Professional Documents
Culture Documents
NBR 13715
Uploaded by
Zidson Arduim FerreiraCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
NBR 13715
Uploaded by
Zidson Arduim FerreiraCopyright:
Available Formats
Cpia no autorizada
SET 1996
NBR 13715
ABNT-Associao Brasileira de Normas Tcnicas
Sede: Rio de Janeiro Av. Treze de Maio, 13 - 28 andar CEP 20003-900 - Caixa Postal 1680 Rio de Janeiro - RJ Tel.: PABX (021) 210 -3122 Fax: (021) 240-8249/532-2143 Endereo Telegrfico: NORMATCNICA
Estruturas offshore - Amarras Requisitos Offshore structures - Stud-link anchor chain - Requirements
Copyright 1996, ABNTAssociao Brasileira de Normas Tcnicas Printed in Brazil/ Impresso no Brasil Todos os direitos reservados
Origem: Projeto 07:000.01-202:1996 CB-07 - Comit Brasileiro de Navios, Embarcaes e Tecnologia Martima CE-07:000.01 - Comisso de Estudo de Casco e Acessrios de Casco GT-07:000.01-4 - Grupo de Trabalho de Amarras e Acessrios NBR 13715 - Offshore structures - Stud-link anchor chain - Requirements Descriptors: Stud-link anchor chain. Chain. Stud-link Esta Norma foi baseada na IACS W22 - Offshore Mooring Chain Vlida a partir de 30.10.1996 Palavras-chave: Amarra. Corrente. Elos malhetados 19 pginas
Sumrio
Prefcio 1 Objetivo 2 Referncias normativas 3 Definies 4 Requisitos gerais 5 Materiais para amarras e acessrios - Caractersticas 6 Materiais para amarras e acessrios - Ensaios 7 Amarras acabadas e acessrios 8 Amarras acabadas - Ensaios e inspeo 9 Marcaes 10 Ensaios e inspeo de acessrios
Contents
Foreword 1 Scope 2 Normative references 3 Definitions 4 General requirements 5 Materials for stud-link anchor chains and accessories Characteristics 6 Materials for stud-link anchor chains and accessories Testing 7 Finished stud-link anchor chains and accessories 8 Finished stud-link anchor chains - Testing and inspection 9 Markings 10Testing and inspection of accessories
Prefcio
A ABNT - Associao Brasileira de Normas Tcnicas - o Frum Nacional de Normalizao. As Normas Brasileiras, cujo contedo de responsabilidade dos Comits Brasileiros (CB) e dos Organismos de Normalizao Setorial (ONS), so elaboradas por Comisses de Estudo (CE), formadas por representantes dos setores envolvidos, delas fazendo parte: produtores, consumidores e neutros (universidades, laboratrios e outros). Os Projetos de Norma Brasileira, elaborados no mbito dos CB e ONS, circulam para Votao Nacional entre os associados da ABNT e demais interessados.
Foreword
ABNT - Associao Brasileira de Normas Tcnicas - is the Brazilian Standardization Forum. Brazilian Standards, the content of which is the responsibility of the Comits Brasileiros (CB) and Organismos de Normalizao Setorial (ONS), are drawn up by Comisses de Estudo (CE). Such CE committees are made up of representatives of the sectors involved and include producers, consumers and neutral entities (universities, laboratories and others). Draft Brazilian Standards, prepared by CB and ONS, are circulated to the ABNT members and other interested entities for National Voting.
Cpia no autorizada
Cpia no autorizada
NBR 13715:1996
Esta Norma foi baseada na IACS W22 - Offshore Mooring Chain , norma da Associao Internacional das Sociedades Classificadoras, de tal modo que amarras fabricadas de acordo com aquela norma esto conforme esta Norma, considerando-se requisitos finais de desempenho. Ela difere da IACS W22 em alguns requisitos de processo e controle, onde se optou por dar mais liberdade para a fabricao. Permisso para reproduo dos requisitos da IACS foi concedida ao CB-07 por carta datada de 19 de julho de 1995.
This Standard was based on IACS W22 - Offshore Mooring Chain , issued by the International Association of Classification Societies to such an extent that stud-link anchor chains manufactured in accordance with IACS W22 also conform to this Standard, considering final performance requirements. It differs from IACS W22 in manufacturing process and control requirements, which, in this Standard, are less restrictive. Permission for the reproduction of IACS requirements was granted to CB-07 by the letter dated July 19, 1995.
1 Objetivo
Esta norma especifica as caractersticas das amarras para uso offshore e acessrios a serem utilizados em amarrao de unidades mveis para operaes offshore, amarrao de unidades de produo flutuantes, amarrao de sistemas de carregamento offshore e amarrao de estruturas baseadas no efeito da gravidade. Esta Norma se aplica aos elos comuns, elos comuns de emenda, elos alongados, elos finais, elos desmontveis, manilhas de unio, manilhas de ncora, manilhas de unio final, tornis e manilhas giratrias.
1 Scope
This standard specifies the characteristics of offshore stud-link anchor chains and accessories intended to be used for application such as: mooring of mobile offshore units, mooring of floating production units, mooring of offshore loading systems and mooring of gravity-based structures. This Standard applies to common links, connecting common links, enlarged links, end links, detachable connecting links, joining shackles, end shackles, end joining shackles, swivels and swivel shackles.
2 Referncias normativas
As normas relacionadas a seguir contm disposies que, ao serem citadas neste texto, constituem prescries para esta Norma. As edies indicadas estavam em vigor no momento desta publicao. Como toda norma est sujeita a reviso, recomenda-se queles que realizam acordos com base nesta que verifiquem a convenincia de se usarem as edies mais recentes das normas citadas a seguir. A ABNT possui a informao das normas em vigor em um dado momento. NBR ISO 1704:1996 - Construo naval - Amarras NBR 5940:1996 - Construo naval - Amarras Requisitos NBR 8549:1984 - Forjados em matriz aberta de aocarbono e ao-ligado para uso geral - Especificao ISO 148:1983 - Steel - Charpy impact test (V-notch) ISO 2604-1 - Steel products for pressure purposes. Quality requirements. Part 1 ISO 6892:1984 - Metallic materials - Tensile testing ISO 9477:1992 - High strength cast steels for general engineering and structural purposes
2 Normative references
The following standards contain provisions which, through reference in this text, constitute provisions of this International Standard. At the time of publication, the editions indicated were valid. All standards are subject to revision, and parties to agreements based on this Standard shall investigate the possibility of applying the most recent editions of the standards indicated below. ABNT maintains registers of currently valid Standards.
NBR ISO 1704:1996 anchor chain
- Shipbuilding - Stud-link
NBR 5940:1996 - Shipbuilding - Stud-link anchor chain - Requirements NBR 8549:1984 - Forjados em matriz aberta de aocarbono e ao-ligado para uso geral - Especificao ISO 148:1983 - Steel - Charpy impact test (V-notch) ISO 2604-1 - Steel products for pressure purposes. Quality requirements. Part 1 ISO 6892:1984 - Metallic materials - Tensile testing ISO 9477:1992 - High strength cast steels for general engineering and structural purposes
3 Definies
Para os efeitos desta Norma aplicam-se as definies da NBR 5940.
3 Definitions
For the purposes of this Standard, the definitions given in NBR 5940.
4 Requisitos gerais
4.1 Aprovao dos fabricantes de amarras
4.1.1 As amarras offshore devem ser fabricadas unicamente por unidades de produo aprovadas pela Sociedade Classificadora. Para essa finalidade, devem ser realizados ensaios de aprovao, cuja abrangncia deve incluir ensaios de carga de prova e de carga de ruptura, medies e ensaios mecnicos, incluindo ensaios de mecnica da fratura.
4 General requirements
4.1 Approval of stud-link anchor chain manufacturers
4.1.1 Offshore stud-link achor chains shall be manufactured
only by works approved by the Classification Society. For this purpose approval tests shall be carried out, the scope of which shall include proof and breaking load tests, measurements and mechanical tests including fracture mechanics tests.
Cpia no autorizada
NBR 13715:1996
4.1.2 Os fabricantes devem submeter para exame e apro-
4.1.2 Manufacturers shall submit for review and approval
vao a seqncia de operaes, desde a inspeo no recebimento at o embarque, e detalhes dos seguintes processos de fabricao: a) aquecimento e dobramento da barra, incluindo mtodo, temperaturas, controle de temperaturas e registros; b) solda de topo por contato, incluindo as variveis de corrente, voltagem, tempo e dimenses, assim como controle e registro dos parmetros; c) rebarbao, incluindo mtodo e inspeo; d) mtodo de insero dos malhetes; e) tratamento trmico, incluindo tipos de forno, meios para especificar, controlar e registrar a temperatura e velocidade da amarra e os limites permissveis, banho de tmpera e sua agitao e o mtodo de resfriamento aps a retirada; f) cargas de prova e de ruptura, incluindo mtodo/ mquina, meios de apoio horizontal (se for o caso), mtodo de medio e registros; g) procedimentos para ensaios no-destrutivos.
4.1.3 A calibrao dos fornos deve ser verificada por
the sequence of operations from receiving inspection to shipment and details of the following manufacturing processes: a) bar heating and bending including method, temperatures, temperature control and recording; b) flash welding including current, force, time and dimensional variables as well as control and recording of parameters; c) flash removal including method and inspection; d) stud insertion method; e) heat treatment including furnace types, means of specifying, controlling and recording of temperature and stud-link anchor chain speed and allowable limits, quenching bath and agitation, cooling method after exit; f) proof and breaking loading including method/ machine, means of horizontal support (if applicable), method of measurement and recording; g) non-destructive examination procedures.
