo del rea interfacial se utilizan las siguientes expresiones: 1) Trickle bed, Charpentier (1976)
1.2
P (1- p) a GL = 0.05 pa S H GL p a S p=
2) Flujo pulsado, Gianetto (1973)
P (1- p) a GL = 0.27 pa S H GL p a S
(SI)
lecho = fraccin de reactor ocupada por el slido partcula
0.48
(SI)
El rea interfacial aGL suele ser un 20-80 % del rea del slido, aS, y aumenta con el carcter espumente
AMPLIACIN DE REACTORES QUMICOS, Pgina 69
F.Cunill, M.Iborra, J.Tejero
review, AIChE J. 29(1), 1-18 (1983)) para todos los tipos de rgimen de flujo.
Transferencia de materia Lquido-Slido
del lquido. Existen otras expresiones como las mencionadas por Herskowitz,M & Smith, J.M.(Trickle-bed reactors:A
Dharwadkar y Sylvester (1977) proponen una correlacin que, a pesar de no considerar la forma del slido, es una aproximacin aceptable para rgimen trickle
kS 2/3 -0.331 (Sc)L = 1.637 (Re)L u SL
0.2 < (Re)L =
dpu SLL < 2400 L
(Sc)L =
L LD AL
Existen otras expresiones como las mostradas en la siguiente tabla (Herskowitz,M & Smith, J.M. Trickle-bed reactors:A review, AIChE J. 29(1), 1-18 (1983)). Distribucin de las fases fluidas Las condiciones de flujo ms estables desde el punto de vista energtico son las fases disgregadas lo que comporta que distintas zonas del lecho estn mojadas por fases distintas. Satterfield defini una "eficacia de contacto" para cuantificar esta situacin, pero existen pocos datos de reactores industriales. La eficacia de contacto aumenta con las altas interacciones. Las reglas a seguir son: 50 orificios/m2 en el distribuidor de flujo de cabeza, mantener la superficie del lecho en cabeza plana y horizontal mediante una capa de inerte de mayor tamao (0.6 a 1 cm). Si no se implementan por razones de fabricacin o de coste puede no usarse de manera optima el catalizador requirindose mayor volumen del mismo, provocndose desetabilizacin trmica (en la parte que slo toca el gas no se realiza un buen intercambio de calor sobrecalentndose) y desactivndose. En el diseo de los trickle bed es necesario predecir la distribucin de equilibrio del lquido y la longitud de lecho para alcanzarla, en lo cual influye tanto la medida como la forma de las partculas, las velocidades de los fluidos, las propiedades fsicas del lquido, el dimetro de la columna y en especial la distribucin del alimento en la cabeza del lecho fijo (la profundidad del lecho es tanto menor cuanto mejor es este ultimo factor). Otro aspecto importante en la distribucin del lquido es el flujo por la pared debido a la porosidad del lecho, el cual depende de las propiedades fsicas del lquido, de la forma de las partculas y en particular de la razn entre el dimetro de la columna y el del relleno. En estos lechos es ms difcil obtener reproducibilidad que en los de dos fases, debido a la no-uniformidad en el flujo cuando se reempaca el lecho. La distribucin de equilibrio del lquido es esencialmente uniforme para bajas velocidades del lquido (<0.9*10-3 m/s) y para D/dp 20, en un rgimen de flujo de baja interaccin. En el rgimen intermedio se observa un mximo de flujo en el centro, y para alta interaccin la distribucin del lquido es casi uniforme. En los trickle beds las partculas de catalizador suelen tener los poros llenos de lquido. Sin embargo, la superficie externa de las mismas puede no estar completamente cubierta por el lquido. Para reacciones en las que la velocidad intrnseca de reaccin est controlada por un reactante no voltil, la reduccin de la eficacia de mojado provoca una reduccin en la velocidad global. Si el reactante limitante est en la fase gas y la resistencia al transporte de materia es significativa, el mojado parcial provoca un aumento en la velocidad global. Esto es debido a que la resistencia a la transferencia de materia en la parte no mojada se hace menor que en la parte mojada. La
AMPLIACIN DE REACTORES QUMICOS, Pgina 70
F.Cunill, M.Iborra, J.Tejero
eficacia de mojado se cuantifica en el factor de eficacia global junto con las resistencias a la transferencia de materia, la difusin intrapartcula y la cintica intrnseca. El volumen interno de poros de las partculas tambin puede estar parcialmente lleno en determinadas circunstancias: como resultado de una mala distribucin del lquido a lo lago del dimetro del reactor o por vaporizacin de un lquido voltil en una reaccin altamente exotrmica. Con distribuciones razonables y lquidos no voltiles en estado estacionario, la eficacia de mojado interna es cercana a la unidad debido a la capilaridad. Existen diversas correlaciones para estimar los factores de eficacia de mojado en funcin de las velocidades de flujo del lquido y del gas, de las propiedades fsicas de lquido y del tamao de partcula (Herskowitz,M & Smith, J.M. Trickle-bed reactors:A review, AIChE J. 29(1), 1-18 (1983)). Un ejemplo deducido por Mills y Dudukovic
fe =
2 a ext. cata dP rea catalizador mojada 0.333 = tanh 0.664 ReL FrL0.195 WeL 0.171 2 rea total catalizador L+G
ReL =
uL dp L
2 L L g L + G = porosidad lecho (lquido + gas) Lm = velocidad msica superficial
; FrL (Froude) =
a ext.cata L2m
; WeL (Weber) =
L2m L L a S
En los datos publicados, normalmente, estas eficiencias oscilan entre 0.6 y 1.
Modelizacin Como ya se ha indicado en otras ocasiones, ante la necesidad de estimar de forma aproximada una gran cantidad de parmetros, es lgico plantear un modelo lo ms simple posible. Una primera aproximacin considera que ambas fases siguen un modelo de flujo en pistn y cuando sea necesario se introduce las posibles desviaciones mediante el modelo de dispersin. Para los reactores de percolacin, las unidades de las variables se suelen referenciar a la masa de catalizador Supngase la reaccin catalizada A(g) + B(l) R(g,l,s) Hiptesis: Flujo en pistn para ambas fases Factor de mojado 1 Condiciones isotermas Buena distribucin lquido y slido con, D/dP 20. Cintica primer orden para A y B r = -rA = -rB = k cAS cBS
Las etapas del proceso son las siguientes (Figura 4.2) :1. transporte pelcula gaseosa; 2. equilibrio interfase; 3. transporte pelcula lquida; 4. transporte pelcula liquido- slido; 5. difusin y reaccin en el catalizador.
AMPLIACIN DE REACTORES QUMICOS, Pgina 71
F.Cunill, M.Iborra, J.Tejero
Figura 4.2: Etapas del proceso
La combinacin de las cinco etapas para eliminar las concentraciones de interfase de A y expresar la velocidad global del proceso en funcin de las concentraciones de la fase gaseosa conduce a la relacin:
rA = 1/ HA c (mol / gcata s) (1 B ) P + (1 B ) P + 1 + 1 Ag HA k AG a G k AL a L k AS a S k cBS rA = K OA c Ag
( mol / gcata s )
La conductancia global, KOA (m3 gas/gcat s), depende tambin de cBS. Por otro lado, la ecuacin general para el reactante B, incluye: 4. transporte pelcula lquida superficie externa catalizador; y 5. difusin y reaccin en el catalizador, se expresa mediante
rB =
1 cBL (mol / gcat s) 1 1 + k BS a S k c AS rB = K OB cBL (mol / gcat s)
La conductancia global, kOB (m3 gas/gcat s), depende tambin de cAS.
AMPLIACIN DE REACTORES QUMICOS, Pgina 72
F.Cunill, M.Iborra, J.Tejero
Por tanto, ser necesario resolver simultneamente las ecuaciones anteriores junto con los respectivos balances molares que se presentan a continuacin: Balance molar de A (flujo en pistn)
dw A = rA = k OA c AG dW
Balance molar de B (flujo en pistn)
dw B dc = qL BL = rB = k OB cBL dW dW
En algunos casos hay solucin analtica, pero si la ecuacin cintica es compleja hay que recurrir a soluciones numricas. Casos lmite: 1. Baja solubilidad de A (HA, alto), controla el transporte de A y/o el lquido con elevada concentracin de B, como suele suceder en una oxidacin cataltica de un hidrocarburo. Entonces kOA es constante y se puede integrar los balances molares. Por ejemplo, si adems A = 0 , la cantidad necesaria de catalizador dada una conversin de gas A viene dada por
W=
qG c A,ent qG 1 ln = ln k OA c A,sal k OA 1 X A
2. Elevada solubilidad del gas A (HA bajo), lquido saturado de A, controla el transporte de B. Situacin comn en hidrogenaciones de hidrocarburos. Entonces cAS es constante, y, por tanto, tambin lo es kOB. Ahora la cantidad de catalizador necesario se calcula por
W=
qL cB,ent qL 1 ln = ln k OB cB,sal k OB 1 XB
En la mayora de los reactores de goteo comerciales el gas y lquido se mueven prcticamente en flujo en pistn (dispersin axial despreciable, sobre todo en la fase gas). Sin embargo, en reactores a menor escala la fase lquida puede presentar macromezcla (dispersin axial significativa) y en menor proporcin tambin la fase gaseosa. Para el clculo de las dispersiones axiales se recomiendan las relaciones Hochman and Effron (1969) establecen para flujo trickle:
(Pe)G =
uSGdp DAG
(Re)G -0.005(Re)L = 1.8 10 p p
-0.7
AMPLIACIN DE REACTORES QUMICOS, Pgina 73
F.Cunill, M.Iborra, J.Tejero
(Pe)L =
uSL dp DAL
(Re)L = 0.042 p
0.5
La hiptesis de flujo en pistn se pude aplicar siempre que se cumpla el criterio de Mears (1971)
H dp
>
20 cBL(0) ln (Pe)L cBL(H)
Para conversiones del 90% y partculas entre 1 y 5 mm fcilmente se satisface esta condicin con lo cual se puede considerar flujo en pistn para ambas fases. La mezcla longitudinal se ha encontrado despreciable para regmenes de fuerte interaccin.
