You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Tdi T50Y Service PDFDocument18 pagesTdi T50Y Service PDFJosé BelisarioNo ratings yet
- Sub-Base & Base (241199)Document14 pagesSub-Base & Base (241199)Aziz ul Hakeem100% (1)
- ITM - Undercarriage Solutions and Components - WebDocument8 pagesITM - Undercarriage Solutions and Components - WebElizah GerrysonNo ratings yet
- Form Tool Design PROCEDURESDocument15 pagesForm Tool Design PROCEDURESSiddharth Dubey100% (1)
- Product Support OverviewDocument78 pagesProduct Support OverviewDaniel88036100% (1)
- Tile Abrasion Lab ManualDocument8 pagesTile Abrasion Lab ManualAshish VermaNo ratings yet
- Tool WearDocument8 pagesTool WearSai KrishnaNo ratings yet
- Loctite 7232 High Temperature Wear Resistant Putty: Product Description SheetDocument1 pageLoctite 7232 High Temperature Wear Resistant Putty: Product Description SheetjohnNo ratings yet
- Surface Hardening of Stainless Steels by Kolsterising: Gümpel PDocument8 pagesSurface Hardening of Stainless Steels by Kolsterising: Gümpel PchipulinoNo ratings yet
- Acetabular Prostheses: Standard Specification ForDocument6 pagesAcetabular Prostheses: Standard Specification ForVijay KumarNo ratings yet
- 1operating and Service Manual ATF 110G-5 - 12.2004 - Crane Testing Instructions - 14Document37 pages1operating and Service Manual ATF 110G-5 - 12.2004 - Crane Testing Instructions - 14Mochamad fandi DharmawanNo ratings yet
- 06 Tool Wear, Life and MachinabilityDocument45 pages06 Tool Wear, Life and MachinabilityRebanta SarkarNo ratings yet
- Approved AbstractsDocument19 pagesApproved Abstractsanjaiah_19945No ratings yet
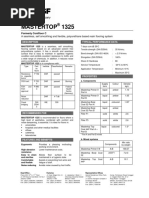
- Mastertop 1325Document3 pagesMastertop 1325Doby YuniardiNo ratings yet
- Vespel TP8000 Design Handbook EN PDFDocument28 pagesVespel TP8000 Design Handbook EN PDFReginato Rezende MoschenNo ratings yet
- Hulpak Beml 5Document21 pagesHulpak Beml 5rushabhNo ratings yet
- DocLib 7465 2102A Stoody HardfacingHighAlloyCatalogDocument72 pagesDocLib 7465 2102A Stoody HardfacingHighAlloyCatalogChris De La TorreNo ratings yet
- IC EngineDocument52 pagesIC EngineShreepal ChilaNo ratings yet
- Manual For The Application of Cold Milling Machines: Edition: January 2004Document164 pagesManual For The Application of Cold Milling Machines: Edition: January 2004nenad100% (1)
- Illustration and Analysis of Seal Face Damage PatternsDocument12 pagesIllustration and Analysis of Seal Face Damage PatternsЭдуардс КеистерсNo ratings yet
- Application of Artificial Neural Network (Ann) in Machining Analysis of Al-Sic Metal Matrix Composites by PCD 1600 InsertsDocument7 pagesApplication of Artificial Neural Network (Ann) in Machining Analysis of Al-Sic Metal Matrix Composites by PCD 1600 InsertsSpeeder JohnNo ratings yet
- Belt Conveyor Idler CatalogDocument160 pagesBelt Conveyor Idler CatalogthebestNo ratings yet
- Muhammad Athar Mahmood 2018 (S) - MS-AME-17 Research Supervisor: Dr. Ghulam Moeen Uddin 2022Document79 pagesMuhammad Athar Mahmood 2018 (S) - MS-AME-17 Research Supervisor: Dr. Ghulam Moeen Uddin 2022Ghanva KhanNo ratings yet
- LT4536 TT Aerospace Surface Preparation Guide-2ndDocument11 pagesLT4536 TT Aerospace Surface Preparation Guide-2ndRandal OhlgartNo ratings yet
- Cast-O-Glide Brochure - R13Document6 pagesCast-O-Glide Brochure - R13Suiga TechnologiesNo ratings yet
- Success Story CuttingDocument13 pagesSuccess Story CuttingroziifachrurNo ratings yet
- Commande FinaleDocument58 pagesCommande FinaleJean-Jacques OuandaogoNo ratings yet
- Understanding Wire RopeDocument9 pagesUnderstanding Wire RopeKar Keong LewNo ratings yet
- 25 21 43Document82 pages25 21 43sl4metNo ratings yet
- h040 9600c Tool Manual 08 07Document30 pagesh040 9600c Tool Manual 08 07MarceNo ratings yet