4.1.3 Calibration of furnaces shall be verified by
medio e registro das temperaturas reais dos elos (na superfcie e internamente). 4.2 Aprovao do sistema da qualidade do fabricante de amarras Os fabricantes de amarras devem dispor de um sistema da qualidade documentado e eficaz, aprovado pela Sociedade Classificadora. Este sistema da qualidade exigido alm do acompanhamento dos ensaios por um vistoriador, conforme especificado nesta Norma. 4.3 Classificao As amarras so classificadas em trs graus, de acordo com a resistncia trao nominal dos aos utilizados na fabricao: R3, R3S e R4. 4.4 Aprovao das aciarias/barra laminada O material em barra destinado fabricao de amarras e acessrios deve ser fabricado unicamente por usinas aprovadas pela Sociedade Classificadora. A aprovao limitada a um fornecedor devidamente identificado de material para confeco de barras. Caso um fabricante de amarras deseje utilizar materiais provenientes de um conjunto de fornecedores, devem ser realizados ensaios de aprovao distintos para cada fornecedor. A aprovao ser dada to-somente depois dos ensaios bem-sucedidos na amarra acabada. A aprovao ser limitada normalmente a uma espessura igual das barras submetidas a ensaio. O fabricante do ao deve submeter a especificao da composio qumica do material do qual so feitas as barras, que deve ser aprovada pela Sociedade Classificadora e pelo fabricante da amarra.
measurement and recording of actual link temperature (surface and internal). 4.2 Approval of quality system of stud-link anchor chain manufacturers Stud-link anchor chain manufacturers shall have a documented and effective quality system approved by the Classification Society. The provision of such a quality system is required in addition to the witnessing of tests by a surveyor as specified in this Standard. 4.3 Classification Depending on the nominal tensile strength of the steels used for manufacture, stud-link anchor chains shall be subdivided into three grades: R3, R3S and R4. 4.4 Approval of steel mills/rolled bar Bar material intended for stud-link anchor chain and accessories shall be manufactured only by steel mills approved by the Classification Society. The approval is limited to a nominated supplier of bar material. If a stud-link anchor chain manufacturer wishes to use material from a number of suppliers, separate approval tests shall be carried out for each supplier. Approval will be given only after successful testing of the completed stud-link anchor chain. The approval will normally be limited to a thickness equal to that of the bars tested. The steelmaker shall submit a specification of the chemical composition of the bar material, which shall be approved by the Classification Society and by the stud-link anchor chain manufacturer.
Cpia no autorizada
NBR 13715:1996
Para amarras de grau R4, convm que o ao contenha um mnimo de 0,20% de molibdnio. Um estudo de sensibilidade ao tratamento trmico com simulao das condies de produo das amarras deve ser realizado para verificar as propriedades mecnicas e estabelecer limites para as combinaes de temperaturas e tempos. O fabricante das barras deve fornecer evidncias de que o material tem capacidade para resistir ao envelhecimento aps deformao, fragilizao por revenido e fragilizao por hidrognio. 4.5 Aprovao das forjarias e das fundies/ acessrios As forjarias e as fundies que tencionam fornecer acessrios acabados ou semi-acabados devem ser aprovadas pela Sociedade Classificadora. A abrangncia da aprovao deve ser determinada em comum acordo com a Sociedade. Os fabricantes que tencionam fornecer acessrios no estado usinado (como, por exemplo, elos tipo Kenter) devem submeter desenhos detalhados aprovao da Sociedade Classificadora.
For grade R4 stud-link anchor chain the steel should contain a minimum of 0,20 % molybdenum. A heat treatment sensitivity study simulating stud-link anchor chain production conditions shall be conducted in order to verify mechanical properties and establish limits for temperature and time combinations. The bar manufacturer shall provide evidence that the material is resistant to strain ageing, temper embrittlement and hydrogen embrittlement.
4.5 Approval of forges and foundries/ accessories Forges and foundries intending to supply finished or semifinished accessories shall be approved by the Classification Society. The scope of approval shall be agreed with the Society.
Manufacturers intending to supply accessories in machined condition (e.g. Kenter type shackles) shall submit detailed drawings for approval of the Classification Societies.
5 Materiais para amarras e acessrios Caractersticas
5.1 Propriedades mecnicas As propriedades mecnicas dos forjados, aps o tratamento trmico, e dos aos laminados devem estar conforme a tabela 1. As propriedades mecnicas dos aos fundidos tambm devem estar conforme a tabela 1, com exceo da reduo de rea, que para os graus R3 e R3S deve ser de no mnimo 40% e para o grau R4 de no mnimo 35%. 5.2 Composio qumica Para ensaios de aceitao, a composio qumica das amostras de panela de cada corrida deve ser determinada pelo fabricante do ao e deve atender s especificaes aprovadas. 5.3 Fabricao do ao
5.3.1 Barras de ao laminadas
5 Materials for stud-link anchor chains and accessories - Characteristics
5.1 Mechanical properties The mechanical properties of forgings, after heat treatment, and rolled steels shall be in accordance with table 1. The mechanical properties of cast steels shall also be as shown in table 1 except for the reduction of area, which shall be at least 40% for grades R3 and R3S, and 35% for grade R4. 5.2 Chemical composition For acceptance tests, the chemical composition of ladle samples of each heat shall be determined by the steelmaker and shall comply with the approved specification. 5.3 Steel manufacture
5.3.1 Rolled steel bars
Os aos devem ser fabricados por processo de oxignio bsico, forno eltrico ou outro processo que seja especialmente aprovado. Todos os aos devem ser acalmados e tratados com vistas obteno de granulometria fina.
5.3.2 Aos forjados e aos fundidos
The steels shall be manufactured by basic oxygen, electric furnace or such other process as may be especially approved. All steels shall be killed and fine grain treated.
5.3.2 Forged steels and cast steels
Os aos forjados e fundidos utilizados na fabricao dos acessrios devem estar em conformidade com as especificaes submetidas e aprovadas. 5.4 Dimenses e tolerncias das barras de ao laminadas O dimetro e a ovalizao devem ficar dentro das tolerncias especificadas na tabela 2, a no ser que haja
Forged steels and cast steels used for the manufacture of accessories shall be in compliance with specifications submitted and approved. 5.4 Dimensions and tolerances of rolled steel bars The diameter and roundness shall be within the tolerances specified in table 2, unless otherwise agreed.
Cpia no autorizada
NBR 13715:1996
Tabela 1 - Propriedades mecnicas de amarras offshore Table 1 - Mechanical properties of offshore stud-link anchor chain Tenso de escoamento mnima Grau Grade Resistncia Alongamento Reduo de trao mnimo rea mnima mnima Ensaio de impacto Charpy com entalhe em V Charpy V-notch impact tests
Minimum yield stress
Minimum tensile strength
1)
Minimun elongation
Minimun reduction of area
Temperatura Energia Energia mdia do ensaio mdia (mn.) solda (mn.) Test Average Avg. Energy flash temperature energy (min.) weld (min.)
2)
MPa R3 R3S R4
1)
MPa 690 770 860
% 17 15 12
1)
% 50 50 50
C 0 -20 0 -20 -20
J 60 40 65 45 50
J 50 30 53 33 36
410 490 580
Valor do escoamento dividido pela resistncia: 0,92 mx.
Value of yield to tensile ratio: 0,92 max.
opo da Sociedade Classificadora, o ensaio de impacto de aos de graus R3 e R3S pode ser realizado a 0C ou a -2C.
2)
2) At the option of the Classification Society the impact test of grade R3 and R3S may be carried out at either 0C or - 2C.
Tabela 2 - Tolerncias dimensionais das barras Table 2 - Dimensional tolerances of bars Dimetro nominal Nominal diameter Tolerncia no dimetro Tolerance on diameter Tolerncia na ovalizao Tolerance on roundness dmx. - dmn. mm 1,50 1,95 2,25 3,00
mm 51 - 80 81 - 100 101 - 120 121 - 160
mm + 2,0 0 + 2,6 0 + 3,0 0 + 4,0 0
5.5 Condies de fornecimento As barras devem estar isentas de marcas, trincas, dupla laminao e imperfeies prejudiciais de superfcie. Descontinuidades longitudinais podem ser removidas por esmerilhamento e suavizadas para proporcionar um contorno suave, desde que a sua profundidade no ultrapasse 1% do dimetro da barra. 5.6 Tratamento trmico As peas forjadas acabadas e as peas fundidas devem ser submetidas a tratamento trmico apropriado em conformidade com as especificaes submetidas e aprovadas.
5.5 Conditions of supply The bars shall be free of marks, cracks and flakes and of any injurious surface imperfections. Provided that their depth is not greater than 1% of the bar diameter, longitudinal discontinuities may be removed by grinding and blending to a smooth contour. 5.6 Heat treatment Finished forgings and castings shall be properly heat treated in compliance with specifications submitted and approved.
Cpia no autorizada
NBR 13715:1996
5.7 Marcao Cada barra deve ser estampada com a designao do grau do ao e o nmero da corrida (ou um cdigo que indique o nmero da corrida) em uma das pontas. Podem ser aceitos, mediante acordo, outros mtodos de marcao. Os aos forjados e fundidos devem ser marcados de maneira semelhante. 5.8 Materiais dos malhetes Os malhetes devem ser feitos de ao correspondente ao da amarra ou que atenda s especificaes submetidas e aprovadas. Por via de regra, no convm que o teor de carbono ultrapasse 0,25%, caso os malhetes devam ser soldados no elo.
5.7 Marking Each bar shall be stamped with the steel grade designation and the charge number (or a code indicating the charge number) on one of the end surfaces. Other marking methods may be accepted subject to agreement. Forged and cast steels shall be marked in a similar manner.
5.8 Materials for studs The studs shall be made of steel corresponding to that of the stud-link anchor chain or in compliance with specifications submitted and approved. In general, the carbon content should not exceed 0,25% if the studs are to be welded in place.