AMPLIACIN DE REACTORES QUMICOS, Pgina 74
F.Cunill, M.Iborra, J.Tejero
Problemas 4.1 El etileno se hidrogena en una columna de borboteo en la que el catalizador (Niquel Raney) se suspende con tolueno. El reactor trabaja a 50 C y 10 atm, y se puede considerar que el gas sigue un modelo de flujo en pistn mientras que el lquido sigue uno de mescla perfecta. El reactor trata un caudal de hidrgeno 2 mol/s (16C, 1 atm) que se convierte en en 30%. En las condiciones de operacin la velocidad global esta controlada por la difusin del hidrgeno en el tolueno y es de primer orden respecto a la concentracin de hidrgeno. Asimismo, experimentalmente se ha determinado aG, obtenindose valores entre 0.94 y 2.09 cm2/cm3 para el tamo de burbujas formado. Suponer un valor aG= 1 cm2/cm3 y calcular el volumen de tolueno necesario. Datos: el alimento es equimolar en hidrgeno y etileno. H H2 (50C) = 9.4 (mol/cm3)/(mol/cm3); DH2= 1.1 10-4 cm2/s; Densidad tolueno (50C) = 0.85 g/cm3; viscosidad tolueno (50C) = 0.45 cP, db< 2.5 mm Res.: V= 0.8 m3 4.2 Se utiliza un slurry acuoso con partculas de carbn de 0.03 mm de dimetro a 25C y 1 atm para eliminar SO2 de una corriente gaseosa. El gas contiene 2.3%de SO2, un 97.7% de aire y su caudal es de 2.75 m3/s. La densidad de las partculas de carbn es p = 0.8103 kg/m3 y su concentracin es de 70 kg/ m3 de agua. Con el distribuidor usado el tamao de burbujas es de 3 mm. El holdup de gas o el volumen de burbuja por unidad de volumen de lquido se estima en 0.08. Asumir que la distribucin de burbujas es uniforme y hay flujo en pistn. El lquido est perfectamente agitado. Calcular el volumen necesario para convertir el 70% de SO2 a SO3. Hacer el clculo en el periodo estacionario antes de que la concentracin de cido sea demasiado grande y retarde significativamente la velocidad de reaccin. La velocidad intrnseca de eliminacin de O2 en las condiciones de operacin es de primer orden respecto al oxgeno y de orden cero respecto al SO2. KL=0.08cm/s; ks = 0.027 cm/s; as = 175102 m2/m3; aG=160 m2/m3;rox =0.5rso2 por unidad de volumen; k = 0.0033 cm/s; dp = 310-5 m; = 0.86; H=35.4 (mol/cm3 gas/(mol/cm3 lquido). Res.: V = 39 m3 4.3 En un tanque agitado a escala piloto con catalizador en suspensin (slurry) se lleva a cabo la polimerizacin de etileno en presencia de ciclohexano como disolvente inerte que se alimenta a razn de 1000 cm3/min. El volumen de lquido en el reactor es 10000 cm3. El caudal de etileno puro que burbujeante a travs del reactor es 100000 cm3/min. En las condiciones de operacin empleadas se tienen los siguientes valores de las variables hidrodinmicas y cinticas: n C2 H4 (g) (C2 H4)n (l) kL = 0.07 cm/s ks = 0.03 cm/s ms = 0.10 g partcula/ cm3 lquido dp = 0.10 mm p = 1 g/cm3 db = 3 mm Vb = 0.09 cm3 burbuja/cm3 lquido -retil = k cetil,s k = 0.01 cm/s =1
AMPLIACIN DE REACTORES QUMICOS, Pgina 75
F.Cunill, M.Iborra, J.Tejero
Hetil = 5 (mol/cm3g)/(mol/cm3l) 1. Calcular la conversin fraccional de etileno 2. Calcular el cabal volumtrico de gas a la salida del reactor. Res: 1. 12%; 2. 88000 cm3/min 4.4 Se debe desulfurar un hidrocarburo pesado antes de ir al craking cataltico. De los diversos compuestos de azufre presentes (mercaptanos, sulfuros, disulfuros,etc) uno de los ms difciles de eliminar es el tiofeno. Sobre un catalizador de xidos de cobalto y molibdeno soportados sobre alumina el tiofeno reacciona con hidrgeno para dar butano y H2S. C 4 H 3 S + 4 H 2 C 4 H 10 + H 2 S Se quiere disear un trickle-bed bajo el supuesto de que si se hidrogena el tiofeno con ms seguridad lo harn los dems compuestos de azufre. 1. Calcular la altura de lecho necesaria para eliminar el 74% del tiofeno de un alimento, un hidrocarburo lquido, con una concentracin de1000 ppm que se alimenta junto con hidrgeno puro por la cabeza del lecho el cual opera a 200C y 40 atm. Despreciar las posibles vaporizaciones del tiofeno del lquido. Asumir que la reaccin en superficie y la transferencia de materia entre el lquido y el slido son suficientemente lentas como para que el lquido est saturado de hidrgeno en toda la columna. Aunque la velocidad de reaccin de desaparicin de H2 en superficie es de segundo orden, asumiendo que la concentracin de tiofeno en el lquido es relativamente grande respecto al hidrgeno disuelto se puede considerar de pseudoprimer orden (rH2= k cH2,S, con k= 0.106 s-1). As mismo considerar =1. 2. Calcular la altura necesaria si no se cumple la hiptesis de suponer que el lquido se satura con hidrgeno. VsL=5 cm/s: (ksaLs)H2=0.50 s-1; HH2=50 (mol/cm3 gas/(mol/cm3 lquido). Res.: 1. h = 99.3 cm; 2. 430 cm. 4.5 La hidrogenacin de un compuesto orgnico insaturado se lleva a cabo en un reactor de goteo (trickle bed) con partculas catalticas de 0'20 cm de dimetro. La estequiometra de la reaccin es del tipo H2 (g) + 1 insaturat (l) 1 saturat (l) La reaccin en la pastilla cataltica es de seudoprimer orden respecto al hidrgeno ya que la variacin de la concentracin de insaturada es poco considerar despreciable. La constante intrnseca de la reaccin 3 10-5 m3/kg cata s a 400K. El factor de eficacia de la pastilla vale = 03. Hidrgeno y nitrgeno se alimentan con un caudal total de 10 mol / s en cantidades equimolars a la presin de 20 atm. El dimetro del reactor es 10 m y la velocidad msica superficial del lquido es 50 kg/m2 s. 1. Despreciando las resistencias de la pel lcula gaseosa (GL) y la de la pel lcula lquido-slido, determinar la fraccin a la resistencia totales de las otras etapas de transporte. 2. Calcular la cantidad de catalizador necesaria para lograr la conversin de 55% del hidrgeno despreciando la prdida de presin por friccin. 3. Calcular la cantidad de catalizador necesaria para lograr la conversin de 55% del hidrgeno si la prdida de presin total en el reactor debido al rozamiento sigue la relacin P 1. = 1 W Po con = 3 10-5 kg-1. Discutir el resultado con el obtenido en el apartado anterior (2.)
AMPLIACIN DE REACTORES QUMICOS, Pgina 76
F.Cunill, M.Iborra, J.Tejero
4. Calcular la conversin del insaturada y comprobar la validez de la hiptesis de variacin despreciable por dicho producto. Datos: Dispersin axial menospreciable KLA aG = 001 mL3/mR3s Flujo en zona trickle Porosidad del lecho (gas + lquido) = 04 m3(G+L)/mR3 Densidad del cata, 1500 kg/m3 Solubilidad del hidrogeno, HH2= 38 (mol/mG3)/(mol/mL3) Masa molar insaturado, 168 Res: 1. RL, 44.8%; 2. 8425 kg cata; 3. 9895 kg cata; Xinsat.= 11.8%
AMPLIACIN DE REACTORES QUMICOS, Pgina 77
F.Cunill, M.Iborra, J.Tejero
5. REACTORES BIOQUMICOS 5.1 Enzimas, microorganismos y procesos El termino fermentacin en su sentido estricto hace referencia exclusivamente a la produccin de alcohol a partir de azcar. Etimolgicamente significa accin burbujeante o de ebullicin y efectivamente fue empleado por primera vez en la produccin de vino. En la actualidad la acepcin de la palabra es ms amplia: fermentacin es una transformacin molecular en la que una materia primera orgnica se convierte en producto por la accin directa de microorganismos o por la accin de las enzimas obtenidas de los msimos. El objetivo de la fermentacin puede ser la produccin de microorganismos (la obtencin de levadura de pan), la desaparicin del substrato (depuracin de agua), la produccin del producto, o una combinacin de los objetivos anteriores. En los casos en los que la masa microbiana producida es un producto residual se utiliza como pienso dado su elevado contenido proteico. Para ver la importancia que tienen los procesos fermentativos debe hacerse un repaso de su uso a lo largo de la historia. Desde una perspectiva muy general se pueden establecer tres periodos: 1. Periodo de ignorancia (antes de 1800) Hombre de las cavernas: almacenaban carne para mejorar su gusto y obtenan alcohol de cereales y frutas Civilizaciones antes de Cristo: se fabricaba queso y yogur a partir de la leche; se hacia pan; se hacia vino a partir de fruta; se produca cerveza. Edad Media: se experimenta para mejorar el sabor de la cerveza, el vino, queso y pan. 2. Periodo de descubrimiento (1800-1909): coincide con el desarrollo del microscopio y el descubrimiento de los microorganismos. Sin embargo, se identifica mejor con la sugerencia realizada por el francs Thenard que los responsables de la produccin de alcohol en la preparacin el vino eran los microorganismos. Hiptesis confirmada en 1850 por Pasteur, quien adems asoci enfermedades a microorganismos. 3. Periodo de desarrollo industrial (despus de 1900): al inicio del siglo XX los cientficos alemanes, Emmerich y Low, obtuvieron la piocinasa de una bacteria. Esta sustancia es capaz de destruir algunos microorganismos que producen enfermedades. De esta forma se obtuvo el primer antibitico, el cual no se pudo producir por falta de tecnologa adecuada para garantizar la calidad del producto. Tambin, desde el inicio del periodo se intenta degradar el contenido orgnico de aguas residuales mediante microorganismos, por analoga con lo que suceda en la naturaleza. Durante la primera mitad del siglo XX se desarrollaron muchos procesos de fermentacin industrial (fermentaciones alcohlicas para producir butanol y glicerol) y lcticas (cido actico, lctico, ctrico y glucnico)). Durante la segunda guerra mundial se une la fabricacin de penicilina. Despus de la segunda guerra se produce un retroceso debido a la expansin de la industria petroqumica, la cual permita una produccin barata de disolventes y cidos orgnicos. Sin embargo, esto solo fue temporal. El uso de clulas vivas en la produccin de productos qumicos comerciales fue y es cada vez ms importante. Se espera que en un futuro un cierto nmero de compuestos orgnicos obtenidos del petrleo puedan obtenerse a partir de clulas vivas. Las reacciones biolgicas, bajo el punto de cintico y termodinmico, presentan una serie de caractersticas propias que las diferencia sustancialmente de otros procesos de transformacin qumica.
AMPLIACIN DE REACTORES QUMICOS, Pgina 76
F.Cunill, M.Iborra, J.Tejero
1. Son procesos generalmente lentos, en comparacin con las reacciones qumicas. Por ello, sus constantes de tiempo suelen medirse en horas, e incluso das. 2. Los procesos de fermentacin tienen un carcter autocataltico, ya que los microorganismos (producto) actan como catalizadores del proceso. 3. La actividad especfica de los biocatalizadores es, habitualmente, baja en comparacin con los catalizadores qumicos. Son procesos extraordinariamente dependientes de las condiciones ambientales (T, pH, oxgeno, etc.). 4. Pueden presentar problemas de inhibicin por producto y/o substrato dependiendo de las condiciones de operacin y de las concentraciones de trabajo. 5. La naturaleza del biocatalizador puede modificarse notablemente a lo largo de un proceso relativamente prolongado. As, puede tener lugar tanto una prdida de la actividad (por problemas de inhibicin, desactivacin de enzimas extracelulares, etc.) como una activacin de la misma (por adaptacin de los microorganismos a las nuevas condiciones ambientales). 6. La distribucin de productos puede estar fuertemente condicionada por las condiciones operativas ambientales ya que, en muchos casos, un microorganismo puede derivar su metabolismo en diferentes direcciones, dependiendo del pH, oxgeno disuelto, etc. 7. Las entalpas de reaccin son bajas, por lo que el diseo de los equipos de intercambio de calor no debera suponer un problema de consideracin. 8. La energa de activacin de la reaccin es importante por lo que, especialmente en algunos rangos de temperatura, la velocidad de reaccin es fuertemente dependiente de la temperatura de operacin. Por otra parte, hay zonas en donde la desactivacin es tambin muy dependiente de la temperatura. 9. La temperatura y presin de operacin son moderadas. 10. Resulta necesario un buen contacto slido/lquido/gas para conseguir una accin eficaz. 11. Puede resultar problemtico tanto el aporte de gas como la eliminacin del gas producido. 12. Las propiedades reolgicas del fluido pueden variar durante el proceso de fermentacin. Adems, en ocasiones, los fluidos presentan un comportamiento no newtoniano. 13. En las operaciones de fermentacin frecuentemente se necesita una separacin o, al menos, manejo de materiales slidos. No obstante, la eficacia de los procesos de fermentacin suele estar limitada por diferentes causas, entre las cuales presentan una mayor importancia: 1. 2. 3. 4. 5. Baja productividad debido a una operacin discontinua. Problemas de inhibicin substrato Problemas de inhibicin por producto. Baja concentracin celular o enzimtica en el bioreactor. Limitaciones por transferencia de materia.
