You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- E.M.C. QuestionsDocument38 pagesE.M.C. QuestionsJoshnewfound67% (3)
- 212 - Problem Sets Complete NEWDocument20 pages212 - Problem Sets Complete NEWBettinamae Ordiales De MesaNo ratings yet
- Equilibrium With Fried Eggs of PbI2-1Document2 pagesEquilibrium With Fried Eggs of PbI2-1Joel Tr100% (1)
- UBC CHBE 251 - Fluid Mechanics - Problems From Past FinalsDocument14 pagesUBC CHBE 251 - Fluid Mechanics - Problems From Past FinalsflybossladiNo ratings yet
- Epfl TH3542Document137 pagesEpfl TH3542ramjoceNo ratings yet
- Gas LawsDocument66 pagesGas LawsLorilieNo ratings yet
- Atomic Absorption Instrument Spectrophotometer: EmailDocument22 pagesAtomic Absorption Instrument Spectrophotometer: Emailak_thimiriNo ratings yet
- Horizontal Transport of Dredged Mixtures Part 1 - ENDocument65 pagesHorizontal Transport of Dredged Mixtures Part 1 - ENedraket145No ratings yet
- Chapter 2: Some Concepts and Definitions: ThermodynamicsDocument53 pagesChapter 2: Some Concepts and Definitions: ThermodynamicsNanda KumarNo ratings yet
- SolutionsDocument47 pagesSolutionsArun KumarNo ratings yet
- Technical Note 4Document3 pagesTechnical Note 4princedottyNo ratings yet
- Comparison of Three Linearization Methods: Jonas Persson Lennart S OderDocument7 pagesComparison of Three Linearization Methods: Jonas Persson Lennart S OdernileshsmateNo ratings yet
- How To Solve Simultaneous Differential EquationsDocument5 pagesHow To Solve Simultaneous Differential Equationsjin_phutaiNo ratings yet
- Comprehensive Objective Physics For Iit Jee Neet Competitive Exams Volume 2 II Narinder Kumar CompressDocument852 pagesComprehensive Objective Physics For Iit Jee Neet Competitive Exams Volume 2 II Narinder Kumar Compress0852altafNo ratings yet
- Pourbaix BasicsDocument16 pagesPourbaix BasicsLaura DsbNo ratings yet
- Current MirrorDocument7 pagesCurrent MirrorSatyasheel SinghNo ratings yet
- Cracks in Concrete Core Due To Fire or Thermal Heating ShockDocument6 pagesCracks in Concrete Core Due To Fire or Thermal Heating ShockaravindtankNo ratings yet
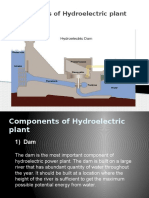
- Components of Hydroelectric PlantDocument13 pagesComponents of Hydroelectric PlantHarun Rasul100% (1)
- MD - Tanweer Khan Vector Solved Problem 9830359247: Excellence Is Created HereDocument18 pagesMD - Tanweer Khan Vector Solved Problem 9830359247: Excellence Is Created HereLunactic ThanosNo ratings yet
- A Summary of Essential Differences Between EC2 and BS8110 Code (2014 10 07)Document43 pagesA Summary of Essential Differences Between EC2 and BS8110 Code (2014 10 07)tun20000No ratings yet
- Construction Working Operation and Maintenance of Electrostatic PrecipitatoDocument91 pagesConstruction Working Operation and Maintenance of Electrostatic PrecipitatoWill KisekiNo ratings yet
- Span 80Document8 pagesSpan 80Anonymous d7dYc8No ratings yet
- Chemical Plant Interview Book by Industrial GuideDocument14 pagesChemical Plant Interview Book by Industrial GuideTom Jose KooduthottiyilNo ratings yet
- Latihan Intensif Edisi MuridDocument15 pagesLatihan Intensif Edisi MuridMOHD SAIFUNIZAM BIN ZAKARIA MoeNo ratings yet
- Minor Project PresentationDocument22 pagesMinor Project Presentationmaheshwar299No ratings yet
- Normality ConceptsDocument3 pagesNormality ConceptsKrishnan ManiNo ratings yet
- 9.5 P-I-N Photodiode:: Module 9: Photo Detectors Lecture: PhotodiodesDocument6 pages9.5 P-I-N Photodiode:: Module 9: Photo Detectors Lecture: PhotodiodesAbhilash KrishnanNo ratings yet
- How A Capacitor Really WorksDocument38 pagesHow A Capacitor Really Worksmikrovolt100% (3)
- The Electrical Conductivity of SolutionsDocument17 pagesThe Electrical Conductivity of SolutionsHARIYANTO100% (1)
- Harris QCA 8e Chapter 17 NewDocument2 pagesHarris QCA 8e Chapter 17 NewClarisse WongNo ratings yet