You might also like
- Copper Alloy Casting JIS H5120Document4 pagesCopper Alloy Casting JIS H5120ATT2016No ratings yet
- Tightening MaterialDocument107 pagesTightening Materialprasetyo ilhamNo ratings yet
- Alp Kauçuk E-CatalogueDocument368 pagesAlp Kauçuk E-CatalogueKudanthai SenthilkumarNo ratings yet
- Jis G4051Document5 pagesJis G4051yangmeme32No ratings yet
- Isuzu Isa-M-010-2013Document22 pagesIsuzu Isa-M-010-2013Harold_katzer100% (1)
- TOYO Booster Pump CatalogueDocument24 pagesTOYO Booster Pump Cataloguedaniel sinagaNo ratings yet
- Spiral Bevel Gear System ZFTKK 500Document4 pagesSpiral Bevel Gear System ZFTKK 500er_winwibowo100% (3)
- Allowable Stress Value-JIS Material1Document18 pagesAllowable Stress Value-JIS Material1PHUONGNo ratings yet
- Vibrating ScreenDocument14 pagesVibrating ScreenAmmar ZakyNo ratings yet
- JIS, JPI FlangesDocument7 pagesJIS, JPI FlangesLavzNo ratings yet
- Jis Z 03121 000 000 2013 e Ed10 I4Document20 pagesJis Z 03121 000 000 2013 e Ed10 I4Richard AlcaldeNo ratings yet
- PDFDocument69 pagesPDF고희숙100% (1)
- ねじ締結体のトラブル-原因と対策-―非回転ゆるみ編― 2020 12 8Document9 pagesねじ締結体のトラブル-原因と対策-―非回転ゆるみ編― 2020 12 8Shinya Takeda(武田 慎也)No ratings yet
- إختبار الزيوت و الشحومDocument24 pagesإختبار الزيوت و الشحومMahmoud AhmedNo ratings yet
- Gland Packings ValquaDocument7 pagesGland Packings ValquaIkhsan LyNo ratings yet
- AHAS - 8126 1 en 1103Document26 pagesAHAS - 8126 1 en 1103Sebastian GallardoNo ratings yet
- Surface Roughness-JIS B 0601Document1 pageSurface Roughness-JIS B 0601Senthil KumarNo ratings yet
- ねじ締結体のトラブル 原因と対策 ー回転ゆるみ編ーDocument14 pagesねじ締結体のトラブル 原因と対策 ー回転ゆるみ編ーShinya Takeda(武田 慎也)No ratings yet
- Manual Intercambio Velvet Touch A CaterpillarDocument13 pagesManual Intercambio Velvet Touch A CaterpillarEduardo NuñezNo ratings yet
- JIS G3522 1991 Piano Wire (SWPX) CHNDocument5 pagesJIS G3522 1991 Piano Wire (SWPX) CHNRicky ZengNo ratings yet
- Iso 11112-1995Document10 pagesIso 11112-1995Ahmed KabeerNo ratings yet
- NIKKO05 Ncena-1rDocument1 pageNIKKO05 Ncena-1rMint HattaryNo ratings yet
- 11-販売単価 Sales Price 2022 Rev.5Document61 pages11-販売単価 Sales Price 2022 Rev.5MA S A UD AKHTARNo ratings yet
- PT Lubrax Lith PMDocument2 pagesPT Lubrax Lith PMOrestes CastroNo ratings yet
- TsubosanDocument76 pagesTsubosanKyaw Zin HtetNo ratings yet
- Tsubosan Catalog JapanDocument74 pagesTsubosan Catalog JapanFelisa KiranaputriNo ratings yet
- Jis G3103-2012Document2 pagesJis G3103-2012Thanh Xuan NguyenNo ratings yet
- Ezcube CeramicDocument16 pagesEzcube CeramicNathan CrandallNo ratings yet
- JPP PPDocument2 pagesJPP PP李万福No ratings yet
- ABS Resin ANLDocument1 pageABS Resin ANLAgus IrawanNo ratings yet
- NSSW Sf-3a 1.2MM Lot# 4S641BP905Document1 pageNSSW Sf-3a 1.2MM Lot# 4S641BP905rahmatullah training centreNo ratings yet
- Phosphorus Deoxidized Copper Round Pipe: Size of products in inventory 在庫品目サイズDocument1 pagePhosphorus Deoxidized Copper Round Pipe: Size of products in inventory 在庫品目サイズ呉振榮No ratings yet
- GESACDocument46 pagesGESACErik MorenoNo ratings yet
