You might also like
- Solar Vapour Absorption SystemDocument7 pagesSolar Vapour Absorption SystemMir Aqueel AliNo ratings yet
- CN Th. Pexure Rctid 1.5 Ta 1 Fat Th2 Vane TLPZ E3Ltu That Itkmal .O@Msion Lah6 Ptde Nqueh Half THZ Pr#Ua BN /. Soluti.N. Inlet Presue, PR 1.013 BarDocument12 pagesCN Th. Pexure Rctid 1.5 Ta 1 Fat Th2 Vane TLPZ E3Ltu That Itkmal .O@Msion Lah6 Ptde Nqueh Half THZ Pr#Ua BN /. Soluti.N. Inlet Presue, PR 1.013 BarMir Aqueel AliNo ratings yet
- Experiment No. 1 Name of Experiment - Study of Window Air ConditionerDocument65 pagesExperiment No. 1 Name of Experiment - Study of Window Air ConditionerMir Aqueel AliNo ratings yet
- Experiment No: - 05 Aim: - Study of Solar Photovoltaic SystemDocument9 pagesExperiment No: - 05 Aim: - Study of Solar Photovoltaic SystemMir Aqueel AliNo ratings yet
- Experiment No. 1 Name of Experiment - Study of Window Air ConditionerDocument65 pagesExperiment No. 1 Name of Experiment - Study of Window Air ConditionerMir Aqueel AliNo ratings yet
- Exp SOLAR FLAT PLATE COLLECTORDocument8 pagesExp SOLAR FLAT PLATE COLLECTORMir Aqueel AliNo ratings yet
- Refrigerant Alternatives For High Speed Train AC SystemsDocument8 pagesRefrigerant Alternatives For High Speed Train AC SystemsMir Aqueel AliNo ratings yet
- Design of Duct For A Two Storey Retail ShopDocument5 pagesDesign of Duct For A Two Storey Retail ShopMir Aqueel AliNo ratings yet
- Solar Absorption SystemDocument21 pagesSolar Absorption SystemMir Aqueel AliNo ratings yet
- Design of Duct For A Two Storey Retail Shop 30-1-2017Document5 pagesDesign of Duct For A Two Storey Retail Shop 30-1-2017Mir Aqueel AliNo ratings yet
- Cooling Load Etsimation 29-1-2017Document4 pagesCooling Load Etsimation 29-1-2017Mir Aqueel AliNo ratings yet
- Energy ConservationDocument7 pagesEnergy ConservationMir Aqueel AliNo ratings yet
- A Review On Desiccant Based EvaporativeDocument15 pagesA Review On Desiccant Based EvaporativeMir Aqueel AliNo ratings yet
- Design of Duct For A Two Storey Retail Shop 30-1-2017Document5 pagesDesign of Duct For A Two Storey Retail Shop 30-1-2017Mir Aqueel AliNo ratings yet
- Data Acquisition System For Ic Engine Performance Testing PDFDocument6 pagesData Acquisition System For Ic Engine Performance Testing PDFMir Aqueel AliNo ratings yet
- Paper On Cooling PadDocument7 pagesPaper On Cooling PadMir Aqueel AliNo ratings yet
- Bulding Roof Materal and Cooling LoadDocument6 pagesBulding Roof Materal and Cooling LoadMir Aqueel AliNo ratings yet
- Absorption Equipment: Water/Lithium Bromide Absorption Technology Components and TerminologyDocument11 pagesAbsorption Equipment: Water/Lithium Bromide Absorption Technology Components and TerminologyMir Aqueel AliNo ratings yet
- Energy ConservationDocument11 pagesEnergy ConservationMir Aqueel AliNo ratings yet
- Development of Cooling Load Demand Program For Building in MalaysiaDocument4 pagesDevelopment of Cooling Load Demand Program For Building in MalaysiaMohammedSalahNo ratings yet
- Annamalai-2012-Heat and Mass Transfer GeneratorDocument10 pagesAnnamalai-2012-Heat and Mass Transfer GeneratorMir Aqueel AliNo ratings yet
- Room AcDocument14 pagesRoom AcMir Aqueel AliNo ratings yet
- Thesis On Absorption System Using EES SOFTWAREDocument3 pagesThesis On Absorption System Using EES SOFTWAREMir Aqueel AliNo ratings yet
- 2.61 Internal Combustion Engines: Mit OpencoursewareDocument22 pages2.61 Internal Combustion Engines: Mit OpencoursewareErik Puji NugrahaNo ratings yet
- Centrifugal CompressorDocument20 pagesCentrifugal CompressorMir Aqueel AliNo ratings yet
- Magnetohydrodynamic SystemDocument11 pagesMagnetohydrodynamic SystemMir Aqueel AliNo ratings yet
- 214 Magnetohydrodynamics: Icc"cC Ic'!i!,," 1 '"' !!Document17 pages214 Magnetohydrodynamics: Icc"cC Ic'!i!,," 1 '"' !!Sindhuja ThogaruNo ratings yet
