You might also like
- HAZOP Training290620Document93 pagesHAZOP Training290620NasrulNo ratings yet
- Hazop PPT FINALDocument13 pagesHazop PPT FINALSaba waseemNo ratings yet
- CHAPTER 8 Hazop StudyDocument7 pagesCHAPTER 8 Hazop StudyNethiyaa50% (2)
- HAZOP Analysis of Group 15: Isaac Law Shek Xiang Harvind Rajamanickam Shanmugam MuthusamyDocument2 pagesHAZOP Analysis of Group 15: Isaac Law Shek Xiang Harvind Rajamanickam Shanmugam Muthusamyvijaymoorthy14No ratings yet
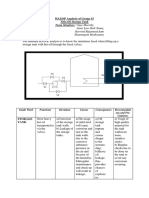
- Methanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedDocument12 pagesMethanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedAin SyuhadaNo ratings yet
- HAZOP MethodologyDocument2 pagesHAZOP Methodologyhwang2No ratings yet
- HAZOP Tutorial: Figure 1. Select Equipment and Process ParameterDocument9 pagesHAZOP Tutorial: Figure 1. Select Equipment and Process ParameterRangarirai MuswereNo ratings yet
- HAZOPDocument8 pagesHAZOPShimalaa ShanmugamNo ratings yet
- Fertil Hazop StudyDocument9 pagesFertil Hazop Studypkannan0% (1)
- Hazop AnalysisDocument27 pagesHazop AnalysistrieuNo ratings yet
- Lecture-4 Risk Assessment and SafetyDocument49 pagesLecture-4 Risk Assessment and SafetyTamoor TariqNo ratings yet
- HAZOPDocument11 pagesHAZOPNathan Naelz Sandy100% (1)
- HAZOPDocument29 pagesHAZOParmdsfNo ratings yet
- HazopDocument8 pagesHazopferrari.indiaNo ratings yet
- HAZOP ExerciseDocument12 pagesHAZOP Exerciseshawalina07No ratings yet
- Safety: Table 1: Safe Equipment. Authors: Cango. P, Espinoza. A, Lopez. C. (2019)Document4 pagesSafety: Table 1: Safe Equipment. Authors: Cango. P, Espinoza. A, Lopez. C. (2019)Alexander EspinozaNo ratings yet
- Gas Chromatography AmmoniaDocument10 pagesGas Chromatography AmmoniacurlychemNo ratings yet
- Hazop Record Form: Condensate Lines From The Condensers To The Holding TankDocument3 pagesHazop Record Form: Condensate Lines From The Condensers To The Holding Tanksajni123No ratings yet
- Topic III Hazardous Area ClassificationDocument22 pagesTopic III Hazardous Area ClassificationJulius ChavezNo ratings yet
- Example: HAZOP Analysis of A Fueling Terminal For A BargeDocument4 pagesExample: HAZOP Analysis of A Fueling Terminal For A BargeBharat LalNo ratings yet
- Cdu Hazop PRL Sep 2014Document102 pagesCdu Hazop PRL Sep 2014amar yunisNo ratings yet
- Fta Oil+gasdistilcolumn PDFDocument7 pagesFta Oil+gasdistilcolumn PDFPrasanna GNo ratings yet
- HAZOP Study Part IIDocument18 pagesHAZOP Study Part IIBoy farhanNo ratings yet
- HAZOP StudyDocument7 pagesHAZOP StudySara KhanNo ratings yet
- Useful Tips For A Successful HAZOP Study: Process Hazard Analysis TechniquesDocument10 pagesUseful Tips For A Successful HAZOP Study: Process Hazard Analysis TechniquesDesiree MolinaNo ratings yet
- HAZOPDocument8 pagesHAZOPMandar PhadkeNo ratings yet
- Hazop AnalysisDocument4 pagesHazop AnalysisRafiHunJianNo ratings yet
- HAZOPDocument18 pagesHAZOPMark GuevarraNo ratings yet