6 Materiais para amarras e acessrios - Ensaios
6.1 Barras de ao laminado
6.1.1 Ensaios mecnicos
6 Materials for stud-link anchor chains and accessories - Testing
6.1 Rolled steel bars
6.1.1 Mechanical tests
Barras com o mesmo dimetro nominal, provenientes da mesma corrida, devem ser apresentadas para ensaio em lotes com 50 toneladas ou frao. Os corpos-de-prova para ensaios devem ser retirados de material submetido ao mesmo tratamento trmico que se pretende aplicar amarra acabada Cada corrida das barras de ao de graus R3S e R4 deve ser ensaiada para verificar fragilizao pelo hidrognio. No caso de fundio contnua, devem ser colhidas amostras que representem tanto o comeo como o fim da carga. No caso de fundio em lingotes, devem ser colhidas amostras representando dois lingotes diferentes. Dois (2) corpos-de-prova para ensaios de resistncia trao devem ser obtidos da regio central de barras que tenham sido submetidas a uma simulao de tratamento trmico. Os corpos-de-prova devem preferivelmente ter dimetro de 20 mm ou, alternativamente, 14 mm. Um corpo-de-prova deve ser submetido a ensaios dentro de um mximo de 3 h aps a usinagem. Para um corpo-deprova com 14 mm de dimetro, o limite de tempo de 1,5 h. Alternativamente, o corpo-de-prova pode ser resfriado at -60C logo aps a usinagem e ser mantido nessa temperatura por um prazo de cinco dias, no mximo. O outro corpo-de-prova deve ser submetido a ensaio depois de ser aquecido a 250C durante 4 h, ou alternativamente durante 2 h, no caso de corpo-de-prova de 14 mm de dimetro. Deve ser empregada, durante todo o ensaio, at ocorrer a fratura, uma taxa lenta de aplicao de esforo <0,0003 s-1 (isto significa aproximadamente 10 min para um corpo-de-prova com 20 mm de dimetro). Devem ser registrados a resistncia trao, o alongamento e a reduo de rea. A exigncia para o ensaio : Z1 / Z2 0,85 Onde: Z1 = reduo de rea sem aquecimento Z2 = reduo de rea aps aquecimento
Bars of the same nominal diameter shall be presented for test in batches of 50 tonnes or fraction thereof from the same heat. Test specimens shall be taken from material heat treated in the same manner as intended for the finished stud-link anchor chain.
Each heat of grade R3S and R4 steel bars shall be tested for hydrogen embrittlement. In case of continuous casting, test samples representing both the beginning and the end of the charge shall be taken. In case of ingot casting, test samples representing two different ingots shall be taken.
Two (2) tensile test specimens shall be taken from the central region of bar material which has been subjected to a simulated heat treatment. The specimens shall preferably have a diameter of 20 mm, alternatively 14 mm. One specimen shall be tested within a maximum of 3 hours after machining. For a 14 mm diameter specimen, the time limit is 1,5 hours. Alternatively, the specimen may be cooled to -60C immediately after machining and kept at that temperature for a maximum period of 5 days. The other specimen shall be tested after baking at 250C for 4 hours or alternatively 2 hours for a 14 mm diameter specimen.
A slow strain rate < 0,0003 s-1 shall be used during the entire test, until fracture occurs. (This means approximately 10 minutes for a 20 mm diameter specimen). Tensile strength, elongation and reduction of area shall be reported. The requirement for the test is:
Z1 / Z2 0,85
Where: Z1 = reduction of area without baking Z2 = reduction of area after baking
Cpia no autorizada
NBR 13715:1996
No se satisfazendo a exigncia Z1 /Z2 0,85, o material da barra pode ser submetido a um tratamento de remoo de hidrognio, aps acordo com a Sociedade Classificadora. Devem ser realizados novos ensaios depois da desgaseificao. Para todos os graus do ao, devem ser retirados, de cada amostra selecionada, um corpo-de-prova para ensaio de resistncia trao e trs para ensaios de Charpy com entalhe em V. Os corpos-de-prova devem ser retirados a aproximadamente 1/3 do raio abaixo da superfcie, conforme consta na figura 1. Se os requisitos do ensaio de resistncia trao da tabela 1 no forem atingidos, permitido submeter a novo ensaio mais dois corpos-de-prova selecionados da mesma amostra. A incapacidade de atender s exigncias especificadas de qualquer ensaio adicional acarretar a rejeio da corrida representada, a no ser que isto possa ser atribudo claramente inadequao do tratamento trmico simulado. Se os requisitos do ensaio de impacto da tabela 1 no forem atingidos, permitido submeter a novo ensaio mais trs corpos-de-prova selecionados da mesma amostra. Os resultados devem ser acrescidos aos obtidos anteriormente, a fim de se obter nova mdia. A nova mdia deve atender s exigncias. No mais que dois resultados individuais podem ser inferiores mdia exigida e no mais do que um resultado deve estar abaixo de 70% do valor mdio especificado. A incapacidade de satisfazer s exigncias acarretar a rejeio da corrida representada, a no ser que isto possa ser atribudo claramente inadequao do tratamento trmico simulado.
If the requirement Z1 /Z2 0,85 is not met, the bar material may be subjected to a hydrogen degassing treatment after agreement with the Classification Society. New tests shall be performed after degassing.
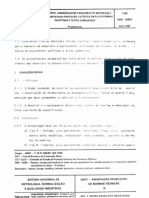
For all grades, one tensile and three Charpy V-notch specimens shall be taken from each sample selected. The test specimens shall be taken at approximately 1/3 radius below the surface, as shown in figure 1.
If the tensile test requirements in table 1 are not achieved, a retest of two further specimens selected from the same sample shall be permissible. Failure to meet the specified requirements of either or both additional tests will result in rejection of the batch represented unless it can be clearly attributable to improper simulated heat treatment.
If the impact test requirements in table 1 are not achieved, a retest of three further specimens selected from the same sample shall be permissible. The results shall be added to those previously obtained to form a new average. The new average shall comply with the requirements. No more than two individual results shall be lower than the required average and no more than one result shall be below 70% of the specified average value. Failure to meet the requirements will result in rejection of the batch represented unless it can be clearly attributed to improper simulated heat treatment.
Corpo-de-prova para ensaio de impacto em V a 2 mm
Specimen for notched bar impact test (2 mm)
Corpo-de-prova para ensaio de resistncia trao
Tensile specimem
Figura 1 - Amostragem de barras, forjados e fundidos de ao Figure 1 - Sampling of steel bars, forgings and castings
Cpia no autorizada
NBR 13715:1996
6.1.2 Ensaios no-destrutivos
6.1.2 Non-destructive examination
O material das barras deve ser submetido a ensaio de ultra-som, em uma fase apropriada da fabricao. Todas as barras devem ser examinadas por partculas magnticas ou por correntes parasitas (eddy current). A freqncia dos ensaios no-destrutivos pode ser reduzida a critrio da Sociedade Classificadora, contanto que se verifique por meios estatsticos que vem sendo alcanada a qualidade desejada. 6.2 Aos forjados
6.2.1 Ensaios mecnicos
The bar material shall be subjected to ultrasonic examination at an appropriate stage of manufacture. All bars shall be examined by magnetic particles or eddy currents. The frequency of non-destructive examination may be reduced at the discretion of the Classification Society provided it is verified by statistical means that the required quality is consistently achieved. 6.2 Forged steels
6.2.1 Mechanical tests
Para amostragem, devem ser combinados em um mesmo lote peas forjadas com dimenses semelhantes (dimetros que no difiram em mais de 25 mm), derivadas do mesmo lote de tratamento trmico e da mesma corrida de ao. Para cada lote, devem ser retirados e submetidos a ensaios, um corpo-de-prova para ensaios de resistncia trao e trs para ensaio de impacto. Os corpos-deprova devem ser retirados a aproximadamente 1/3 do raio abaixo da superfcie, conforme consta na figura 1.
6.2.2 Ensaio de ultra-som
For test sampling, forgings of similar dimensions (diameters do not differ by more than 25mm) originating from the same heat treatment charge and the same heat of steel shall be combined into one test unit. From each test unit one tensile and three impact test specimens shall be taken and tested. The test specimens shall be taken at approximately 1/3 radius below the surface, as shown in figure 1.
6.2.2 Ultrasonic examination
As peas forjadas devem ser submetidas a ensaios de ultra-som em uma etapa apropriada de fabricao e em conformidade com a norma submetida e aprovada. 6.3 Aos fundidos
6.3.1 Ensaios mecnicos
The forgings shall be subjected to ultrasonic examination at an appropriate stage of manufacture and in compliance with the standard submitted and approved. 6.3 Cast steels
6.3.1 Mechanical tests
Para amostragem, deve-se considerar como um nico lote as peas fundidas de dimenses semelhantes originadas da mesma carga de tratamento trmico e da mesma corrida de ao. Para cada lote, devem ser retirados e submetidos a ensaios um corpo-de-prova para ensaio de resistncia trao e trs para ensaio de impacto. Os corpos-de-prova devem ser retirados a aproximadamente 1/3 do raio abaixo da superfcie, conforme consta na figura 1.
6.3.2 Ensaio de ultra-som
For sampling, a single lot shall be considered the castings of similar dimensions originating from the same heat treatment charge and the same heat of steel. From each test unit one tensile and three impact test specimens shall be taken and tested. The test specimens shall be taken at approximately 1/3 radius below the surface, as shown in figure 1.
6.3.2 Ultrasonic examination
As peas fundidas devem ser submetidas a ensaios de ultra-som em conformidade com a norma submetida e aprovada.
The castings shall be subjected to ultrasonic examination in compliance with the standard submitted and approved.
