You might also like
- IV.G.3 High-Temperature Thermochemical Processes: Michele A. LewisDocument5 pagesIV.G.3 High-Temperature Thermochemical Processes: Michele A. LewisDrm GodaraNo ratings yet
- Second and Third Virial Coefficients For Hydrogen: D. Goodwin, D. Diller, H. M. Roder, and A. WeberDocument6 pagesSecond and Third Virial Coefficients For Hydrogen: D. Goodwin, D. Diller, H. M. Roder, and A. WeberDrm GodaraNo ratings yet
- Full TextDocument5 pagesFull TextDrm GodaraNo ratings yet
- Aromatics Tics Separation by Adsorption New Sorbents ForDocument12 pagesAromatics Tics Separation by Adsorption New Sorbents ForDrm GodaraNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Experimental Investigation of Heat Transfer Characteristics of The Heat PipeDocument6 pagesExperimental Investigation of Heat Transfer Characteristics of The Heat PipeTJPRC PublicationsNo ratings yet
- PG Brochure 2014Document59 pagesPG Brochure 2014ParinitaSahooNo ratings yet
- PCVID1815B: Cautions On Product CorrosionDocument17 pagesPCVID1815B: Cautions On Product Corrosionrani wulansariNo ratings yet
- Insulation Materials TypesDocument9 pagesInsulation Materials TypesSajib Chandra RoyNo ratings yet
- How To Estimate Compressor Efficiency - Campbell Tip of The MonthDocument8 pagesHow To Estimate Compressor Efficiency - Campbell Tip of The MonthsebatarraNo ratings yet
- Question Paper Code:: Reg. No.Document4 pagesQuestion Paper Code:: Reg. No.Guru PrakashNo ratings yet
- PINCH ANALYSIS Part 1 - Pinch and Minimum Utility UsageDocument29 pagesPINCH ANALYSIS Part 1 - Pinch and Minimum Utility UsagesamNo ratings yet
- Fluid MechanicsDocument43 pagesFluid MechanicsVinodh Kumar LNo ratings yet
- Doughan Clinic-Final SelectionDocument5 pagesDoughan Clinic-Final SelectionilpostinoNo ratings yet
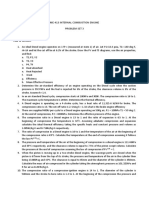
- ME413 ICE Diesel Prob Set 3Document2 pagesME413 ICE Diesel Prob Set 3Rowin Mark Sabornido40% (5)
- Basic Refrigeration & Air ConditioningDocument152 pagesBasic Refrigeration & Air ConditioningRiza Agung NugrahaNo ratings yet
- Steam Production and Usage: Properties of Dry SaturatedDocument13 pagesSteam Production and Usage: Properties of Dry SaturatedATUL MISRANo ratings yet
- COT ANGAN BrendaDocument3 pagesCOT ANGAN Brendayeng botzNo ratings yet
- Phys 221 ExercisesDocument4 pagesPhys 221 ExercisesKristine Rodriguez-CarnicerNo ratings yet
- Expansion Tank Design Guide, How To Size and Select An Expansion Tank For A Chilled Water SystemDocument28 pagesExpansion Tank Design Guide, How To Size and Select An Expansion Tank For A Chilled Water Systemsiddique27No ratings yet
- Question Paper Code: X60843: (10×2 20 Marks)Document3 pagesQuestion Paper Code: X60843: (10×2 20 Marks)Keesanth Geetha ChandrasekaranNo ratings yet
- KR - MV IV - R410A - 5060Hz - HR - EU - MFL67474006 - 0CVY0-01A - July.2013Document349 pagesKR - MV IV - R410A - 5060Hz - HR - EU - MFL67474006 - 0CVY0-01A - July.2013diegoescalona1985No ratings yet
- Norma ASTM para CP - CalorimetriaDocument6 pagesNorma ASTM para CP - CalorimetriaLeonardoNo ratings yet
- Zeroth, 1st and 2nd Laws of ThermodynamicsDocument9 pagesZeroth, 1st and 2nd Laws of ThermodynamicsYomi BrainNo ratings yet
- Solutions DPP 3Document3 pagesSolutions DPP 3Tech. VideciousNo ratings yet
- International Standards Followed For SKM ProductsDocument6 pagesInternational Standards Followed For SKM ProductsAymen AyedNo ratings yet
- 53-CG 244 730Document22 pages53-CG 244 730misulica80No ratings yet
- Heat Exchanger Design CalculationsDocument8 pagesHeat Exchanger Design Calculationskikokiko KarimNo ratings yet
- One Dimensional Heat EquationDocument8 pagesOne Dimensional Heat EquationgnanasekarNo ratings yet
- The Plant Efficiency Is Defined AsDocument4 pagesThe Plant Efficiency Is Defined Askabo busanangNo ratings yet
- Thermodynamics SolutionDocument15 pagesThermodynamics SolutionSureshbabu0% (1)
- Performance Analysis of The Vehicle Diesel EngineDocument20 pagesPerformance Analysis of The Vehicle Diesel EnginePHI TRUONGNo ratings yet
- Ac Push Control ModuleDocument2 pagesAc Push Control ModuleJorge Martínez CoralNo ratings yet
- Federal Tax Credit Qualifying Trane Equipment (3-2011)Document48 pagesFederal Tax Credit Qualifying Trane Equipment (3-2011)barber bobNo ratings yet
- TABLA DE EQUIVALENCIAS DE LUBRICANTES PARA DIFERENTES INDUSTRIASDocument1 pageTABLA DE EQUIVALENCIAS DE LUBRICANTES PARA DIFERENTES INDUSTRIASLankaster Flórez Ch100% (1)