En la siguiente tabla (5.1) se indican tipos de microorganismos, fermentaciones, enzimas y aplicaciones. Los productos bioqumicos que se obtienen en los procesos fermentativos son antibiticos, esteroides, enzimas, cidos orgnicos (como el fumrico, el ctrico, el glucnico y el lctico) y alcoholes.
AMPLIACIN DE REACTORES QUMICOS, Pgina 77
F.Cunill, M.Iborra, J.Tejero Tabla 5.1: Tipos de microorganismos, fermentaciones, enzimas y aplicaciones. VIRUS ALGAS Se utilizan en la produccin de vacunas y como Su importancia industrial reside en su utilizacin como alimento herramienta de manipulacin gentica en otros (humano y animal) y en la produccin de pigmentos. microorganismos HONGOS La mayora de los hongos de aplicacin industrial se incluyen dentro de los grupos: BACTERIAS
Zigomicetes
hidroxiprogesterona
Mucor proteasa Rhizopus amilasas, c. fumrico e Claviceps alcaloides y levadura Saccharomices el ms usado
Actinomicetes (aerobias): Brevibacterium y Corynebacteriumaminocidos; Propionibacteriumc.propionico; Streptomycesenzimas y Lactoccocus y lactobacillusc.lactico; Bacillusenzimas,insecticidas y antibiticos. Escherichia coliproteinas, insulina, hormona del crecimiento Pseudomonasenzimas y vitaminas Xanthomonaspolisacridos Gluconabacterc.actico Zymomonasetanol.
Microorganismo productor Bacilus stearothermophilus Trichoderma reesi Pseudomonas fluorescens var. Cellulosa Endomycopsis bispora Neurospora crassa Candida rugosa Aeromonas liquefaciens antibiticos;
Ascomicetes Deuteromicetes
industrialmente
Candida, Aspergillus, Penicillium, Cephalosporium encimas e
antibiticos
Enzimas sometidos a regulacin por catabolito Enzima -amilasa Celulasa Celulasa Glucoamilasa Invertasa Lipasa Poligalacturnico transeliminasa Proteasa Xilosa isomerasa Substrato Almidn Celulosa Celulosa Almidn Sacarosa Lpidos cido poligalacturnico Protena Xilosa Enzimas Amidasas Amilasas Fuentes de carbono represoras Fructosa Glucosa,glicerol,almidn,celobiosa Glucosa,glicerol,celobiosa Almidn,maltosa,glucosa,glicerol Glucosa, manosa, fructosa, xilosa Glucosa Glucosa,cido poligalacturnico Glucosa Glucosa
Amiloglucosidasa Catalasa Celulasas Gluconasas Glucosa isomerasa Glucosa oxidasa Hemicelulasas Invertasa Lacasas Lipasas Pectinansas Penicilina acilasa Proteasas
Bacillus megaterium Strptomyces olivaceous Aplicaciones Produccin de aminocidos Detergencia. Hidrlisis de almidn Produccin de jarabes y coccin del pan Hidrlisis de almidn Produccin de cido glucnico Aplicaciones analticas Detergencia. Hidrlisis de celulosa Hidrlisis de almidn Produccin de jarabes de fructosa Produccin de cido glucnico Aplicaciones analticas Hidrlisis de hemicelulosa Hidrlisis de sacarosa Blanqueo de pasta de papel Detergencia, Biotransformaciones Clarificacin de zumos de frutas Produccin de antibiticos semi-sintticos Detergencia. Biotransformaciones Productos lcteos y preparacin de alimentos
AMPLIACIN DE REACTORES QUMICOS, Pgina 78
F.Cunill, M.Iborra, J.Tejero Principales tipos de fermentaciones Substratos Hexosas Pentosas Hexosas Hexosas Pentosas Hexosas Lctico Hexosas Hexosas Hexosas Fructosa Actico
Tipo Alcohlica Homolctica Heterolctica Propinica Butrica Acetona-butanol cido mixta Homoacetognica Metanognica
Microorgansimo Saccharomyces Zymomonas Pichia Lactococcus Lactobacillus casei Leuconostoc Lactobacillus brevis Propionibacterium
Productos Etanol y CO2 Lctico Lctico, etanol, actico y y CO2 Propinico, actico y CO2 Butrico, actico y CO2 Butanol, acetona, etanol, actico, H2 y CO2 Lctico, actico, frmico, succnico, etanol, 2,3butanodiol, H2y CO2 Actico Metano y CO2
Clostridium butyricum Clostridium acetobutylicum Escherichia Klebsiella Enterobacter Acetobacterium Methanothrix
Cabe tambin destacar la amplia utilizacin en la industria farmacutica, la qumica y la alimentaria, as como la aplicacin de los microorganismos en el tratamiento de aguas residuales contaminadas. En estos procesos los microorganismos transforman determinados productos indeseados en materia inocua. Ello es posible gracias a que las aguas residuales domsticas y algunos efluentes industriales son ricos en materiales que contienen un gran nmero de microorganismos. Estos reducen la cantidad de materia orgnica produciendo una masa microbiana adicional, compuesta de carbono con cadenas cortas y sobretodo CO2. Estos procesos requieren la presencia de oxigeno y se dice que son aerbios. 5.1.1 Cintica enzimtica Desde el punto de vista estructural, las enzimas son protenas y, desde el punto de vista cintico, catalizadores. La catlisis enzimtica implica la formacin de un complejo entre el reactivo (substrato) y la enzima, en un proceso de equilibrio. Una caracterstica fundamental de las enzimas como catalizadores es su especificidad. Otra caracterstica que las diferencia de los catalizadores qumicos usuales es la frecuente necesidad de cofactores. Un cofactor es una sustancia no proteica que se combina con una protena que no acta como catalizador en solitario (apoencima), para formar un complejo catalticamente activo. Los cofactores pueden ser iones metlicos (Fe+2,Fe+3,Mn+2,Zn+2,...) o molculas orgnicas (FAD, NAD) denominadas coenzimas. El nombre de las enzimas hace referencia a la reaccin que catalizan. El modelo que explica la catlisis enzimtica de una reaccin con un solo substrato, vlido cuando la concentracin de enzima es mucho menor que la de substrato, es el modelo de MICHAELIS-MENTEN
E + S ES E + P
k 1 k1 k2
kc c r = 2 Eo S KM + cS rm = k 2cEo = velocidad de reaccin m xima
KM =
( k 1 + k 2 )
k1
= cons tan te de Michaelis Menten
cEo = concentracin inicial de enzima
AMPLIACIN DE REACTORES QUMICOS, Pgina 79
F.Cunill, M.Iborra, J.Tejero
Las enzimas pueden sufrir inhibiciones y a veces catalizar dos o ms substratos pera conducir a dos o ms productos. Un caso particular de este segundo hecho es el de las enzimas que usas cofactores, los cuales hacen el papel de segundo substrato. Para todo ello existen los correspondientes modelos cinticos. 5.1.2. Cintica microbiana Los microorganismos son seres vivos, por lo que consumen una parte del substrato disponible para mantener su existencia, otra parte para el crecimiento celular, y otra porcin para formar productos a travs de su metabolismo. El crecimiento celular obedece a las leyes de conservacin de la materia y energa por lo que ser necesario plantear los correspondientes balances. Un examen detallado de los numerosos procesos que utilizan microorganismos permite construir la siguiente clasificacin en la que se especifica el crecimiento celular: Aerobio: Materia orgnica +Nutrientes + O2 + microorganismos Nuevos microorganismos + Productos + Energa Fuente de C + Fuente de N + Minerales + Nutrientes especficos Masa celular + Productos + CO2 +H2O Anaerobio (oxigeno de materia orgnica): Materia orgnica + microorganismos Nuevos microorganismos + (Alcoholes, aldehdos, cidos) + CO2 + Energa Anaerobio (oxigeno de productos inorgnicos): Materia orgnica +NO3Na + microorganismos Nuevos microorganismos + CO3Hna + N2 +CO2 +H2O + Energa En estos esquemas tambin se puede incluir la muerte celular. La velocidad de una etapa del conjunto puede limitar la velocidad global de la fermentacin. Por ejemplo, la velocidad de utilizacin de substrato puede limitar la velocidad de crecimiento celular y la de formacin del producto. El transporte de substrato, ya sea extracelular o intracelular, puede limitar tambin la velocidad de la fermentacin, y en el caso de microorganismos aerobios (microorganismos que requieren oxigeno para utilizar el substrato). El transporte de oxigeno puede limitar la velocidad global. Por otro lado los seres vivos pueden formar agrupaciones. Como resultado de todo ello los modelos cinticos de crecimiento pueden tener diversos grados de complejidad. Las expresiones ms frecuentes son las del modelo no estructurado no segregado de MONOD y sus modificaciones para incluir el efecto de diferentes tipos de inhibiciones. La cintica de consumo de substratos y la formacin de productos pueden determinarse a partir del conocimiento del tipo de metabolitos que se producen y de la utilizacin de los conceptos de rendimiento. Los mecanismos de las reacciones bioqumicas son muy rA complejos, y no siempre bien entendidos; por ello los modelos cinticos tienen una fuerte base emprica. A continuacin, se describen algunas de les etapas de la fermentacin. concentracin del nutriente limitante en el medio de cultivo; en la figura 5.1 se muestra una curva tpica de crecimiento en un ambiente uniforme.
Crecimiento celular. La velocidad de crecimiento celular depende de la
cS Figura 5.1: Curva tpica de crecimiento en entorno uniforme.
AMPLIACIN DE REACTORES QUMICOS, Pgina 80
F.Cunill, M.Iborra, J.Tejero
Sin embargo, en una carga de microbios puesto que se adaptan al enorno, se reproducen y mueren, la curva de crecimiento no es la anterior. En este caso se distinguen cuatro fases:
Ln cC
1. Periodo de induccin: periodo de adaptacin al entorno 2. Periodo de crecimiento 3. Periodo estacionario 4. Muerte de las clulas
Fase estacionaria Fase de muerte
Fase de induccin
Fase de crecimiento exponencial
tiempo Figura 5.2: Etapas del crecimiento celular.