7 Amarras acabadas e acessrios
7.1 Projeto Devem ser submetidos para aprovao desenhos que contenham os detalhes das amarras e dos acessrios, elaborados ou fornecidos pelo fabricante das amarras. Desenhos tpicos constam na NBR/ISO 1704. Alm disso, devem ser submetidos, para efeito de informao, desenhos com os detalhes dos malhetes. O malhete deve produzir uma impresso no elo da amarra suficientemente profunda para garantir o seu posicionamento, mas o efeito conjunto da forma e da profundidade da impresso no deve provocar qualquer efeito pernicioso de entalhe, nem de concentrao de tenses no elo. A usinagem dos elos Kenter deve produzir filetes com raio mnimo de 3% do dimetro nominal.
7 Finished stud-link anchor chains and accessories
7.1 Design Drawings giving detailed design of stud-link anchor chain and accessories made by or supplied through the studlink anchor chain manufacturer shall be submitted for approval. Typical designs are given in NBR/ISO 1704. In addition, drawings showing the detailed design of the stud shall be submitted for information. The studs shall give an impression in the stud-link anchor chain link which is sufficiently deep to secure the position of the stud, but the combined effect of shape and depth of the impression shall not cause any harmful notch effect or stress concentration in the chain link. Machining of Kenter shackles shall result in fillet radius of at least 3% of nominal diameter.
Cpia no autorizada
NBR 13715:1996
7.2 Processo de fabricao As amarras offshore devem ser fabricadas em processo contnuo de solda de topo por contato e devem ser tratadas termicamente em um forno de operao contnua; no permitido tratamento trmico estacionrio (em batelada). A utilizao de elos desmontveis para substituir elos defeituosos fica sujeita aprovao escrita do comprador final quanto ao nmero e ao tipo permitido. A utilizao de elos comuns de emenda fica restrita a trs elos em cada 100 m de amarra. 7.3 Registros do processo de fabricao Devem ser colocados disposio do vistoriador, para exame, os registros do aquecimento das barras, da solda de topo e do tratamento trmico.
7.3.1 Aquecimento das barras
7.2 Manufacturing process Offshore stud-link anchor chains shall be manufactured in continuous lengths by flash butt welding and shall be heat treated in a continuous furnace; batch heat treatment is not permitted. The use of detachable connecting links to replace defective links is subject to the written approval of the end purchaser in terms of the number and type permitted. The use of connecting common links is restricted to three links in each 100 m of chain. 7.3 Manufacturing process records Records of bar heating, flash welding and heat treatment shall be made available for inspection by the surveyor.
7.3.1 Bar heating
Para aquecimento das barras por resistncia eltrica, o aquecimento deve ser controlado por um sensor trmico tico. O elemento de controle deve ser examinado pelo menos uma vez a cada 8 h, mantendo-se registros dos resultados. Para aquecimento em forno, a temperatura deve ser controlada e registrada de maneira contnua, utilizandose termopares em estreita proximidade com as barras. Os controles devem ser verificados pelo menos uma vez a cada 8 h, mantendo-se registros dos resultados.
7.3.2 Solda de topo por contato
For electric resistance heating, the heating phase shall be controlled by an optical heat sensor. The controller shall be checked at least once every 8 hours and records shall be made. For furnace heating, the heat shall be controlled and the temperature continuously recorded using thermocouples in close proximity to the bars. The controls shall be checked at least once every 8 hours and records shall be made.
7.3.2 Flash butt welding
Devem ser controlados durante a soldagem de cada elo os seguintes parmetros de solda: a) velocidade; b) corrente em funo do tempo; c) presso hidrulica. Os controles devem ser examinados pelo menos uma vez a cada 4 h, mantendo-se registros dos resultados.
7.3.3 Tratamento trmico
The following welding parameters shall be controlled during welding of each link: a) platen motion; b) current as a function of time; c) hydraulic pressure. The controls shall be checked at least every 4 hours and records shall be made.
7.3.3 Heat treatment
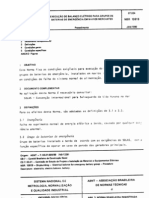
A amarra deve ser austenitizada, acima da temperatura superior de transformao, com uma combinao de temperatura e tempo dentro dos limites estabelecidos. Quando for o caso, a amarra deve ser revenida com uma combinao de temperatura e tempo dentro dos limites estabelecidos. A temperatura e o tempo ou a temperatura e a velocidade da amarra devem ser monitoradas e registradas de forma contnua. 7.4 Propriedades mecnicas As propriedades mecnicas da amarra acabada e dos acessrios devem estar em conformidade com a tabela 1. Nas figuras 1 e 2 esto indicados os lugares de onde devem ser retirados os corpos-de-prova.
Stud-link anchor chain shall be austenitized, above the upper transformation temperature, at a combination of temperature and time within the limits established. When applicable, stud-link anchor chain shall be tempered at a combination of temperature and time within the limits established. Temperature and time or temperature and stud-link anchor chain speed shall be controlled and continuously recorded. 7.4 Mechanical properties The mechanical properties of finished stud-link anchor chain and accessories shall be in accordance with table 1. For the location of test specimens see figures 1 and 2.
Cpia no autorizada
10
NBR 13715:1996
7.5 Ensaios de carga de prova e de ruptura As amarras e acessrios devem suportar as cargas de prova e de ruptura constantes na tabela 3.
7.5 Proof and breaking test loads Stud-link anchor chains and accessories shall withstand the proof and break test loads given in table 3.
Tabela 3 - Frmulas para carga de prova, ruptura, peso e comprimento de cinco elos Table 3 - Formulas for proof and break test loads, weight and length over five links
Requisitos Requirements
Grau R3 Grade R3
Grau R3S Grade R3S
Grau R4 Grade R4
Carga de prova Proof load kN Carga de ruptura Breaking load kN Peso da amarra Chain weight kg/m
0,0148d2 (44-0,08d)
0,0180d2 (44-0,08d)
0,0216d2 (44-0,08d)
0,0223d2 (44-0,08d)
0,0249d2 (44-0,08d)
0,0274d2 (44-0,08d)
0,0219d2
Comprimento de cinco elos Length over five links mm
22d (mn.) (min.) 22,55d (mx.) (max)
7.6 Ausncia de defeitos Todas as amarras devem ter acabamento satisfatrio de acordo com o mtodo de fabricao e estar isentas de defeitos. Cada elo deve ser examinado em conformidade com 8.4, utilizando-se procedimentos aprovados.
7.6 Freedom from defects All stud-link anchor chains shall have a workmanlike finish consistent with the method of manufacture and be free from defects. Each link shall be examined in accordance with subclause 8.4 using approved procedures.
Corpo-de-prova para ensaio de impacto em V impacto em V a 2 mm Corpo-de-prova para ensaio de a 2 mm
Specimen for notched bar impact testbarmm) Specimen for notched (2 impact test (2 mm)
r/3
r/3
r/3
Corpo-de-prova parapara ensaio de resistncia trao Corpo-de-prova ensaio de resistncia trao
Tensile specimen Tensile specimen
Figura 2 - Retirada dos corpos-de-prova Figure 2 - Sampling of chain links
Cpia no autorizada
NBR 13715:1996
11
7.7 Dimenses e tolerncias dimensionais
7.7.1 A forma e as dimenses dos elos e dos acessrios
7.7 Dimensions and dimensional tolerances
7.7.1 The shape and proportion of links and accessories shall conform to NBR ISO 1704 or the designs especially approved. 7.7.2 The minus manufacturing tolerances on the nominal
devem estar conforme a NBR ISO 1704 ou desenhos especialmente aprovados.
7.7.2 As tolerncias de fabricao, para menos, no di-
metro nominal dos elos, medido na curva, devem ser as seguintes: - at dimetro de 40 mm : -1 mm; - de 40 at 84 mm: -2 mm; - de 84 at 122 mm: -3 mm; - acima de 122 mm: -4 mm. A tolerncia para mais pode ser de at 5% do dimetro nominal. A rea de corte transversal na curva no pode apresentar tolerncia negativa.
7.7.3 A tolerncia de fabricao permitida para uma srie
diameter measured at the crown shall be as follows: - up to 40 mm diameter: -1 mm; - over 40 up to 84 mm diameter: -2 mm; - over 84 up to 122 mm diameter: -3 mm; - over 122 mm: -4 mm. The plus tolerance may be up to 5% of the nominal diameter. The cross sectional area at the crown shall have no negative tolerance.
7.7.3 The allowable manufacturing tolerance on a length of five links is + 2,5%, but may not be negative. 7.7.4 All other dimensions are subject to a manufacturing
de cinco elos de +2,5%, no podendo ser negativa.
7.7.4 Todas as demais dimenses esto sujeitas a uma
tolerncia de fabricao de 2,5%, contanto que todas as peas se encaixem corretamente.
7.7.5 Os malhetes devem estar localizados em posio
tolerance of 2,5%, provided always that all parts fit together properly.
7.7.5 Studs shall be located in the links centrally and at
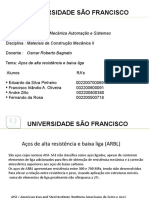
central dentro dos elos e em ngulo reto com os lados do elo. So aceitveis as seguintes tolerncias, medidas conforme a figura 3, contanto que o malhete se encaixe suavemente e seus extremos fiquem rentes ao interior do elo: a) valor de descentralizao mxima X 10% do dimetro nominal; b) desvio mximo a partir da posio de 90 de 4.
7.7.6 As tolerncias dos acessrios devem ser as seguintes:
right angles to the sides of the link. The following tolerances, measured as shown in figure 3, are acceptable provided that the stud fits snugly and its ends lie flush against the inside of the link: a) maximum off-centre distance X is 10% of the nominal diameter; b) maximum deviation from the 90 position is 4.
7.7.6 The following tolerances are applicable to
accessories: a) nominal diameter:
+5 0
a) dimetro nominal:
+5 0
%;
%;
b) outras dimenses: 2,5%.
b) other dimensions: 2,5%. Distncia de afastamento do centro Off-centre distance x=(A-a)/2
Figura 3 - Tolerncias de fabricao Figure 3 - Manufacturing tolerances
Cpia no autorizada
12
NBR 13715:1996
7.8 Soldagem dos malhetes Podem ser aceitos malhetes soldados para amarras de graus R3 e R3S. A soldagem dos malhetes nas amarras de grau R4 no permitida, a no ser que seja aprovada especialmente.
