Professional Documents
Culture Documents
Aluminio
Uploaded by
FlavimeloOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Aluminio
Uploaded by
FlavimeloCopyright:
Available Formats
A obteno do alumnio feita a partir da bauxita, um minrio que pode ser encontrado em trs principais grupos climticos: o Mediterrneo,
, o Tropical e o Subtropical. A produo mundial de bauxita em 2004 foi de 157,4 milhes de toneladas, sendo os principais pases produtores Austrlia, Brasil, Guin e Jamaica. Ocupando a 2 posio no ranking mundial, em 2004, o Brasil produziu 21 milhes de toneladas de bauxita. Possui tambm a terceira maior reserva mundial de bauxita, cujo potencial da ordem de 2,5 bilhes de toneladas, concentrada principalmente na regio Norte do pas (estado do Par), as quais tem como principal concessionria a empresa Minerao Rio do Norte S.A. - MRN. A bauxita deve apresentar no mnimo 30% de alumina aproveitvel para que a produo de alumnio seja economicamente vivel. O processo de obteno de alumnio primrio divide-se em trs etapas: Minerao, Refinaria e Reduo, conforme a imagem abaixo:
O alumnio no encontrado diretamente em estado metlico na crosta terrestre. Sua obteno depende de etapas de processamento at chegar ao estado em que o vemos normalmente. O processo da minerao da bauxita, que origina o alumnio, pode ser exemplificado da seguinte maneira:
1) Remoo planejada da vegetao e do solo orgnico; 2) Retirada das camadas superficiais do solo
(argilas e lateritas);
3) Beneficiamento:
3.1 Inicia-se na britagem, para reduo de tamanho; 3.2 Lavagem do minrio com gua para reduzir (quando necessrio) o teor de slica contida na parcela mais fina; 3.3 Secagem
A refinaria a fase do processo que transforma a bauxita em alumina calcinada. O procedimento mais utilizado o Bayer. Esta primeira etapa at se chegar ao alumnio metlico.
1) Dissoluo da alumina em soda custica; 2) Filtrao da alumina para separar o material slido; 3) O filtrado concentrado para a cristalizao da alumina; 4) Os cristais so secados e calcinados para eliminar a gua; 5) O p branco de alumina pura enviado reduo; 6) Na reduo, ocorre o processo conhecido como Hall-Hroult, por meio da eletrlise, para
obteno do alumnio. As principais fases da produo de alumina, desde a entrada do minrio at a sada do produto final so: moagem, digesto, filtrao/evaporao, precipitao e calcinao. As operaes de alumina tm um fluxograma de certa complexidade, que pode ser resumido em um circuito bsico simples, conforme figura abaixo.
Alm da bauxita e de combustveis energticos, a produo de uma tonelada de alumina requer outros insumos, cujo consumo depende da qualidade do minrio.
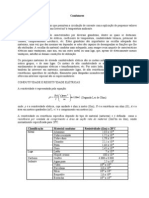
Reduo o processo de transformao da alumina em alumnio metlico:
1) A alumina dissolvida em um banho de criolita fundida e fluoreto
de alumnio em baixa tenso, decompondo-se em oxignio;
2) O oxignio se combina com o nodo de carbono, desprendendose na forma de dixido de carbono, e em alumnio lquido, que se precipita no fundo da cuba eletroltica;
3) O metal lquido (j alumnio primrio) transferido para a refuso
atravs de cadinhos;
4) So produzidos os lingotes, as placas e os tarugos (alumnio
primrio).
A voltagem de cada uma das cubas, ligadas em srie, varia de 4 V a 5 V, dos quais apenas 1,6 V so necessrios para a eletrlise propriamente dita. A diferena de voltagem necessria para vencer resistncias do circuito e gerar calor para manter o eletrlito em fuso.
Basicamente, so necessrias cerca de 5 t de bauxita para produzir 2 t de alumina e 2 t de alumina para produzir 1 t de alumnio pelo processo de Reduo.
