You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
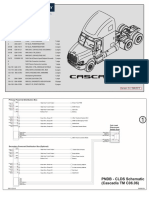
- Cascadia PrtPak 09AUG13Document44 pagesCascadia PrtPak 09AUG13Raul LunaNo ratings yet
- Chemical Properties of AluminumDocument5 pagesChemical Properties of AluminumAnonymous cgcKzFtXNo ratings yet
- TwingoDocument26 pagesTwingoDumitru-Lucian PurcaruNo ratings yet
- 988B Diagrama ElectricoDocument4 pages988B Diagrama ElectricoMaquinaria Pesada ServisNo ratings yet
- Sustainable Development-Chapter 6Document25 pagesSustainable Development-Chapter 6Lesley GallaNo ratings yet
- Chemical Engg Basic IndiabixDocument123 pagesChemical Engg Basic IndiabixRishikesh Awale100% (3)
- BSCH User ManualDocument20 pagesBSCH User Manualjo_eli_No ratings yet
- Science F3 C8-PPT-Part I Dynamo and GeneratorDocument36 pagesScience F3 C8-PPT-Part I Dynamo and GeneratorRebecca Choong Xin Hui100% (2)
- Single Plane Balance 091401Document16 pagesSingle Plane Balance 091401ridzim4638No ratings yet
- Energy PacDocument6 pagesEnergy PacMohammad AnasNo ratings yet
- Full Product Line Catalogue 2018 2270Document232 pagesFull Product Line Catalogue 2018 2270kingreadyNo ratings yet
- The Efficient Green Data Center WPDocument36 pagesThe Efficient Green Data Center WPgsingh78No ratings yet
- Cadena de Tiempo Corolla 1.8L 2002 Al 2004Document28 pagesCadena de Tiempo Corolla 1.8L 2002 Al 2004Guillén CarsNo ratings yet
- Training ReportDocument21 pagesTraining ReportPiyush Khandait0% (1)
- Calculation of Cold Store Refrigeration LoadDocument3 pagesCalculation of Cold Store Refrigeration LoadChamara Chinthaka RanasingheNo ratings yet
- Test 8 ch8 Phy 9thDocument1 pageTest 8 ch8 Phy 9thMurtazaNo ratings yet
- Jahn-Teller Distortion and Coordination Number FourDocument15 pagesJahn-Teller Distortion and Coordination Number FourAldi JonataNo ratings yet
- Datasheet Noise FilterDocument2 pagesDatasheet Noise FilternellyyulitasariiNo ratings yet
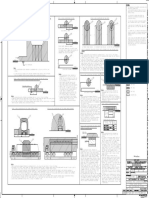
- Ra-616190-001 (D-1) PDFDocument1 pageRa-616190-001 (D-1) PDFmuthuvelaaNo ratings yet
- Design and Fabrication of Oil Skimmer RobotDocument46 pagesDesign and Fabrication of Oil Skimmer RobotSathiya Udumalpet100% (2)
- Vapor and Combined Power Cycles: Çengel BolesDocument20 pagesVapor and Combined Power Cycles: Çengel BolesSalman ShaxShax HeissNo ratings yet
- Turret & Installation Challenges: Espirito Santo FPSODocument26 pagesTurret & Installation Challenges: Espirito Santo FPSOUthanmalliah NagarajanNo ratings yet
- Air Insulated Ring Main Unit:, United KingdomDocument4 pagesAir Insulated Ring Main Unit:, United KingdomAyan BanerjeeNo ratings yet
- Mechathon - High Pressure Pump ReportDocument89 pagesMechathon - High Pressure Pump ReportPrasad AdigaNo ratings yet
- Gfa-2151 Excitation 12pg Brochure-LrDocument12 pagesGfa-2151 Excitation 12pg Brochure-Lrsujan723No ratings yet
- Techno-Economic Comparison of 100% Renewable Urea Production ProcessesDocument15 pagesTechno-Economic Comparison of 100% Renewable Urea Production ProcessesNestor TamayoNo ratings yet
- Laserline Alarm Mod 996Document12 pagesLaserline Alarm Mod 996John Ha100% (1)
- Test - Astm 1378 Rev2Document16 pagesTest - Astm 1378 Rev2Matthew KuttikadNo ratings yet
- LAB 4: Three-Phase Uncontrolled Rectifier With PSIM Larning ObjectivesDocument7 pagesLAB 4: Three-Phase Uncontrolled Rectifier With PSIM Larning ObjectivesMO 'No ratings yet
- Incini-Cone SelectionGuide 420Document8 pagesIncini-Cone SelectionGuide 420Thaiminh Vo100% (1)