You might also like
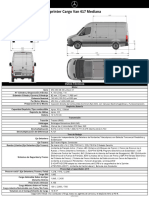
- Sprinter CargoVan 417 Mediana - 90764313-MXFDocument1 pageSprinter CargoVan 417 Mediana - 90764313-MXFManuel SalinasNo ratings yet
- Plan de Negocios - Xtrategia ConsultingDocument16 pagesPlan de Negocios - Xtrategia ConsultingWilly MurilloNo ratings yet
- Tesis Noe Paraguay GutierrezDocument101 pagesTesis Noe Paraguay GutierrezNoe Paraguay GutierrezNo ratings yet
- CT6 (Autoguardado)Document31 pagesCT6 (Autoguardado)pablosanchezmax2019No ratings yet
- Planta Concentradora y Manejo de Mena en Seco y HúmedoDocument97 pagesPlanta Concentradora y Manejo de Mena en Seco y HúmedoManuel PérezNo ratings yet
- Prueba Tercero MedioDocument5 pagesPrueba Tercero MedioCoronata GabrielaNo ratings yet
- Ficha Tecnica FrontoluzDocument2 pagesFicha Tecnica FrontoluzANDRES GOMEZNo ratings yet
- Consejos Específicos para El Trabajo Con Niños Con Problemas de AprendizajeDocument20 pagesConsejos Específicos para El Trabajo Con Niños Con Problemas de AprendizajeNatalia María Benítez de CernaNo ratings yet
- Lait303 U4 Ea Martinez ErikaDocument5 pagesLait303 U4 Ea Martinez ErikaEri M MatusNo ratings yet
- Capitulo 8Document12 pagesCapitulo 8Cadmiel FerdinandNo ratings yet
- Sistema Dewey de ClasificaciónDocument3 pagesSistema Dewey de ClasificaciónMiller VerdeNo ratings yet
- El Compromiso Cristiano Ante Los PobresDocument15 pagesEl Compromiso Cristiano Ante Los Pobresdani.villanuevaNo ratings yet
- Didáctica de Lectoescritura 4Document15 pagesDidáctica de Lectoescritura 4lisbeth de la cruzNo ratings yet
- VergasDocument2 pagesVergasmichelNo ratings yet
- C-RG-615 Canastilla Httas Mudline - CompressedDocument3 pagesC-RG-615 Canastilla Httas Mudline - CompressedEstuardo OlanNo ratings yet
- Preparacion y Valoración de Soluciones Acidimetria-AlcalimetriaDocument24 pagesPreparacion y Valoración de Soluciones Acidimetria-AlcalimetriaMarcosCaldasAguilar50% (2)
- Enseñar en PlurigradoDocument2 pagesEnseñar en PlurigradoLili MansillaNo ratings yet
- Diplomado en Direccion de Arte para Teatro de Titeres Memorias y Ponencias Bogotiteres 2016 WebDocument102 pagesDiplomado en Direccion de Arte para Teatro de Titeres Memorias y Ponencias Bogotiteres 2016 WebNidia StellaNo ratings yet
- Destilación Flas y Con ReflujoDocument6 pagesDestilación Flas y Con ReflujoErving Alexander Vazquez GodinezNo ratings yet
- Estrategia Subóptima para El Problema de Control Óptimo Lineal Cuadrática en Tiempo FinitoDocument9 pagesEstrategia Subóptima para El Problema de Control Óptimo Lineal Cuadrática en Tiempo FinitoWilbert Amanca Cordova0% (1)
- Sesión de Aprendizaje Lectura y Escritura de Numeros Hasta El 50Document3 pagesSesión de Aprendizaje Lectura y Escritura de Numeros Hasta El 50Dannis Nayeli Manrique ChecaNo ratings yet
- Problemas Del PozoDocument84 pagesProblemas Del PozojuanNo ratings yet
- DEGIRO Broker Guía Completa Paso A PasoDocument13 pagesDEGIRO Broker Guía Completa Paso A PasoJosNo ratings yet
- FS25 V3 PRUEBA DE EXCEL INTERMEDIO 25abr13-1Document2 pagesFS25 V3 PRUEBA DE EXCEL INTERMEDIO 25abr13-1Edgar Mauricio Pinilla Garcia0% (1)
- Actividad 5 ProspectivaDocument9 pagesActividad 5 ProspectivaNelson RiosNo ratings yet
- Genes HoxDocument3 pagesGenes HoxJordan aronNo ratings yet
- Antecedentes Históricos de La TanatologíaDocument9 pagesAntecedentes Históricos de La TanatologíaAlexandro Moreno Gutiérrez50% (2)
- La Mecánica de La Dominación InternaDocument2 pagesLa Mecánica de La Dominación InternaEduardo Ramirez MarcosNo ratings yet
- INFORME 2 BIOLOGIA - Materiales de LaboratorioDocument15 pagesINFORME 2 BIOLOGIA - Materiales de LaboratorioGuns 2798100% (1)
- Elementos Del EstadoDocument11 pagesElementos Del EstadoNayz Casas100% (1)