You might also like
- Planas V Comelec - FinalDocument2 pagesPlanas V Comelec - FinalEdwino Nudo Barbosa Jr.100% (1)
- Pipe & Tube of NSSMCDocument0 pagesPipe & Tube of NSSMCLim DongseopNo ratings yet
- HDPE Flange AdaptorDocument1 pageHDPE Flange Adaptorcld72No ratings yet
- Cam F and FC GV Oper-MaintDocument66 pagesCam F and FC GV Oper-Maintdavorp1402No ratings yet
- Colour Chart: Solid Gloss Solid MattDocument1 pageColour Chart: Solid Gloss Solid Mattmpkosa67% (3)
- TES Revell Paint Match GuideDocument2 pagesTES Revell Paint Match Guidedavorp1402No ratings yet
- Oddball NichesDocument43 pagesOddball NichesRey Fuego100% (1)
- Prepositions Below by in On To of Above at Between From/toDocument2 pagesPrepositions Below by in On To of Above at Between From/toVille VianNo ratings yet
- Ss1169 - Telecom Frameworx l1TMFDocument65 pagesSs1169 - Telecom Frameworx l1TMFPrince SinghNo ratings yet
- E1e-016 JFE SAWL PIPEDocument20 pagesE1e-016 JFE SAWL PIPEMassimoSalaNo ratings yet
- Mip Bohler PipelineDocument32 pagesMip Bohler PipelineDaniel StuparekNo ratings yet
- Welding Consumables For Hydro Power StationsDocument16 pagesWelding Consumables For Hydro Power StationsMohamed FaragNo ratings yet
- Fire SupressionDocument127 pagesFire SupressionJen AgabinNo ratings yet
- The Design of High Efficiency Crossflow Hydro Turbines - A Review and Extension PDFDocument18 pagesThe Design of High Efficiency Crossflow Hydro Turbines - A Review and Extension PDFDragomirescu AndreiNo ratings yet
- Presentasi Design WPS - 1 Dec 10 BWDocument43 pagesPresentasi Design WPS - 1 Dec 10 BWWahyu PurbaNo ratings yet
- GRE RTRP Very GoodDocument157 pagesGRE RTRP Very Goodim4uim4uim4uNo ratings yet
- Cathodic Protection: Foreword 1 Scope 2 Normative References 3 Definitions 4 Cathodic Protection DesignDocument11 pagesCathodic Protection: Foreword 1 Scope 2 Normative References 3 Definitions 4 Cathodic Protection Designvvraghu12No ratings yet
- Coanda Intake BasicsDocument4 pagesCoanda Intake BasicsClemente CurnisNo ratings yet
- JFE Steel SpecificationDocument44 pagesJFE Steel SpecificationJohnNo ratings yet
- JFE CatalogueDocument41 pagesJFE CatalogueHerman_ms2000No ratings yet
- Ebs GRP KatalogDocument24 pagesEbs GRP KatalogmgjorNo ratings yet
- Spherical ValveDocument4 pagesSpherical ValveHrshiya SharmaNo ratings yet
- MasterSeries 850 Specification SheetDocument2 pagesMasterSeries 850 Specification SheetFEBCONo ratings yet
- Material Jaringan Distribusi 20KVDocument9 pagesMaterial Jaringan Distribusi 20KVRinat WandikboNo ratings yet
- Tyrolean IntakeDocument9 pagesTyrolean Intakezulkifli1220No ratings yet
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Document18 pagesPost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriNo ratings yet
- Pengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMDocument15 pagesPengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMMulYadi100% (1)
- Retroclamp Data SheetDocument2 pagesRetroclamp Data SheetDesirée PallottaNo ratings yet
- Hardnes TestDocument25 pagesHardnes TestSagun AlmarioNo ratings yet