Diagrama de uma clula de reduo
Chapas e discos de alumnio so amplamente utilizados para repuxao e estampagem profunda. Nesse processo, o material pressionado por um puno contra uma matriz, como acontece com os utenslios domsticos e latas de bebidas. Estas operaes requerem material com grande plasticidade, alta ductilidade e com uma baixa taxa de encruamento. Os melhores resultados so obtidos quando o metal possui um tamanho de gro pequeno e uniforme. Assim, as ligas das sries 1xxx e 3xxx so mais utilizadas para estas aplicaes, a no ser que os componentes acabados tenham que ter maior resistncia. Outro mtodo usado para confirmar se um determinado material foi escolhido adequadamente um simples teste de dobramento. realizado em chapas de espessura fina em que se determina qual o menor raio em que elas conseguem ser dobradas sem se romper. Enquanto um material recozido pode ser dobrado completamente, um raio cujo dobramento de cinco vezes a espessura pode ser o mnimo obtido para material duro, totalmente tratado termicamente.
O forjamento o processo de conformao pelo qual se obtm a fora desejada de uma pea por martelamento ou aplicao gradativa de uma presso. A maioria das operaes de forjamento so feitas a quente. A indstria utiliza trs mtodos de forjamento: - Matriz aberta; - Matriz fechada com rebarba; - Matriz fechada sem rebarba. A escolha do processo mais apropriado baseada no formato da pea, na sofisticao do projeto da pea e no custo. Normalmente, dois ou mais mtodos de forjamento so combinados para se obter o formato desejado.
um processo de transformao mecnica que consiste na reduo da seo transversal por compresso do metal, por meio da passagem entre dois cilindros de ao ou ferro fundido com eixos paralelos que giram em torno de si mesmos. Esta seo transversal retangular e
refere-se a produtos laminados planos de alumnio e suas ligas, compreendendo desde chapas grossas com espessuras de 150 mm, usadas em usinas atmicas, at folhas com espessura de 0,005 mm, usadas em condensadores. Existem dois processos tradicionais de laminao de alumnio: laminao a quente e laminao a frio. Atualmente, a indstria tambm utiliza-se da laminao contnua.
Os principais tipos de produtos laminados so: chapas planas ou bobinadas, folhas e discos. Esses semimanufaturados tm diversas aplicaes em setores como transportes (carrocerias para nibus, equipamentos rodovirios, elementos estruturais, etc.), construo civil (telhas, fachadas, calhas, rufos, etc.), embalagens (latas, descartveis e flexveis) e bens de consumo(panelas, utenslios domsticos, etc.).
Promove redues da seo transversal com o metal a uma temperatura mnima de aproximadamente 350C (igual temperatura de recristalizao do alumnio). A ductilidade do metal a temperaturas desta ordem mxima e, nesse processo ocorre a recristalizao dinmica na deformao plstica. O processo transcorre da seguinte forma: 1) Uma placa (matria-prima inicial), cujo peso varia de alguns quilos at 15 toneladas, produzida na refuso, por meio de fundio semicontnua, em molde com seo transversal retangular. (Este tipo de fundio assegura a solidificao rpida e estrutura metalrgica homognea). A placa pode sofrer uma usinagem superficial (faceamento) para remoo da camada de xido de alumnio, dos gros colunares (primeiro material solidificado) e das impurezas provenientes da fundio. 2) Posteriormente, a placa aquecida at tornar-se semiplstica. 3) A laminao a quente se processa em laminadores reversveis duplos (dois cilindros) ou qudruplos (dois cilindros de trabalho e dois de apoio ou encosto). 4) O material laminado deslocado, a cada passada, por entre os cilindros, sendo que a abertura dos mesmos define a espessura do passe. A reduo da espessura por passe de aproximadamente 50% e depende da dureza da liga que est sendo laminada. No ltimo passe de laminao, o material apresenta-se com espessura ao redor de 6mm, sendo enrolado ou cortado em chapas planas, constituindo-se na matria-prima para o processo de laminao a frio.