7.8.1 A eventual solda dos malhetes nos elos deve ser efetuada antes de a amarra ser submetida ao tratamento trmico. 7.8.2 As pontas dos malhetes devem-se encaixar com preciso dentro do elo, devendo a solda ser executada na ponta do malhete que fica do lado contrrio da solda de topo do elo. A periferia completa da ponta do malhete deve ser soldada, a no ser que haja aprovao de outra tcnica. 7.8.3 A soldagem dos malhetes em ambos os extremos no permitida, salvo aprovao especial. 7.8.4 As soldas devem ser executadas por soldadores qualificados, utilizando-se um procedimento aprovado e consumveis aprovados com baixo teor de hidrognio. 7.8.5 O tamanho da solda de filete deve, no mnimo, ser de acordo com o especificado abaixo.
7.8 Welding of studs A welded stud may be accepted for grade R3 and R3S stud-link anchor chains. Welding of studs in grade R4 stud-link anchor chain is not permitted unless especially approved.
7.8.1 Where studs are welded into the links this is to be
completed before the stud-link anchor chain is heat treated.
7.8.2 The stud ends shall be a good fit inside the link and
the weld shall be confined to the stud end opposite to the flash butt weld. The full periphery of the stud end shall be welded unless otherwise approved.
7.8.3 Welding of studs both ends is not permitted unless
especially approved.
7.8.4 The welds shall be made by qualified welders using
an approved procedure and low-hydrogen consumables.
approved
7.8.5 The size of the fillet weld shall as a minimum be as
specified below.
g f h
Figura 4 - Soldagem do malhete Figure 4 - Stud welding Tabela 4 - Dimenses das soldas dos malhetes Table 4 - Stud weld dimensions Dimenses Dimensions f g h Dimenso nominal Nominal dimension 0,10 d 0,20 d 0,09 d Dimenso mnima Minimum dimension 0,09 d 0,18 d 0,08 d
7.8.6 The welds shall be of good quality and free from
7.8.6 As soldas devem ser de boa qualidade e isentas de defeitos como trincas, falta de fuso, porosidade grosseira e mordeduras alm de 1 mm. 7.8.7 Todas as soldas de malhetes devem ser submetidas
defects such as cracks, lack of fusion, gross porosity and undercuts exceeding 1 mm.
7.8.7 All stud welds shall be visually examined. At least
a exame visual. Devem ser examinadas pelo menos 10% de todas as soldas de malhetes em cada seo de amarras, utilizando-se lquido penetrante ou partculas magnticas, depois da realizao de ensaios de carga. Encontrando-se trincas ou falta de fuso, todas as soldas nessa seo devem ser examinadas.
10% of all stud welds within each length of stud-link anchor chain shall be examined by dye penetrant or magnetic particles after proof testing. If cracks or lack of fusion are found, all stud welds in that length shall be examined.
Cpia no autorizada
NBR 13715:1996
13
7.9 Elos comuns de emenda
7.9.1 Os elos comuns utilizados para substituio dos elos
7.9 Connecting common links
7.9.1Single links to substitute for test links or defective links
de ensaios ou dos elos defeituosos devem ser fabricados em conformidade com um procedimento aprovado, para que no haja necessidade de novo tratamento trmico em toda a extenso da seo. Exigem-se aprovaes separadas para cada grau de amarra, devendo ser realizados os ensaios no tamanho mximo da amarra para a qual se busca aprovao.
7.9.2 A fabricao e o tratamento trmico dos elos comuns de emenda no devem afetar as propriedades dos elos adjacentes. A temperatura alcanada por esses elos em nenhum lugar deve ultrapassar 250C. 7.9.3 Cada elo deve ser submetido carga de prova e
without the necessity for re-heat treatment of the whole length shall be made in accordance with an approved procedure. Separate approvals are required for each grade of stud-link anchor chain and the tests shall be made on the maximum size of stud-link anchor chain for which approval is sought.
7.9.2 Manufacture and heat treatment of connecting
common links shall not affect the properties of the adjoining links. The temperature reached by these links is nowhere to exceed 250C.
7.9.3 Each link shall be subjected to the appropriate proof
aos ensaios no-destrutivos detalhados na tabela 3 e em 8.5. Um segundo elo deve ser fabricado de maneira idntica ao elo de ligao comum. O elo deve ser submetido a ensaio e inspeo de acordo com 8.5 e 8.6.
7.9.4 Cada elo comum de emenda deve ser marcado no
load and non-destructive examination as detailed in table 3 and subclause 8.5. A second link shall be made identical to the connecting common link. The link shall be tested and inspected in accordance with subclauses 8.5 and 8.6.
7.9.4 Each connecting common link shall be marked on
malhete em conformidade com a subseo 9, mais um nmero nico para o elo. Os elos adjacentes devem tambm ser marcados nos malhetes.
the stud in accordance with subclause 9 plus a unique number for the link. The adjoining links shall also be marked on the studs.
8 Amarras acabadas - Ensaios e inspeo
8.1 Generalidades Todas as amarras devem ser submetidas a ensaios de carga de prova, ensaios de carga de ruptura e ensaios mecnicos depois do tratamento trmico final em presena de um vistoriador. Quando o fabricante dispuser de um procedimento para registrar cargas de prova que satisfaa o vistoriador, este no necessita testemunhar todos os ensaios de carga de prova. O vistoriador deve certificar-se de que as mquinas de ensaios estejam aferidas e mantidas de maneira satisfatria. Antes dos ensaios e da inspeo, a amarra deve estar livre de carepas, pinturas ou outros revestimentos. A amarra deve ser submetida a uma limpeza geral para satisfazer a essa exigncia. 8.2 Ensaio de carga de prova A amarra deve suportar em toda a sua extenso a carga de prova especificada na tabela 3, sem fratura e sem apresentar trincas nas soldas de topo. A carga aplicada no deve ultrapassar a carga de prova em mais de 10%. Quando se utilizar a deformao plstica dos malhetes para sua fixao, a carga aplicada no deve ser superior quela especificada para os ensaios de aprovao. 8.3 Ensaio de carga de ruptura Um corpo-de-prova para ensaio de ruptura que compreenda pelo menos trs elos deve ser retirado da amarra ou produzido ao mesmo tempo e da mesma maneira que a prpria amarra. A freqncia de ensaio deve ser de acordo com a tabela 5, contanto que cada corrida esteja representada. Cada corpo-de-prova deve ser capaz de suportar a carga de ruptura especificada, sem fratura e sem apresentar trincas na solda de topo. O corpo-deprova deve ser aprovado, se suportar a carga de ruptura por um perodo de 30 s.
8 Finished stud-link anchor chains - Testing and inspection
8.1 General All stud-link anchor chain shall be subjected to proof load tests, break load tests and mechanical tests after final treatment in the presence of a surveyor. Where the manufacturer has a procedure to record proof loads and the surveyor is satisfied with the adequacy of the recording system, he need not witness all proof load tests. The surveyor shall satisfy himself that the testing machines are calibrated and maintained in a satisfactory condition. Prior to test and inspection the stud-link anchor chain shall be free from scale, paint or other coating. The stud-link anchor chain shall be entirely cleaned to meet this requirement. 8.2 Proof load test The entire length of stud-link anchor chain shall withstand the proof load specified in table 3 without fracture and shall not crack in the flash weld. The load applied shall not exceed the proof load by more than 10%. Where plastic straining is used to set studs, the applied load shall not be greater than that specified in approval tests.
8.3 Break load test A break-test specimen consisting of at least three links shall be either taken from the stud-link anchor chain or produced at the same time and in the same manner as the stud-link anchor chain. The test frequency shall be based on tests at sampling intervals according to table 5 provided that every cast is represented. Each specimen shall be capable of withstanding the break load specified without fracture and shall not crack in the flash weld. It shall be considered acceptable if the specimen is loaded to the specified value and maintained at that load for 30 seconds.
Cpia no autorizada
14
NBR 13715:1996
Se a capacidade da carga da mquina de ensaio for insuficiente, um mtodo equivalente de ensaio deve ser adotado em comum acordo com a Sociedade Classificadora. 8.4 Dimenses e tolerncias dimensionais
8.4.1 Depois dos ensaios de carga de prova, devem ser feitas medies em pelo menos 5% dos elos, de acordo com 7.7. 8.4.2 A amarra inteira deve ser examinada para verificar o comprimento de cinco elos. Na verificao de cinco elos, devem ser medidos os primeiros cinco elos. A partir do segundo conjunto de cinco elos, pelo menos dois elos do conjunto anterior de cinco elos devem ser includos na medio. Esse procedimento deve ser seguido para toda a extenso da amarra. As medies devem ser efetuadas preferivelmente com a amarra carregada com 5 a 10% da carga de prova. Os elos retidos nas mordaas podem ser excludos dessa medio.
If the loading capacity of the testing machine is insufficient, another equivalent method shall be agreed with the Classification Society. 8.4 Dimensions and dimensional tolerances
8.4.1 After proof load testing measurements shall be taken
on at least 5% of the links in accordance with subclause 7.7.
8.4.2 The entire stud-link anchor chain shall be checked
for the length, five links at a time. By the five link check the first five links shall be measured. From the next set of five links, at least two links from the previous five links set shall be included. This procedure shall be followed for the entire chain length. The measurements shall be taken preferably while the chain is loaded to 5 - 10% of the proof load. The links held in the end blocks may be excluded from this measurement. 8.5 Non-destructive examination
8.5.1 After proof testing, all surfaces of every link shall be
8.5 Ensaios no-destrutivos
8.5.1 Depois dos ensaios de carga de prova, toda a
superfcie de cada elo deve ser submetida a exame visual. As rebarbas, irregularidades e arestas vivas devem ser esmerilhadas para terem contorno suave. Os elos devem estar livres de defeitos de laminao, trincas, amassamentos e cortes, principalmente na regio das mordaas da solda de topo. Os malhetes devem estar presos firmemente.
