You might also like
- MD 40-45 Plans - Assembly ManualDocument40 pagesMD 40-45 Plans - Assembly ManualOlin Stej80% (30)
- MD 40-45 Plans - Assembly ManualDocument40 pagesMD 40-45 Plans - Assembly ManualOlin Stej80% (30)
- MD1200 MD1600 Plans AssemblyDocument40 pagesMD1200 MD1600 Plans AssemblyOlin Stej85% (20)
- MD1200 MD1600 Plans AssemblyDocument40 pagesMD1200 MD1600 Plans AssemblyOlin Stej85% (20)
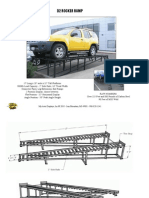
- Flatline RampsDocument5 pagesFlatline RampsDavid Becham100% (1)
- Car Ramps1Document3 pagesCar Ramps1David Becham100% (2)
- Tom Thumb Mini BikeDocument4 pagesTom Thumb Mini Bikemysteriousracerx100% (7)
- Hovercraft PlansDocument104 pagesHovercraft Plansarqmiguelpereyrab100% (2)
- Jarless Con Door DriveDocument16 pagesJarless Con Door DriveRoyal Akash100% (6)
- AR's Honda NPS50/Ruckus/Zoomer GY6 Swap ManualFrom EverandAR's Honda NPS50/Ruckus/Zoomer GY6 Swap ManualRating: 4.5 out of 5 stars4.5/5 (2)
- Shednew PM1Document1 pageShednew PM1Olin StejNo ratings yet
- Yard-Dozer MidgetDocument5 pagesYard-Dozer MidgetOlin Stej80% (5)
- Cadplans CatalogDocument40 pagesCadplans CatalogCarla Míriam Ferreira100% (3)
- Beep Plans CompleteDocument9 pagesBeep Plans Completetaxmac80% (5)
- Lewis MillDocument9 pagesLewis MillCelso Ari Schlichting100% (2)
- AWD Buggy PlanDocument4 pagesAWD Buggy PlanOtis19640% (1)
- KW Dirt MasterDocument5 pagesKW Dirt MastertaxmacNo ratings yet
- Center Mount Bicycle Motor Kit PlansDocument47 pagesCenter Mount Bicycle Motor Kit PlansLiveFastMotors100% (2)
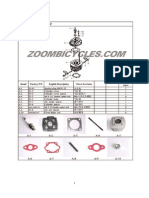
- Zoombicycles Bicycle Engine Installation GuideDocument37 pagesZoombicycles Bicycle Engine Installation GuideOlin Stej100% (1)
- Center Mount Bicycle Motor Kit PlansDocument47 pagesCenter Mount Bicycle Motor Kit PlansLiveFastMotors100% (2)
- Yard-Dozer MidgetDocument5 pagesYard-Dozer MidgetOlin Stej80% (5)
- Bandmill PlanDocument14 pagesBandmill Planpaulh1965100% (1)
- MD34 PlansDocument16 pagesMD34 PlansOlin Stej100% (8)
- Cad Digger 650Document31 pagesCad Digger 650Melanie100% (2)
- Solomons Organic Chemistry Solution Manual - Chapter 3Document12 pagesSolomons Organic Chemistry Solution Manual - Chapter 3Imanghh25% (4)
- Nso User Guide-5.3 PDFDocument178 pagesNso User Guide-5.3 PDFAla JebnounNo ratings yet
- WPS Office 2016Document22 pagesWPS Office 2016Muhammad Aliff SyukriNo ratings yet
- Mini Dozer Info 1979Document6 pagesMini Dozer Info 1979Jim100% (3)
- 1 Personal Tracked VehicleDocument68 pages1 Personal Tracked Vehiclesjdarkman1930100% (2)
- Building One Lung KartsDocument7 pagesBuilding One Lung KartsJim100% (5)
- Mini-Skat 6-Wheel Plans AssemblyDocument40 pagesMini-Skat 6-Wheel Plans AssemblyВладимир Батманов100% (3)
- Shop - Metal - Gingery's Pipe Bending MachineDocument1 pageShop - Metal - Gingery's Pipe Bending MachinePutra Pratama100% (6)
- Tote All ScooterDocument7 pagesTote All ScooterJimNo ratings yet
- Suitcase PowercycleV2Document13 pagesSuitcase PowercycleV2Jim67% (3)
- 45 Best Harbor Freight ModsDocument48 pages45 Best Harbor Freight ModsKeone Semana100% (1)
- Struck Dozers - CubCadetManDocument4 pagesStruck Dozers - CubCadetManNaveen BansalNo ratings yet
- South Bend SB1002 Lathe Owners ManualDocument84 pagesSouth Bend SB1002 Lathe Owners ManualRendab100% (2)
- YardHorse ScooterDocument9 pagesYardHorse ScooterJim100% (5)
- 3 Wheel Dune BuggyDocument5 pages3 Wheel Dune BuggyyukitadaNo ratings yet
- Frame Jig Assembly GuideDocument12 pagesFrame Jig Assembly GuideMalcolm DiamondNo ratings yet
- Wooden Scooter and PopcycleDocument6 pagesWooden Scooter and PopcycleJim75% (4)