Concepes mais modernas do processo de laminao a quente podem apresentar em linha, aps o desbastamento, em um laminador reversvel, uma cadeia de vrios laminadores, denominada de "tandem", que reduz a espessura do material para cerca de 2mm. Uma unidade de laminao a quente contm: laminador, refuso (unidade de fundio de placas), fornos de pr-aquecimento para placas, tratamentos trmicos de homogeneizao (distribuio mais homognea dos elementos microconstituintes qumico-metalrgicos), tesouras rotativas e guilhotinas para cortes laterais e longitudinais do material laminado, serras para cortes das extremidades e faceadeira para usinagem das superfcies.
Realiza-se a temperaturas bem inferiores s de recristalizao do alumnio. A matria-prima oriunda da laminao a quente. A laminao a frio executada, geralmente, em laminadores qudruplos, reversveis ou no, sendo este ltimo mais empregado. O nmero de passes depende da espessura inicial da matria-prima, da espessura final, da liga e da tmpera do produto desejado. Os laminadores esto dimensionados para redues de sees entre 30% e 70% por passe, dependendo, tambm, das caractersticas do material em questo. Laminadores mais sofisticados possuem sistemas computadorizados de controle de espessura e de planicidade. Na laminao a frio utilizam-se dois recursos: tenses avante e tenses a r. Ambas aliviam o esforo de compresso exercido pelos cilindros ou aumentam a capacidade de reduo por passe. Estes recursos so tambm responsveis pela reduo da espessura no caso de laminao de folhas finas, em que os cilindros de laminao esto em contato e praticamente sem abertura perceptvel.
A deformao a frio confere encruamento ao alumnio. Aumenta os limites de resistncia trao e ao escoamento, com diminuio do alongamento. Esse procedimento produz um metal com bom acabamento superficial e preciso controle dimensional. Os produtos laminados de alumnio so utilizados em todas as operaes metalrgicas usuais de chapas, incluindo aquelas que exigem do metal de excepcional ductilidade, como o caso de processos como estampagem, extruso por impacto, perfilao (roletagem), etc.
Recozimentos intermedirios podem ser realizados para amolecimento (recristalizao) e para facilitar posterior laminao ou determinar tmperas especficas. Os produtos laminados a frio mais finos (folhas), com espessura de at 0,005 mm, so produzidos em laminadores especficos, que concebem o processo de laminao de folhas dupladas com lubrificao entre elas.
Outro processo atualmente muito utilizado o de laminao contnua que elimina a etapa de laminao a quente. O alumnio solidificado entre dois cilindros refrigerados internamente por gua, que giram em torno de seus eixos, produzindo uma chapa com seo retangular e espessura aproximada de 6mm. Posteriormente, esta chapa enrolada, obtendo-se assim um produto similar quele obtido por laminao a quente. Porm, este produto apresentar uma estrutura bruta de fuso bastante refinada, dada a alta eficincia do refinador de gro utilizado no vazamento.