8.5.2 Devem ser utilizadas partculas magnticas para se examinar a rea das soldas de topo, inclusive a rea das mordaas. Devem ser adotados procedimentos e equipamentos de acordo com aqueles j aprovados. O ensaio deve abranger cada elo.
visually examined. Burrs, irregularities and rough edges shall be contour ground. Links shall be free from mill defects, surface cracks, dents and cuts, especially in the vicinity where gripped by clamping dies during flash welding. Studs shall be securely fastened.
8.5.2 Magnetic particles shall be employed to examine
the flash welded area including the area gripped by the clamping dies. Procedures and equipment in accordance with those approved shall be used. Frequency of examination shall be every link. Link surface at the flash weld shall be free from cracks, lack of fusion and gross porosity.
A superfcie do elo altura da solda de topo deve estar isenta de trincas, falta de fuso e porosidade grosseira.
Tabela 5 - Freqncias de ensaios de ruptura e ensaios mecnicos Table 5 - Frequency of break and mechanical tests Dimetro nominal Intervalo mximo para amostragem Maximum sampling interval m 91 110 131 152 175 198 222 250 274 297 322
Nominal diameter
mm < 48 49 - 60 61 - 73 74 - 85 86 - 98 99 - 111 112 - 124 125 - 137 138 - 149 150 - 162 163 - 175
Cpia no autorizada
NBR 13715:1996
15
8.5.3 Deve ser empregado ultra-som para examinar a fuso das soldas de topo, utilizando-se procedimentos e equipamentos de acordo com aqueles j aprovados. As normas de calibrao no prprio local para o tipo da amarra devem ser aprovadas.
8.5.3 Ultrasonics shall be employed to examine the flash
weld fusion. Procedures and equipment in accordance with those approved shall be used. On-site calibration standards for stud-link anchor chain configurations shall be approved. Frequency of examination shall be every link. The flash weld shall be free from defects causing ultrasonic back reflections equal to or greater than the calibration standard. 8.6 Mechanical tests Links of samples detached from finished, heat treated studlink anchor chain shall be sectioned for determination of mechanical properties. A test unit shall consist of one tensile and nine impact specimens. The tensile specimen shall be taken in the side opposite the flash weld. Three impact specimens shall be taken across the flash weld with the notch centered in the middle. Three impact specimens shall be taken across the unwelded side and three impact specimens shall be taken from the bend region.
Todos os elos devem ser examinados. A solda de topo deve estar livre de defeitos que possam provocar a reflexo ultra-snica igual ou superior ao padro de calibrao. 8.6 Ensaios mecnicos Elos retirados como amostra da amarra fabricada e submetida a tratamento trmico devem ser seccionados para verificao das propriedades mecnicas. Uma unidade de ensaio deve compreender um corpo-de-prova para ensaio de resistncia trao e nove corpos-de-prova para ensaios de impacto. O corpo-de-prova para resistncia trao deve ser retirado do lado oposto solda. Trs corpos-de-prova para ensaios de impacto devem ser retirados na direo transversal solda, sendo o entalhe centralizado no meio da solda. Trs corpos-de-prova para ensaios de impacto devem ser retirados em sentido longitudinal do lado da base e trs corpos-de-prova para ensaios de impacto devem ser retirados da regio da curva. A freqncia de ensaios deve ser conforme a tabela 5, contanto que cada corrida esteja representada. As propriedades mecnicas devem ser conforme a tabela 1.
The test frequency shall be as shown in table 5 provided that every cast is represented. Mechanical properties shall be as specified in table 1.
A freqncia dos ensaios de impacto na parte curva do elo pode ser reduzida a critrio da Sociedade Classificadora, contanto que se verifique, por meios estatsticos, que os valores desejados esto sendo atingidos. 8.7 Reensaio, rejeio e reparos
8.7.1 Se o comprimento de cinco elos estiver curto, a amar-
The frequency of impact testing in the bend may be reduced at the discretion of the Classification Society provided it is verified by statistical means that the required values are consistently achieved. 8.7 Retest, rejection and repair criteria
8.7.1 If the length over five links is short, the chain may be stretched by loading above the proof test load specified provided that the applied load is not greater than 10% and that only random lengths of the chain need stretching.
ra pode ser alongada, aplicando-se uma carga acima da carga de prova, desde que no seja acima de 10% e que apenas alguns trechos da amarra necessitem de alongamento. Se o comprimento de cinco elos ultrapassar a tolerncia especificada, os elos individuais com comprimento superior ao especificado devem ser cortados, aplicandose ento 8.7.2.
8.7.2 Encontrando-se elos individuais com defeitos que
If the length exceeds the specified tolerance, the overlength chain links shall be cut out and 8.7.2 shall apply.
8.7.2 If single links are found to be defective to such an
levem sua rejeio, estes devem ser cortados, podendose inserir no seu lugar um elo comum de emenda. O tratamento trmico individual e o procedimento de inspeo para os elos comuns de emenda esto sujeitos aprovao da Sociedade Classificadora. Outros mtodos de reparos esto sujeitos aprovao escrita da Sociedade Classificadora e do comprador final.
8.7.3 Qualquer trinca, corte ou defeito na solda de topo
extent that they need to be rejected, defective links shall be cut out and a connecting common link may be inserted in their place. The individual heat treatment and inspection procedure of connecting common links are subject to the Classification Societys approval. Other methods for repair are subject to the written approval of the Society and the end purchaser.
8.7.3 If a crack, cut or defect in the flash weld is found by visual or magnetic particle examination, it shall be ground down no more than 5% of the link diameter in depth and streamlined to provide no sharp contours. The final dimensions shall still conform to the agreed standard.
verificado por exame visual ou de partculas magnticas deve ser esmerilhado at uma profundidade de no mais de 5% do dimetro do elo e adoado a fim de se evitarem contornos bruscos. As dimenses finais do elo devem estar em conformidade com a norma.
Cpia no autorizada
16
NBR 13715:1996
8.7.4 Detectando-se, durante o ensaio por ultra-som, indi-
8.7.4 If indications of interior flash weld defects in reference
caes de defeitos internos nas soldas de topo, com referncia aos padres de calibrao aceitos, aplica-se o procedimento de 8.7.2.
8.7.5 Na inspeo dimensional mencionada em 8.4.1,
to the accepted calibration standard are detected during ultrasonic examination, 8.7.2 shall apply.
8.7.5 In the dimensional inspection mentioned in 8.4.1, if
caso o dimetro, o comprimento, a largura e o alinhamento dos malhetes no estejam de acordo com as dimenses exigidas, estas devem ser comparadas com as dimenses de mais 40 elos, 20 de cada lado do elo afetado. Caso determinada dimenso individual deixe de atender tolerncia dimensional exigida em mais de dois dos elos da amostra, todos os elos devem ser examinados. Deve ser aplicado 8.7.2.
8.7.6 Registrando-se uma falha em um ensaio de carga de ruptura, deve ser realizado um exame completo, informando-se ao vistoriador em tempo hbil, para fins de identificao da causa da falha. Devem ser submetidos ao ensaio de carga de ruptura dois corpos-de-prova adicionais, que representem a mesma extenso de amostragem da amarra. Baseando-se nos resultados satisfatrios dos ensaios adicionais e nos resultados da investigao da falha, ser ento decidido quais as extenses da amarra a serem aceitas. A falha em um ou outro ou ambos os ensaios adicionais deve acarretar a rejeio da extenso de amostragem da amarra representada, aplicando-se 8.7.2. 8.7.7 Falhando um elo durante o ensaio de carga de
link diameter, length, width and stud alignment do not conform to the required dimensions, they shall be compared to the dimensions of 40 more links; 20 on each side of the affected link. If a single particular dimension fails to meet the required dimensional tolerance in more than 2 of the sample links, all links shall be examined. Subclause 8.7.2 shall apply.
8.7.6 If a break load test fails, a thorough examination
with the surveyor informed in a timely manner shall be carried out to identify the cause of failure. Two additional break test specimens representing the same sampling length of chain shall be subjected to the break load test. Based upon satisfactory results of the additional tests and the results of the failure investigation, it will be decided what lengths of stud-link anchor chain can be accepted. Failure of either or both additional tests will result in rejection of the sampling length of stud-link anchor chain represented and subclause 8.7.2 shall apply.
8.7.7 If a link fails during proof load testing, a thorough
prova, deve ser realizado um exame completo, informando-se ao vistoriador, em tempo hbil, para fins de identificao da provvel causa da falha. Falhando dois ou mais elos na extenso submetida carga de prova, o respectivo trecho deve ser rejeitado. A investigao da falha citada acima deve ser realizada principalmente com respeito presena em outros trechos de fatores ou condies que forem considerados como sendo causas de falhas. Alm de se efetuar a supracitada investigao de falhas, deve ser colhido, de cada lado do elo que falhou, um elo que ser submetido ao ensaio de carga de ruptura. Sendo obtidos resultados satisfatrios em ambos os ensaios e com base na investigao da falha, deve ser decidida qual a extenso a ser considerada para fins de aceitao. A falha de um ou de ambos os ensaios deve acarretar a rejeio da mesma extenso exposta carga de prova. A substituio dos elos defeituosos deve ser realizada em conformidade com 8.7.2.
8.7.8 Deixando o corpo-de-prova de satisfazer as exign-
examination with the surveyor informed in a timely manner shall be carried out to identify the probable cause of failure. In the event that two or more links in the proof loaded length fail, that length shall be rejected. The above failure investigation shall be carried out especially with regard to the presence in other lengths of factors or conditions thought to be causal to failure.