- Cycle Car With Moto WheelDocument83 pagesCycle Car With Moto Wheelsapientwon7712100% (1)
- Mite Cycle by Mechanix IllustratedDocument7 pagesMite Cycle by Mechanix IllustratedJim100% (3)
- Super Scooter by Mechanix IllustratedDocument12 pagesSuper Scooter by Mechanix IllustratedJim100% (3)
- 42SWP22 Lawn SweeperDocument12 pages42SWP22 Lawn SweeperPurpleRyderNo ratings yet
- Diamond Tool Holder for Mini LatheDocument12 pagesDiamond Tool Holder for Mini Latheian_newNo ratings yet
- Maytag RoadsterDocument5 pagesMaytag RoadsterJim100% (3)
- Minibeep Mba80bDocument14 pagesMinibeep Mba80bAparecido Nascimento Dos SantosNo ratings yet
- Fee Jee PMFM47Document7 pagesFee Jee PMFM47Jim100% (3)
- Auto Union Cycle Kart Pg. 2 RevisedDocument1 pageAuto Union Cycle Kart Pg. 2 Revisedsjdarkman1930No ratings yet
- Homebuilt Car With Wood Frames - Practical MechanicsDocument39 pagesHomebuilt Car With Wood Frames - Practical Mechanicssjdarkman1930100% (3)
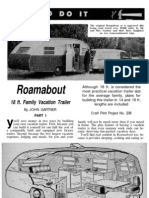
- SMFeb 56 Roamabout Part 1Document17 pagesSMFeb 56 Roamabout Part 1Jim86% (7)
- Darcy's Falling Block Single Shot PlansDocument12 pagesDarcy's Falling Block Single Shot Plansmk35100% (3)
- PowerCycle With SideCarDocument7 pagesPowerCycle With SideCarJim100% (2)
- 126 Best Lathe AccessoriesDocument129 pages126 Best Lathe Accessoriesnickhofen100% (1)
- Popularmechanics - How To Build A ForgeDocument1 pagePopularmechanics - How To Build A ForgeChuck Achberger100% (1)
- The Donkey Engine Model Has Strong Steam Power AppealDocument4 pagesThe Donkey Engine Model Has Strong Steam Power AppealimgopalNo ratings yet
- Brush Buggy, Build An ExcitingDocument5 pagesBrush Buggy, Build An ExcitingJim88% (8)
- Simple Workshop Devices - Tool MakingDocument4 pagesSimple Workshop Devices - Tool Makingjykajage100% (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Metalworking for Home Machinists: 53 Practical Projects to Build YourselfFrom EverandMetalworking for Home Machinists: 53 Practical Projects to Build YourselfNo ratings yet
- The Way to Have a Mini-Camper from a Van: A Core Instruction to Turn a Van into Mini-CamperFrom EverandThe Way to Have a Mini-Camper from a Van: A Core Instruction to Turn a Van into Mini-CamperRating: 1 out of 5 stars1/5 (1)
- Coil WinderDocument15 pagesCoil Winderkokomore100% (1)
- Engine Stand PlansDocument23 pagesEngine Stand PlansJoey WilletNo ratings yet
- Sigrc 74 Kadetlt 25Document34 pagesSigrc 74 Kadetlt 25carlosulloa100% (1)
- 316 SS Flow Conditioner and Thermowell CatalogDocument25 pages316 SS Flow Conditioner and Thermowell CatalogVictorIbañezNo ratings yet
- Grinder PlansDocument21 pagesGrinder Plansmanometro80% (5)
- 5x8 Utility Trailer PlansDocument32 pages5x8 Utility Trailer PlansEllyn Mohd100% (3)
- Free Go Kart PlansDocument28 pagesFree Go Kart PlansOsy OsyNo ratings yet
- Bunkie Plan 1Document17 pagesBunkie Plan 1Daniel100% (3)
- Bunkie Plan 1Document17 pagesBunkie Plan 1Daniel100% (3)
- Parts ListDocument8 pagesParts ListOlin StejNo ratings yet
- 5x8 Utility Trailer PlansDocument32 pages5x8 Utility Trailer PlansEllyn Mohd100% (3)
- User Manual 2Document16 pagesUser Manual 2anon-877968No ratings yet
- WLT V913 User ManualDocument8 pagesWLT V913 User ManualOlin StejNo ratings yet
- Build a backyard tractor for under $175Document11 pagesBuild a backyard tractor for under $175Lucian LeonteNo ratings yet
- Welding School TrailerDocument1 pageWelding School TrailerOlin StejNo ratings yet
- Welding School TrailerDocument1 pageWelding School TrailerOlin StejNo ratings yet