Monod (1949) describi matemticamente la cintica del crecimiento celular utilizando una ecuacin hiperblica parecida a la adoptada por Michaelis y Menten para describir la velocidad de las reacciones enzimasubstrato. Se trataba de un punto de partida lgico, ya que los enzimas intracelulares toman parte en la mayora de las reacciones que tienen lugar dentro de la clula.
k 2cEo c S describe la velocidad especfica de crecimiento celular como una funcin de la KM + cS concentracin de substrato limitante en el medio de fermentacin. Esta ecuacin se conoce como el MODELO DE MONOD: r c = M = mx M velocidad especfica de crecimieno(h1) cM K S + c S (5.1) dcM c S cM rM = = mx velocidad de crecimieno de las clulas(kg celulas/Lh) dt K S + cS
La ecuacin r =
mx velocidad especfica m x ima de crecimiento c S concentracin del nutriente limitante (mol / L) K S cons tante de Monod (mol / L) cM concentracin de masa celular (kgcelulas / L) La ecuacin de Monod proporciona la velocidad especfica de crecimiento celular, una variable intensiva que es independiente de la concentracin total de clulas presentes. Para describir la produccin de clulas o de productos celulares en un bioreactor, se necesita una variable parecida a la velocidad de reaccin r; por eso se multiplica la velocidad especfica por la concentracin de masa celular, rM = cM .
Utilizacin del substrato. La clula consume substrato con diferentes objetivos, dos de los cuales son el crecimiento celular y la energa de mantenimiento. Par a relacionar la velocidad de consumo de substrato para el crecimiento celular, se introduce un parmetro conocido como el factor de rendimiento (YS/M), que es la relacin entre la masa de substrato consumida y la masa celular formada. El uso de este factor de rendimiento, anlogo a un
AMPLIACIN DE REACTORES QUMICOS, Pgina 81
F.Cunill, M.Iborra, J.Tejero
coeficiente estequiomtrico, permite relacionar la velocidad de consumo de substrato, rS en funcin de la velocidad de crecimiento celular, rM : 1 rM = YM/S = rS YS/M (5.2)
El valor de este parmetro depende del tipo de microorganismo utilizado en el proceso, y puede tener una dependencia compleja respecto otros parmetros del proceso, como la composicin del medio, la temperatura y el pH. El factor de rendimiento puede ser determinado para un conjunto especfico de condiciones, permitiendo que las clulas inoculadas consuman una cantidad conocida de substrato y midiendo el incremento en masa celular. Se acepta que el valor de este parmetro permanece constante durante la fermentacin, aunque solo es cierto si hay mezcla perfecta o se est en un periodo de crecimiento exponencial. Bajo esta hiptesis se pueden relacionar la disminucin de concentracin de sustrato y el aumento de la concentracin celular del siguiente modo,
cM cMo = YM/S ( c So c S )
(5.3)
Tambin se acepta que el consumo del substrato para suministrar la energa necesaria para el mantenimiento celular viene representado por una cintica de primer orden en respecto la concentracin de masa celular:
rSm = k SmcM (kg de sustrato/L h) k Sm es la constante cintica de mantenimiento (kg de substrato/kg de celulas h)
(5.4)
La constante de velocidad, kSm , est fuertemente influida por las condiciones del medio de cultivo, pero esta dependencia es poco conocida. ambientales, las fuerzas de tensin debidas a la mezcla del medio de cultivo y la cada local sustrato y de nutrientes dentro del fermentador. En la aproximacin emprica que se esta desarrollando, no se propondr una ecuacin para cada mecanismo individual de muerte celular, sino se propondr una ecuacin que engloba todos estos factores. La muerte celular suele estar bien representada por una cintica de primer orden respecto la concentracin de masa celular: rd = k dcM , velocidad de muerte celular (kg de celulas/L h)
Muerte celular. Las clulas mueren a causa de una serie de factores, incluyendo la dureza de las condiciones
k d es la constante de velocidad (h-1).
(5.5)
Generalmente, cM representa la concentracin de aquellas clulas, denominadas viables, que pueden multiplicarse y consumir substrato. En los casos en que tiene lugar la muerte celular, esta notacin puede ser ambigua y solo contempla aquellas que pueden tomar parte en la fermentacin. bioqumicas son frecuentemente complejas. No obstante, para las fermentaciones en que hay una relacin entre la formacin de producto y la utilizacin de substrato, se puede utilizar una expresin muy simple. La cintica de formacin del producto se asocia a la de la biomasa del siguiente modo: rP = YP M rM (kg de producto/m3 h) (5.6) YP/M , factor de rendimiento biomasa a producto (kg de producto formado/kg de clulas formadas).
AMPLIACIN DE REACTORES QUMICOS, Pgina 82
Formacin del producto. Las expresiones cinticas que describen la formacin del producto va reacciones
F.Cunill, M.Iborra, J.Tejero
Si el coeficiente de rendimiento se considera constante en un determinado intervalo de concentraciones, entonces, para ese intervalo, se cumplir. cP cPo = YP/M ( cM cMo ) (5.7) En los casos en que los que no exista una relacin clara entre formacin de producto y de clulas, frecuentemente es suficiente expresar la velocidad de formacin del producto mediante un modelo cintico de primer orden en relacin con la concentracin de masa celular:
rP = k nc cM
knc es la constante de velocidad de formacin de producto no asociada al crecimiento (h-1).
(5.8)
En aquellos casos en que el producto se forma tanto en la fase de crecimiento celular como en la fase estacionaria, la ecuacin de velocidad de formacin del producto presenta ambos trminos:
rP = YP/M rM + k nc cM
(5.9)
5.2. Reactores bioqumicos. 5.2.1 Caractersticas y tipos de fermentadores Dada la naturaleza de los procesos que tienen lugar en un bioreactor, su diseo deber obedecer a las demandas propias de todo reactor qumico ms las especficas del proceso biolgico. Por lo tanto, la seleccin de un determinado bioreactor depender, fundamentalmente, del factor que limite en mayor medida el proceso de conversin. Para mantener la concentracin de substrato por debajo del nivel en que se presentan problemas de inhibicin y, al mismo tiempo, lograr una operacin eficaz, se pueden aplicar estrategias de alimentacin adecuadas compatibles con cada uno de los sistemas que propongan. En general los sistemas que permitan una mezcla completa sern ms favorables. Para minimizar los efectos derivados de los fenmenos de inhibicin por producto se pueden plantear dos estrategias diferentes: eliminacin del producto obtenido a medida que se va formando: o bien operacin con un bioreactor cuya configuracin proporciona un modelo de flujo prximo al flujo en pistn. Existen diversos mecanismos para aumentar la concentracin celular o enzimtica en el sistema, entre los que destacan la inmovilizacin (entendida en un sentido amplio) y la recirculacin celular. Mientras que la recirculacin es una prctica habitual con tcnicas ya bien establecidas, la inmovilizacin ha tenido menos impacto a escala industrial.
AMPLIACIN DE REACTORES QUMICOS, Pgina 83
F.Cunill, M.Iborra, J.Tejero
Los problemas relacionados con la transferencia de materia, especialmente de oxgeno, se pueden abordar, bien por una mejora del sistema de dispersin de gas (boquillas, difusores, etc.) que permitan aumentar el rea interfacial o bien por modificaciones en el sistema de agitacin.
Los bioreactores o fermentadores se clasifican de acuerdo con la terminologa utilizada en el diseo de reactores qumicos en: 1. Tanque agitado: puede ser discontinuo, fed-batch (alimentado en discontinuo) y continuo.
Discontinuo: es el ms tradicional y el ms ampliamente utilizado a escala industrial. El tiempo de operacin necesario puede ir desde horas a varias semanas dependiendo de la conversin y de las condiciones de operacin. Durante la operacin ha de evitarse la contaminacin, mantener la agitacin, y controlar pH y temperatura. Operan con baja densidad celular, sobre todo en el periodo inicial, y debe evitarse la alimentacin de concentraciones elevadas de substrato para evitar inhibiciones por ste o por el producto. Se emplea mayoritariamente en la industria alimentaria, farmacutica y biotecnolgica, en general, ya que en ellos es fcil alcanzar y mantener condiciones aspticas durante la operacin. Este hecho es importante a la hora de mantener en procesos en los que se emplean medios muy ricos en nutrientes. Ejemplos tpicos son la produccin de cido actico, de vitamina C y C12, levadura de panificacin, penicilina y digestin anaerobia de fangos (microorganismos producidos en los tratamientos continuos de aguas residuales).
Las desventajas que presentan son las tpicas del discontinuo: prdida de eficacia por las puestas en marcha y paradas, la falta de homogeneidad del producto entre cargas y dificultad de implementacin de esquemas de integracin energtica. En general las variables de diseo son: 1. 2. 3. 4. Dimensiones del reactor Tiempo de operacin Concentraciones iniciales Volumen de masa microbiana por unidad de volumen de reactor 5. Potencia y aeracin 6. Superficie de transferencia de calor
Fed-batch: el substrato se alimenta en cargas sucesivas y no se retira producto alguno, variando as el volumen de reaccin. Variando la velocidad y concentracin del alimento se controla o altera la concentracin de uno o ms nutrientes o substrato en el medio de cultivo. Con ello se aumenta la productividad global. Esta estrategia se aplica en la produccin de levadura de pan y de antibiticos.
es bsicamente diferente al discontinuo, excepto en los dispositivos que permiten la entrada y salida de
AMPLIACIN DE REACTORES QUMICOS, Pgina 84
Continuo: este reactor tanque agitado continuo recibe tambin el nombre de quimiostato. Este reactor no
F.Cunill, M.Iborra, J.Tejero
un caudal. Sin embargo, este tipo opera en estado estacionario, lo que implica condiciones uniformes no slo desde el punto de vista geomtrico, sino tambin respecto al tiempo. El control de las variables de operacin es mucho ms fcil, pero los valores de las variables no pueden ser cualesquiera. Si el caudal es demasiado elevado puede suceder que la produccin de microorganismos sea inferior al nmero de los que son arrastrados por la corriente de salida y, en consecuencia, si la situacin persiste llega a suceder que no queda ningn microorganismo en el interior del reactor. Se dice que han sido lavados (wash-out) del fermentador. La situacin se puede paliar aadiendo en la alimentacin microorganismos similares a los del reactor. La fuente natural de estos microorganismos es evidentemente la corriente de salida. As, se pasa el efluente por un sedimentador o por una centrifuga, y se separa una solucin concentrada de microorganismos que en buena parte se reciclada al reactor Con este procedimiento no solo se evita el lavado de clulas, sino que tambin se aumenta la produccin al aumentar el tiempo de permanencia de los microorganismos en el reactor. En la industria es frecuente el uso de una serie de tanques agitados con el fin de aumentar la productividad o para poder variar las condiciones ambientales en cada etapa.
Modo de operacin Discontinuo Ventajas Verstil: puede usarse para distintas reacciones Seguro: puede ser esterilizado, riesgo de infeccin pequeo o mutacin de la cepa. Puede alcanzarse conversin completa del sustrato. Trabaja todo el tiempo: coste de operacin bajo, buena utilizacin del reactor A menudo eficiente: debido a la naturaleza autocataltica de las reacciones microbianas la productividad puede ser alta Permite automatizar Calidad del producto constante (uniformidad de producto) Combina las ventajas de los dos tipos anteriores. Excelente para el control y la optimizacin dado un criterio de produccin. Desventajas Costes de operacin elevados. Mano de obra cualificada Mucho tiempo de inactividad: esterilizacin, crecimiento de inoculo, limpieza despus de la fermentacin. Problemas de seguridad: en el llenado, vaciado y limpieza. A menudo desalentador: la prometida produccin en continuo falla por causa de infecciones o mutaciones de cepas. No es verstil: no se puede utilizar para otras producciones sin cambios sustanciales. Las unidades aguas abajo deben disearse para trabajar en continuo con bajos caudales volumtricos. Algunas de las desventajas anteriores pero siempre son mayores las ventajas. Se usan para producir biomasa (levadura de Baker) y metabolitos secundarios como la penilicilina.
