You might also like
- Heat Treatment Process GuideDocument67 pagesHeat Treatment Process GuidebassamNo ratings yet
- Stress relieving steel at 650°C for 1 hour removes 90% internal stressesDocument4 pagesStress relieving steel at 650°C for 1 hour removes 90% internal stressesAshish BoraNo ratings yet
- Blackening Processes For ZincDocument13 pagesBlackening Processes For Zincvasudev_nNo ratings yet
- Complete Guide to Die Casting Processes and ApplicationsDocument37 pagesComplete Guide to Die Casting Processes and ApplicationsSuhas KrishnaNo ratings yet
- Bulk Deformation Processes-ForgingDocument14 pagesBulk Deformation Processes-ForgingIziNo ratings yet
- Heat Treatment of MetalsDocument8 pagesHeat Treatment of MetalsDr. L. Bhanuprakash ReddyNo ratings yet
- Observation of Defects in Cast Iron Castings by Surface AnalysisDocument19 pagesObservation of Defects in Cast Iron Castings by Surface Analysisgonzalo gimenez100% (1)
- Gating System Design For Casting Thin Aluminium Alloy (Al-Si) PlatesDocument10 pagesGating System Design For Casting Thin Aluminium Alloy (Al-Si) PlatesKhin Aung ShweNo ratings yet
- Casting ManualDocument80 pagesCasting ManualMatheus Bordignon100% (3)
- Work Theory of The Laser Cutting MachineDocument5 pagesWork Theory of The Laser Cutting MachineHe OfweekNo ratings yet
- TALAT Lecture 3402: Forging ProcessDocument17 pagesTALAT Lecture 3402: Forging ProcessCORE MaterialsNo ratings yet
- Casting DefectsDocument37 pagesCasting Defectssandeepkumar630% (1)
- Force Power in Metal CuttingDocument7 pagesForce Power in Metal CuttingRavinder AntilNo ratings yet
- Roll Forging Process Shapes Metal Parts Under Compressive ForcesDocument6 pagesRoll Forging Process Shapes Metal Parts Under Compressive ForcesSaptarshi SinhaNo ratings yet
- Aluminum Forging Process and Operations GuideDocument3 pagesAluminum Forging Process and Operations Guidenadeem_mechNo ratings yet
- Aluminium Die Casting Lubrication Technology and Trends en v1Document6 pagesAluminium Die Casting Lubrication Technology and Trends en v1g_nazario100% (1)
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDocument7 pagesMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanNo ratings yet
- Improving Die Casting Melt QualityDocument12 pagesImproving Die Casting Melt QualityCsaba WalczerNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Die Materials & Technologies: Business Solutions Based On NADCA ResearchDocument28 pagesDie Materials & Technologies: Business Solutions Based On NADCA ResearchNageswara Rao Suthraye100% (2)
- Die CastingDocument48 pagesDie CastingramuthukumarNo ratings yet
- MFG Tooling - 09 Progressive Dies PDFDocument16 pagesMFG Tooling - 09 Progressive Dies PDFNhan LeNo ratings yet
- Foundry ProcessDocument54 pagesFoundry ProcessgovindarajaluvNo ratings yet
- The Complete Guide to Hot Rolling of SteelDocument13 pagesThe Complete Guide to Hot Rolling of SteelAndréNo ratings yet
- Positioning Ceramic Foam Filters in Gating SystemsDocument8 pagesPositioning Ceramic Foam Filters in Gating SystemsSiddharth GuptaNo ratings yet
- Benefits of induction heating for metal forging applicationsDocument4 pagesBenefits of induction heating for metal forging applicationsdhruvNo ratings yet
- Heat Treatment of Ferrous AlloysDocument11 pagesHeat Treatment of Ferrous AlloysSyed Mohsin Ali Naqvi100% (2)
- Foundry BasicsDocument30 pagesFoundry BasicsDr. B. Ramesh100% (1)
- Manual Mould and Tool SteelsDocument38 pagesManual Mould and Tool Steelsodhiles1No ratings yet
