You might also like
- Intercrystalline CorrosionDocument24 pagesIntercrystalline Corrosionlu190765No ratings yet
- Intergranular CorrosionDocument4 pagesIntergranular CorrosionMecha EngrNo ratings yet
- Intergranular CorrosionDocument26 pagesIntergranular CorrosionIvan RiansaNo ratings yet
- ChirayuDocument15 pagesChirayuDevashish JoshiNo ratings yet
- Jenis Korosi Berdasarkan BentuknyaDocument52 pagesJenis Korosi Berdasarkan Bentuknyaari195No ratings yet
- Intergranular Corrosion 05Document32 pagesIntergranular Corrosion 05Tayyab Ahsan100% (1)
- MCE328 Corrosionanalysisofstainlesssteel 100509104621 Phpapp01Document38 pagesMCE328 Corrosionanalysisofstainlesssteel 100509104621 Phpapp01xia luoNo ratings yet
- W-2&3 Corrosion and Its TypesDocument46 pagesW-2&3 Corrosion and Its TypesUsamaNo ratings yet
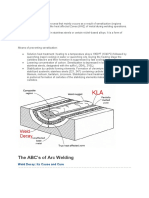
- The ABC's of Arc Welding: Weld DecayDocument4 pagesThe ABC's of Arc Welding: Weld DecayLakshmi KanthNo ratings yet
- Etc.) - The Number of Grades Is Therefore Seemingly Infinite, With A Large NumberDocument16 pagesEtc.) - The Number of Grades Is Therefore Seemingly Infinite, With A Large Numberandres16012008No ratings yet
- Detecting Susceptibility To Intergranular Corrosion: Seminar ONDocument12 pagesDetecting Susceptibility To Intergranular Corrosion: Seminar ONDevashish JoshiNo ratings yet
- Corrosion and Its TypesDocument68 pagesCorrosion and Its TypesBilal AhmadNo ratings yet
- Corrosion and Its TypesDocument68 pagesCorrosion and Its Typeshafiz ahmedNo ratings yet
- Design For Corrosion Resistance: Uniform AttackDocument11 pagesDesign For Corrosion Resistance: Uniform AttackIndra PradanaNo ratings yet
- Lecture38metallurgical Properties Influencing CorrosionDocument10 pagesLecture38metallurgical Properties Influencing CorrosionMohamed AshfaqNo ratings yet
- Mini ProjectDocument14 pagesMini ProjectfaranimohamedNo ratings yet
- Anil Vaghamshi ContentDocument6 pagesAnil Vaghamshi ContentDevashish JoshiNo ratings yet
- Corrosion: Uniform AttackDocument5 pagesCorrosion: Uniform AttackVươngNo ratings yet
- Sensitization: Definition - What Does Sensitization Mean?Document2 pagesSensitization: Definition - What Does Sensitization Mean?Kanzul FadhilNo ratings yet
- Stainless SteelsDocument16 pagesStainless SteelsGnobelNo ratings yet
- Effects' Due To Molybdenum:: PittingDocument3 pagesEffects' Due To Molybdenum:: PittingFahad RockingNo ratings yet
- Corrosion, Prevention and ControlDocument60 pagesCorrosion, Prevention and ControlCherry Obias100% (1)
- Chrome MigrationDocument3 pagesChrome Migrationdk24991No ratings yet
- Nidhi Shah ContentDocument6 pagesNidhi Shah ContentDevashish JoshiNo ratings yet
- Corrosion On Stainless SteelDocument3 pagesCorrosion On Stainless SteelMondayNo ratings yet
- Corrosion AnalysisDocument39 pagesCorrosion Analysissatya_chagantiNo ratings yet
- Welding of Austenitic Stainless Steel - Part 2 - TWIDocument6 pagesWelding of Austenitic Stainless Steel - Part 2 - TWISumantaNo ratings yet
- Stainless SteelDocument7 pagesStainless SteelRathnakrajaNo ratings yet
- Intergranular CorrosionDocument20 pagesIntergranular CorrosionD'yana RusdiNo ratings yet
- Corrosion Failures: Thirunavukarasu.H 13MY12Document47 pagesCorrosion Failures: Thirunavukarasu.H 13MY12soundrapandianNo ratings yet
- General Wastage of Material Uniform CorrosionDocument3 pagesGeneral Wastage of Material Uniform CorrosionRafael Alejandro S CNo ratings yet
