You might also like
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsFrom EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsRating: 5 out of 5 stars5/5 (1)
- Programmable Logic Controller (PLC) BasicsDocument9 pagesProgrammable Logic Controller (PLC) BasicsSarath KumarNo ratings yet
- Programmable Logic ControllerDocument8 pagesProgrammable Logic ControllerUmesh SatamNo ratings yet
- Programmable Logic Controller: From Wikipedia, The Free EncyclopediaDocument10 pagesProgrammable Logic Controller: From Wikipedia, The Free EncyclopediaAlda LopezNo ratings yet
- Programmable Logic ControllerDocument9 pagesProgrammable Logic ControllerRaj Kumar Ahmed0% (1)
- Programmable Logic ControllerDocument9 pagesProgrammable Logic ControllerAnand AsangiNo ratings yet
- Wiki PLC RtuDocument219 pagesWiki PLC RtuboypardedeNo ratings yet
- Programmable Logic Controller: o o o oDocument11 pagesProgrammable Logic Controller: o o o oVladimir TrajanovicNo ratings yet
- PLC Programmable Logic ControllerDocument11 pagesPLC Programmable Logic ControllerRohit AgrawalNo ratings yet
- Programmable Logic ControllerDocument3 pagesProgrammable Logic Controlleramit2727No ratings yet
- Siemens Simatic S7-400 System in A Rack, Left-To-Right: Power Supply Unit (PSU), CPU, Interface Module (IM) and Communication Processor (CP)Document11 pagesSiemens Simatic S7-400 System in A Rack, Left-To-Right: Power Supply Unit (PSU), CPU, Interface Module (IM) and Communication Processor (CP)Kishore Steve AustinNo ratings yet
- Overview of Mecon LimitedDocument5 pagesOverview of Mecon LimitedMd Irfan AhmadNo ratings yet
- Project PLCDocument12 pagesProject PLCmajumderabhijit85No ratings yet
- PLC IkiPediaDocument12 pagesPLC IkiPediaVivekKajlaNo ratings yet
- Introductory PLC Programming - Wikibooks, Open Books For An Open WorldDocument28 pagesIntroductory PLC Programming - Wikibooks, Open Books For An Open WorldKhushboo29 ElectricalNo ratings yet
- PLC & 8051Document22 pagesPLC & 8051Sunil Patel100% (1)
- Programmable Logic Controller - WikipediaDocument12 pagesProgrammable Logic Controller - WikipediaDaniela CiucnaruNo ratings yet
- Programmable Logic ControllerDocument12 pagesProgrammable Logic ControllerdavidalmeridaNo ratings yet
- Programable Logic ControllerDocument24 pagesProgramable Logic Controllersatyajit_manna_2No ratings yet
- Chapter 1 Introduction To PLCDocument43 pagesChapter 1 Introduction To PLCSri Sarat ChandraNo ratings yet
- Programmable Logic Controller. It Is A Digital Computer That IsDocument2 pagesProgrammable Logic Controller. It Is A Digital Computer That IsShubham MishraNo ratings yet
- PLCs and SCADA: What is a Programmable Logic ControllerDocument14 pagesPLCs and SCADA: What is a Programmable Logic Controllerजनार्धनाचारि केल्ला0% (1)
- Programmable Logic ControllerDocument23 pagesProgrammable Logic Controllergebrerufael hailayNo ratings yet
- Programmable Logic Controllers (PLCs): An OverviewDocument53 pagesProgrammable Logic Controllers (PLCs): An Overviewokk chuNo ratings yet
- PLC and Collaborative AutomationDocument4 pagesPLC and Collaborative AutomationChristopherElPadrinoCardenasNo ratings yet
- Assignment 2 ControlDocument19 pagesAssignment 2 Controlsaad6689No ratings yet
- Unit II Course MaterialDocument11 pagesUnit II Course MaterialKumaresan ElectronicsNo ratings yet