Continuo en estado estacionario
Semicontinuo
2. Tubular: hay que destacar para este biorreactor que no es factible la operacin cuando se alimenta un medio estril, dado que se trata de un proceso autocataltico. Este inconveniente se solventa con una recirculacin o con microorganismos inmovilizados. Segn la disposicin de los microorganismo se dividen en: De floculos en suspensin: un floculo es un agregado de microorganismos con un tamao un orden de magnitud superior al del microorganismo. El mecanismo que controla dicho tamao no esta muy bien conocido pero puede actuar sobre el la agitacin y los agentes floculantes como el cloruro de aluminio y el de calcio. El hecho de ser seres vivos le confiere una no rigidez, densidad y crecimiento, una posible compactacin, densidades parecidas a las de la fase fluida, y los consecuentes bajos caudales hacen que
AMPLIACIN DE REACTORES QUMICOS, Pgina 85
F.Cunill, M.Iborra, J.Tejero
la operacin en lecho fijo no sea viable. La operacin viable conlleva arrastre de microorganismos y consecuentemente una necesaria alimentacin de los mismos. De pelcula: los microorganismos se disponen en forma de pelcula que crece sobre la superficie de un relleno inerte. El grosor de la pelcula se controla retirando el exceso de produccin microbiana normalmente por mtodos mecnicos. No presenta problemas de arrastres. Es muy usado en el tratamiento de aguas residuales y recibe el nombre de filtro percolador o de goteo. Es un lecho de inerte sobre el que se forma la pelcula microbiana y en el que el lquido circula en flujo descendente por gravedad mientras que el oxigeno suele hacerlo en ascendente. Su altura vara entre 2 y 15 metros. El control del grosor de la pelcula lo realizan los propios organismos ya que al aumentar se crean problemas de difusin para el oxgeno con lo que los microorganismos no pueden metabolizar el substrato, pierden adherencia y acaban desprendindose. 3. Lecho fluidizado: cualitativamente se puede representar suponiendo que el lquido circula en flujo en pistn y la masa microbiana permanece flotando en el medio en condiciones estacionarias. Como las diferencias de densidad entre flculos y lquido son bajas los caudales utilizados son bajos. Un ejemplo tpico es la torre de fermentacin destinada a la produccin de cerveza.
5.3. Bioreactor tanque agitado continuo. Dado el esquema de reactor mostrado en la figura, el primer paso en el anlisis o diseo, es plantear los balances. Cabe primero indicar que el balance de clulas se realiza sobre las denominadas viables que son aquellas capaces de dividirse y formar
qo cMo cSo cPo Salida de gases
una colonia en el medio de cultivo. As, se tiene
V q cM cS cP O2
Clulas viables:
d(VcM ) = qo (cMo - cM ) + V (rM -rd ) dt (5.10) d(Vc S ) = qo (c So - c S ) - V( rSM + rSm + rSP ) (5.11) dt d(VcP ) = qo (cPo - cP ) + VrP (5.12) dt
Substrato: Producto:
donde V es el volumen del reactor, cSo y cS son las concentraciones de substrato en el alimento y en la corriente de salida, respectivamente (kg substrato/ m3), cMo, cM son las concentraciones de masa celular viable en el alimento y en la corriente de salida, respectivamente (kg clulas/ m3), y q es el cabal volumtrico (m3/h). Si se considera que el alimento es estril y que el sustrato se consume principalmente para el crecimiento celular, las ecuaciones anteriores se simplifican del modo siguiente, despus de dividir por V: Clulas:
dcM = rM -DcM dt
(5.13)
AMPLIACIN DE REACTORES QUMICOS, Pgina 86
F.Cunill, M.Iborra, J.Tejero
Substrato:
dc S = D(c So -c S )- rS dt
(5.14)
donde q/V se denomina velocidad de dilucin, D, que es un inverso del tiempo de residencia. En estado estacionario se tiene, entonces, DcM = rM = cM (5.15) D = Es decir, la velocidad especfica de crecimiento puede ser controlada por el operador mediante la velocidad de dilucin. 5.3.1 Cintica de Monod sin envenenamiento. Cintica controlada por el sustrato y estado estacionario Introduciendo el modelo de Monod en el balance de biomasa se obtiene 0= De donde: max c S cM D cM K S + cS D KS cS = max D
D KS cM = YM [ c So c S ] = YM c So S S max D
(5.16)
cP = cPo + YP/S (cSo cS ) (5.17)
5.3.2 Influencia de la velocidad de dilucin. Clculo del lavado del bioreactor Para caudales pequeos y fijado el volumen, el valor de D es tambin pequeo y tiende a cero cuando lo hace el caudal, qo 0; D 0. En consecuencia de la ecuacin (5.?? ) se deduce que cS tambin tiende a cero, cS 0, lo cual significa que el sustrato se ha consumido prcticamente ya que los microorganismos han tenido tiempo suficiente para hacerlo. Cuando el caudal aumenta y, por tanto, D aumenta se observa que la concentracin de sustrato aumenta primero ligeramente en forma lineal y despus de forma brusca cuando D se acerca a max. De la ecuacin (5.16) se deduce que cuando D max, cS lo que no tiene sentido, ya que cS cSo.. Como mucho la concentracin de sustrato puede ser igual a la inicial de entrada. Paralelamente, la concentracin de biomasa disminuye primeramente de una forma lenta y luego lo hace bruscamente tendiendo a cero cuando cS cSo. Es decir, antes que D = max ya se ha producido cS = cSo y cM = 0 lo que significa que las clulas han desaparecido del bioreactor. Se ha producido el lavado de las mismas. El valor de la velocidad de dilucin para el que se produce tal situacin lmite se denomina velocidad de dilucin de lavado (washout) y se determina de la ecuacin ( ) haciendo cS = cSo, c Dmax =Dwashout = max So K S + c So (5.18)
AMPLIACIN DE REACTORES QUMICOS, Pgina 87
F.Cunill, M.Iborra, J.Tejero
En la figura 5.3 se reproduce la situacin comentada en donde se observa la gran sensibilidad de las concentraciones con la velocidad de dilucin. Por otro lado, en el caso de una alimentacin no estril, cMo 0 , no se produce el lavado del reactor ya que cuando D , cM = cMo.
Figura 5.3: Variacin de las concentraciones de sustrato, biomasa y produccin celular con la velocidad de dilucin
5.3.3 Condiciones ptimas de operacin. En la grafica se puede observar que la produccin celular por unidad de volumen, D cM (kg/m3s) presenta un mximo. Si el objetivo de la produccin es obtener biomasa, el reactor debera de trabajar en dicho ptimo. Derivando la expresin correspondiente a la produccin celular respecto a D, permite calcular el valor de la velocidad de dilucin que producir la mxima cantidad de biomasa por unidad de volumen
DK S d D YM/S (c So ) max D d(DcM ) =0= dD dD de donde,
KS q Dopt =mmax 1= K S +c So V opt los valores ptimos de cs, cM, y cP se obtienen sustituyendo en las formulas correspondientes el valor de Dpt..
Por otro lado, la velocidad de formacin de biomasa
(5.19)
rM =YM/S (-rS )=
mmax c S cM K S +c S
AMPLIACIN DE REACTORES QUMICOS, Pgina 88
F.Cunill, M.Iborra, J.Tejero
ser mxima para un valor de la concentracin de sustrato que cumpla con ser
c S(rmax ) = K 2 +K S (c So +YS/M cMo ) -K S S
drM d(rS ) = YM/S = 0 . Dicho valor resulta dc S dc S
(5.20)
Para ste valor el volumen de bioreactor ser mnimo dado un valor de q, ya que 1 Dmax = Vmin 1 =( )max (c So -c S ) q -rS (5.21)
De este modo, de la grfica (1/rS) frente a cS se puede determinar el valor de 1/Dmax del rea sombreada trazada a partir del mnimo de la curva (Figura 5.4).
Figura 5. 4: Determinacin del volumen mnimo de fermentador continuo tanque agitado
5.3.4 Estimacin de constantes cinticas En el caso de disponer de un fermentador continuo tanque agitado isotermo, las constantes cinticas del modelo de Monod se pueden obtener a partir del balance de microorganismos linealizado de la siguiente manera:
(5.22) As, de la representacin grfica de pares de valores 1/cs y 1/D se obtiene KS de la ordenada en el origen y mx de la pendiente (Figura 5.5). Tambin se puede observar que se puede obtener el valor de Dmax, correspondiente al lavado de las clulas correspondiente a cS = cS0.
1 1 1 = + max cS KS KS D
Figura 5.5: Determinacin experimental de constantes cinticas y del caudal de lavado AMPLIACIN DE REACTORES QUMICOS, Pgina 89
F.Cunill, M.Iborra, J.Tejero
5.3.5 Recirculacin de clulas Una alimentacin no estril se consigue fcilmente mediante recirculacin de parte del producto previa separacin y concentracin de microorganismos. En la figura 5.6 se muestra un esquema de este procedimiento.
qo cSo
qo+ qr cM1 cS1 qr cMo
Centrfuga
cS1 cM qo=q
Figura 5.6: Fermentador tanque agitado continuo con recirculacin de microorganismos
Un balance de microorganismos al biorreactor conduce a,
0 = qr cMo (qo +qr )cM1 + rM V = qr cMo (qo +qr ) cM1 + cM1 V
Si se define como velocidad de dilucin externa D al cociente qo/V=q/V y como q c = r = Mo qo cM1 se obtiene tras sustituir la siguiente relacin, D= 1 (1)
(5.23)
Considerando que los microorganismos en la corriente de recirculacin estn ms concentrados que en la corriente de salida de bioreactor resulta > 1. En consecuencia, ahora la velocidad de dilucin es superior a la velocidad especfica de crecimiento y, por tanto, con la misma velocidad de crecimiento, la utilizacin de la recirculacin celular permite tratar ms alimento por unidad de tiempo y de volumen que cuando no hay recirculacin. Comparando con la ecuacin (5. ) se tiene
Dconrecirculacin =
Dsinrecirculacin 1- ( -1)
(5.24)
Tambin se puede demostrar que si se cumple el modelo de Monod para , la recirculacin de clulas aumenta el caudal de lavado en la cantidad [1- (-1)]. La fraccin de clulas recirculadas se obtiene de la relacin
AMPLIACIN DE REACTORES QUMICOS, Pgina 90
F.Cunill, M.Iborra, J.Tejero
Fraccin clulas = qr cMo = cMo = (q + q )c (1+ )c (1+ ) o r M1 M1 recirculadas
(5.25)
Un balance de biomasa en el separador conduce a la relacin
(qo + qr )cM1 = qocM + qr cMo
introduciendo las variables y , se llega a
c M = cM1 1 ( 1)
(5.26)
y a partir de un balance global de biomasa al reactor de la Figura 7.6
0 = qo cM + rM V = DcM + mx cM1 c S1 K S + c S1
tras sustituir cM por cM1, se llega a la relacin que proporciona la concentracin se sustrato a la salida y en la corriente de recirculacin D 1 ( 1) K S c S1 = mx D 1 ( 1) (5.27)
5.3.6. FCTA con cintica de Monod y envenenamiento por producto Se supone alimentacin estril (cMo=0) y ausencia de producto en la alimentacin (cPo= 0). Con n=1 y cS KM el modelo cintico se reduce a c rM =max 1 P cM * cP (5.28) Un balance de producto al bioreactor conduce a c 0 = qcP + rP V = qcP + YP/M rM V = qcP + max 1 P cM YP/M V * cP y considerando que en este caso cM = cMo + YM/P (cP cPo) = YM/P cP se llega a la expresin
AMPLIACIN DE REACTORES QUMICOS, Pgina 91
F.Cunill, M.Iborra, J.Tejero
* max cP 1 = * = D cP cP 1 cP c* P
(5.29)
como que cP/c*P< 1 resulta max/D > 1. Para estimar de los parmetros cinticos en esta situacin se realizan experimentos a diferentes velocidades de dilucin y calculando la concentracin de producto en cada caso. A continuacin se efecta una regresin no lineal de los datos de cP frente a D o bien se realiza una regresin lineal de la ecuacin (5.29) linealizada de la siguiente manera c* c P = c* P D P max (5.30) As, de la representacin de cP frente a D (figura 5.7) se debera obtener una lnea recta, en caso de cumplirse las hiptesis mencionadas, con ordenada igual a c*P y pendiente c*P/max. . Es interesante observar que el valor de D para cP = 0 corresponde al valor de lavado.