- PVD Coatings PDFDocument18 pagesPVD Coatings PDFetamil87No ratings yet
- Sheet Metal Forming Techniques and DefectsDocument52 pagesSheet Metal Forming Techniques and Defectsmandakini baskeyNo ratings yet
- Press Tool Design by SivapapachariDocument17 pagesPress Tool Design by SivapapacharispachariNo ratings yet
- Cast Vs ForgedDocument9 pagesCast Vs ForgedSIVANo ratings yet
- Continuous Casting of Aluminium: Supplement 3Document27 pagesContinuous Casting of Aluminium: Supplement 3Alejandro Méndez ArmadaNo ratings yet
- Semi Solid Metal CastingDocument2 pagesSemi Solid Metal CastingSuresh KumarNo ratings yet
- (2008) Wear Tests of Steel Knife Blades - J. Verhoeven A. Pendray H. ClarkDocument8 pages(2008) Wear Tests of Steel Knife Blades - J. Verhoeven A. Pendray H. ClarkMada PerwiraNo ratings yet
- Science and Technology Of: Casting ProcessesDocument351 pagesScience and Technology Of: Casting Processesbutelcanec50% (2)
- Forging and ForgeabilityDocument3 pagesForging and ForgeabilityjestinNo ratings yet
- Tool and Die Making Troubleshooter PDFDocument281 pagesTool and Die Making Troubleshooter PDFMalasiqui Central School INo ratings yet
- Carburizing, Nitriding, and Boronizing in Vacuum Furnaces - IpsenDocument9 pagesCarburizing, Nitriding, and Boronizing in Vacuum Furnaces - Ipsenarkan1976No ratings yet
- Blow Mould DesignDocument78 pagesBlow Mould DesignfadyNo ratings yet
- Metal-Casting Process and EquipmentDocument18 pagesMetal-Casting Process and EquipmentZulfikarUdenNo ratings yet
- Designand Construtionofthe Coreless Induction FurnaceDocument91 pagesDesignand Construtionofthe Coreless Induction FurnaceUma Koduri100% (1)
- 3475331Document41 pages3475331Nguyen Trong TanNo ratings yet
- Free Book for Students by Professors Asad and Maz from IUST IranDocument255 pagesFree Book for Students by Professors Asad and Maz from IUST IranSujit Mule95% (19)
- ForgingDocument58 pagesForgingSamir Bose100% (4)
- Metal Sand Casting ProcessDocument22 pagesMetal Sand Casting ProcessCharo Mel Tablo100% (1)
- Mould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionFrom EverandMould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionNo ratings yet
- Design for additive manufacturing A Clear and Concise ReferenceFrom EverandDesign for additive manufacturing A Clear and Concise ReferenceNo ratings yet
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981From EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981No ratings yet
- Pressure Diecasting: Metals — Machines — FurnacesFrom EverandPressure Diecasting: Metals — Machines — FurnacesRating: 3 out of 5 stars3/5 (2)
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Mechanical Working of Metals: Theory and PracticeFrom EverandMechanical Working of Metals: Theory and PracticeRating: 5 out of 5 stars5/5 (2)
- Applied Science in the Casting of MetalsFrom EverandApplied Science in the Casting of MetalsK. StraussNo ratings yet
- Product Design Guide For Forging PDFDocument31 pagesProduct Design Guide For Forging PDFmelvin ekboteNo ratings yet
- Heat Treatment of Aluminium Alloys GuideDocument3 pagesHeat Treatment of Aluminium Alloys Guidedshine2010No ratings yet
- 218 ECAB4 D 01Document114 pages218 ECAB4 D 01Vikram BorkhediyaNo ratings yet
- Storage Tank DesignDocument42 pagesStorage Tank Designronavanessa70% (10)
- QpmeDocument16 pagesQpmeSandeep PandeyNo ratings yet
- Common Engineering TermsDocument23 pagesCommon Engineering TermsAitazaz Ahsan0% (1)
