You might also like
- Study of The Formation of Macro-And-Micro-Cracks During Machining of CeramicsDocument18 pagesStudy of The Formation of Macro-And-Micro-Cracks During Machining of Ceramicskambiz imani khaniNo ratings yet
- Use of Acoustic Emission Technique For Damages DetectionDocument7 pagesUse of Acoustic Emission Technique For Damages Detectionkambiz imani khaniNo ratings yet
- Some Exercises Using MinitabDocument20 pagesSome Exercises Using Minitabkambiz imani khaniNo ratings yet
- Design Analysis of Machine Tool Hydraulic System PDFDocument14 pagesDesign Analysis of Machine Tool Hydraulic System PDFDeenanathNo ratings yet
- NDT Techniques - Acoustic EmissionDocument3 pagesNDT Techniques - Acoustic Emissionkambiz imani khaniNo ratings yet
- v41 136Document5 pagesv41 136kambiz imani khaniNo ratings yet
- Wavelet HelpDocument7 pagesWavelet Helpkambiz imani khaniNo ratings yet
- Magnetic Particle Testing (MT)Document3 pagesMagnetic Particle Testing (MT)kambiz imani khaniNo ratings yet
- Experimental Techniques For Studying The Effects of Milling Roller-Burnishing Parameters On Surface IntegrityDocument15 pagesExperimental Techniques For Studying The Effects of Milling Roller-Burnishing Parameters On Surface Integritykambiz imani khaniNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- sb25 100Document8 pagessb25 100Bessem FrijaNo ratings yet
- Asme Section IxDocument47 pagesAsme Section Ixمحمودالوصيف100% (8)
- An Introduction To Total Productive Maintenance (TPM)Document3 pagesAn Introduction To Total Productive Maintenance (TPM)Abdul RahimNo ratings yet
- MN 304 - Production Economics - 6Document59 pagesMN 304 - Production Economics - 6Nipuna Thushara WijesekaraNo ratings yet
- Garments FinishingDocument18 pagesGarments FinishingJames_45No ratings yet
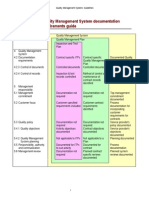
- Qms Guidelines Appendix A 0Document3 pagesQms Guidelines Appendix A 0BranErikNo ratings yet
- PhoenixPET 990 - PDS 10th Nov 14 FINAL-2015Document1 pagePhoenixPET 990 - PDS 10th Nov 14 FINAL-2015Raja Pandi0% (1)
- Merado CMERIDocument5 pagesMerado CMERIDinesh SharmaNo ratings yet
- Plastic Shredder BrochureDocument1 pagePlastic Shredder BrochureDayday AbleNo ratings yet
- 200-80 R2 InsulationGeneralDocument7 pages200-80 R2 InsulationGeneralMayur PatelNo ratings yet
- ME8352-Manufacturing Technology - I (MT-I) With QBDocument91 pagesME8352-Manufacturing Technology - I (MT-I) With QBMohana KrishnanNo ratings yet
- Rail Integrity Manual 82011Document71 pagesRail Integrity Manual 82011Ovidiu PruteanuNo ratings yet
- Production Theory & EstimationDocument26 pagesProduction Theory & EstimationMelyan LhyandNo ratings yet
- Boeing's Lean Manufacturing Strategies for Waste Elimination and Continuous ImprovementDocument40 pagesBoeing's Lean Manufacturing Strategies for Waste Elimination and Continuous ImprovementTina Vaz0% (1)
- Welcome: Refinery Overview & ConfigurationDocument51 pagesWelcome: Refinery Overview & ConfigurationHarish GojiyaNo ratings yet
- CSU Non Sparking Safety Tools CatalogDocument88 pagesCSU Non Sparking Safety Tools CatalogJhon SanfraNo ratings yet
- ISO-9001, API Spec Q1, API Spec Q2, ISO 14001, OHSAS 18001: Organizations Certified by APIQRDocument1 pageISO-9001, API Spec Q1, API Spec Q2, ISO 14001, OHSAS 18001: Organizations Certified by APIQRSouravNo ratings yet
- The Formwork Catalogue Europe EnglishDocument604 pagesThe Formwork Catalogue Europe EnglishSreten Obrenovic100% (1)
- Presentation - John LangleyDocument30 pagesPresentation - John LangleyReza GholamiNo ratings yet
- Durgapur Steel Plant's integrated steelmaking processDocument7 pagesDurgapur Steel Plant's integrated steelmaking processKunalKumarSingh0% (1)
- DS-CS-08 - Steel Buildings Rev 0Document12 pagesDS-CS-08 - Steel Buildings Rev 0pigfly2012No ratings yet
- BoqDocument3 pagesBoqaerorockNo ratings yet
- Outline: Double-Coated Adhesive TapeDocument5 pagesOutline: Double-Coated Adhesive TapeÂngelo PereiraNo ratings yet
- Material Martensitic 13%CR M 110Document6 pagesMaterial Martensitic 13%CR M 110Jaya DiNo ratings yet
- Hoja Datos Danfoso TermostotaosDocument2 pagesHoja Datos Danfoso TermostotaosAlex Lopez0% (1)
- Practical 1 - Annealing Test 2017Document4 pagesPractical 1 - Annealing Test 2017Yu HuiNo ratings yet
- Mathcad - Design Resistance For Individual FastnersDocument3 pagesMathcad - Design Resistance For Individual FastnersValentinNo ratings yet
- The Basic Issues Involved in Design and Operating DecisionsDocument19 pagesThe Basic Issues Involved in Design and Operating DecisionsqamarulislamNo ratings yet
- W CompositeDocument1 pageW CompositeSudhakar KarnanNo ratings yet
- 1 - 2015 Enimex Ball ValvesDocument55 pages1 - 2015 Enimex Ball ValvesNoytsias KostantinosNo ratings yet