- Process Hazard Analysis: Study Node Parameter Guide Word Deviation Causes Consequence Action RequiredDocument22 pagesProcess Hazard Analysis: Study Node Parameter Guide Word Deviation Causes Consequence Action Requiredvinod kumar100% (2)
- Ammonia PDFDocument5 pagesAmmonia PDFiulia100% (1)
- FmecaDocument43 pagesFmecaOsvaldo Jimenez100% (1)
- Nitrogen Tool Box TalkDocument30 pagesNitrogen Tool Box Talkashaheen21100% (3)
- Spontaneous Ignition of Hydrogen: Literature ReviewDocument22 pagesSpontaneous Ignition of Hydrogen: Literature Reviewemraan khanNo ratings yet
- Process Safety Management: Mehtap VURAL Industrial Safety Projects CoordinatorDocument31 pagesProcess Safety Management: Mehtap VURAL Industrial Safety Projects CoordinatorAji PratamaNo ratings yet
- HAZOP and Fault Tree AnalysisDocument17 pagesHAZOP and Fault Tree Analysismoha khbNo ratings yet
- Case Study Human Factors - Alarm Failure - Risk ReductionDocument8 pagesCase Study Human Factors - Alarm Failure - Risk ReductionMuhammad TaufikNo ratings yet
- Hazard and Operability Study (HAZOP) Safety Assessment On: University of Nottingham Malaysia Campus H82PLD Coursework 2Document127 pagesHazard and Operability Study (HAZOP) Safety Assessment On: University of Nottingham Malaysia Campus H82PLD Coursework 2KongWeiHern100% (2)
- HazopDocument69 pagesHazopMelchi JosephNo ratings yet
- HAZOP HAZID Haliburton PDFDocument2 pagesHAZOP HAZID Haliburton PDFamirNo ratings yet
- Template Hazop WorksheetDocument6 pagesTemplate Hazop WorksheetJagan BoseNo ratings yet
- Presented by Sameer N. Dokhe ROLL NO. P19CC018 Submitted To Prof. RavikantDocument6 pagesPresented by Sameer N. Dokhe ROLL NO. P19CC018 Submitted To Prof. RavikantAnurag JaiswarNo ratings yet
- Hazop ReportDocument188 pagesHazop ReportTri Anugrah Kurniawan100% (6)
- HAzopDocument2 pagesHAzopMehran IsgandarliNo ratings yet
- Hazop PDFDocument18 pagesHazop PDFLuiz Rubens Souza Cantelli0% (1)
- Process Safety Performance IndicatorsDocument11 pagesProcess Safety Performance IndicatorsNhut NguyenNo ratings yet
- Management of Hazardous Chemicals ProgramDocument52 pagesManagement of Hazardous Chemicals ProgramMohamed AdelNo ratings yet
- Hse Uitm - Chapter 3Document90 pagesHse Uitm - Chapter 3MasrulIsmailNo ratings yet
- HAZOP Training1Document99 pagesHAZOP Training1algiorge100% (1)
- HAZOPDocument35 pagesHAZOPRiyadh Saleh100% (1)
- Hazard and Operability Study (Hazop)Document66 pagesHazard and Operability Study (Hazop)hsng6No ratings yet
- A Introduction To Advanced Process Control For ManagersDocument3 pagesA Introduction To Advanced Process Control For Managerssandeep lalNo ratings yet
- HAZOP Exercise SeparatorDocument1 pageHAZOP Exercise Separatorvijaymoorthy140% (1)
- Process Control and HazopDocument12 pagesProcess Control and HazopCosmin FloreaNo ratings yet
- HAZOP AnalysisDocument35 pagesHAZOP AnalysisGopi Krish100% (3)
- Layer of Protection Analysis As A Multifunctional Team Problem Solving ToolDocument7 pagesLayer of Protection Analysis As A Multifunctional Team Problem Solving Toolthlim19078656No ratings yet
- Prasentation 1Document11 pagesPrasentation 1Gukan DoniNo ratings yet