um processo de transformao termomecnica no qual um tarugo de metal reduzido em sua seo transversal quando forado a fluir atravs do orifcio de uma matriz (ferramenta), sob o efeito de altas presses e temperatura. Como uma pasta de dente sendo expelida para fora de seu tubo. Utilizado comercialmente desde o sculo XIX, foi na Segunda Guerra Mundial que o processo de extruso passou pelo primeiro incremento. Os perfis extrudados de alumnio eram produzidos em grande quantidade para aplicao em componentes aeronuticos. A introduo de ligas de alumnio intermedirias, tratveis termicamente na prpria prensa de extruso e de muito boa extrudabilidade, permitiu uma rpida expanso dessa indstria no ps-guerra. Hoje, sistemas de fachada cortina, componentes de carrocerias de nibus e caminhes, portas e janelas, estruturas aeroespaciais e centenas de outros itens so fabricados a partir de perfis de alumnio extrudado. A variedade de perfis que podem ser extrudados em alumnio praticamente ilimitada. O processo reduz custos, pois elimina operaes posteriores de usinagem ou juno, e possibilita a obteno de sees mais resistentes pela adequada eliminao de juntas frgeis e uma melhor distribuio de metal. Entre os principais tipos de produtos extrudados esto perfis slidos, tubulares e semi-
tubulares. Suas aplicaes so ideais para os setores deconstruo civil, bens de consumo, indstria eltrica e transportes. Alis, a indstria automotiva uma das que mais se utiliza dos perfis extrudados. Cerca de 45% dos extrudados so utilizados em trocadores de calor, como radiadores e componentes de ar condicionado, entre outros. Mais da metade (55%) dos perfis so aplicados em componentes do chassis, estruturas, assentos, eixos de direo, pra-choque e cilindro de freios. A maior parte dos extrudados de alumnio utilizados no mundo so produzidos em prensas hidrulicas horizontais com capacidade de fora de 1.200 a 2.400 toneladas. Outras com capacidades de at 15.000 toneladas so utilizadas para empurrar perfis de grande dimenso ou complexidade geomtrica, alm de perfis produzidos com ligas de alta resistncia mecnica. No outro extremo, prensas de 500 toneladas, por exemplo, so utilizadas para pequenas extruses, produzindo de forma mais econmica perfis bem mais leves. Alm das prensas, o processo requer equipamentos auxiliares, como fornos para aquecimento de tarugos e de tratamento trmico de perfis, alm de mquinas para esticamento, transporte e corte dos produtos extrudados. O processo de extruso o que oferece maior versatilidade no desenvolvimento de produtos, quando se trata de projetar peas que tenham uma seo transversal constante. A fabricao, que em outros processos requer o encaixe de vrias peas, pode ser simplificada utilizando um nico perfil extrudado. Os perfis de grande comprimento em relao s suas sees transversais so geralmente cortados em comprimentos menores. Eles compem mquinas operatrizes, carcaas de bombas e motores, dissipadores de calor, equipamentos eltricos, entre outros saindo na frente na competio com peas fundidas, forjadas e usinadas. Para aproximar o mximo possvel do produto final, pode-se tambm forj-los e usin-los, se necessrio.
um processo de transformao pela deformao mecnica a frio que permite a diminuio da seo transversal de um produto pela passagem atravs de uma matriz, por esforo de trao. Anlogo laminao, o processo aumenta as propriedades mecnicas da liga, diminuindo as tolerncias dimensionais, melhorando o acabamento superficial e produzindo bitolas que seriam mais complexas de se obter por extruso. Normalmente, so trefiladas ligas no tratveis (aumentando suas propriedades mecnicas) e tratveis termicamente (nas quais a funo a de preciso dimensional). A indstria utiliza dois sistemas de trefilao: - Em bancos: para barras e tubos de maior dimetro; - Em blocos rotativos: para dimenses menores de vergalhes e tubos.
Um diferencial do alumnio, a reciclabilidade sem perda de propriedades fsico/qumicas, torna o metal uma excelente escolha, principalmente para as embalagens de bebidas carbonatadas (refrigerantes, cervejas, etc.). O processo de reciclagem, alm de colaborar com a preservao ambiental, tem na economia de energia uma das suas maiores vantagens - utiliza apenas 5% da energia necessria para a produo do metal primrio a partir do minrio. O processo industrial de reaproveitamento da sucata do alumnio obedece s seguintes etapas: Estes tipos de fornos so prprios para a fundio da sucata de alumnio: rotativos, rotativos selado,sidewell sem sal, de induo (pouco utilizados) e de plasma (em desenvolvimento). Os primeiros, de tecnologia mais antiga, tm rendimento metlico entre 50% e 60%. J os fornos rotativos selados com sal de cobertura tm um aproveitamento de at 85% e apresentam pouca gerao de borra preta. Os fornos do tipo sidewell , tambm chamados de revrberos,
so de tecnologia mais moderna, ideais para retalhos de baixas espessuras (0,15-0,20mm). Fruto da recuperao da sucata do alumnio, as ligas secundrias permitem que o metal seja utilizado na fabricao de diversos semielaborados e elaborados, como chapas, perfis, etc., prontos para reutilizao nos mais diversos segmentos da indstria do alumnio.