- D.Selvakumaran Course Director/AwtiDocument83 pagesD.Selvakumaran Course Director/AwtiaravindanNo ratings yet
- TrushitDocument22 pagesTrushitDevashish JoshiNo ratings yet
- Corrosion, Stainless SteelDocument7 pagesCorrosion, Stainless Steelcsteimel47591No ratings yet
- Proteksi InggrisDocument9 pagesProteksi Inggrisbo_lankNo ratings yet
- C-MN SteelsDocument48 pagesC-MN SteelsEri Dya FadliNo ratings yet
- Austenitic Stainless SteelsDocument20 pagesAustenitic Stainless Steelsvivekr84100% (1)
- Corrosion Problems Associated With Stainless SteelDocument11 pagesCorrosion Problems Associated With Stainless SteelVivek RathodNo ratings yet
- Equinox International LTD - Stainless Steel - ST ST Corrosion Resistance - 106 PDFDocument2 pagesEquinox International LTD - Stainless Steel - ST ST Corrosion Resistance - 106 PDFeugenio.gutenbertNo ratings yet
- Inter Granular CorrosionDocument25 pagesInter Granular CorrosionErsin AydınNo ratings yet
- Case Study Forms of Corrosion: Chemical Engineering DeptDocument41 pagesCase Study Forms of Corrosion: Chemical Engineering DeptBAKRNo ratings yet
- Ijrdet 0715 03Document14 pagesIjrdet 0715 03Chrill DsilvaNo ratings yet
- Corrosion and Its Prevention CHANGDDocument24 pagesCorrosion and Its Prevention CHANGDRahul YadavNo ratings yet
- Technical Update How To Weld Maintain Stainless SteelDocument16 pagesTechnical Update How To Weld Maintain Stainless Steeloquintero99No ratings yet
- 1-Forms of CorrosionDocument59 pages1-Forms of Corrosion이선엽100% (1)
- Steel Alloy Elements IntroDocument3 pagesSteel Alloy Elements IntroAditya SharmaNo ratings yet
- Lecture 7 Intergranular CorrosionDocument18 pagesLecture 7 Intergranular Corrosionprakush01975225403No ratings yet
- Materials Selection For Corrosion PreventionDocument61 pagesMaterials Selection For Corrosion PreventionJeremy Coleman100% (1)
- Corrosion PDFDocument22 pagesCorrosion PDFVishal ThakareNo ratings yet
- Seminar ReportDocument19 pagesSeminar Reportvivekr84100% (1)
- Nitric Acid StorageDocument7 pagesNitric Acid StorageEr Bali PandhareNo ratings yet
- CorrosionDocument20 pagesCorrosionDhruv SharmaNo ratings yet
- Intergranular Corrotion: SensitisationDocument2 pagesIntergranular Corrotion: SensitisationIrfanmaulana ardiansyahNo ratings yet
- Intergranular Corrosion - An Overview - ScienceDirect TopicsDocument14 pagesIntergranular Corrosion - An Overview - ScienceDirect TopicsRex RusselNo ratings yet
- IGA/ EGP Het FractureDocument3 pagesIGA/ EGP Het Fractureitzme_sdNo ratings yet
- The Stainless Steel Family - An Overview - Campbell Tip of The MonthDocument5 pagesThe Stainless Steel Family - An Overview - Campbell Tip of The Monthpeach5No ratings yet
- Liquid Metal Cracking: TutorialDocument8 pagesLiquid Metal Cracking: TutorialAli VarmazyarNo ratings yet
- Why Study Corrosion ?Document6 pagesWhy Study Corrosion ?Kimai BrackenNo ratings yet
- Vipul Mevasiya ContentDocument15 pagesVipul Mevasiya ContentDevashish JoshiNo ratings yet
- Detecting Susceptibility To Intergranular Corrosion: Seminar ONDocument12 pagesDetecting Susceptibility To Intergranular Corrosion: Seminar ONDevashish JoshiNo ratings yet
- Seminar ON Significance of H - H O-O Lines in Pourbaix DiagarmDocument10 pagesSeminar ON Significance of H - H O-O Lines in Pourbaix DiagarmDevashish JoshiNo ratings yet
