You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- ATEX Internal Audit QuestionnaireDocument5 pagesATEX Internal Audit QuestionnaireFlorence Reid0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Ha CCP Document Record FormsDocument23 pagesHa CCP Document Record FormsFlorence Reid100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Puzzle BookDocument109 pagesPuzzle BookFlorence ReidNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Healthy Banana CookiesDocument2 pagesHealthy Banana CookiesFlorence ReidNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Manage Your Waste - . .: - . - To Avoid Product ContaminationDocument1 pageManage Your Waste - . .: - . - To Avoid Product ContaminationFlorence ReidNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- HACCP Plan TemplateDocument7 pagesHACCP Plan TemplateFlorence Reid50% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Lockout Tag OutDocument1 pageLockout Tag OutFlorence ReidNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Keep Keep Chemicals Chemicals Secure Secure Keep Chemicals SecureDocument1 pageKeep Keep Chemicals Chemicals Secure Secure Keep Chemicals SecureFlorence ReidNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Banana Fritters Batter MixDocument2 pagesBanana Fritters Batter MixFlorence ReidNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Colored Hairnets and ID Tags Colored Hairnets and ID TagsDocument1 pageColored Hairnets and ID Tags Colored Hairnets and ID TagsFlorence ReidNo ratings yet
- Jesus ComplexDocument9 pagesJesus ComplexFlorence ReidNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Friction, Weight, Heat or MagnetismDocument2 pagesFriction, Weight, Heat or MagnetismFlorence ReidNo ratings yet
- 2011 Color CodesDocument1 page2011 Color CodesFlorence ReidNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- SQF-2000-Code For HACCP ImplementationDocument80 pagesSQF-2000-Code For HACCP ImplementationFlorence Reid100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shipping Container SizesDocument1 pageShipping Container SizesFlorence ReidNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Raw Material Specification-Juie MangoesDocument4 pagesRaw Material Specification-Juie MangoesFlorence ReidNo ratings yet
- Addis Ababa Science and Technology University: Department of Food EngineeringDocument15 pagesAddis Ababa Science and Technology University: Department of Food EngineeringmikialeNo ratings yet
- 16 SnacksDocument3 pages16 SnacksadityarmehtaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Modern Technology of PerfumesDocument65 pagesModern Technology of Perfumesmghaffarzadeh100% (3)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Cremo DanDocument6 pagesCremo DanZan Anghel Recuerdo100% (1)
- PDF File Flavor ThresholdDocument8 pagesPDF File Flavor ThresholdIan SarvaryNo ratings yet
- MI40 XFAQGuideDocument9 pagesMI40 XFAQGuidekrymisNo ratings yet
- Food LabellingDocument124 pagesFood Labellingmalay100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Food Additives Folio ChemistryDocument8 pagesFood Additives Folio ChemistryFareez Aiman IlyasNo ratings yet
- Madrasah Tsanawiyah Negeri Siak: Kementerian AgamaDocument7 pagesMadrasah Tsanawiyah Negeri Siak: Kementerian AgamaAan_Kunaifi_5855No ratings yet
- Ep3 Reading (Practice)Document11 pagesEp3 Reading (Practice)Nabila RashidNo ratings yet
- Sensory Analysis of FoodsDocument12 pagesSensory Analysis of FoodsPoppy ZuhNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Technology of Sugar ProductionDocument7 pagesThe Technology of Sugar ProductionPopa Anne MarieNo ratings yet
- Lab Manual Sensory CompleteDocument18 pagesLab Manual Sensory Completeshanafisah100% (2)
- Flavour Products - SymriseDocument11 pagesFlavour Products - SymriseAFI FARMANo ratings yet
- Chapter 1 UneditedDocument9 pagesChapter 1 Uneditedargel De la Vega67% (3)
- Natural Essence Company in IndonesiaDocument20 pagesNatural Essence Company in IndonesiaFlo CartNo ratings yet
- Article 1Document33 pagesArticle 1Deepak Kumar Verma100% (1)
- CRC Food Sci 2013Document44 pagesCRC Food Sci 2013Illuminato Renaissance0% (1)
- Project Lab Report - 2Document12 pagesProject Lab Report - 2api-480572115No ratings yet
- Sensory Profiling and Hedonic Judgement of Probiotic Ice CreamDocument8 pagesSensory Profiling and Hedonic Judgement of Probiotic Ice CreamhergofraNo ratings yet
- Glossary of Wine-Tasting Terminology, Matei Alina Mihaela, MTI Anul 1Document30 pagesGlossary of Wine-Tasting Terminology, Matei Alina Mihaela, MTI Anul 1Alina-Mihaela Matei100% (2)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
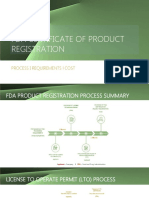
- FDA LTO and Certificate of Product Registration ProcessDocument8 pagesFDA LTO and Certificate of Product Registration ProcessApple Teves100% (1)
- 1.an Introduction To Food Labelling Requirements in India:: Offences & PenaltiesDocument32 pages1.an Introduction To Food Labelling Requirements in India:: Offences & PenaltiesMuzaffar Ali ShaikhNo ratings yet
- Quality Control of Milk ProcessingDocument235 pagesQuality Control of Milk ProcessingBen Dresim67% (3)
- Popsicle Training MiamiDocument42 pagesPopsicle Training MiamiJudd WigginsNo ratings yet
- Digiscent Seminar DetailsDocument9 pagesDigiscent Seminar DetailsSubhranta BohidarNo ratings yet
- Criteria For The Use of The Terms Fresh, Pure, Natural Etc in Food LabellingDocument20 pagesCriteria For The Use of The Terms Fresh, Pure, Natural Etc in Food LabellingJoan Petit GrosNo ratings yet
- Research Poster Psyc T1Document1 pageResearch Poster Psyc T1Jillnar ElbobNo ratings yet
- Chapter 9 Recipe CostingDocument4 pagesChapter 9 Recipe CostingLorry Angela SalvatierraNo ratings yet
- Ice Cream - New PDFDocument16 pagesIce Cream - New PDFTamizh TamizhNo ratings yet
- Forever Strong: A New, Science-Based Strategy for Aging WellFrom EverandForever Strong: A New, Science-Based Strategy for Aging WellNo ratings yet
- Summary of Mary Claire Haver's The Galveston DietFrom EverandSummary of Mary Claire Haver's The Galveston DietRating: 5 out of 5 stars5/5 (2)