- Fluid Phase Equilibria: Morteza Ardeshir Larijani, Mohamad Bayat, Hossein AfshinDocument14 pagesFluid Phase Equilibria: Morteza Ardeshir Larijani, Mohamad Bayat, Hossein AfshinManuel Andres Rivera GuerreroNo ratings yet
- Hazard & Operability StudiesDocument54 pagesHazard & Operability StudiesYagnik prajapatiNo ratings yet
- SPE-171768-PA Nodal Analysis For Unconventional ReservoirsDocument11 pagesSPE-171768-PA Nodal Analysis For Unconventional ReservoirsRafael Flores100% (1)
- Mcmahan 2010Document19 pagesMcmahan 2010Mahfoud AMMOURNo ratings yet
- b2k Section 12Document6 pagesb2k Section 12api-3733731No ratings yet
- Hazard AnalysisDocument9 pagesHazard Analysisapi-3733731100% (1)
- Riskmgt NotesDocument14 pagesRiskmgt Notesapi-3733731No ratings yet
- Risk Management For Chemical IndustriesDocument7 pagesRisk Management For Chemical Industriesapi-3733731100% (1)
- PresentationDocument41 pagesPresentationapi-3733731No ratings yet
- M 19Document18 pagesM 19Sunil Kumar100% (1)
- 2a-Riskassess AdamkovaDocument17 pages2a-Riskassess Adamkovaapi-3733731No ratings yet
- AdasDocument43 pagesAdasapi-3733731No ratings yet
- Hazards and Risks Assessment MethodsDocument20 pagesHazards and Risks Assessment Methodsapi-3733731100% (8)
- HSB 46 BDocument3 pagesHSB 46 Bapi-3733731No ratings yet
- NMISHRAG AppendicesDocument48 pagesNMISHRAG Appendicesapi-3733731No ratings yet
- Progressive Risk AssessmentDocument26 pagesProgressive Risk Assessmentapi-3733731No ratings yet
- PP 972Document1 pagePP 972api-3733731No ratings yet
- 20801Document34 pages20801api-3733731No ratings yet
- PSMtalkDocument55 pagesPSMtalkapi-3733731No ratings yet
- Training 2002 BrochureDocument9 pagesTraining 2002 Brochureapi-3733731No ratings yet
- HazidentDocument38 pagesHazidentapi-3733731No ratings yet
- WK 6 HAZOPDocument13 pagesWK 6 HAZOPapi-3733731No ratings yet
- Major Fire LossesDocument47 pagesMajor Fire Lossesapi-3733731No ratings yet
- Xcerp RiskAnal DJDocument78 pagesXcerp RiskAnal DJapi-3733731100% (1)
- Slides 73Document43 pagesSlides 73api-3733731No ratings yet
- R 119Document11 pagesR 119api-3733731No ratings yet
- UKOOA Fire and Explosion GuidanceDocument110 pagesUKOOA Fire and Explosion GuidanceJaewan LeeNo ratings yet
- Munn RA Tools TGD EUSES Dec 11-13 ZagrebDocument34 pagesMunn RA Tools TGD EUSES Dec 11-13 Zagrebapi-3733731100% (1)
- 14 Miller)Document21 pages14 Miller)api-3733731No ratings yet
- Oh DiplomaDocument66 pagesOh Diplomaapi-3733731No ratings yet
- 20030506Document27 pages20030506api-3733731No ratings yet
- PSM and MethodsDocument49 pagesPSM and MethodsAzizi AzizNo ratings yet
- SCAP-Presentation at CsChE 2003Document51 pagesSCAP-Presentation at CsChE 2003api-3733731100% (1)
- 01 Project Framewrok QDocument10 pages01 Project Framewrok QNirmal RajaNo ratings yet
- Week 1 - SI MethodsDocument25 pagesWeek 1 - SI MethodsBono, Pedro Jr. S.No ratings yet
- Course Content Form: AUT 100 Small Engine Troubleshoot and RepairDocument2 pagesCourse Content Form: AUT 100 Small Engine Troubleshoot and RepairMyriam ValanNo ratings yet