- Types of Methods of Powder Production:: Physico Chemical Processes Are As UnderDocument11 pagesTypes of Methods of Powder Production:: Physico Chemical Processes Are As UnderDevashish JoshiNo ratings yet
- A Seminar On Cathodic Protection TechniquesDocument9 pagesA Seminar On Cathodic Protection TechniquesDevashish JoshiNo ratings yet
- Metallic Coatings For Corrosion PreventionDocument9 pagesMetallic Coatings For Corrosion PreventionDevashish JoshiNo ratings yet
- Nidhi Shah ContentDocument6 pagesNidhi Shah ContentDevashish JoshiNo ratings yet
- Gaurav Chudasama ContentDocument11 pagesGaurav Chudasama ContentDevashish JoshiNo ratings yet
- Electric Discharg Machining: Parikh Krutik R. ROLL NO.931Document6 pagesElectric Discharg Machining: Parikh Krutik R. ROLL NO.931Devashish JoshiNo ratings yet
- Ronak Mehta ContentDocument12 pagesRonak Mehta ContentDevashish JoshiNo ratings yet
- Mitesh ContentDocument18 pagesMitesh ContentDevashish JoshiNo ratings yet
- Krunal Vora ContentDocument14 pagesKrunal Vora ContentDevashish JoshiNo ratings yet
- Ronak MacwanDocument26 pagesRonak MacwanDevashish JoshiNo ratings yet
- VaishaliDocument15 pagesVaishaliDevashish JoshiNo ratings yet
- A Seminar On Electrolytic Production of Metallic Powder: Prepared By: Darshit Fadadu ROLL NO: 938Document13 pagesA Seminar On Electrolytic Production of Metallic Powder: Prepared By: Darshit Fadadu ROLL NO: 938Devashish JoshiNo ratings yet
- Dinkar Kokje ContentDocument8 pagesDinkar Kokje ContentDevashish JoshiNo ratings yet
- Electrometallurgy and Corrosion Seminar On Fuel Cells: Name: Anirudh Gupta ROLL NO.: 902 YEAR: 2011Document10 pagesElectrometallurgy and Corrosion Seminar On Fuel Cells: Name: Anirudh Gupta ROLL NO.: 902 YEAR: 2011Devashish JoshiNo ratings yet
- Seminar Topic On Galvanic Corrosion ParametersDocument6 pagesSeminar Topic On Galvanic Corrosion ParametersDevashish JoshiNo ratings yet
- Anil Vaghamshi ContentDocument6 pagesAnil Vaghamshi ContentDevashish JoshiNo ratings yet
- VibhanshuDocument21 pagesVibhanshuDevashish JoshiNo ratings yet
- Tushal KyadaDocument11 pagesTushal KyadaDevashish JoshiNo ratings yet
- TrushitDocument22 pagesTrushitDevashish JoshiNo ratings yet
- SUMITDocument27 pagesSUMITDevashish JoshiNo ratings yet
- MaulikDocument16 pagesMaulikDevashish JoshiNo ratings yet
- Fe-H2O System in Pourbaix Diagram: Seminar Topic OnDocument21 pagesFe-H2O System in Pourbaix Diagram: Seminar Topic OnDevashish JoshiNo ratings yet
- PriyankaDocument10 pagesPriyankaDevashish JoshiNo ratings yet
- Ravi VermaDocument21 pagesRavi VermaDevashish JoshiNo ratings yet
- KrutikDocument17 pagesKrutikDevashish JoshiNo ratings yet
- Mitesh PatelDocument25 pagesMitesh PatelDevashish Joshi100% (1)
- Seminar Topic: High Temperature Corrosion & Its PropertiesDocument19 pagesSeminar Topic: High Temperature Corrosion & Its PropertiesDevashish JoshiNo ratings yet
- Bche 111l Chemistry For Engineers Weeks 1 9 Self Instructional Manual Rev2Document233 pagesBche 111l Chemistry For Engineers Weeks 1 9 Self Instructional Manual Rev2Rob LunaNo ratings yet
- Cylindrical Mandrel TesterDocument1 pageCylindrical Mandrel TesterAbiem SebastyanNo ratings yet
- SAFT Msds Nicd Europe 2003-10 enDocument7 pagesSAFT Msds Nicd Europe 2003-10 enDiego Francisco Castañeda ViñasNo ratings yet
- Sampling Plan PDFDocument3 pagesSampling Plan PDFamitNo ratings yet