As caractersticas do alumnio permitem que ele tenha uma diversa gama de aplicaes. Por isso, o metal um dos mais utilizados no mundo todo. Material leve, durvel e bonito, o alumnio mostra uma excelente performance e propriedades superiores na maioria das aplicaes. Produtos que utilizam o alumnio ganham tambm competitividade, em funo dos inmeros atributos que este metal incorpora, como pode ser conferido a seguir:
Caracterstica essencial na indstria de transportes, representa menor consumo de combustvel, menor desgaste, mais eficincia e capacidade de carga. Para o setor de alimentos, traz funcionalidade e praticidade s embalagens por seu peso reduzido em relao a outros materiais.
O alumnio um excelente meio de transmisso de energia, seja eltrica ou trmica. Um condutor eltrico de alumnio pode conduzir tanta corrente quanto um de cobre, que duas vezes mais pesado e, conseqentemente, caro. Por isso, o alumnio muito utilizado pelo setor de fios e cabos. O metal tambm oferece um bom ambiente de aquecimento e resfriamento. Trocadores e dissipadores de calor em alumnio so utilizados em larga escala nas indstrias alimentcia, automobilstica, qumica, aeronutica, petrolfera, etc. Para as embalagens e utenslios domsticos, essa caracterstica confere ao alumnio a condio de melhor condutor trmico, o que na cozinha extremamente importante.
Caracterstica fundamental para embalagens de alumnio para alimentos e medicamentos. O alumnio no permite a passagem de umidade, oxignio e luz. Essa propriedade faz com que o metal evite a deteriorao de alimentos, remdios e outros produtos consumveis.
Importante para a indstria automotiva e de transportes, confere um desempenho excepcional a qualquer parte de equipamento de transporte que consuma energia para se movimentar. Aos utenslios domsticos oferece uma maior durabilidade e manuseio seguro, com facilidade de conservao.
O aspecto externo do alumnio, alm de conferir um bom acabamento apenas com sua aplicao pura, confere modernidade a qualquer aplicao por ser um material nobre, limpo e que no se deteriora com o passar do tempo. Por outro lado, o metal permite uma ampla
gama de aplicaes de tintas e outros acabamentos, mantendo sempre o aspecto original e permitindo solues criativas de design.
O alumnio oferece uma excepcional resistncia a agentes externos, intempries, raios ultravioleta, abraso e riscos, proporcionando elevada durabilidade, inclusive quando usado na orla martima e em ambientes agressivos.
A alta maleabilidade e ductibilidade do alumnio permite indstria utiliz-lo de diversas formas. Suas propriedades mecnicas facilitam sua conformao e possibilitam a construo de formas adequadas aos mais variados projetos.
O alumnio tem uma auto-proteo natural que s destruda por uma condio agressiva ou por determinada substncia que dissipe sua pelcula de xido de proteo. Essa propriedade facilita a conservao e a manuteno das obras, em produtos como portas, janelas, forros, telhas e revestimentos usados na construo civil, bem como em equipamentos, partes e estruturas de veculos de qualquer porte. Nas embalagens fator decisivo quanto higienizao e barreira contaminao.
Ao mesmo tempo em que o alumnio possui um alto grau de maleabilidade, ele tambm pode ser trabalhado de forma a aumentar sua robustez natural. Com uma resistncia trao de 90 Mpa, por meio do trabalho a frio, essa propriedade pode ser praticamente dobrada, permitindo seu uso em estruturas, com excelente comportamento mecnico, aprovado em aplicaes como avies e trens.
Seja pela anodizao ou pela pintura, o alumnio assume a aparncia adequada para aplicaes em construo civil, por exemplo, com acabamentos que reforam ainda mais a resistncia natural do material corroso.