- Basics of PLC Workshop - Day 1 AgendaDocument119 pagesBasics of PLC Workshop - Day 1 AgendaOwais Khan100% (2)
- Programmable Logic Controller (PLC) - Industrial Wiki - ODESIE® by Technology TransferDocument41 pagesProgrammable Logic Controller (PLC) - Industrial Wiki - ODESIE® by Technology TransferAbhishek SinghNo ratings yet
- PLC Workshop 1-2 DayDocument120 pagesPLC Workshop 1-2 DayHamza Khan Khattak100% (1)
- Programmable Logic Controllers: A Brief HistoryDocument68 pagesProgrammable Logic Controllers: A Brief HistoryNiño AntoninoNo ratings yet
- PLC Based Car Parking Guidance SystemDocument42 pagesPLC Based Car Parking Guidance Systemramsj100% (2)
- PLC en Control de ProcesosDocument5 pagesPLC en Control de ProcesosnavdaniloNo ratings yet
- Report On PLC & ScadaDocument30 pagesReport On PLC & ScadaRajmal Menariya60% (10)
- Automatic Car Wash Using PLCDocument5 pagesAutomatic Car Wash Using PLCAdvanced Research Publications100% (2)
- AB PLCDocument3 pagesAB PLCdasaNo ratings yet
- The PLC in Automation TechnologyDocument22 pagesThe PLC in Automation TechnologyAthira AnandNo ratings yet
- tr2023wk132 090514062624 Phpapp02Document14 pagestr2023wk132 090514062624 Phpapp02Arifdwi KurniawanNo ratings yet
- Introduction to Automation and PLC ProgrammingDocument37 pagesIntroduction to Automation and PLC ProgrammingHappy ShubhamNo ratings yet
- SOFCON India Pvt. Ltd. Company ProfileDocument16 pagesSOFCON India Pvt. Ltd. Company ProfilemalhiavtarsinghNo ratings yet
- PLC1aDocument71 pagesPLC1aSymon Justine SañoNo ratings yet
- Introduction To PLC ControllersDocument7 pagesIntroduction To PLC Controllersdhananjaymohapatra2009No ratings yet
- Conveyor Control Using Programmable Logic ControllerDocument7 pagesConveyor Control Using Programmable Logic ControllerWann RexroNo ratings yet
- PLC m1Document11 pagesPLC m1Goutham KNo ratings yet
- Modified Graduation ProjectDocument37 pagesModified Graduation ProjectSagar G ReddyNo ratings yet
- CIM Lecture Notes 10Document12 pagesCIM Lecture Notes 10rzrasa100% (1)
- PROGRAMMABLE LOGIC CONTROLLER (PLC) HISTORY, EVOLUTION, AND COMPONENTSDocument22 pagesPROGRAMMABLE LOGIC CONTROLLER (PLC) HISTORY, EVOLUTION, AND COMPONENTSshreemantiNo ratings yet
- 1.introduction To PLCDocument47 pages1.introduction To PLCEmmanuel MatutuNo ratings yet
- 05Document42 pages05tt_aljobory3911No ratings yet
- PLC Programmable Logic ControllersDocument14 pagesPLC Programmable Logic ControllersStefan BotaNo ratings yet
- PLC - Programmable logic controllerDocument35 pagesPLC - Programmable logic controllerEdson LeonardoNo ratings yet
- Good Things About PLC'sDocument2 pagesGood Things About PLC'snuzc wXnxvjl r hidayahNo ratings yet
- PLC Interview Questions and Answers Part 1Document54 pagesPLC Interview Questions and Answers Part 1Hagos AlemNo ratings yet
- What Is A PLCDocument1 pageWhat Is A PLCJorge MuñozNo ratings yet
- PLCDocument56 pagesPLCFelix Lee Kah NgieNo ratings yet
- 563 2046 1 PB PDFDocument11 pages563 2046 1 PB PDFWaleed AliNo ratings yet
- Programmable Logic ControlDocument6 pagesProgrammable Logic ControlJose Prima Boang ManaluNo ratings yet
- PLC Programming Through Ladder Logic Project ReportDocument33 pagesPLC Programming Through Ladder Logic Project ReportGaurav SharmaNo ratings yet
- Index: S. NO. Title Page NoDocument52 pagesIndex: S. NO. Title Page NoBasant VishwakarmaNo ratings yet
- Book 2Document1 pageBook 2Vijay RohillaNo ratings yet