- PařeništěDocument2 pagesPařeništěOlin StejNo ratings yet
- SkleníkDocument6 pagesSkleníkOlin StejNo ratings yet
- Lake Tahoe Gazebo PDFDocument5 pagesLake Tahoe Gazebo PDFHorace Prophetic DavisNo ratings yet
- CD 728 PlansDocument27 pagesCD 728 PlansPetar Petrovic100% (1)
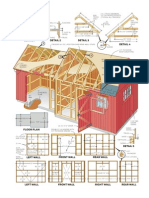
- ) 8 X 10 Storage ShedDocument13 pages) 8 X 10 Storage ShedcedarthingsNo ratings yet
- Greenhouse: Where To Place The GreenhouseDocument6 pagesGreenhouse: Where To Place The GreenhouseOlin StejNo ratings yet
- ChamSys Touchscreen SupportDocument2 pagesChamSys Touchscreen SupportKayla PadillaNo ratings yet
- Is A Calorie Really A Calorie - Metabolic Advantage of Low-Carbohydrate DietsDocument6 pagesIs A Calorie Really A Calorie - Metabolic Advantage of Low-Carbohydrate DietsGustavo CastroNo ratings yet
- PresiometroDocument25 pagesPresiometrojoseprepaNo ratings yet
- Shares Dan Yang Belum Diterbitkan Disebut Unissued SharesDocument5 pagesShares Dan Yang Belum Diterbitkan Disebut Unissued Sharesstefanus budiNo ratings yet
- ISCOM HT803 DatasheetDocument2 pagesISCOM HT803 Datasheetnmc79No ratings yet
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To InformationJGD123No ratings yet
- Tutorial CorelDRAW-X8Document10 pagesTutorial CorelDRAW-X8Ajay BhargavaNo ratings yet
- Lab Manual MCSE 101Document35 pagesLab Manual MCSE 101Juan JacksonNo ratings yet
- Leroy Somer 3434c - GB-NyDocument28 pagesLeroy Somer 3434c - GB-NyCris_eu09100% (1)
- Camshaft Test SheetDocument4 pagesCamshaft Test SheetsughieantoNo ratings yet
- c1Document19 pagesc1vgnagaNo ratings yet
- Time TableDocument7 pagesTime TableChethan .H.GNo ratings yet
- Massive MIMO For Communications With Drone SwarmsDocument26 pagesMassive MIMO For Communications With Drone SwarmsAsher Suranjith JayakumarNo ratings yet
- PF-CIS-Fall 2022 LABDocument4 pagesPF-CIS-Fall 2022 LABMuhammad FaisalNo ratings yet
- 10th Term Exams Computer Science PaperDocument2 pages10th Term Exams Computer Science PaperMohammad Tariq JavaidNo ratings yet
- Gallium Nitride Materials and Devices IV: Proceedings of SpieDocument16 pagesGallium Nitride Materials and Devices IV: Proceedings of SpieBatiriMichaelNo ratings yet
- PVC PLasticisersDocument2 pagesPVC PLasticisersKrishna PrasadNo ratings yet
- Impedance Measurement Handbook: 1st EditionDocument36 pagesImpedance Measurement Handbook: 1st EditionAlex IslasNo ratings yet
- How To Publish A Package in RDocument14 pagesHow To Publish A Package in Rtoton1181No ratings yet
- Austenitic Stainless SteelsDocument10 pagesAustenitic Stainless SteelsbramNo ratings yet
- Product Presentation Nova Blood Gas AnalyzerDocument38 pagesProduct Presentation Nova Blood Gas Analyzerlaboratorium rsdmadani100% (1)
- Algebra Translating Algebraic Phrases 001Document2 pagesAlgebra Translating Algebraic Phrases 001crazyomnislash25% (4)
- Power Cable Installation ManualDocument50 pagesPower Cable Installation ManualAnn DodsonNo ratings yet
- Introduction To Oracle GroovyDocument53 pagesIntroduction To Oracle GroovyDeepak BhagatNo ratings yet
- SRM Institute of Science and Technology Department of Mathematics Probability and Queueing Theory Tutorial Sheet I2Document1 pageSRM Institute of Science and Technology Department of Mathematics Probability and Queueing Theory Tutorial Sheet I2Cooldude 69No ratings yet
- Unit 3: Databases & SQL: Developed By: Ms. Nita Arora Kulachi Hansraj Model School Ashok ViharDocument18 pagesUnit 3: Databases & SQL: Developed By: Ms. Nita Arora Kulachi Hansraj Model School Ashok ViharAthira SomanNo ratings yet