- Guide To Buying A HouseDocument57 pagesGuide To Buying A HouseVikram BorkhediyaNo ratings yet
- Hero PleasureDocument4 pagesHero PleasureVikram BorkhediyaNo ratings yet
- Owners Manual Activa 5G EnglishDocument83 pagesOwners Manual Activa 5G EnglishVikram Borkhediya50% (2)
- Design Manual Provides Safety Guidance for Timing Belt ApplicationsDocument141 pagesDesign Manual Provides Safety Guidance for Timing Belt ApplicationsVikram BorkhediyaNo ratings yet
- Mechanical Engineering Job Interview Preparation GuideDocument25 pagesMechanical Engineering Job Interview Preparation Guidenage_scribdNo ratings yet
- Mechanical Engineering Job Interview Preparation GuideDocument25 pagesMechanical Engineering Job Interview Preparation Guidenage_scribdNo ratings yet
- Book Arab Spring West AsiaDocument172 pagesBook Arab Spring West AsiaVikram BorkhediyaNo ratings yet
- Ojas Dekor - Plywood, Veener, Laminates, Alluminium, Wood, MDF, Wooden FlooringDocument2 pagesOjas Dekor - Plywood, Veener, Laminates, Alluminium, Wood, MDF, Wooden FlooringVikram BorkhediyaNo ratings yet
- Maintenance Manual - Hero ScooterDocument3 pagesMaintenance Manual - Hero ScooterVikram BorkhediyaNo ratings yet
- Sai Machine Tool LTD CapabilitiesDocument10 pagesSai Machine Tool LTD CapabilitiesVikram BorkhediyaNo ratings yet
- Patwari 2017 CutoffDocument66 pagesPatwari 2017 CutoffVikram BorkhediyaNo ratings yet
- Casting Details and CavitiesDocument14 pagesCasting Details and CavitiesVikram BorkhediyaNo ratings yet
- Fundamentals of Casting ProcessesDocument18 pagesFundamentals of Casting ProcessesKasinathan JeevaNo ratings yet
- Kitchen WorkstationDocument15 pagesKitchen WorkstationVikram BorkhediyaNo ratings yet
- Design Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyDocument5 pagesDesign Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyVikram BorkhediyaNo ratings yet
- Gadget Notification of MP Education DepartmentDocument9 pagesGadget Notification of MP Education DepartmentVikram BorkhediyaNo ratings yet
- 2 - Design BasicsDocument26 pages2 - Design BasicsVikas TiwariNo ratings yet
- Sheetmetal Design GuidelinesDocument5 pagesSheetmetal Design GuidelinesVikram Borkhediya0% (1)
- 16 Suspension 3Document37 pages16 Suspension 3Sunilkumar ReddyNo ratings yet
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Shafts and Axles Chapter 29Document28 pagesShafts and Axles Chapter 29Vikram BorkhediyaNo ratings yet
- Mechanical Engineering SyllabusDocument3 pagesMechanical Engineering SyllabusVikram BorkhediyaNo ratings yet
- Automobile BrakesDocument36 pagesAutomobile BrakesVikram BorkhediyaNo ratings yet
- Indore Illigal ColoneyDocument7 pagesIndore Illigal ColoneyVikram BorkhediyaNo ratings yet
- Dr. A. Aziz Bazoune: King Fahd University of Petroleum & MineralsDocument37 pagesDr. A. Aziz Bazoune: King Fahd University of Petroleum & MineralsVikram BorkhediyaNo ratings yet
- Dr. A. Aziz Bazoune: Mechanical Engineering DepartmentDocument36 pagesDr. A. Aziz Bazoune: Mechanical Engineering DepartmentVikram BorkhediyaNo ratings yet
- Unipol - EPS BeadsDocument3 pagesUnipol - EPS BeadsANIBALLOPEZVEGANo ratings yet
- Bridgestone Hydraulic Hose GuideDocument68 pagesBridgestone Hydraulic Hose GuideWong Peng ChiongNo ratings yet
- 10 Pcab Registered Construction Company in The PhilippinesDocument11 pages10 Pcab Registered Construction Company in The PhilippinesJake BenliroNo ratings yet