- Chapter 6 Function - CombinedDocument44 pagesChapter 6 Function - Combinedrabbiatul adawiyahNo ratings yet
- Pascal Ehimare,: Popm, AsmDocument2 pagesPascal Ehimare,: Popm, AsmharshNo ratings yet
- Farhana Haque - ResumeDocument1 pageFarhana Haque - ResumeFarhana HaqueNo ratings yet
- Create InstanceDocument5 pagesCreate InstanceSwetha MaguluriNo ratings yet
- Inheritance in OOPDocument23 pagesInheritance in OOPRISHITEJA SIRIPURAM 21BCE8844No ratings yet
- OOAD and SSADM ComparedDocument16 pagesOOAD and SSADM Comparedalum jacobNo ratings yet
- Cat 3408 3412 Valve AdjustmentDocument10 pagesCat 3408 3412 Valve AdjustmentW Morales90% (42)
- TD 3.6 L4Document60 pagesTD 3.6 L4Ionut Angheluta100% (1)
- 5 - 12 Section 5 - Diagnosis J-1 ECM Connector Identification (1 of 2 J-1)Document8 pages5 - 12 Section 5 - Diagnosis J-1 ECM Connector Identification (1 of 2 J-1)MyBriggsNo ratings yet
- Learn Android Programming How To Build Seven Android Apps Using Kotlin by Hawke Adam Bibis - IrDocument362 pagesLearn Android Programming How To Build Seven Android Apps Using Kotlin by Hawke Adam Bibis - Irfred barneyNo ratings yet
- Integration TestingDocument6 pagesIntegration Testingpramod mgNo ratings yet
- Airbus A320 ATA 31 EIS Presentation PDFDocument101 pagesAirbus A320 ATA 31 EIS Presentation PDFTanupatPhasitjirakul100% (1)
- ISTQP Interview Questions (1) - 230209 - 121036Document29 pagesISTQP Interview Questions (1) - 230209 - 121036yaraNo ratings yet
- Guideline To Make and Understand Unit Test Case: 1. OverviewDocument11 pagesGuideline To Make and Understand Unit Test Case: 1. OverviewDương DũngNo ratings yet
- ATR - MPC-Maint MenusDocument12 pagesATR - MPC-Maint MenusSébNo ratings yet
- Presentation - How A Traditional Project Manager Transforms To Scrum - FINAL PDFDocument26 pagesPresentation - How A Traditional Project Manager Transforms To Scrum - FINAL PDFRaghuRamNo ratings yet
- DesignReport TemplateDocument6 pagesDesignReport TemplateKateNo ratings yet
- Hyundai Excel X2 1989-1998 Fuel SystemDocument135 pagesHyundai Excel X2 1989-1998 Fuel SystemRdo Orbo73% (11)
- Unit 3 Ooad 2020Document43 pagesUnit 3 Ooad 2020LAVANYA KARTHIKEYANNo ratings yet
- Dynamic Application Security Testing1Document25 pagesDynamic Application Security Testing1api-561990701No ratings yet
- 320 Wiht Motor 3066 PDFDocument68 pages320 Wiht Motor 3066 PDFRICHARD100% (3)
- CS3391 OOPS Unit 2Document46 pagesCS3391 OOPS Unit 2Sakkaravarthi SNo ratings yet
- Software Construction & Development: Created by Muhammad Zeeshan Khan MehsudDocument41 pagesSoftware Construction & Development: Created by Muhammad Zeeshan Khan Mehsudhasaanhrs125No ratings yet
- MCQ 4 AdDocument13 pagesMCQ 4 AdPavan KumarNo ratings yet
- Kyle Massey: Sr. Business Analyst/Scrum MasterDocument3 pagesKyle Massey: Sr. Business Analyst/Scrum Masterashish ojhaNo ratings yet
- React Native Getting Started 0.72Document1,953 pagesReact Native Getting Started 0.72Naman GuptaNo ratings yet
- FAQDocument2 pagesFAQRanveer KumarNo ratings yet