- WELDING ESAB Welding Handbook XA00106720 - Pipeline Catalogue (Ebook, 66 Pages)Document66 pagesWELDING ESAB Welding Handbook XA00106720 - Pipeline Catalogue (Ebook, 66 Pages)Denny SyamsuddinNo ratings yet
- Standar & Kode PipaDocument8 pagesStandar & Kode PipaDzaka LanaaNo ratings yet
- Fluxi 2000 TZ EN-03 - 18Document4 pagesFluxi 2000 TZ EN-03 - 18Praveen KumarNo ratings yet
- 304HCu 310NDocument40 pages304HCu 310NmalsttarNo ratings yet
- Fixed Cone ValveDocument11 pagesFixed Cone ValveRofi Trianto SNo ratings yet
- JIS Seamless PipeDocument8 pagesJIS Seamless PipeJay PanalanginNo ratings yet
- Welding Consumables For Pipeline Construction - ENDocument64 pagesWelding Consumables For Pipeline Construction - ENmaheshNo ratings yet
- Konveyor RantaiDocument91 pagesKonveyor Rantaiabdulloh_99No ratings yet
- GB 5296.1-2012 (GB5296.1-2012) - Translated English of Chinese StandardDocument12 pagesGB 5296.1-2012 (GB5296.1-2012) - Translated English of Chinese StandardZheng WenruiNo ratings yet
- The Banki Water TurbineDocument28 pagesThe Banki Water Turbineamatos4716075% (4)
- KITZ Bronze Brass Valves E-101-11Document0 pagesKITZ Bronze Brass Valves E-101-11uyab1989No ratings yet
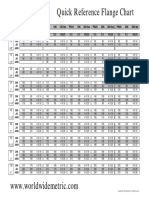
- Flange ChartDocument4 pagesFlange ChartEddie SantillánNo ratings yet
- b002 - Report Construction of Sheet PileDocument7 pagesb002 - Report Construction of Sheet PileMOHAMMAD KAZINo ratings yet
- Manufacturing Procedure - Specification RevisiDocument11 pagesManufacturing Procedure - Specification RevisiRonny Aja100% (1)
- Perhitungan Dan Desain Pressure VesselDocument4 pagesPerhitungan Dan Desain Pressure VesselSyarifudin AliNo ratings yet
- Boiler Tube Repair PracticeDocument1 pageBoiler Tube Repair PracticejagyanduttaNo ratings yet
- Ossberger TurbineDocument6 pagesOssberger TurbineJokondokondo MenengoaeleNo ratings yet
- Instrumentation Pipe & Weld Fittings: 6000psig, 10000psig and Standard RatingDocument5 pagesInstrumentation Pipe & Weld Fittings: 6000psig, 10000psig and Standard Ratinggohjh80No ratings yet
- Siphon Breaker Valves (Accessories)Document2 pagesSiphon Breaker Valves (Accessories)mikeswordsNo ratings yet
- BY K.Prabhu 12BEEE1039Document30 pagesBY K.Prabhu 12BEEE1039raspberry piNo ratings yet
- Reinforcement: Industrial Training Report Tudawe Brothers LimitedDocument8 pagesReinforcement: Industrial Training Report Tudawe Brothers Limitedymanfas100% (1)
- General Information G-0002: Description On Material JIS-ASTMDocument4 pagesGeneral Information G-0002: Description On Material JIS-ASTMEko Indra SaputraNo ratings yet
- Arc Welding ReportDocument24 pagesArc Welding ReportMuhammad HidayaturrahmanNo ratings yet
- Bill of Material - Globe Valve - Model 3000Document1 pageBill of Material - Globe Valve - Model 3000RAVIKIRAN BARDENo ratings yet
- Steel Pipes - Pipe Schedule ChartDocument1 pageSteel Pipes - Pipe Schedule ChartAlzaki AbdullahNo ratings yet
- MDR Pipeline AddingDocument2 pagesMDR Pipeline AddingSeptian FirdausNo ratings yet
- Filletweld 1Document4 pagesFilletweld 1Prakash RajNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Boiler Tube Products Sa-178Document25 pagesBoiler Tube Products Sa-178Sai Prasath100% (1)