- Book 1Document1 pageBook 1Vijay RohillaNo ratings yet
- Maruti Wagon R Brochure PDFDocument6 pagesMaruti Wagon R Brochure PDFVijay RohillaNo ratings yet
- SBI Life - EWealth Insurance 300415 V2Document16 pagesSBI Life - EWealth Insurance 300415 V2Tejas JasaniNo ratings yet
- EEE Department Vision, Mission & ObjectivesDocument3 pagesEEE Department Vision, Mission & ObjectivesVijay RohillaNo ratings yet
- SSVEP Channel Selection Using Adaptive Filtering: Presented By:-Vijay RohillaDocument14 pagesSSVEP Channel Selection Using Adaptive Filtering: Presented By:-Vijay RohillaVijay RohillaNo ratings yet
- Telephone Numbers of Offices OP' Circle, Sonipat, UHBVNDocument1 pageTelephone Numbers of Offices OP' Circle, Sonipat, UHBVNParmod Ranga0% (1)
- Scheme of Examinations for 7th Semester EEEDocument123 pagesScheme of Examinations for 7th Semester EEEVijay RohillaNo ratings yet
- Ntexmevl 27654Document10 pagesNtexmevl 27654Abhinav MadanNo ratings yet
- Cele Rio BrochureDocument6 pagesCele Rio BrochureKiran KoraddiNo ratings yet
- Intrinsic Extrinsic SemiconductorsDocument3 pagesIntrinsic Extrinsic SemiconductorsJohn Dolph FacundoNo ratings yet
- BrochureDocument6 pagesBrochureVijay RohillaNo ratings yet
- 4final Syllabus IT 3rd Semester4,5,6,7,8Document104 pages4final Syllabus IT 3rd Semester4,5,6,7,8ridamNo ratings yet
- SSVEP Channel Selection Using Adaptive Filtering: Presented By:-Vijay RohillaDocument14 pagesSSVEP Channel Selection Using Adaptive Filtering: Presented By:-Vijay RohillaVijay RohillaNo ratings yet
- India Energy Statistics 2013Document102 pagesIndia Energy Statistics 2013zikapasiNo ratings yet
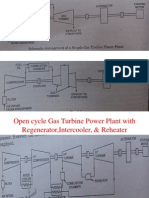
- GAS Power PlantDocument7 pagesGAS Power PlantVijay RohillaNo ratings yet
- Module 6: Preventive, Emergency and Restorative Control ActionsDocument4 pagesModule 6: Preventive, Emergency and Restorative Control ActionsVijay RohillaNo ratings yet
- GunuDocument1 pageGunuVijay RohillaNo ratings yet
- Concept of LoadabilityDocument12 pagesConcept of LoadabilityVijay RohillaNo ratings yet
- Series Compensation BenefitsDocument10 pagesSeries Compensation BenefitsVijay RohillaNo ratings yet
- Group DiscussionDocument4 pagesGroup DiscussionVijay RohillaNo ratings yet
- Power OscillationsDocument54 pagesPower OscillationsVijay RohillaNo ratings yet
- Energy Markets & Technologies-Revised1Document14 pagesEnergy Markets & Technologies-Revised1Jasim FarooqNo ratings yet
- Article 3: What Is Reactive Power?Document8 pagesArticle 3: What Is Reactive Power?MAT JIBRUDNo ratings yet
- Economic Load Dispatch Using Bacterial Foraging TechniqueDocument8 pagesEconomic Load Dispatch Using Bacterial Foraging TechniqueVijay RohillaNo ratings yet
- 8.3 Comparison of Thermal-Thermal System in Three GencosDocument8 pages8.3 Comparison of Thermal-Thermal System in Three GencosVijay RohillaNo ratings yet
- Reactive Power Compensation Technologies, State-of-the-Art ReviewDocument21 pagesReactive Power Compensation Technologies, State-of-the-Art ReviewsharptrNo ratings yet
- New Arranged REFERENCESDocument1 pageNew Arranged REFERENCESVijay RohillaNo ratings yet
- Nikon India Private LimitedDocument1 pageNikon India Private LimitedVijay RohillaNo ratings yet
- Guide4BankExams English GrammarDocument11 pagesGuide4BankExams English GrammarShiv Ram Krishna100% (3)
