You might also like
- 2012-04-21 - Repertoar Za VezbanjeDocument1 page2012-04-21 - Repertoar Za VezbanjeSrbislav GenicNo ratings yet
- Report Mali ZvornikDocument61 pagesReport Mali ZvornikSrbislav GenicNo ratings yet
- Report Nova VarosDocument75 pagesReport Nova VarosSrbislav GenicNo ratings yet
- Heat and Mass Transfer - Modeling and SimulationDocument226 pagesHeat and Mass Transfer - Modeling and SimulationSrbislav GenicNo ratings yet
- Tekstovi I Akordi - 2009 I 2010Document72 pagesTekstovi I Akordi - 2009 I 2010Srbislav GenicNo ratings yet
- Pravilnik o Tehničkim Normativima Za Pokretne Zatvorene Sudove Za Komprimirane Tečne I Pod Pritiskom Rastvorene GasoveDocument13 pagesPravilnik o Tehničkim Normativima Za Pokretne Zatvorene Sudove Za Komprimirane Tečne I Pod Pritiskom Rastvorene GasoveSrbislav GenicNo ratings yet
- AICHE S01 02 FCC Debutanizer Revamp For Flexibility and AddiDocument16 pagesAICHE S01 02 FCC Debutanizer Revamp For Flexibility and AddiSrbislav GenicNo ratings yet
- Supply Water Temperature Regulation Problems in District Heating Network With Both Direct and Indirect Connection PDFDocument6 pagesSupply Water Temperature Regulation Problems in District Heating Network With Both Direct and Indirect Connection PDFSrbislav GenicNo ratings yet
- AICHE S01 01 Hands On Approach To Refinery TroubleshootingDocument7 pagesAICHE S01 01 Hands On Approach To Refinery TroubleshootingSrbislav GenicNo ratings yet
- Solubility TableDocument32 pagesSolubility TableSrbislav GenicNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 13D Form Calculations PDFDocument2 pages13D Form Calculations PDFZaw Moe KhineNo ratings yet
- 1 Shallow FoundationsDocument37 pages1 Shallow Foundationssorongon.justin2002No ratings yet
- Carrier Chart Psychometric ChartDocument2 pagesCarrier Chart Psychometric Chartletmez90% (10)
- Ijce - Base Isolation Technique For Design of Earthquake Resistant StructuresDocument6 pagesIjce - Base Isolation Technique For Design of Earthquake Resistant Structuresiaset123No ratings yet
- Earthquakes AdinaDocument26 pagesEarthquakes AdinaElleiram ArellanoNo ratings yet
- Strength of Material (NASH)Document480 pagesStrength of Material (NASH)asgharNo ratings yet
- Lec3 - First LawDocument7 pagesLec3 - First LawKaryl CoronelNo ratings yet
- V-Cone Flowmeter Solves Compressor Control Problems For The Oil & Gas IndustryDocument2 pagesV-Cone Flowmeter Solves Compressor Control Problems For The Oil & Gas IndustryL. LANo ratings yet
- Autodeskrobotstructuralanalysisprofessional2013 190105071907 PDFDocument9 pagesAutodeskrobotstructuralanalysisprofessional2013 190105071907 PDFmaheshbandhamNo ratings yet
- Gas-Liquid Mass Transfer Influence of Sparger Location PDFDocument31 pagesGas-Liquid Mass Transfer Influence of Sparger Location PDFchetanudctNo ratings yet
- DFCM - Variable Refrigerant FlowDocument20 pagesDFCM - Variable Refrigerant FlowGemini HRMNo ratings yet
- Flexican: "Design Calculation of Bellows Subjected To Vacuum Condition" As Per CODE EJMA Clause No: 4.15Document2 pagesFlexican: "Design Calculation of Bellows Subjected To Vacuum Condition" As Per CODE EJMA Clause No: 4.15Raji SuriNo ratings yet
- Cptu in Consolidating Soils Cptu in Consolidating SoilsDocument6 pagesCptu in Consolidating Soils Cptu in Consolidating SoilsRadekNo ratings yet
- Fluid Mechanics ReviewDocument17 pagesFluid Mechanics ReviewquanNo ratings yet
- Poisson's Ratio and Modern MaterialsDocument16 pagesPoisson's Ratio and Modern MaterialsNitin KumarNo ratings yet
- CSE 2261 Structural Analysis II: Course OutlineDocument38 pagesCSE 2261 Structural Analysis II: Course OutlinezakheusNo ratings yet
- Basic Civil and Mechanical Engineering Unit V Refrigeration and Airconditioning Support NotesDocument9 pagesBasic Civil and Mechanical Engineering Unit V Refrigeration and Airconditioning Support NotesA.R. Pradeep Kumar100% (1)
- Design and Construction of NACA-4415 Air PDFDocument11 pagesDesign and Construction of NACA-4415 Air PDFVarghese MathewNo ratings yet
- Elementis Rheology HandbookDocument40 pagesElementis Rheology HandbookEugene Pai100% (3)
- Unit 3 - 1-D Heat Conduction (Part 1) CDocument15 pagesUnit 3 - 1-D Heat Conduction (Part 1) CabhayNo ratings yet
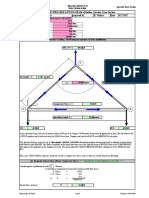
- Unlocked 189537383 Spreader Beam BLOCK EDocument25 pagesUnlocked 189537383 Spreader Beam BLOCK EWalterNo ratings yet
- Heat Transfer Ch4-Unsteady ConductionDocument11 pagesHeat Transfer Ch4-Unsteady ConductionDinesh Bala KrishnanNo ratings yet
- Analogy Between The Electromagnetic and Hydrodynamic Equations - Application To TurbulenceDocument60 pagesAnalogy Between The Electromagnetic and Hydrodynamic Equations - Application To Turbulencesunil481No ratings yet
- Ladd CC 1964 - Stress-Strain Behavior of Saturated Clay and Basic Strength Principles PDFDocument125 pagesLadd CC 1964 - Stress-Strain Behavior of Saturated Clay and Basic Strength Principles PDFSaraswati NoorNo ratings yet
- M8 - Vapor Absorption RefrDocument29 pagesM8 - Vapor Absorption RefrAbraham KhaleedNo ratings yet
- Unit - I Prof. V.K. Haribhakta: Fluid MechanicsDocument90 pagesUnit - I Prof. V.K. Haribhakta: Fluid Mechanicssasha dsilvaNo ratings yet
- Application of Diferential Scanning CalorimetryDocument4 pagesApplication of Diferential Scanning CalorimetryUsman GhaniNo ratings yet
- Me3391-Engineering Thermodynamics-805217166-Important Question For Engineering ThermodynamicsDocument10 pagesMe3391-Engineering Thermodynamics-805217166-Important Question For Engineering ThermodynamicsRamakrishnan NNo ratings yet
- Heat ExchangersBasics Design ApplicationsDocument598 pagesHeat ExchangersBasics Design ApplicationsPujara Manish100% (3)