Figura 5.7: Obtencin de parmetros cinticos en un FCTA con envenenamiento por producto y n = 0
Si se deriva la ecuacin (5.30) con respecto a cP resulta que hay un mximo de velocidad de reaccin para 1 * cP,rPmax =cPpt = cP 2 (5.31)
sustituyendo en la ecuacin de diseo ( ) se tiene * m ax cP = =2 * D pt * cP cP 2 y, por tanto, V qpt = max 2
(5.32)
(5.33)
AMPLIACIN DE REACTORES QUMICOS, Pgina 92
F.Cunill, M.Iborra, J.Tejero
o max cP = o =1 ; max =Dlavado independientemente de la Dlavado cP -0
En condiciones de lavado, cP = 0 y alimentacin. La produccin ptima en kg/h se obtendr de
* max V cP (qcP )pt = 4
(5.34)
En el caso que n1, cMo=cPo, y cS
KS se obtiene:
m ax c = 1 (1- P ) n (5.35) c* D P
Las caractersticas de esta ecuacin de diseo se pueden observar en la Figura 5.8.
Figura 5.8: Variacin de la concentracin de producto al variar el caudal de dilucin cuando hay envenenamiento por producto y n1. Alimentacin estril y ausencia de producto en la misma.
Para estimar el valor crtico de P, cP*, y de las constantes biocinticas max, y n, en primer lugar, se determina cP* en un experimento en discontinuo utilizando un exceso de sustrato y tiempo tendiendo a infinito, o bien utilizando un tanque agitado continuo a D muy pequeas. Conocido cP* los otros dos parmetros se estiman de la regresin lineal siguiente c lnD = ln max + n ln(1 P ) c* P (5.36)
5.4.
Fermentadores tubulares con flculos
Al igual que en los reactores ordinarios, el balance global a todo el reactor no es vlido ya que las condiciones no son uniformes con la posicin en el reactor. En el fermentador tubular ideal de flujo en pistn (figura 5.9), la concentracin de sustrato disminuye desde la entrada hasta la salida, y la de las clulas y productos aumentan. Otro factor primordial a tener en cuenta es la necesidad de una alimentacin no estril ya que, en caso contrario, no pueden existir microorganismos en su interior.
AMPLIACIN DE REACTORES QUMICOS, Pgina 93
F.Cunill, M.Iborra, J.Tejero
dV cPo, cSo, cMo z=0 z z+dz cP, cM, cS z=L
Figura 5.9: Esquema de un biorreactor tubular
En estado estacionario, las condiciones varan con la posicin pero no con el tiempo. As fijado un elemento de volumen suficientemente pequeo, las condiciones y, por consiguiente, la velocidad es prcticamente constante, y el balance para la biomasa en dicho volumen se expresa del siguiente modo: 0 = qcM q ( cM + dcM ) + rM dV es decir,
q dcM = rM dV
Integrando entre V = 0, cM = cMo y V = V , cS = cS se obtiene la ecuacin de diseo 1 V === t = = D q
cM
cMo
dcM = rM
cS
cSo
dc S YS/M rM
(5.37)
que nos permitir analizar y disear el fermentador tubular ideal. Se requiere para integrar, desde luego, explicitar la velocidad de reaccin en funcin de la concentracin correspondiente. Conocida una de las concentraciones las otras dos se pueden determinar utilizando los coeficientes de rendimiento. 5.4.1 Cintica controlada por el sustrato. La ecuacin anterior, admitiendo que se cumple la cintica de Monod sin envenenamiento, toma la forma:
1 == D
cM
cMo
dcM 1 = mx c S cM mx K S + cS
cM
(K S + cS )
c S cM
dcM
cMo
Considerando la relacin entre cS y cM a travs de S/M se llega a c cS KS KS max = + 1 ln M ln c So + YS/M cMo cMo c So + YS/M cMo cSo
(5.38)
La expresin anterior es igualmente vlida para un fermentador discontinuo agitado e isotermo con tal que se sustituya por el tiempo t. Recordar que lo que ocurre en un fermentador tubular en la posicin z es equivalente a lo
AMPLIACIN DE REACTORES QUMICOS, Pgina 94
F.Cunill, M.Iborra, J.Tejero
que pasa en un fermentador discontinuo al cabo de un tiempo t igual al necesario para llegar desde la entrada del tubular a la posicin z. La interpretacin grfica del balance permite calcular (figura 5.10)
Figura 5.10: Interpretacin grfica del balance
Casos particulares: 1. Si cS es muy alta tal que cS >> KS, la ecuacin de Monod se reduce a rM = max cM y la ecuacin de diseo a c max = ln M cMo (5.39) 2. Si cS es muy baja tal que cS <<KS, la ecuacin de Monod se convierte en autocataltica en cS, y le ecuacin de diseo queda en la forma KS c c max = ln So M c So + YS/M cMo c S cMo (5.40) 5.4.2 Fermentador tubular con recirculacin y cintica de Monod Considerando el balance se sustrato en el punto mezcla de la entrada al reactor
q cSo + qr cS = (q + qr ) cS,e cS,e = cSo + R cS R +1
cSo cMo qr
cM c
R= qr q
y el caudal entrada fermentador q+qr =q+R q=q(R+1) , la ecuacin de diseo con cintica de Monod toma la forma
= (R + 1)
cSo +R cS R+1
cS
dcS = (R + 1) YS/M rM
cSo +R cS R +1
cS
K S + cS dcS YS/M m x c S cM
AMPLIACIN DE REACTORES QUMICOS, Pgina 95
F.Cunill, M.Iborra, J.Tejero
Integrando con cM = cMo + YM/S (cSo cS ) se obtiene
KS c (c + Rc S ) c So + K S + YS/M cMo cM (R + 1) m x = (R + 1) ln M So + ln cSo + K S cMo + RcM c So + YS/M cMo c S (cMo + RcM )
(5.41)
En el caso de alimentacin estril, cMo = 0, la expresin anterior se reduce a
K c + Rc S R + 1 m x = (R + 1) S ln So + ln R cS R c So
(5.42)
En este caso, con cMo = 0, la razn de recirculacin ptima para obtener un mximo de produccin de biomasa, se obtiene de ( cM / R) = 0 , la siguiente relacin KS c + Rc S R +1 R +1 KS 1 ln So + ln = + c So Rc S R R c So + Rc S R ecuacin que se ha de resolver numricamente.
(5.43)
5.4.3 Fermentador tubular con envenenamiento. Cintica controlada por el producto. cSo alta cMo cSo el tiempo necesario para obtener una determinada concentracin de producto cP se obtendr de integrar la expresin siguiente, Si n = 1 y cS es muy elevada cS alta cM cS
=
donde
cP
cPo
d cP = rP
cM
cMo
d cM rM
c c rP = m x 1 P YP/M cM = m x 1 P (cP cPo + YP/M cMo ) * * cP cP
la integracin conduce a
AMPLIACIN DE REACTORES QUMICOS, Pgina 96
F.Cunill, M.Iborra, J.Tejero
m x =
c* c (c* c ) P ln M P* Po c* cP + YP/M cMo cMo (cP cP ) P
(5.44)
5.4.4 Fermentador tubular con recirculacin y envenenamiento cSo alta cMo 0 cPo= 0 q cM, cP y cS alta q qr, R= qr/q
Con alimentacin no estril, la ecuacin de diseo resulta ser
= (R + 1)
cPo +R cP R +1
cP
dcP rP
sustituyendo rP por la expresin cintica con n = 1 se obtiene tras integrar
m x
* (R + 1) c* cM cP cPo P = * ln R + * cP cPo + YP/M cMo (cMo + RcM ) c P cP
(5.45)
En el caso particular de una alimentacin estril y cPo = 0, la ecuacin de diseo se reduce a
max
1 1+ = (R + 1) ln c R 1 P * cP
(5.46)
AMPLIACIN DE REACTORES QUMICOS, Pgina 97
F.Cunill, M.Iborra, J.Tejero
y para este caso, la razn de recirculacin ptima para encontrar un tiempo de permanencia mnimo, , fijado cP, se obtiene, tras resolver ( / R)cP = 0
1 1 1+ = R +1 ln R c c R 1 P 1+ R 1 P * * cP cP Para n 1 las ecuaciones son muy complejas y no van a ser consideradas en el presente texto.
(5.47)
5.5
Comparacin de bioreactores
Muchos procesos microbianos presentan modelos cinticos combinados. Es decir, combinaciones de cinticas ordinarias y autocatalticas. Efectivamente, mientras que el comportamiento autocataltico domina en la fase de crecimiento exponencial, la cintica estacionaria es ms bien propia de la fase estacionaria y, a veces, de la de muerte. Dicho panorama sugiere que en algunas fermentaciones, el diseo ptimo implique la utilizacin de combinaciones de fermentadores.
En la siguiente Figura se muestra la conveniencia de situar primero un FCTA seguido de un FT con el fin de tener un volumen total mnimo, fijados los caudales y las concentraciones de entrada y salida sealadas en la Figura . q co RCTA c1
FFP
cf
AMPLIACIN DE REACTORES QUMICOS, Pgina 98
F.Cunill, M.Iborra, J.Tejero
Estas consideraciones son especialmente tiles cuando los objetivos del diseo son la utilizacin del sustrato o la produccin del producto, ya que en determinadas fermentaciones estos objetivos se consiguen trabajando en la fase estacionaria. As, un FCTA sera apropiado para un produccin mxima de biomasa, mientras que una combinacin de FCTA seguida de un FT maximizara la formacin de producto.