In addition to the above failure investigation, a break test specimen shall be taken from each side of the one failed link, and subjected to the breaking test. Based upon satisfactory results of both break tests and the results of the failure investigation, it shall be decided what length of chain can be considered for acceptance. Failure of either of both breaking tests shall result in rejection of the same proof loaded length. Replacement of defective links shall be in accordance with 8.7.2.
8.7.8 If the tensile test fails to meet the requirements, a
cias do ensaio de resistncia trao, pode-se realizar novo ensaio em mais dois corpos-de-prova retirados da mesma amostra. O no-cumprimento das exigncias especificadas para um ou ambos os ensaios adicionais deve acarretar a rejeio da extenso da amarra representada nos ensaios, aplicando-se nesse caso as disposies de 8.7.2.
retest of two further specimens selected from the same sample shall be permissible. Failure to meet the specified requirements of either or both additional tests will result in rejection of the sampling length of chain represented and 8.7.2 shall apply.
Cpia no autorizada
NBR 13715:1996
17
8.7.9 No sendo satisfeitas as exigncias do ensaio de impacto, pode-se submeter a novo ensaio mais trs corpos-de-prova selecionados da mesma amostra. Os resultados devem ser acrescidos aos obtidos anteriormente, para se determinar o novo valor mdio, que deve atender s exigncias. No devem ser inferiores mdia exigida mais do que dois resultados individuais, e no mais do que um resultado deve ser inferior a 70% do valor mdio especificado. O no-cumprimento das exigncias especificadas deve acarretar a rejeio da extenso da amarra amostrada, aplicando-se nesse caso as disposies de 8.7.2.
8.7.9 If the impact test requirements are not achieved, a
retest of three further specimens selected from the same sample shall be permissible. The results shall be added to those previously obtained to form a new average. The new average shall comply with the requirements. No more than two individual results shall be lower than the required average and no more than one result shall be below 70% of the specified average value. Failure to meet the requirements will result in rejection of the sampling length represented and 8.7.2 shall apply.
8.8 Documentao Um relatrio completo de inspeo e ensaios da amarra deve ser fornecido pelo fabricante para cada trecho contnuo de amarra. O relatrio deve conter todas as verificaes dimensionais, ensaios e inspees, ensaios nodestrutivos, os registros do processo e fotografias, bem como as no-conformidades, as medidas corretivas adotadas e os servios de reparos realizados. Devem ser emitidos certificados individuais para cada seo contnua de amarra. Todos os documentos, apndices e relatrios que forem anexados devem conter uma referncia ao nmero do certificado original da Sociedade Classificadora. O fabricante deve ser responsvel por guardar de maneira segura e recupervel todos os documentos produzidos durante um perodo de pelo menos 10 anos.
8.8 Documentation A complete Chain Inspection and Testing Report shall be provided by the chain manufacturer for each continuous chain length. This report shall include all dimensional checks, test and inspection, non-destructive testing results, process records, photographs as well as any nonconformity, corrective action and repair work. Individual certificates shall be issued for each continuous single length of stud-link anchor chain. All accompanying documents, appendices and reports shall carry reference to the original certificate number of the Classification Society. The manufacturer shall be responsible for storing, in a safe and retrievable manner, all documentation produced for a period of at least 10 years.
9 Marcaes
9.1 A amarra deve ser marcada nos seguintes lugares: - em cada ponta; - em intervalos no superiores a 100 m; - em elos comuns de emenda; - em elos adjacentes a manilhas ou elos comuns de emenda. Todos os elos marcados devem ser indicados no certificado, devendo as marcaes permitir o reconhecimento da ponta inicial e da ponta final da amarra. As mudanas de corrida de ao devem ser marcadas de maneira adequada e passvel de rastreamento. A marcao deve ser permanente e deve permanecer legvel durante a vida til prevista da amarra. 9.2 A amarra deve ser marcada nos malhetes da seguinte maneira: - grau e dimetro; - nmero do certificado; - sinete da Sociedade Classificadora. O nmero do certificado pode ser substitudo por uma abreviatura ou marcao equivalente. Sendo adotada esta opo, este fato deve ser registrado no certificado.
9 Marking
9.1 The stud-link anchor chain shall be marked at the following places: - at each end; - at intervals not exceeding 100 m; - on connecting common links; - on links next to shackles or connecting common links. All marked links shall be stated on the certificate, and the marking shall make it possible to recognize leading and tail end of the stud-link anchor chain. The changes in heat shall be adequately marked in a traceable manner. The marking shall be permanent and legible throughout the expected lifetime of the stud-link anchor chain. 9.2 The stud-link anchor chain shall be marked on the studs as follows: - chain grade and diameter; - certificate number; - classification Societys stamp. The Certificate number may be exchanged against an abbreviation or equivalent. If so, this shall be stated in the certificate.
Cpia no autorizada
18
NBR 13715:1996
10 Ensaios e inspeo de acessrios
10.1 Comentrios gerais Todos os acessrios devem ser submetidos a ensaios de carga de prova, carga de ruptura e ensaios mecnicos aps o tratamento trmico final, na presena de um vistoriador. Quando o fabricante dispuser de um procedimento para registrar cargas de prova que satisfaa o vistoriador, este no necessita testemunhar todos os ensaios de carga de prova. O vistoriador deve certificar-se de que as mquinas de ensaios estejam aferidas e mantidas de maneira satisfatria. Antes de serem submetidos a ensaios e inspeo, os acessrios da amarra devem estar isentos de carepas, tinta ou outros revestimentos. 10.2 Ensaios de carga de prova e de ruptura
10.2.1 Todos os acessrios devem ser submetidos carga
10 Testing and inspection of accessories
10.1 General All accessories shall be subjected to proof load tests, break load tests and mechanical tests after final heat treatment in the presence of a surveyor. Where the manufacturer has a procedure to record proof loads and the Surveyor is satisfied with the adequacy of the recording system, he need not witness all proof load tests. The surveyor shall satisfy himself that the testing machines are calibrated and maintained in a satisfactory condition.
Prior to test and inspection the stud-link anchor chain accessories shall be free from scale, paint or other coating. 10.2 Proof and break load tests
10.2.1 All accessories shall be subjected to the proof load
de prova especificada para a amarra correspondente.
10.2.2 Todos os acessrios da amarra devem ser ensaiadas s cargas de ruptura prescritas para o grau e bitola da amarra qual se destinam. Deve ser submetido a ensaios de ruptura pelo menos um acessrio em cada lote ou um em cada 25 acessrios, valendo a proporo que for menor.
specified for the corresponding stud-link anchor chain.
10.2.2 Stud-link anchor chain accessories shall be tested
to the break test loads prescribed for the grade and size of stud-link anchor chain for which they are intended. At least one accessory out of every batch or every 25 accessories, whichever is less, shall be tested.
No caso de acessrios produzidos individualmente ou acessrios produzidos em pequenos lotes, os ensaios alternativos ficam sujeitos a considerao especial. Devem ser sucateados os acessrios que tiverem sido submetidos a um ensaio de carga de ruptura. 10.3 Dimenses e tolerncias dimensionais Um acessrio (do mesmo tipo, tamanho e grau) em cada 25 deve ser examinado, depois do ensaio com a carga de prova, para verificar a exatido das dimenses, devendo o fabricante emitir um certificado que assegure terem sido cumpridas as exigncias do comprador. 10.4 Ensaios mecnicos Os acessrios devem ser submetidos a ensaios mecnicos conforme descrito em 2.3 e 2.4. Para acessrios produzidos individualmente ou acessrios fabricados em pequenos lotes, ensaios alternativos podem ser objeto de considerao especial. 10.5 Ensaios no-destrutivos Depois da realizao dos ensaios com carga de prova, os acessrios devem ser submetidos a cuidadoso exame visual, prestando-se especial ateno s superfcies usinadas e s regies sujeitas a esforos elevados. Todas as superfcies no usinadas devem ser submetidas a limpeza, a fim de permitir a realizao de um exame completo. Todos os acessrios devem ser verificados mediante ensaios de partculas magnticas ou de lquido penetrante. O fabricante deve emitir um certificado de que foi efetuado o ensaio no-destrutivo com resultados satisfatrios. Deve constar nessa declarao uma breve referncia s tcnicas utilizadas e s qualificaes do operador.
For individually produced accessories or accessories produced in small batches, alternative testing will be subject to special consideration. Accessories which have been subjected to a break test shall be scrapped.
10.3 Dimensions and dimensional tolerances One accessory (of the same type, size and grade) out of 25 shall be checked for dimensions after proof load testing. The manufacturer shall provide a statement indicating compliance with the purchasers requirements. 10.4 Mechanical Tests Accessories shall be subjected to mechanical testing as described in subclauses 2.3 and 2.4. For individually produced accessories or accessories produced in small batches, alternative testing will be subjected to special consideration. 10.5 Non-destructive examination After proof load testing all chain accessories shall be subjected to a close visual examination. Special attention shall be paid to machined surfaces and high stress regions. All non-machined surfaces shall be cleaned to permit a thorough examination. All accessories shall be checked by magnetic particles or dye penetrant.
The manufacturer shall provide a statement that nondestructive examination has been carried out with satisfactory results. This statement should include a brief reference to the techniques and to the operators qualification.
