You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Smart Smart: Refills RefillsDocument11 pagesSmart Smart: Refills RefillsnatassidogNo ratings yet
- M Series Manual Handwheel Gear Actuators For Type A11, A31A and A41 Butterfly ValvesDocument8 pagesM Series Manual Handwheel Gear Actuators For Type A11, A31A and A41 Butterfly ValvesGUNAWAN SAMIARTONo ratings yet
- TGC NPC Eda GF Mep Ac SD 0001Document1 pageTGC NPC Eda GF Mep Ac SD 0001Shameel MoNo ratings yet
- Product Spezification OOI101-1Document1 pageProduct Spezification OOI101-1oneblackNo ratings yet
- Ejb Ejw EnclosuresDocument4 pagesEjb Ejw EnclosuressupermannonNo ratings yet
- Ibm Infoprint 1570 DatasheetDocument3 pagesIbm Infoprint 1570 DatasheetxyzNo ratings yet
- Pt. Certus Metrology Indonesia Traceability ChartDocument1 pagePt. Certus Metrology Indonesia Traceability ChartAzizah purwitasariNo ratings yet
- GTP - 33KV (E) 3C AL XLPE Armd CableDocument1 pageGTP - 33KV (E) 3C AL XLPE Armd Cableshivam dwivediNo ratings yet
- Siemens MXL IQDocument1 pageSiemens MXL IQmsavoymaggiNo ratings yet
- Oil Grease PumpDocument68 pagesOil Grease PumpedgarNo ratings yet
- Fenvik, მარტი 2012Document50 pagesFenvik, მარტი 2012emediageNo ratings yet
- Manufacturing Process I Diploma in Mechanical Engineering 3 RD SemesterDocument18 pagesManufacturing Process I Diploma in Mechanical Engineering 3 RD SemesterBARUN BIKASH DENo ratings yet
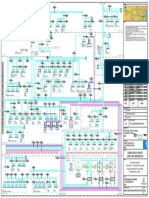
- Dd2 (Detailed) Station - The White Palace Chilled Water Systems Schematic (East)Document1 pageDd2 (Detailed) Station - The White Palace Chilled Water Systems Schematic (East)Muhammad IshtiaqueNo ratings yet
- This Manual Supersedes TM 5-2420-224-24P, Dated 8 November 1993Document925 pagesThis Manual Supersedes TM 5-2420-224-24P, Dated 8 November 1993cavnqnNo ratings yet
- Model: Installation, Operation & Maintenance ManualDocument9 pagesModel: Installation, Operation & Maintenance ManualNaveenRajNo ratings yet
- 8999 3463 00 Diagrams and Drawings PDFDocument214 pages8999 3463 00 Diagrams and Drawings PDFJimenez Jimenez100% (2)
- Heli L16-25-2015 H2000 Series 2-3.5tDocument255 pagesHeli L16-25-2015 H2000 Series 2-3.5tRafał Hubczak100% (1)
- This Information For: SL, SM & SH 90, 110, 132, 150, 200, 250 &300 (50Hz) L, H & HH 125, 150, 200, 250, 300, 350 & 400 (60Hz)Document4 pagesThis Information For: SL, SM & SH 90, 110, 132, 150, 200, 250 &300 (50Hz) L, H & HH 125, 150, 200, 250, 300, 350 & 400 (60Hz)abdbawazirNo ratings yet
- EC-03 Single Family Dwelling Electrical Load Calculation Optional MethodDocument2 pagesEC-03 Single Family Dwelling Electrical Load Calculation Optional MethodJoseph Lloyd ParbaNo ratings yet
- Fault Code 275 Fuel Pumping Element Number 1 (Front) - Mechanical System Not Responding Properly or Out of AdjustmentDocument6 pagesFault Code 275 Fuel Pumping Element Number 1 (Front) - Mechanical System Not Responding Properly or Out of AdjustmentAhmedmahNo ratings yet
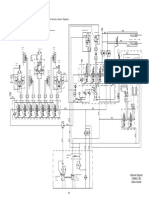
- 262 Crawler Hydr DiagramsDocument2 pages262 Crawler Hydr DiagramsPavel SokolovNo ratings yet
- Antena TV ShakespeareDocument4 pagesAntena TV ShakespearenachoborjasNo ratings yet
- Necromunda Underhive 2017 Rules enDocument131 pagesNecromunda Underhive 2017 Rules enAmy ClarkNo ratings yet
- PCDO April2020Document39 pagesPCDO April2020TENDER CELL DIESEL SHED GONDANo ratings yet
- Manual de Partes PL003 PDFDocument1,249 pagesManual de Partes PL003 PDFPablo Terán Salazar75% (4)
- Motorized Card Reader (With Chip, 123) On-Site Repair ManualDocument61 pagesMotorized Card Reader (With Chip, 123) On-Site Repair Manualnunocoito100% (1)
- Air Conditioning MIKEHOLTDocument1 pageAir Conditioning MIKEHOLTWilliamNo ratings yet
- Test Block Satech Tsb-14: User ManualDocument23 pagesTest Block Satech Tsb-14: User ManualDepZai DatNo ratings yet
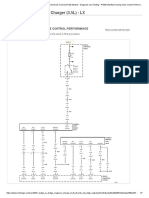
- 2007 Dodge Magnum, Charger (3.5L) - LX: P1005-Manifold Tuning Valve Control PerformanceDocument7 pages2007 Dodge Magnum, Charger (3.5L) - LX: P1005-Manifold Tuning Valve Control PerformanceEdd Gzlz GzlzNo ratings yet
- Lecture No 5Document41 pagesLecture No 5sami ul haqNo ratings yet