- Finite Element Analysis On Triangular Web Profile Steel Section With Opening - Effects of Torsion BehaviourDocument10 pagesFinite Element Analysis On Triangular Web Profile Steel Section With Opening - Effects of Torsion BehaviourGogyNo ratings yet
- E28 Mechanical Testing Designation TitleDocument3 pagesE28 Mechanical Testing Designation TitleMarcelino Navarrete EvaristoNo ratings yet
- Hoist & Lifts Mar 2011Document72 pagesHoist & Lifts Mar 2011Mohammad Abubakar Siddiq100% (1)
- Netter Vibration KnockersDocument4 pagesNetter Vibration KnockersCojuhari SergiuNo ratings yet
- Analysis and Design of Elevated Intze Watertank and Its Comparative Study in Different Wind Zones - Using SAP2000Document12 pagesAnalysis and Design of Elevated Intze Watertank and Its Comparative Study in Different Wind Zones - Using SAP2000IJSTENo ratings yet
- Stone Veneer Installaton GuideDocument12 pagesStone Veneer Installaton GuideJelaiNo ratings yet
- LP Flameblock Builder Assemblies Brochure English PDFDocument6 pagesLP Flameblock Builder Assemblies Brochure English PDFluis rodrigo salazar cerdaNo ratings yet
- Pre-accepted Geotechnical Programmes Listed by Valid DateDocument14 pagesPre-accepted Geotechnical Programmes Listed by Valid DateJacky LeongNo ratings yet
- Self Healing Concrete - AbstractDocument1 pageSelf Healing Concrete - AbstractPrabhat Kumar Sahu100% (2)
- Daily Equipment Status Report Week 41Document11 pagesDaily Equipment Status Report Week 41Ashley ApilNo ratings yet
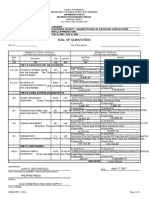
- 17FG0045 BoqDocument2 pages17FG0045 BoqrrpenolioNo ratings yet
- Oil Based Rig Maintenance ReportDocument12 pagesOil Based Rig Maintenance Reportelmaadawy2002No ratings yet
- Schedule Q - Quality RequirementsDocument73 pagesSchedule Q - Quality RequirementsFirdaus Nasir93% (14)
- Wall - Penstock - 200x200 1200x1200Document2 pagesWall - Penstock - 200x200 1200x1200Mohamed RamadanNo ratings yet
- WWW - Sefindia Links 1Document8 pagesWWW - Sefindia Links 1nuwan01No ratings yet
- Yashco Tube Industries Company ProfileDocument4 pagesYashco Tube Industries Company ProfileS.M MAAZNo ratings yet
- PUF Panel Vs LGS StructureDocument1 pagePUF Panel Vs LGS StructureKantishNo ratings yet
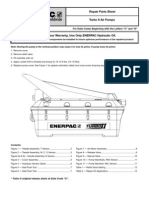
- Patg Pamg Turbo PartsDocument12 pagesPatg Pamg Turbo Parts1luckywolf0% (1)
- Nepal National Building Code: Seismic Design of Buildings in NepalDocument34 pagesNepal National Building Code: Seismic Design of Buildings in Nepaladitya2053No ratings yet
- Standardi (BBM Italija)Document129 pagesStandardi (BBM Italija)anon_684421324100% (1)
- Pre-Commissioning & Commissioning HSE Safety ProcedureDocument31 pagesPre-Commissioning & Commissioning HSE Safety ProcedureriyazaliNo ratings yet
- Duct Construction Standardssflb-Editing PDFDocument20 pagesDuct Construction Standardssflb-Editing PDFClaudia Alvarenga de PaulaNo ratings yet
- Willamette Ball Cone Valves Sales 2200 2600Document28 pagesWillamette Ball Cone Valves Sales 2200 2600chandrasingh4564No ratings yet
- NS1 Work Plan Procedure For CW Piping Installation Rev.4Document47 pagesNS1 Work Plan Procedure For CW Piping Installation Rev.4namdq-1No ratings yet
- 【材性】DH36 Z35Document2 pages【材性】DH36 Z35陈云龙No ratings yet
- Ramanathan, (2011) - Risk Factors Influencing Time and Cost Overrun in Multiple D&B Projects in Malaysia A Case StudyDocument6 pagesRamanathan, (2011) - Risk Factors Influencing Time and Cost Overrun in Multiple D&B Projects in Malaysia A Case StudyPriyaah KarunakaranNo ratings yet
- AdvantagesDocument1 pageAdvantagesRajesh KhadkaNo ratings yet