You might also like
- Article - Custom Fit PDFDocument20 pagesArticle - Custom Fit PDFJeet GuptaNo ratings yet
- ATCDocument114 pagesATCJeet GuptaNo ratings yet
- Mass Customization - A Viable FutureDocument40 pagesMass Customization - A Viable FutureJeet GuptaNo ratings yet
- A Christmas CarolDocument55 pagesA Christmas CarolRenner Silva E SouzaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Business Challenges: Case StudyDocument4 pagesBusiness Challenges: Case StudySanjay ThakkarNo ratings yet
- Crack WidthDocument4 pagesCrack Widthmdelacua267% (3)
- Data Governance Case Study Ciba FinalDocument37 pagesData Governance Case Study Ciba FinalAbdelhamid HarakatNo ratings yet
- Inventory Management-Dante v. AriñezDocument41 pagesInventory Management-Dante v. AriñezJaypee FazoliNo ratings yet
- Organisational StudyDocument68 pagesOrganisational StudyManuUdayanNo ratings yet
- Checklist For Selecting A CMMS Solution PDFDocument4 pagesChecklist For Selecting A CMMS Solution PDFambuenaflorNo ratings yet
- LMC Tablosu-AirbusDocument1 pageLMC Tablosu-AirbusefilefilNo ratings yet
- Stacbloc BrochureDocument4 pagesStacbloc Brochuresathish77sNo ratings yet
- MS FOR Structural Support Shoring WorkDocument5 pagesMS FOR Structural Support Shoring Workshamshad ahamedNo ratings yet
- Scrum PDFDocument222 pagesScrum PDFvive_vt_vivasNo ratings yet
- Mooring, Towing, TaxingDocument4 pagesMooring, Towing, TaxingRodriguez ArthursNo ratings yet
- Container BLDGS 1ST Edition PDFDocument65 pagesContainer BLDGS 1ST Edition PDFfcjjcfNo ratings yet
- EstimateDocument6 pagesEstimateSansar PanchalNo ratings yet
- Question Bank: AE1254 - PROPULSION IDocument8 pagesQuestion Bank: AE1254 - PROPULSION ISêlvâkûmâr JayabalaNo ratings yet
- 12 - ToyotaDocument87 pages12 - Toyotawaddah100% (2)
- AP Electrical Safety SWPDocument12 pagesAP Electrical Safety SWPjvigforuNo ratings yet
- Total Quality Management - ProjectDocument2 pagesTotal Quality Management - ProjectRachel KuNo ratings yet
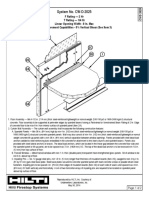
- System No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)Document2 pagesSystem No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)aNo ratings yet
- 10964B ENU TrainerHandbook PDFDocument688 pages10964B ENU TrainerHandbook PDFHell Oo OoNo ratings yet
- Salesforce API ConsoleDocument197 pagesSalesforce API ConsoleAlbert TestersNo ratings yet
- E 24-T-101Document3 pagesE 24-T-101cahya100% (1)
- How Guide SapcreditmanageDocument4 pagesHow Guide SapcreditmanagepoornaraoNo ratings yet
- JEDDAH HEAD OFFICE DETAILSDocument1 pageJEDDAH HEAD OFFICE DETAILSfranklaer-10% (2)
- Into The Abyss by Carol Shaben (Excerpt)Document35 pagesInto The Abyss by Carol Shaben (Excerpt)Random House of Canada100% (1)
- Construction Claim Books & LinkDocument7 pagesConstruction Claim Books & LinkAfrath_nNo ratings yet
- Constructibility Issues For Highway ProjectsDocument9 pagesConstructibility Issues For Highway ProjectsNouran M. RadwanNo ratings yet
- Oracle Taleo Enterprise Reporting With OBI User Guide PDFDocument856 pagesOracle Taleo Enterprise Reporting With OBI User Guide PDFdaxeshnirma100% (1)
- Vertex Payroll Tax Q Series Integration With Oracle Fusion HCMDocument2 pagesVertex Payroll Tax Q Series Integration With Oracle Fusion HCMsam22nowNo ratings yet
- Iso 9001 Document RequirementsDocument47 pagesIso 9001 Document Requirementsksbbs100% (1)