- Dke672 ch4Document43 pagesDke672 ch4Khaled SolimanNo ratings yet
- Manual For Test Rig Im224 PDFDocument52 pagesManual For Test Rig Im224 PDFHarman Singh Nagpal0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Topic: Grammatical Issues: What Are Parts of Speech?Document122 pagesTopic: Grammatical Issues: What Are Parts of Speech?AK AKASHNo ratings yet
- Atmel 46003 SE M90E32AS DatasheetDocument84 pagesAtmel 46003 SE M90E32AS DatasheetNagarajNo ratings yet
- Civil Rights Vocabulary Lesson PlanDocument4 pagesCivil Rights Vocabulary Lesson PlanKati ArmstrongNo ratings yet
- Pam8610 PDFDocument15 pagesPam8610 PDFRaka Satria PradanaNo ratings yet
- CHAPTER 2 Part2 csc159Document26 pagesCHAPTER 2 Part2 csc159Wan Syazwan ImanNo ratings yet
- 53 English Work Book XDocument292 pages53 English Work Book XArun DhawanNo ratings yet
- Audi A4-7Document532 pagesAudi A4-7Anonymous QRVqOsa5No ratings yet
- (EN 10348) - Steel For The Reinforcement of Concrete. Galvanized Reinforcing SteelDocument24 pages(EN 10348) - Steel For The Reinforcement of Concrete. Galvanized Reinforcing Steelbagusu_6No ratings yet
- Point and Figure ChartsDocument5 pagesPoint and Figure ChartsShakti ShivaNo ratings yet
- ME-6501Computer Aided Design (CAD) WITH QB - BY Civildatas - Com 1Document85 pagesME-6501Computer Aided Design (CAD) WITH QB - BY Civildatas - Com 1Nathar ShaNo ratings yet
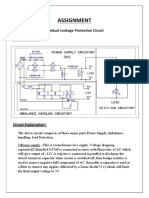
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocument2 pagesAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaNo ratings yet
- Intelligent Status Monitoring System For Port Machinery: RMGC/RTGCDocument2 pagesIntelligent Status Monitoring System For Port Machinery: RMGC/RTGCfatsahNo ratings yet
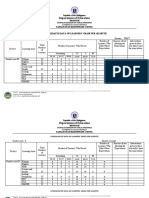
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDocument4 pagesDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaNo ratings yet
- Aditya Academy Syllabus-II 2020Document7 pagesAditya Academy Syllabus-II 2020Tarun MajumdarNo ratings yet
- 2010 - Howaldt y Schwarz - Social Innovation-Concepts, Research Fields and International - LibroDocument82 pages2010 - Howaldt y Schwarz - Social Innovation-Concepts, Research Fields and International - Librovallejo13No ratings yet
- Engineering Management: Class RequirementsDocument30 pagesEngineering Management: Class RequirementsMigaeaNo ratings yet
- Accessoryd-2020-07-31-185359.ips 2Document20 pagesAccessoryd-2020-07-31-185359.ips 2Richard GarciaNo ratings yet
- CycleMax IntroDocument13 pagesCycleMax IntroIslam AtefNo ratings yet
- WWW Ranker Com List Best-Isekai-Manga-Recommendations Ranker-AnimeDocument8 pagesWWW Ranker Com List Best-Isekai-Manga-Recommendations Ranker-AnimeDestiny EasonNo ratings yet
- TPDocument10 pagesTPfaisal gaziNo ratings yet
- Sabian Aspect OrbsDocument8 pagesSabian Aspect Orbsellaella13100% (2)
- National Interest Waiver Software EngineerDocument15 pagesNational Interest Waiver Software EngineerFaha JavedNo ratings yet
- Quality Standards For ECCE INDIA PDFDocument41 pagesQuality Standards For ECCE INDIA PDFMaryam Ben100% (4)
- Analisis Kebutuhan Bahan Ajar Berbasis EDocument9 pagesAnalisis Kebutuhan Bahan Ajar Berbasis ENur Hanisah AiniNo ratings yet
- Spectroscopic Methods For Determination of DexketoprofenDocument8 pagesSpectroscopic Methods For Determination of DexketoprofenManuel VanegasNo ratings yet
- Stress Management HandoutsDocument3 pagesStress Management HandoutsUsha SharmaNo ratings yet
- Group Case Study Rubric 3Document3 pagesGroup Case Study Rubric 3Saraswathi Asirvatham67% (3)
- Installation 59TP6A 08SIDocument92 pagesInstallation 59TP6A 08SIHenry SmithNo ratings yet
- Designed For Severe ServiceDocument28 pagesDesigned For Severe ServiceAnthonyNo ratings yet
- Fundasurv 215 Plate 1mDocument3 pagesFundasurv 215 Plate 1mKeith AtencioNo ratings yet