- Pages From Donald Quentin Kern - Process Heat Transfer-McGraw-Hill (1950)Document56 pagesPages From Donald Quentin Kern - Process Heat Transfer-McGraw-Hill (1950)Ahmed HassanNo ratings yet
- Publicity & Propaganda ScheduleDocument5 pagesPublicity & Propaganda SchedulesssadangiNo ratings yet
- Method Statement of Static Tension Load Test PLTU Suralaya Jawa 9 & 10 - Page 9 Rev PDFDocument12 pagesMethod Statement of Static Tension Load Test PLTU Suralaya Jawa 9 & 10 - Page 9 Rev PDFFendi Rang TigorNo ratings yet
- 12CHEM Long Response Dot PointsDocument11 pages12CHEM Long Response Dot PointsJane YooNo ratings yet
- Astm C 1202-97Document6 pagesAstm C 1202-97Vasco Sorte100% (1)
- Electrically Heated Catalysts Close-Coupled Catalysts Hydrocarbon Adsorber /trap SystemsDocument6 pagesElectrically Heated Catalysts Close-Coupled Catalysts Hydrocarbon Adsorber /trap SystemsKeval ParmarNo ratings yet
- Kyra - 2 Storey Linked Homes Launch at Bandar Bukit RajaDocument26 pagesKyra - 2 Storey Linked Homes Launch at Bandar Bukit RajaSime Darby PropertyNo ratings yet
- Finite Element Simulation of Temperature and Strain Distribution in Al2024 Aluminum Alloy by Friction Stir WeldingDocument5 pagesFinite Element Simulation of Temperature and Strain Distribution in Al2024 Aluminum Alloy by Friction Stir Weldingabhilash sharanNo ratings yet
- Cost-Eff Ective Shoulder Milling Cutter For: High ProductivityDocument16 pagesCost-Eff Ective Shoulder Milling Cutter For: High ProductivityVinicius Sabrina PedroNo ratings yet
- Pulley Lagging Combi LaggDocument1 pagePulley Lagging Combi LaggJorge A VilalNo ratings yet
- RCC T Girder & Deck Slab For Major Bridge 02 - Deck-21Document1 pageRCC T Girder & Deck Slab For Major Bridge 02 - Deck-21mrinal kayalNo ratings yet
- Irostic para Adhesivo PCVDocument3 pagesIrostic para Adhesivo PCVlobocerna0% (1)
- Simple DistillationDocument5 pagesSimple DistillationJheian Christian TubleNo ratings yet
- FINAL SIP PRINT OUT Guransh 7sepDocument58 pagesFINAL SIP PRINT OUT Guransh 7sepAmbuj Roy100% (1)
- AbcdDocument3 pagesAbcdNikesh ShahNo ratings yet
- Mason1954 Mason, W., & Wick, R. (1954) - Ferroelectrics and The Dielectric Amplifier. Proceedings of The IRE, 42 (11), 1606Document15 pagesMason1954 Mason, W., & Wick, R. (1954) - Ferroelectrics and The Dielectric Amplifier. Proceedings of The IRE, 42 (11), 1606Magdy Hussein Mourad MohammadNo ratings yet
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Ravichandran G67% (6)
- Conventional Manufacturing Process 20ME33: Class 05Document5 pagesConventional Manufacturing Process 20ME33: Class 05Vinayaka G PNo ratings yet
- Wiring Cable StandardDocument6 pagesWiring Cable StandardAli AhmadNo ratings yet
- ArcelorMittal - Quarto Plates PDFDocument7 pagesArcelorMittal - Quarto Plates PDFDilip PatilNo ratings yet
- Abstract 2Document2 pagesAbstract 2نزار خيرNo ratings yet
- Installation Drawing 4508-5a-21Document62 pagesInstallation Drawing 4508-5a-21Md.Tipu SultanNo ratings yet
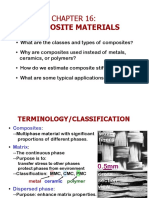
- 10 Chapter 16 Composite MaterialsDocument27 pages10 Chapter 16 Composite MaterialsZain FarhanNo ratings yet
- Standard For Colour Coding of Pipework For Identification of Fluids & ServicesDocument13 pagesStandard For Colour Coding of Pipework For Identification of Fluids & Servicessudeesh kumarNo ratings yet
- Calculation Condition Box CulvertDocument11 pagesCalculation Condition Box CulvertRafael ObusanNo ratings yet
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)