Uma das principais caractersticas do alumnio sua alta reciclabilidade. Depois de muitos anos de vida til, segura e eficiente, o alumnio pode ser reaproveitado, com recuperao de parte significativa do investimento e economia de energia, como j acontece largamente no caso da lata de alumnio. Alm disso, o meio ambiente beneficiado pela reduo de resduos e economia de matrias-primas propiciadas pela reciclagem.
You might also like
- Dicionário MetalúrgicoDocument20,465 pagesDicionário MetalúrgicoMark Smith100% (1)
- Tecnologia Metalúrgica Solidificaã à o de Metais e LigasDocument16 pagesTecnologia Metalúrgica Solidificaã à o de Metais e LigasFlavimeloNo ratings yet
- Engenharia Mecanica Perfil 3306Document20 pagesEngenharia Mecanica Perfil 3306flaviogr_freitasNo ratings yet
- Processos de Fundição e SinterizaçãoDocument30 pagesProcessos de Fundição e SinterizaçãoDavidson Soares da CostaNo ratings yet
- Apostila Completa Autocad 2004 BRDocument32 pagesApostila Completa Autocad 2004 BRThompson FerreiraNo ratings yet
- Passo A Passo de Cimentacao - RelyX U200 e UltimateDocument18 pagesPasso A Passo de Cimentacao - RelyX U200 e UltimateDanielle Silva0% (1)
- Estudo taludes estabilidadeDocument13 pagesEstudo taludes estabilidadeRhuan SantanaNo ratings yet
- Perfis de alumínio padronizados HydroDocument32 pagesPerfis de alumínio padronizados HydroAntonio da LuzNo ratings yet
- Cuidados Na Alimentação e Nutrição de Tambaqui em Piscicultura IntensivaDocument51 pagesCuidados Na Alimentação e Nutrição de Tambaqui em Piscicultura IntensivaBenedito AmorimNo ratings yet
- Impactos ambientais indústria panelas alumínioDocument15 pagesImpactos ambientais indústria panelas alumínioFernanda Sodré - AMAJUNo ratings yet
- Cultura da GuerobaDocument21 pagesCultura da Guerobawesley220283No ratings yet
- Fachada VentiladaDocument25 pagesFachada VentiladaTamyris Kayser100% (1)
- Relatório I - MacrografiaDocument16 pagesRelatório I - MacrografiaJorge Dos SantosNo ratings yet
- Capitulo 14Document53 pagesCapitulo 14jamille souzaNo ratings yet
- Aplicação de Silicato de Potássio e Crescimento Foliar Da Cana de AçucarDocument6 pagesAplicação de Silicato de Potássio e Crescimento Foliar Da Cana de AçucarchagasidiarnNo ratings yet
- Anais Do II CBR Poços de Caldas 2013Document400 pagesAnais Do II CBR Poços de Caldas 2013Andrea SanderNo ratings yet
- Abordagem Fisioterapêutica Durante A Hemodiálise Uma Revisão SistemáticaDocument4 pagesAbordagem Fisioterapêutica Durante A Hemodiálise Uma Revisão SistemáticaRute SantAnnaNo ratings yet
- Produção laboratorial de silicato de sódioDocument23 pagesProdução laboratorial de silicato de sódioNathalia Salles100% (1)
- Reaproveitamento de resíduos de rochas ornamentaisDocument13 pagesReaproveitamento de resíduos de rochas ornamentaisFillipe Nolasco FrançaNo ratings yet
- Fios e Cabos - Setor EletricoDocument7 pagesFios e Cabos - Setor EletricoTatiana de SouzaNo ratings yet
- Acrilamida em Alimentos Uma Revisao AcryDocument12 pagesAcrilamida em Alimentos Uma Revisao Acrymiqueias.vieira100% (1)
- Materiais Condutores CompletoDocument23 pagesMateriais Condutores CompletoJoão DanferNo ratings yet
- Questao UfpaDocument14 pagesQuestao UfpaPedro NettoNo ratings yet