AMPLIACIN DE REACTORES QUMICOS, Pgina 99
F.Cunill, M.Iborra, J.Tejero
Problemas 5.1 El crecimiento de un cultivo de una bacteria, Escherichia coli, en un substrato de manitol puede representarse por la ecuacin siguiente 1.2 c S cM g clulas rM = 2 + c S m3 h cS = g manitol/m3, YM/S= 0'1 g clulas/g manitol 1. Determinar la concentracin de salida de les clulas producidas al alimentar un fermentador tanque agitado continuo con una corriente de 1 m3/h se solucin de manitol (cSo= 6 g/m3) y un volumen V= 1 m3. 2. El D de lavado 3. La concentracin de salida de las clulas si V= 5 m3 Res.: 1. 0 g clulas/m3; 2. 0.9 h-1; 3. 0.56 g clulas/m3 El crecimiento del microbio E. coli en glucosa sigue la cintica de Monod de acuerdo con la siguiente expresin: 1.333 c S cM g clulas rM = 3 4 + cS m h con YM/S= 0'1 i cS con g glucosa/m3.Determinar el caudal de alimentacin de una solucin de glucosa (cSo= 60 g/m3) a un fermentador continuo tanque agitado (V= 1 m3) que dara una velocidad mxima de consumo de glucosa y una velocidad mxima de produccin de clulas. Determinar tambin este valor. 5.2. Res.: 1 m3/h , rM= 4.8 g clulas/(m3h) 5.3. Una corriente de substrato S (cSo=3, cMo=0 i cPo=0 en kg/m3) se descompone de acuerdo con la fermentacin microbiana S + M P + M i modelo cintico 2 c c kg rM = S M 3 1+ c S m h El rendimiento YM/S s 0'5 kg clulas/kg de substrato. Determinar el valor de cS que se podra obtener en un fermentador tanque agitado (V = 1 m3) con recirculacin con = 2 y = 1.3, siendo el caudal de alimentacin fresca 1 m3/h. Comparar con el correspondiente valor sin recirculacin. Res.: cS= 1 kg/m3, cS(rec.)= 0.25 kg/m3 5.4. Un substrato A se convierte por fermentacin en un alcohol (P) segu la siguiente cintica, en la que se ha supuesto que el producto es el nico factor limitante cP r P = 1 - * cM cP Donde = 1'73 h-1, n = 0 en verano, n = 1 en primavera, n = 2 en invierno, cP* = 0'12 g alcohol/g solucin i = 1000 kg/m3.Calcular la cantidad mxima de alcohol que se podr producir en cada una de les estaciones (kg/da) en un fermentador tanque agitado comercial (V = 30 m3) para un caudal de alimentacin arbitraria.
AMPLIACIN DE REACTORES QUMICOS, Pgina 100
n
F.Cunill, M.Iborra, J.Tejero
Res.: Primavera, 37368 kg/da; verano, 149472 kg/da; invierno, 22144 kg/da. 5.5. Producir glucosa en un fermentador tanque agitado a escala piloto (V= 50 l) se utiliza papel triturado que se taca con la ayuda de un microbio. En presencia de un exceso de papel triturado (materia incomprensible), la glucosa producida resulta ser el factor limitante de la conversin. Los resultados obtenidos son los siguientes: cuando q= 16 l/h cP = 54 mmol/l cuando q= 4 l/h cP = 75 mmol/l cuando q 0 cP 90 mmol/l Determinar el caudal necesario para maximizar la produccin de glucosa y encontrar su velocidad de produccin. Res.: 31 L/h , 1095 mol/h El crecimiento de una bacteria sigue el modelo cintico siguiente: c rM = mx 1 M cM * cM Con max= 0.5 h-1 i cM*= 20 g/L. El substrato se encuentra en exceso. 1. Deducir la velocidad de dilucin de lavado de un chemostato para una alimentacin estril. 2. Cul sera la concentracin de biomasa si la velocidad de dilucin fuese 0.4 h-1? 3. En caso de hacer funcionar el reactor anterior de manera discontinua, determinar el tiempo necesario para alcanzar una concentracin celular de 10 g/L si la concentracin de inoculo fue de 0.4 g de clulas. Menospreciar la fase de adaptacin o iniciacin de les clulas. Res.: 1. D=max 2. cM= 4 g/L; 3. 7.78 h 5.7. Se est diseando un proceso para reducir en condiciones ptimas la concentracin de un substrato en una corriente estril desde cSo= 60 a 3 g m-3, que consiste en una combinacin en serie de dos bioreactores, un chemostato (4 / 3) c S cM seguido de un reactor en flujo en pistn. El modelo cintico es rM = en g m-3 h-1. Adems YS/M= 10 y q = 2.5 4 + cS m3 h-1. 1. Determinar el volumen total mnimo y comparar con el resultado obtenido utilizando un solo FCTA. 2. Calcular la razn de recirculacin ptima en el caso de utilizar un solo reactor tubular con recirculacin. Comparar el volumen de reactor necesario con los valores obtenidos en el apartado anterior. Res.: 1. 3.2 m3, VFCTA= 4.4 m3; 2. R= 2.5, V= 3.2 m3 5.8 Se quiere un sistema de fermentacin continuo para tratar una alimentacin estril de caudal 250 L/h con una concentracin de substrato cSo = 25 g/L, para producir 2100 kg/ao de producto P, considerando 300 das/ao y 24 h/da. 1. Recomendarias un sistema de fermentacin con un nico bioreactor o con dos bioreactors conectados en serie?. 2. Disear un sistema de fermentacin que manteniendo la produccin sealada, minimice el volumen total de fermentacin. Sealar los volmenes, concentraciones de biomasa, substrato y producto de todo el sistema. 5.6
AMPLIACIN DE REACTORES QUMICOS, Pgina 101
F.Cunill, M.Iborra, J.Tejero
Para obtener el modelo cintico y los coeficientes de rendimiento se han realizado dos experimentos continuos a escala de laboratorio con un chemostato de 1 L utilizando una alimentacin estril con una concentracin de substrato cSo = 30 g/L. Los resultados se indican en la tabla siguiente: Caudal (mL/h) 27.5 18.8 cS 10.0 2.32 Concentraciones, g/L cM 12.0 16.7 cP 1.04 1.44
Res: cM1= 12 g/L, cS1= 4.91 g/L, cP1= 1.04 g/L, cM= 13.39 g/L, cS= 2.69 g/L, cP= 1.16 g/L; 1 RCTA y 1 FT en serie, VRCTA= 10.6 m3 VFT= 1.24 m3 5.9 Per tal de reducir el impacto ambiental y al mismo tiempo producir cido lctico, el efluente de una fbrica de quesos un caudal de 1 m3/h y una concentracin de 60 kg de lactosa/m3, se trato en una planta de fermentacin que consiste en un FCTA de 3m3. El modelo cintico encontrado en la bibliografa seala que la produccin del cido lctico puede seguir el siguiente modelo c c c rM = mmax 1- P S M * cP K M + c S max = 0.5 h-1 KM = 0.3 kg/m3 cP* = 50 kg/m3 YM/S = 0.1 kg biomasa/kg lactosa YP/M = 8 kg cido lctico/ kg biomasa 1. Determinar si la corriente tratada se puede enviar a la red de aguas residuales considerando que la concentracin mxima permitida de lactosa es 12 kg/m3. 2. En caso de incumplimiento de la normativa se ha pensado instalar a la salida del FCTA un segundo fermentador de tipo tubular para rebajar la concentracin de lactosa hasta los niveles permitidos. Cual ha de ser el volumen de este segundo reactor? 3. Otra alternativa para cumplir la normativa es la de substituir el FCTA por uno igual pero ms grande. Qu voln habra de tener? Discutir los resultados Res: 1. cS= 39.35 kg/m3; 2. VFT= 6.72 m3; 3. VFCTA= 8.6 m3 5.10. Bender and Marshall han estudiado la hidrlisis del p-nitrofenol por la accin de la encima elastasa. Estos autores han propuesto el siguiente mecanismo para la citada reaccin k1 k2 S + E (SE)* E + A + P donde P= producto A = cido trimetil actico k1 = 150 m3/mol ks k2 = 2.60 ks-1
AMPLIACIN DE REACTORES QUMICOS, Pgina 102
F.Cunill, M.Iborra, J.Tejero
1. Deducir una ecuacin de velocidad para la produccin de P en funcin de k1, k2, cEo (concentracin total de elastasa en las dos formas, E y (SE)* ) y de cS, concentracin instantnea de sustrato. 2. La Badger Chemical Company est investigando la produccin del p-nitrofenol mediante este proceso en un tanque agitado continuo con un volumen de 0.3 m3. Si se ha de convertir el 90% del sustrato en producto, determinar el caudal de alimentacin que puede tratarse cuando las concentraciones de elstasa y sustrato sean de 10 y 100 moles/m3 respectivamente Res.: 2. 0.31 m3/h 5.11 En los ltimos aos se ha incrementado la utilizacin de enzimas como catalizadores. El proceso implica la fijacin de las mismas en un soporte slido y la disposicin del mismo en un tubo por el que circula un lquido. Se ha pensado el tratamiento de una solucin acuosa de lactosa para convertirla en glucosa y galactosa, lo que permitira la transformacin de residuos de la industria de quesos en productos tiles. La expresin de velocidades de reaccin media para este tipo de procesos por unidad de volumen de lecho puede escribirse como k cS -rs = c c S + KM 1+ P1 K para una reaccin del tipo S P1 + P2 A una determinada temperatura los parmetros k, KM y K son constantes. Cul ser el tiempo espacial necesario en un reactor tubular para alcanzar una conversin de lactosa del 80% a 40 C para la que KM = 0.0528 M, K = 0.0054 M y k = 5.53 mol/L min?. La concentracin inicial de lactosa es de 0.149 mol/L Res.: 0.25 min.