Cpia no autorizada
NBR 13715:1996
19
10.6 Falhas em ensaios Na eventualidade de uma falha em qualquer ensaio, deve ser rejeitado o lote inteiro representado pelo respectivo corpo-de-prova, a no ser que tenha sido determinada a causa da falha, podendo ser demonstrado de maneira satisfatria ao vistoriador que no se encontra presente em quaisquer dos acessrios restantes a condio que provocou a falha. 10.7 Marcao Cada acessrio deve ser marcado da seguinte maneira: - grau e dimetro; - nmero do certificado; - sinete da Sociedade Classificadora. Todos os componentes separveis devem ser estampados com um nmero de srie para evitar a mistura de componentes diferentes. O nmero do certificado pode ser substitudo por uma abreviatura ou elemento equivalente. Sendo adotada essa opo, tal fato deve ser registrado no certificado. 10.8 Documentao Um relatrio completo de inspeo e ensaios deve ser fornecido pelo fabricante para cada encomenda. O relatrio deve conter todas as verificaes dimensionais, ensaios e inspees, ensaios no-destrutivos, os registros do processo, bem como as no-conformidades, as medidas corretivas adotadas e os reparos realizados. Cada tipo de acessrio deve ser coberto por um certificado separado. Todos os documentos, apndices e relatrios que forem anexados devem conter uma referncia ao nmero do certificado da Sociedade Classificadora. O fabricante deve ser responsvel por guardar de maneira segura e recupervel todos os documentos produzidos durante um perodo de pelo menos 10 anos.
10.6 Test failures In the event of a failure of any test the entire batch represented shall be rejected unless the cause of failure has been determined and it can be demonstrated to the surveyors satisfaction that the condition causing the failure is not present in any of the remaining accessories.
10.7 Marking Each accessory shall be marked as follows: - chain grade and diameter; - certificate number; - classification Societys stamp. All detachable component parts shall be stamped with a serial number to avoid mixing components.
The certificate number may be exchanged against an abbreviation or equivalent. If so, this shall be stated in the certificate. 10.8 Documentation A complete Inspection and Testing Report shall be provided by the manufacturer for each order. This report shall include all dimensional checks, test and inspection reports, non-destructive testing reports, process records as well as any nonconformity, corrective action and repair work. Each type of accessory shall be covered by separate certificates. All accompanying documents, appendices and reports shall carry reference to the original certificate number of the Classification Society. The manufacturer will be responsible for storing, in a safe and retrievable manner, all documentation produced for a period of at least 10 years.
You might also like
- NBR 10730Document9 pagesNBR 10730Zidson Arduim FerreiraNo ratings yet
- NBR 10731Document7 pagesNBR 10731Zidson Arduim FerreiraNo ratings yet
- NBR 10733Document3 pagesNBR 10733Zidson Arduim FerreiraNo ratings yet
- NBR 10915 - 90 - CANC - Turco e Guincho de Embarcações Salva-Vidas para Uso em Embarcações - Ensaio de Carga - 4pagDocument4 pagesNBR 10915 - 90 - CANC - Turco e Guincho de Embarcações Salva-Vidas para Uso em Embarcações - Ensaio de Carga - 4pagClaudio LorenzoniNo ratings yet
- NBR 10923Document14 pagesNBR 10923Zidson Arduim FerreiraNo ratings yet
- NBR 10798Document4 pagesNBR 10798Zidson Arduim FerreiraNo ratings yet
- NBR 10803 - 89 - CANC - Escada de Quebra-Peito para Uso Naval - 5pagDocument5 pagesNBR 10803 - 89 - CANC - Escada de Quebra-Peito para Uso Naval - 5pagClaudio LorenzoniNo ratings yet
- NBR 10909Document8 pagesNBR 10909Zidson Arduim FerreiraNo ratings yet
- NBR 10804Document3 pagesNBR 10804Zidson Arduim FerreiraNo ratings yet
- NBR 10805Document7 pagesNBR 10805Zidson Arduim FerreiraNo ratings yet
- NBR 10806Document4 pagesNBR 10806Zidson Arduim FerreiraNo ratings yet
- NBR 10916 - 90 - CANC - Turco para Bote de Resgate para Uso em Embarcações - 6pagDocument6 pagesNBR 10916 - 90 - CANC - Turco para Bote de Resgate para Uso em Embarcações - 6pagClaudio LorenzoniNo ratings yet
- NBR 11350Document8 pagesNBR 11350Zidson Arduim FerreiraNo ratings yet
- NBR 11099Document4 pagesNBR 11099Zidson Arduim Ferreira100% (5)
- NBR 10919Document6 pagesNBR 10919Zidson Arduim FerreiraNo ratings yet
- NBR 13541Document11 pagesNBR 13541Zidson Arduim Ferreira100% (4)
- NBR 10998Document3 pagesNBR 10998Zidson Arduim FerreiraNo ratings yet
- NBR 11106Document3 pagesNBR 11106Zidson Arduim FerreiraNo ratings yet
- NBR 12311Document3 pagesNBR 12311Zidson Arduim FerreiraNo ratings yet
- NBR 11243Document18 pagesNBR 11243Zidson Arduim FerreiraNo ratings yet
- NBR 11351Document4 pagesNBR 11351Zidson Arduim FerreiraNo ratings yet
- NBR 11107Document7 pagesNBR 11107Zidson Arduim FerreiraNo ratings yet
- NBR 11352 - 89 (MB-3050) - CANC - Compartimentos e Acessórios Estanques de Embarcações - Verificação Da Estanqueidade - 4pagDocument4 pagesNBR 11352 - 89 (MB-3050) - CANC - Compartimentos e Acessórios Estanques de Embarcações - Verificação Da Estanqueidade - 4pagClaudio LorenzoniNo ratings yet
- NBR 12678Document7 pagesNBR 12678Zidson Arduim FerreiraNo ratings yet
- Nor NBR-11900 Eb 2200 - Extremidades de Lacos de Cabos de AcoDocument3 pagesNor NBR-11900 Eb 2200 - Extremidades de Lacos de Cabos de AcoRBomfimNo ratings yet
- NBR 13543Document12 pagesNBR 13543Zidson Arduim Ferreira100% (4)
- NBR 11901Document3 pagesNBR 11901Zidson Arduim FerreiraNo ratings yet
- NBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de AcoDocument7 pagesNBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de Acomarizajribeiro78@gmail.comNo ratings yet
- NBR 13542Document10 pagesNBR 13542Zidson Arduim Ferreira100% (1)
- NBR 13545Document12 pagesNBR 13545Zidson Arduim FerreiraNo ratings yet
- SS 827 Sociedades Estado Resultados 2012Document76 pagesSS 827 Sociedades Estado Resultados 2012NATALIANo ratings yet
- Manual de Aços GerdauDocument106 pagesManual de Aços GerdauSkyLaserNo ratings yet
- Artigo Logistica Reversa Leonardo LacerdaDocument5 pagesArtigo Logistica Reversa Leonardo LacerdaMarcelo José100% (1)
- Slides - Curso Sobre SPDA EstruturalDocument43 pagesSlides - Curso Sobre SPDA EstruturalRicardo Joviniano100% (1)
- Terraplanagem e locação de obraDocument55 pagesTerraplanagem e locação de obraAndré Lapa100% (1)
- 09-LES-EXP - ExpediçãoDocument90 pages09-LES-EXP - ExpediçãopalessandraleiteNo ratings yet
- Otimizado título para documento sobre linhas de aplicação de hidráulicaDocument18 pagesOtimizado título para documento sobre linhas de aplicação de hidráulicaPats Peças Tornearia SilveiraNo ratings yet
- UFRP Construção Civil II vedações horizontaisDocument14 pagesUFRP Construção Civil II vedações horizontaisjanine100% (1)
- Operação cesta aéreaDocument5 pagesOperação cesta aéreaMarco CarvalhoNo ratings yet
- AP 509 Gestao de Estoque 21062017Document92 pagesAP 509 Gestao de Estoque 21062017Jackson Santoss100% (2)
- Abnt NBR 13221-2010Document10 pagesAbnt NBR 13221-2010IvoMigVazNo ratings yet
- Apresentacao Logistica CGA CGMDocument51 pagesApresentacao Logistica CGA CGMEdgar Hector GarciaNo ratings yet
- CoroKey 2010 PDFDocument216 pagesCoroKey 2010 PDFMatheus MoitaNo ratings yet
- Diagrama Processo Exportação (30maio2107)Document2 pagesDiagrama Processo Exportação (30maio2107)rosita58No ratings yet
- Valtra Fruteiro A950f Baixa FopDocument2 pagesValtra Fruteiro A950f Baixa FopVitorMelloNo ratings yet
- Aços ARBLDocument13 pagesAços ARBLSergio AlvesNo ratings yet
- Quantitativos de Materiais - Subestação 112,5 KvaDocument7 pagesQuantitativos de Materiais - Subestação 112,5 KvaMichael Murphy100% (4)
- UFSC Engenharia Materiais Retificadora Plana TangencialDocument23 pagesUFSC Engenharia Materiais Retificadora Plana TangencialAndre CapelaNo ratings yet
- Material Do Mini Curso de Logística ReversaDocument67 pagesMaterial Do Mini Curso de Logística ReversaMarcelo MagalhãesNo ratings yet
- Aula Modais de Transportes (Logística, Engenharia de Produção)Document7 pagesAula Modais de Transportes (Logística, Engenharia de Produção)Andressa EgerNo ratings yet
- Maior Empresas BrasilDocument431 pagesMaior Empresas BrasilRNo ratings yet
- Indiced Da NBRDocument11 pagesIndiced Da NBRJoão Batista LeonelNo ratings yet
- Piso Elevado Especificação TécnicaDocument8 pagesPiso Elevado Especificação TécnicaBruno BarbosaNo ratings yet
- case2: CONSUMO DE MATERIAIS POR M3 DE CONCRETODocument1 pagecase2: CONSUMO DE MATERIAIS POR M3 DE CONCRETOThallysson MarquesNo ratings yet
- Laudo Bloco EstruturalDocument5 pagesLaudo Bloco EstruturalJéssica Bessa100% (1)
- Transportes Brasil UFMGDocument7 pagesTransportes Brasil UFMGRon Ray Custer100% (1)
- Bancas TCC 2012/2 Eng Civil UnisinosDocument2 pagesBancas TCC 2012/2 Eng Civil UnisinosCarlos MarianoNo ratings yet