You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Project Management For Construction - Organization and Use of Project InformationDocument16 pagesProject Management For Construction - Organization and Use of Project InformationFarid MorganNo ratings yet
- Project Management For Construction - Labor, Material and Equipment UtilizationDocument36 pagesProject Management For Construction - Labor, Material and Equipment UtilizationFarid MorganNo ratings yet
- Project Management For Construction - Construction PlanningDocument19 pagesProject Management For Construction - Construction PlanningFarid MorganNo ratings yet
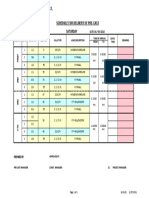
- Final Schedule For Delivery of Pre-Cast 4 - 09Document1 pageFinal Schedule For Delivery of Pre-Cast 4 - 09Farid MorganNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- API-U - API RP 578-Approved PMI Training Course - ATC-Bali Indonesia-May 7-8-2018Document4 pagesAPI-U - API RP 578-Approved PMI Training Course - ATC-Bali Indonesia-May 7-8-2018walter091011No ratings yet
- KK6 - Safety - Plant LayoutDocument65 pagesKK6 - Safety - Plant LayoutNatasha Mgt JoharNo ratings yet
- 40-Hr SSM Student Manual DD 10-20-21 Full With AppendixDocument171 pages40-Hr SSM Student Manual DD 10-20-21 Full With AppendixHamonaesdrasNo ratings yet
- Industrial Safety and Health Management 6th Edition Asfahl Test BankDocument17 pagesIndustrial Safety and Health Management 6th Edition Asfahl Test BankMarvinJonesdmyxa100% (16)
- Rentech Boiler Systems, Inc. OSHA Citation and Notification of PenaltyDocument2 pagesRentech Boiler Systems, Inc. OSHA Citation and Notification of PenaltyKBTXNo ratings yet
- Bag FiltersDocument40 pagesBag Filtersmahaveen100% (1)
- Crane Hoist Safety ProgramDocument11 pagesCrane Hoist Safety ProgramAssawin AnonuNo ratings yet
- Construction Safety Policy GeneralDocument57 pagesConstruction Safety Policy Generalayummy myra100% (3)
- Safety Shower EyewashDocument18 pagesSafety Shower EyewashKesavanVeeraNo ratings yet
- OSHA Emergency Action Plans (EAP) RecommendationsDocument1 pageOSHA Emergency Action Plans (EAP) RecommendationsfloresmariNo ratings yet
- COSH Crane SafetyDocument44 pagesCOSH Crane SafetyJeffrey Lumba100% (2)
- CDC 11215 DS1 PDFDocument219 pagesCDC 11215 DS1 PDFPaula DueñasNo ratings yet
- General Laboratory SafetyDocument74 pagesGeneral Laboratory SafetyHosam GomaaNo ratings yet
- Up Contractor Minimum Safety RequirementsDocument14 pagesUp Contractor Minimum Safety RequirementsEDGAR RICANONo ratings yet
- BowecDocument48 pagesBowecsyakiroh100% (2)
- General Osha Compliance Checklist 3Document7 pagesGeneral Osha Compliance Checklist 3Adnin SyazaNo ratings yet
- NH3 RiskDocument59 pagesNH3 RiskDave CNo ratings yet
- Safety Loss Prevention Specialist in Providence RI Resume Bruce LougheedDocument2 pagesSafety Loss Prevention Specialist in Providence RI Resume Bruce LougheedBruceLougheedNo ratings yet
- Sds - Anionic Polymer Liquid (E)Document6 pagesSds - Anionic Polymer Liquid (E)Zi Wei LeongNo ratings yet
- Drill Bits and Services PDFDocument66 pagesDrill Bits and Services PDFKonul AlizadehNo ratings yet
- 33 Allchapters PDFDocument88 pages33 Allchapters PDFSylvain DidyNo ratings yet
- Preventing Falls During Tower Construction PDFDocument15 pagesPreventing Falls During Tower Construction PDFrubenmena1No ratings yet
- 3-Industrial ACTSelecting EquipmentDocument16 pages3-Industrial ACTSelecting EquipmentMesafint kassieNo ratings yet
- Common Construction Safety Officer Interview QuestionsDocument12 pagesCommon Construction Safety Officer Interview Questionskenedy nuwaherezaNo ratings yet
- Anti Two-Blocking Devices On CranesDocument2 pagesAnti Two-Blocking Devices On CranesJan Francis Wilson MapacpacNo ratings yet
- Cel2106 Class Material 4 (Week 7-10)Document9 pagesCel2106 Class Material 4 (Week 7-10)Abeer SNo ratings yet
- Scaffold Ladder Safety 1569604009Document128 pagesScaffold Ladder Safety 1569604009eerrddeemmNo ratings yet
- Compressed Gas CylindersDocument9 pagesCompressed Gas Cylindersmomkok221No ratings yet
- SH5108 - 5 Occupational Health ProgrammeDocument34 pagesSH5108 - 5 Occupational Health Programmetaaouicha mujahidNo ratings yet
- James Roughton CSP Resume of A Seasoned Safety Professional 2010Document2 pagesJames Roughton CSP Resume of A Seasoned Safety Professional 2010James Roughton100% (1)