- Customer Satisfaction: Tata Tube'S DivisionDocument38 pagesCustomer Satisfaction: Tata Tube'S DivisionPrashant KumarNo ratings yet
- Speciality Pipe and Tube: For Boiler and Petrochemical PlantDocument25 pagesSpeciality Pipe and Tube: For Boiler and Petrochemical PlantdownloadNo ratings yet
- JFE Line PipeDocument62 pagesJFE Line Pipeharry_1981No ratings yet
- JFE SteelDocument62 pagesJFE Steelxmas12345No ratings yet
- Pipes Tubes of Nippon Steel Sumitomo MetalDocument16 pagesPipes Tubes of Nippon Steel Sumitomo Metalsiva_nagesh_2No ratings yet
- Catalog of Seamless Steel Line Pipe of NSSMCDocument8 pagesCatalog of Seamless Steel Line Pipe of NSSMCRoshan ShanmughanNo ratings yet
- JFE - Line PipeDocument63 pagesJFE - Line Pipebee4manuNo ratings yet
- DANGJIN STEEL동국제강 영문브로슈어 (펼침면)Document14 pagesDANGJIN STEEL동국제강 영문브로슈어 (펼침면)tienbien2033No ratings yet
- Nipon Steel and SumimotoDocument16 pagesNipon Steel and SumimotoAda TopanNo ratings yet
- Ortofon 2019Document2 pagesOrtofon 2019davorp1402No ratings yet
- GP20A-Sunmate DiodaDocument2 pagesGP20A-Sunmate Diodadavorp1402No ratings yet
- Camlock CatalogoDocument12 pagesCamlock CatalogoPascualSalvador100% (1)
- SPM Flow Control Products CatalogDocument61 pagesSPM Flow Control Products CatalogCampo Elias QNo ratings yet
- Stud Bolt For Oil and Gas PipelineDocument2 pagesStud Bolt For Oil and Gas PipelineTg TarroNo ratings yet
- Otpornik 1000 I 50 OhmDocument12 pagesOtpornik 1000 I 50 Ohmdavorp1402No ratings yet
- Oil Gas Regulations - PNGDocument132 pagesOil Gas Regulations - PNGdavorp1402No ratings yet
- New Items 2018Document132 pagesNew Items 2018davorp1402100% (1)
- Oil Gas Regulations - PNGDocument132 pagesOil Gas Regulations - PNGdavorp1402No ratings yet
- ASUS - G20AJ - ManualDocument58 pagesASUS - G20AJ - Manualdavorp1402No ratings yet
- Ivy - Business Planner For Wells EngineersDocument2 pagesIvy - Business Planner For Wells Engineersdavorp1402No ratings yet
- Oil Gas Regulations - PNGDocument132 pagesOil Gas Regulations - PNGdavorp1402No ratings yet
- Cobalt InstructionsDocument22 pagesCobalt Instructionsdavorp1402No ratings yet
- Basics of AirbrushingDocument6 pagesBasics of Airbrushingdavorp1402No ratings yet
- 300 Frank Miller PDFDocument89 pages300 Frank Miller PDFdavorp1402100% (1)
- HR2050 V300 Digital Sound - Rivarossi Lima - Ss00126Document1 pageHR2050 V300 Digital Sound - Rivarossi Lima - Ss00126davorp1402No ratings yet
- Model Railroad Magazin 03-Mar2011Document121 pagesModel Railroad Magazin 03-Mar2011davorp1402100% (1)
- MIG Ammo Catalogue 2016Document99 pagesMIG Ammo Catalogue 2016davorp1402100% (2)
- Paint Conversion Chart 20100101 PDFDocument0 pagesPaint Conversion Chart 20100101 PDFSteven O'BrienNo ratings yet
- Faller Car System 2014 enDocument23 pagesFaller Car System 2014 endavorp1402100% (1)
- KUEHN Decoders - N025+T145 - en - BDocument4 pagesKUEHN Decoders - N025+T145 - en - Bdavorp1402No ratings yet
- AkzoNobel - Protecting Your AssetsDocument12 pagesAkzoNobel - Protecting Your Assetsdavorp1402No ratings yet
- 8-P-80 Mud Pump BrochureDocument2 pages8-P-80 Mud Pump Brochuredavorp1402No ratings yet
- LOCTITE - Threadlocking - GuideDocument7 pagesLOCTITE - Threadlocking - Guidedavorp1402No ratings yet