- LP Series Limpsfield Combustion Operating and Maintenance Manual Iss3Document63 pagesLP Series Limpsfield Combustion Operating and Maintenance Manual Iss3hoangtien1991No ratings yet
- Direct Current CompressorDocument2 pagesDirect Current Compressorcbdk71No ratings yet
- CSL 2020 New 11 PromaxDocument1 pageCSL 2020 New 11 PromaxKenneth GonzalesNo ratings yet
- Bildr Use The Easydriver Stepper Motor Driver..Document5 pagesBildr Use The Easydriver Stepper Motor Driver..fayazrashNo ratings yet
- Ruska MakeDocument42 pagesRuska Makechandushar1604No ratings yet
- Demarreur A Distance Data StartDocument14 pagesDemarreur A Distance Data StartDUCK7731100% (2)
- VNX P Add A Disk 120Document14 pagesVNX P Add A Disk 120KNo ratings yet
- Components of A Computer - Information Technology and CommunicationDocument7 pagesComponents of A Computer - Information Technology and CommunicationDarryl John PasambaNo ratings yet
- Product CatalogDocument92 pagesProduct Catalogphani_abkNo ratings yet
- h13867 WP Emc Isilon Smartlock Compliance Mode Best PracticesDocument12 pagesh13867 WP Emc Isilon Smartlock Compliance Mode Best Practicesgabbu_No ratings yet
- Wistron-SKLU Schematics Mihawk REV -2Document105 pagesWistron-SKLU Schematics Mihawk REV -2CarlosNo ratings yet
- ZP BankDocument17 pagesZP BanksharkNo ratings yet
- ELEC2141 Lab ManualDocument132 pagesELEC2141 Lab ManualAnonymous sZbpYINo ratings yet
- WhatsNewInOSX - YosemiteDocument89 pagesWhatsNewInOSX - Yosemitejbot5000No ratings yet
- Panasonic TV TX-32pk20 Chassis Euro-5Document47 pagesPanasonic TV TX-32pk20 Chassis Euro-5habamarioNo ratings yet
- Ecodial Advance Calculation: Live Update (Minor) Example: 4.8. 4.8Document8 pagesEcodial Advance Calculation: Live Update (Minor) Example: 4.8. 4.8benkhelilNo ratings yet
- SEAKING700 Range Operators ManualDocument28 pagesSEAKING700 Range Operators ManualDinesh Bala KrishnanNo ratings yet
- CasingDocument4 pagesCasingjohan76No ratings yet
- EPOS P Programming ReferenceDocument102 pagesEPOS P Programming ReferenceΑντώνης ΠαππάςNo ratings yet
- (Strategic Technology Series) Joel P Kanter - Understanding Thin-Client - Server Computing-Microsoft Press (1997)Document363 pages(Strategic Technology Series) Joel P Kanter - Understanding Thin-Client - Server Computing-Microsoft Press (1997)udhayan udhaiNo ratings yet
- User Guide SLF-H - 253255964-D - Ed.04 para ImprimirDocument114 pagesUser Guide SLF-H - 253255964-D - Ed.04 para ImprimirpabloyarceNo ratings yet
- Content Server Schema and Report Fundamentals 10.5Document9 pagesContent Server Schema and Report Fundamentals 10.5dustinbrNo ratings yet
- S&S Make: RRM For 6000 RPMDocument16 pagesS&S Make: RRM For 6000 RPMABVSAI100% (1)
- Dobot Magician User Manual GuideDocument119 pagesDobot Magician User Manual GuideManuel Lopez100% (1)
- Bionic Commando Prima Official EguideDocument160 pagesBionic Commando Prima Official Eguidegladiusodeoiii100% (1)
- Design of Joints: Equation Chapter 1 Section 1Document131 pagesDesign of Joints: Equation Chapter 1 Section 1kartikijag100% (1)
- Design Patterns, Architectural Patterns: Software Engineering G22.2440-001Document127 pagesDesign Patterns, Architectural Patterns: Software Engineering G22.2440-001Pierre LaporteNo ratings yet
- K7VM2-R30 UmDocument29 pagesK7VM2-R30 UmSyed Irfan BashaNo ratings yet