- 一般の3300V CV CVDとは仕様が異なりますので、一般のAC3300V用途としては使用できません。Document1 page一般の3300V CV CVDとは仕様が異なりますので、一般のAC3300V用途としては使用できません。kser82No ratings yet
- Chất liệu SCW480Document2 pagesChất liệu SCW480xuantienhtNo ratings yet
- Titanium Material Standard - ProductionDocument2 pagesTitanium Material Standard - Productionapi-3863246No ratings yet
- GearTooth StrengthDocument91 pagesGearTooth StrengthBùi Hắc HảiNo ratings yet
- GearTooth StrengthDocument91 pagesGearTooth StrengthBùi Hắc HảiNo ratings yet
- RW2N-0 1JDocument2 pagesRW2N-0 1JTio Junior e Henrique HérculesNo ratings yet
- R - Hoshi - JapexDocument17 pagesR - Hoshi - JapexLeftofrightNo ratings yet
- Phosphorus Deoxidized Copper Round Pipe Coil: Size of products in inventory 在庫品目サイズDocument1 pagePhosphorus Deoxidized Copper Round Pipe Coil: Size of products in inventory 在庫品目サイズ呉振榮No ratings yet
- Jtis2430 P00 DW308LT 220200670Document1 pageJtis2430 P00 DW308LT 220200670amit singhNo ratings yet
- 鋼材の規格Document2 pages鋼材の規格giangNo ratings yet
- Ko A Micro FusesDocument2 pagesKo A Micro FusesaaNo ratings yet
- Round Bar ToleranceDocument1 pageRound Bar ToleranceMỹ Phạm AnhNo ratings yet
- Denka Performance Plastics: URL HTTPS://WWW - Denka.co - JPDocument8 pagesDenka Performance Plastics: URL HTTPS://WWW - Denka.co - JPBaatar ZorigtNo ratings yet
- Hidrokip VG 32Document1 pageHidrokip VG 32Nenad RadovićNo ratings yet
- 1 0Document5 pages1 0Naba Raj ShresthaNo ratings yet
- Fusiveis ChipsDocument2 pagesFusiveis ChipsnelsonspadaNo ratings yet
- SD Polyca™ 301-10Document1 pageSD Polyca™ 301-10TRUONGNo ratings yet
- Major Thread SpecsDocument2 pagesMajor Thread SpecsJJconnectionNo ratings yet
- b1j 005Document20 pagesb1j 005Lê Đức Mạnh 4A7No ratings yet
- Convert Ion of HardnessDocument1 pageConvert Ion of HardnessbillyNo ratings yet
- Artigo Científico 2Document8 pagesArtigo Científico 2João Pedro AlvesNo ratings yet
- Fiber Igi FujikuraDocument1 pageFiber Igi FujikuraSourav BhattacharyaNo ratings yet
- Material Equation S45CDocument3 pagesMaterial Equation S45CaiindustriyahoocoidNo ratings yet
- Jis B2313 - Butt-Welding Fitting Benkan-KinohDocument40 pagesJis B2313 - Butt-Welding Fitting Benkan-KinohDuy Nguyen DucNo ratings yet
- Baolai Fortune Catalog 2024Document16 pagesBaolai Fortune Catalog 2024FERRY GUNAWANNo ratings yet
- 2020-05-28 12-30 Copy of Brosur Pipa Sanyo Stainless SteelDocument24 pages2020-05-28 12-30 Copy of Brosur Pipa Sanyo Stainless SteelAGSMotoVlog 06No ratings yet
- Welding ParameterDocument6 pagesWelding ParameterarnolhariNo ratings yet
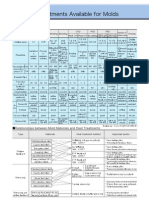
- Surface Treatment Available For MoldsDocument1 pageSurface Treatment Available For Moldsapi-3848892100% (1)
- Comparison Between Jis and Other Standards 2Document1 pageComparison Between Jis and Other Standards 2api-3848892100% (2)
- General Dimensional ToleranceDocument1 pageGeneral Dimensional Toleranceapi-3848892100% (2)
- Comparison Between Jis and Other Standards 2Document1 pageComparison Between Jis and Other Standards 2api-3848892100% (2)