- AkzoNobel - Protecting Your AssetsDocument12 pagesAkzoNobel - Protecting Your Assetsdavorp1402No ratings yet
- Plastic Steel Putty - Materijal Za IspunuDocument2 pagesPlastic Steel Putty - Materijal Za Ispunudavorp1402No ratings yet
- Business Occupancy ChecklistDocument5 pagesBusiness Occupancy ChecklistRozel Laigo ReyesNo ratings yet
- Si KaDocument12 pagesSi KanasmineNo ratings yet
- 254 AssignmentDocument3 pages254 AssignmentSavera Mizan ShuptiNo ratings yet
- Chapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDocument7 pagesChapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDrx Brajendra LodhiNo ratings yet
- Key Features of A Company 1. Artificial PersonDocument19 pagesKey Features of A Company 1. Artificial PersonVijayaragavan MNo ratings yet
- BBCVDocument6 pagesBBCVSanthosh PgNo ratings yet
- Aisc Research On Structural Steel To Resist Blast and Progressive CollapseDocument20 pagesAisc Research On Structural Steel To Resist Blast and Progressive CollapseFourHorsemenNo ratings yet
- Best Practices in Developing High PotentialsDocument9 pagesBest Practices in Developing High PotentialsSuresh ShetyeNo ratings yet
- Installation Manual EnUS 2691840011Document4 pagesInstallation Manual EnUS 2691840011Patts MarcNo ratings yet
- Ahakuelo IndictmentDocument24 pagesAhakuelo IndictmentHNNNo ratings yet
- A Study On Effective Training Programmes in Auto Mobile IndustryDocument7 pagesA Study On Effective Training Programmes in Auto Mobile IndustrySAURABH SINGHNo ratings yet
- Part A Plan: Simple Calculater Using Switch CaseDocument7 pagesPart A Plan: Simple Calculater Using Switch CaseRahul B. FereNo ratings yet
- Government of India Act 1858Document3 pagesGovernment of India Act 1858AlexitoNo ratings yet
- ARISE 2023: Bharati Vidyapeeth College of Engineering, Navi MumbaiDocument5 pagesARISE 2023: Bharati Vidyapeeth College of Engineering, Navi MumbaiGAURAV DANGARNo ratings yet
- Revenue Management Session 1: Introduction To Pricing OptimizationDocument55 pagesRevenue Management Session 1: Introduction To Pricing OptimizationDuc NguyenNo ratings yet
- Drug Study TemplateDocument2 pagesDrug Study TemplateKistlerzane CABALLERONo ratings yet
- Deshidratador Serie MDQDocument4 pagesDeshidratador Serie MDQDAIRONo ratings yet
- Is 778 - Copper Alloy ValvesDocument27 pagesIs 778 - Copper Alloy ValvesMuthu KumaranNo ratings yet
- Coursework For ResumeDocument7 pagesCoursework For Resumeafjwdxrctmsmwf100% (2)
- Bharat Heavy Electricals LimitedDocument483 pagesBharat Heavy Electricals LimitedRahul NagarNo ratings yet
- Actus Reus and Mens Rea New MergedDocument4 pagesActus Reus and Mens Rea New MergedHoorNo ratings yet
- VB 850Document333 pagesVB 850Laura ValentinaNo ratings yet
- Developments in Prepress Technology (PDFDrive)Document62 pagesDevelopments in Prepress Technology (PDFDrive)Sur VelanNo ratings yet
- Strategic Management ModelsDocument4 pagesStrategic Management ModelsBarno NicholusNo ratings yet
- Toshiba Satellite L200 M200 M203 M206 KBTIDocument59 pagesToshiba Satellite L200 M200 M203 M206 KBTIYakub LismaNo ratings yet
- bz4x EbrochureDocument21 pagesbz4x EbrochureoswaldcameronNo ratings yet