AMPLIACIN DE REACTORES QUMICOS, Pgina 103
You might also like
- Modelado dinámico de procesos químicos y biológicosFrom EverandModelado dinámico de procesos químicos y biológicosNo ratings yet
- Extracción Sólido - LíquidoDocument6 pagesExtracción Sólido - LíquidoLuis InciarteNo ratings yet
- Balance de Materia de Un Solo EquipoDocument51 pagesBalance de Materia de Un Solo EquipoCristian Contreras100% (1)
- Anexo 11.B Manual de Laboratorio Integral II-1Document50 pagesAnexo 11.B Manual de Laboratorio Integral II-1ANiita GAbiiela ArriiagaNo ratings yet
- Reacciones químicas cinéticas problemasDocument29 pagesReacciones químicas cinéticas problemasCarlos Camacho CaeroNo ratings yet
- Columna de Extracción Líquido - LíquidoDocument44 pagesColumna de Extracción Líquido - LíquidoValenthinaCamargoNo ratings yet
- REPORTE Práctica 3-Laboratorio Integral 2Document16 pagesREPORTE Práctica 3-Laboratorio Integral 2Cesar Alberto Cansino PerezNo ratings yet
- Síntesis de Redes de Intercambiadores de CalorDocument11 pagesSíntesis de Redes de Intercambiadores de CalorJose Luis ValdesNo ratings yet
- Análisis e Interpretación de Datos en Un Reactor (Autoguardado)Document24 pagesAnálisis e Interpretación de Datos en Un Reactor (Autoguardado)Marlene GarciaNo ratings yet
- Reactores DiscontinuosDocument18 pagesReactores Discontinuosaltair2010No ratings yet
- Diseño de Reactores UNMSMDocument5 pagesDiseño de Reactores UNMSMElMaharajaNo ratings yet
- Reactor para Producción de EtanolDocument6 pagesReactor para Producción de EtanolHugo MárquezNo ratings yet
- Trabajo 1 Profesor Elvin. Procesos IndustrialesDocument7 pagesTrabajo 1 Profesor Elvin. Procesos Industrialesleyser david100% (1)
- Ecuacion de ClapeyronDocument11 pagesEcuacion de ClapeyronRosangelis ChaconNo ratings yet
- Calculo de Reactores IsotérmicosDocument42 pagesCalculo de Reactores IsotérmicosFernanda Borquez0% (2)
- Problemas (Reglasimpson)Document6 pagesProblemas (Reglasimpson)Beta TavsaNo ratings yet
- Informe Nº4 de Absorcion GaseosaDocument13 pagesInforme Nº4 de Absorcion GaseosaXio RojasNo ratings yet
- Reactores CSTR-PFRDocument37 pagesReactores CSTR-PFRglorisa70100% (1)
- Ejercicios Ley de HenryDocument1 pageEjercicios Ley de HenryDaniel Calderón AyalaNo ratings yet
- Reactores Discontinuos y Semicontinuos - PI225B - Grupo 9Document7 pagesReactores Discontinuos y Semicontinuos - PI225B - Grupo 9rosaNo ratings yet
- Ecuacion de Clausius - ClayperonDocument27 pagesEcuacion de Clausius - Clayperongustavo_castro_17No ratings yet
- Problemas Deber - CQ - PDFDocument2 pagesProblemas Deber - CQ - PDFmemo minayaNo ratings yet
- Catalizadores SolidosDocument9 pagesCatalizadores SolidosRaquel Siñani ChavezNo ratings yet
- Seminario Absorcion Roger CruzDocument5 pagesSeminario Absorcion Roger CruzAna Sofía Molina Ortega50% (2)
- Texto de Extraccion Liquido - LiquidoDocument87 pagesTexto de Extraccion Liquido - LiquidoSilvi Peña100% (1)
- ReactoresDocument6 pagesReactoresKarina GuerraNo ratings yet
- Determinación constante velocidad hidrólisis acetato metiloDocument14 pagesDeterminación constante velocidad hidrólisis acetato metiloMiguel Angel JassoNo ratings yet
- Transferencia masa fundamentos aplicacionesDocument3 pagesTransferencia masa fundamentos aplicacionesMaris Angelis OrtizNo ratings yet
- Reporte 3 LOPU 2Document21 pagesReporte 3 LOPU 2Juan Fernando Guevara MoralesNo ratings yet
- Cinetica QuimicaDocument105 pagesCinetica QuimicaRakuen 23No ratings yet
- Producción de Ácido Aspártico y Fenilalanina - Zucchi, Gabriel PabloDocument46 pagesProducción de Ácido Aspártico y Fenilalanina - Zucchi, Gabriel PabloGabriel ZucchiNo ratings yet
- Petroquimica II PDFDocument4 pagesPetroquimica II PDFdanitzaNo ratings yet
- Plan de Estudios Ing QuimicaDocument116 pagesPlan de Estudios Ing QuimicaRoger Ccorpuna AtatucuriNo ratings yet
- Ley de Raoult Cálculos.Document19 pagesLey de Raoult Cálculos.José Luis LMNo ratings yet
- Tipos de Reacciones CatalíticasDocument6 pagesTipos de Reacciones CatalíticasAlberto MonterNo ratings yet
- Extraccion Solido LiquidoDocument25 pagesExtraccion Solido LiquidoMiguel Eduardo Soto Moreno100% (3)
- Estudio de La Cinética de Oxidación de Etanol Por Medio de Espectrofotometría VisibleDocument7 pagesEstudio de La Cinética de Oxidación de Etanol Por Medio de Espectrofotometría Visible708170No ratings yet
- Balance de Materia en BioprocesosDocument39 pagesBalance de Materia en Bioprocesosmilser roel campos bautistaNo ratings yet
- Efectos Termicos en Procesos Que Intervienen Reacciones QuimicasDocument21 pagesEfectos Termicos en Procesos Que Intervienen Reacciones QuimicasElizabeth Sandoval MartinezNo ratings yet
- 03 Problemas-1Document3 pages03 Problemas-1María de la Luz VeraNo ratings yet
- Manual Herramienta - Reactor BatchDocument12 pagesManual Herramienta - Reactor BatchSebastian GaitanNo ratings yet
- Toc 6634 01 01Document15 pagesToc 6634 01 01Jose Gregorio Davila HernandezNo ratings yet
- Problemario 1.3Document2 pagesProblemario 1.3Javier G Zapiain SalinasNo ratings yet
- Clase Absorcion PDFDocument65 pagesClase Absorcion PDFEyvind Andres Rondon RinconNo ratings yet
- Evaporadores múltiple efecto - Cálculos de diseñoDocument22 pagesEvaporadores múltiple efecto - Cálculos de diseñoROSA FIORELA MONTES HUAMANI100% (1)
- Silabo Del Cinética y Catálisis Universidad Nacional de TrujilloDocument7 pagesSilabo Del Cinética y Catálisis Universidad Nacional de TrujillowillNo ratings yet
- Catalizadores SolidosDocument13 pagesCatalizadores SolidosMayumi ApazaNo ratings yet
- Destilación Por LotesDocument3 pagesDestilación Por LotesGN EdibertoNo ratings yet
- Exposicion Reactores HeterogeneosDocument16 pagesExposicion Reactores HeterogeneosJesus Santiago AlejandroNo ratings yet
- Cálculo de parámetros de rapidez en cinética química, cinética enzimática y catálisis heterogéneaFrom EverandCálculo de parámetros de rapidez en cinética química, cinética enzimática y catálisis heterogéneaRating: 5 out of 5 stars5/5 (1)
- Práctica de operaciones unitarias en ingeniería de alimentosFrom EverandPráctica de operaciones unitarias en ingeniería de alimentosNo ratings yet
- Equilibrio de fases: Un enfoque basado en competenciasFrom EverandEquilibrio de fases: Un enfoque basado en competenciasNo ratings yet
- Preparar y acondicionar elementos y máquinas de la planta química. QUIE0108From EverandPreparar y acondicionar elementos y máquinas de la planta química. QUIE0108No ratings yet
- Apuntes RMDocument145 pagesApuntes RMDK Samano RamosNo ratings yet
- Flotacion CastroDocument187 pagesFlotacion CastroSebaslu89No ratings yet
- Práctica Laboratorio de Ingeniería Química IIDocument9 pagesPráctica Laboratorio de Ingeniería Química IIDavid Tovar HernándezNo ratings yet
- Libro Flotación (Universidad de Concepcion)Document181 pagesLibro Flotación (Universidad de Concepcion)cnp0705100% (11)
- RQ Parte1Document104 pagesRQ Parte1NayeliCervantesNo ratings yet
- 1.1 Propiedades de Los FluidosDocument50 pages1.1 Propiedades de Los FluidosKevin YamunaqueNo ratings yet
- Calidad de Diseño y Calidad de AceptaciónDocument6 pagesCalidad de Diseño y Calidad de AceptaciónbethitoNo ratings yet
- Gadp U2 A2 DiclDocument11 pagesGadp U2 A2 DicldcruzlegNo ratings yet
- Spsu-867 Ejercicio U002Document7 pagesSpsu-867 Ejercicio U002Milagros Sicche Asmat100% (1)
- Descripción y Despiece Del Motor FordDocument5 pagesDescripción y Despiece Del Motor FordKvn Laweitgh XtreemNo ratings yet
- Tarea Cuatro Ricardo Eli Salas ArandaDocument8 pagesTarea Cuatro Ricardo Eli Salas ArandaRICARDO ELI SALAS ARANDANo ratings yet
- Cuaderno de InformesDocument12 pagesCuaderno de InformesAlejandro ABNo ratings yet
- Analisis Geomecanico de La IgnimbritaDocument8 pagesAnalisis Geomecanico de La IgnimbritaJesus Flores Santa CruzNo ratings yet
- Tutorial Tablet PDFDocument2 pagesTutorial Tablet PDFCris Rodriguez MonteblancoNo ratings yet
- INFORME PARA ENTREGABLE RubenDocument5 pagesINFORME PARA ENTREGABLE RubenRaul Victor Florez AcuñaNo ratings yet
- Análisis deflexiones puentes Sierra SurDocument412 pagesAnálisis deflexiones puentes Sierra SurJorge RamirezNo ratings yet
- Tarea 8 Jusmeiry Si Ching LinDocument7 pagesTarea 8 Jusmeiry Si Ching LinJus LinNo ratings yet
- Diseño Estruct. HidraulicasDocument6 pagesDiseño Estruct. HidraulicasYndira Chavez VelasquezNo ratings yet
- Fresadora Neumatica 6mm&1 - 4 - Dsg22 - Wurth ChileDocument3 pagesFresadora Neumatica 6mm&1 - 4 - Dsg22 - Wurth ChileOscar R. PeñaNo ratings yet
- Practica 1 Investigación Operativa Intento 2 Ing. de Sistemas VI CICLO Universidad TelesupDocument12 pagesPractica 1 Investigación Operativa Intento 2 Ing. de Sistemas VI CICLO Universidad TelesupjacifoNo ratings yet
- Los Minerales de Un Teléfono Celular. La Patria.Document6 pagesLos Minerales de Un Teléfono Celular. La Patria.enhiNo ratings yet
- Leccion 6 - Las Señales Preventivas 07-01-2023Document15 pagesLeccion 6 - Las Señales Preventivas 07-01-2023Johnny CañarteNo ratings yet
- Evaluación Dos-Administración de Procesos 1Document6 pagesEvaluación Dos-Administración de Procesos 1Bibiana AlzateNo ratings yet
- Q de Barton EspañolDocument42 pagesQ de Barton EspañolManuel Alain AlvaradoCruzNo ratings yet
- Teorema de ParsevalDocument4 pagesTeorema de ParsevalNuñez Davila Edu100% (1)
- Taller #7 Matriz de ProcesosDocument1 pageTaller #7 Matriz de ProcesosTamara Abufon VerdejoNo ratings yet
- FT - CLAMPER Solar SB 1000 18ka 1-2E - 1S - 00 - Espanhol PDFDocument2 pagesFT - CLAMPER Solar SB 1000 18ka 1-2E - 1S - 00 - Espanhol PDFAlberto GanelaNo ratings yet
- May Ermaksan CNC HGD 3110Document8 pagesMay Ermaksan CNC HGD 3110juan luis perezNo ratings yet
- Incremento de Esfuerzos Bajo La Aplicación de Una CargaDocument8 pagesIncremento de Esfuerzos Bajo La Aplicación de Una CargaMoisés MartínezNo ratings yet
- Formato Televisión GuiónDocument3 pagesFormato Televisión Guiónfabiola salazarNo ratings yet
- COMPOSICIÓN CENTESIMAL RepasoDocument2 pagesCOMPOSICIÓN CENTESIMAL RepasoAlexander GustavoNo ratings yet
- ForoDocument2 pagesForoFelipe Duarte100% (1)
- Resumen-Cqpitulo-10 Analisis de CircuitosDocument48 pagesResumen-Cqpitulo-10 Analisis de CircuitosMane Santos FloresNo ratings yet
- TFG Alejandro JiménezDocument239 pagesTFG Alejandro JiménezKevin CastroNo ratings yet
- pCwZdyIT6DuzU0zG - 6lSWBWreyylHyMrX-Algoritmo de Ordenamiento BurbujaDocument13 pagespCwZdyIT6DuzU0zG - 6lSWBWreyylHyMrX-Algoritmo de Ordenamiento Burbujapruebas pruebasNo ratings yet
- Glab-S04-Jvital-2019-01 (2) OriginDocument13 pagesGlab-S04-Jvital-2019-01 (2) OriginDaniel ZeladaNo ratings yet