- Iaetsd Vehicle Monitoring and Security SystemDocument3 pagesIaetsd Vehicle Monitoring and Security SystemiaetsdiaetsdNo ratings yet
- Manual Bios Intel Dp35dpDocument32 pagesManual Bios Intel Dp35dpMarcelo CheloNo ratings yet
- Chip War: The Quest to Dominate the World's Most Critical TechnologyFrom EverandChip War: The Quest to Dominate the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (227)
- CompTIA A+ Complete Review Guide: Exam Core 1 220-1001 and Exam Core 2 220-1002From EverandCompTIA A+ Complete Review Guide: Exam Core 1 220-1001 and Exam Core 2 220-1002Rating: 5 out of 5 stars5/5 (1)
- Chip War: The Fight for the World's Most Critical TechnologyFrom EverandChip War: The Fight for the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (82)
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- CompTIA A+ Complete Review Guide: Core 1 Exam 220-1101 and Core 2 Exam 220-1102From EverandCompTIA A+ Complete Review Guide: Core 1 Exam 220-1101 and Core 2 Exam 220-1102Rating: 5 out of 5 stars5/5 (2)
- Amazon Web Services (AWS) Interview Questions and AnswersFrom EverandAmazon Web Services (AWS) Interview Questions and AnswersRating: 4.5 out of 5 stars4.5/5 (3)
- iPhone X Hacks, Tips and Tricks: Discover 101 Awesome Tips and Tricks for iPhone XS, XS Max and iPhone XFrom EverandiPhone X Hacks, Tips and Tricks: Discover 101 Awesome Tips and Tricks for iPhone XS, XS Max and iPhone XRating: 3 out of 5 stars3/5 (2)
- Model-based System and Architecture Engineering with the Arcadia MethodFrom EverandModel-based System and Architecture Engineering with the Arcadia MethodNo ratings yet
- Dancing with Qubits: How quantum computing works and how it can change the worldFrom EverandDancing with Qubits: How quantum computing works and how it can change the worldRating: 5 out of 5 stars5/5 (1)
- Creative Selection: Inside Apple's Design Process During the Golden Age of Steve JobsFrom EverandCreative Selection: Inside Apple's Design Process During the Golden Age of Steve JobsRating: 4.5 out of 5 stars4.5/5 (49)
- 2018 (40+) Best Free Apps for Kindle Fire Tablets: +Simple Step-by-Step Guide For New Kindle Fire UsersFrom Everand2018 (40+) Best Free Apps for Kindle Fire Tablets: +Simple Step-by-Step Guide For New Kindle Fire UsersNo ratings yet
- Hacking With Linux 2020:A Complete Beginners Guide to the World of Hacking Using Linux - Explore the Methods and Tools of Ethical Hacking with LinuxFrom EverandHacking With Linux 2020:A Complete Beginners Guide to the World of Hacking Using Linux - Explore the Methods and Tools of Ethical Hacking with LinuxNo ratings yet
- From Cell Phones to VOIP: The Evolution of Communication Technology - Technology Books | Children's Reference & NonfictionFrom EverandFrom Cell Phones to VOIP: The Evolution of Communication Technology - Technology Books | Children's Reference & NonfictionNo ratings yet
- Electronic Dreams: How 1980s Britain Learned to Love the ComputerFrom EverandElectronic Dreams: How 1980s Britain Learned to Love the ComputerRating: 5 out of 5 stars5/5 (1)
- Cancer and EMF Radiation: How to Protect Yourself from the Silent Carcinogen of ElectropollutionFrom EverandCancer and EMF Radiation: How to Protect Yourself from the Silent Carcinogen of ElectropollutionRating: 5 out of 5 stars5/5 (2)
- The No Bull$#!£ Guide to Building Your Own PC: No Bull GuidesFrom EverandThe No Bull$#!£ Guide to Building Your Own PC: No Bull GuidesNo ratings yet