You might also like
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Design Guidelines For Safety in Piping NetworkDocument15 pagesDesign Guidelines For Safety in Piping NetworkrvnesariNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Solar Green Hydrogen ReportDocument24 pagesSolar Green Hydrogen ReportArpit Vaidya100% (1)
- Reliability ImprovementDocument22 pagesReliability ImprovementJaroslav KurucNo ratings yet
- Chiller MaintenanceDocument7 pagesChiller Maintenancevineeth8624No ratings yet
- BB. Docking Indent (Repair) Pioneer. 13th Feb.20Document11 pagesBB. Docking Indent (Repair) Pioneer. 13th Feb.20Thiet PhamNo ratings yet
- Stator Earth Fault in 200MW Generator-A Case StudyDocument5 pagesStator Earth Fault in 200MW Generator-A Case StudylrpatraNo ratings yet
- Neudorfer Sample Tab Report PDFDocument13 pagesNeudorfer Sample Tab Report PDFVin BdsNo ratings yet
- Samsung VRF Installation Trend For BuildingDocument55 pagesSamsung VRF Installation Trend For BuildingNaseemNo ratings yet
- ASPE PSD - Condensate DrainsDocument1 pageASPE PSD - Condensate DrainsNiong DavidNo ratings yet
- Mechanical and Electrical Technical Specification: For TheDocument117 pagesMechanical and Electrical Technical Specification: For TheKo Pauk100% (1)
- Root Cause On Seal Failure RefineryDocument8 pagesRoot Cause On Seal Failure RefineryVaibhav SinghNo ratings yet
- Delay in Opening of LP Bypass ValveDocument94 pagesDelay in Opening of LP Bypass ValveCharu ChhabraNo ratings yet
- Reverse Osmosis Model #R44 Installation InstructionsDocument40 pagesReverse Osmosis Model #R44 Installation InstructionsWatts100% (1)
- Production LoggingDocument8 pagesProduction Logginghaarika1006No ratings yet
- EPC Quotation-15th May 2011Document95 pagesEPC Quotation-15th May 2011Michael Parohinog Gregas100% (2)
- Hydrotest Method Statement 12th Mar 2012-1Document21 pagesHydrotest Method Statement 12th Mar 2012-1sethu1091100% (21)
- Method Statement - Chilled Water Chemical Flushing - HEAT & POWER GEMS SCHOOLDocument19 pagesMethod Statement - Chilled Water Chemical Flushing - HEAT & POWER GEMS SCHOOLAnash RajanNo ratings yet
- Swimming Pool Pump & Filter SystemDocument8 pagesSwimming Pool Pump & Filter SystemDedy KristiantoNo ratings yet
- CR Cor Eng PRC 105 e Surge AnalysisDocument39 pagesCR Cor Eng PRC 105 e Surge AnalysisjvatsanNo ratings yet
- Hydrotest Method Statement 12th Mar 2012 1Document21 pagesHydrotest Method Statement 12th Mar 2012 1Saut Maruli Tua Samosir100% (1)
- MS 06 18 - BFB Boiler Pre-Start Checks - Rev B - 15 05 12Document6 pagesMS 06 18 - BFB Boiler Pre-Start Checks - Rev B - 15 05 12Prakash WarrierNo ratings yet
- BRE PassivHaus PrimerDocument8 pagesBRE PassivHaus Primersguriart100% (1)
- Air Cooler Cleaning TechniqueDocument4 pagesAir Cooler Cleaning Techniquedinakaranpatel100% (1)
- Instruction Manual - EJ17 Ejector Chlorine, Sulfur Dioxide and AmmoniaDocument14 pagesInstruction Manual - EJ17 Ejector Chlorine, Sulfur Dioxide and AmmoniaAlexandre EmmerickNo ratings yet
- ACW Pump Test ProceduresDocument29 pagesACW Pump Test ProceduresParthiban Karuna100% (1)
- Reverse Osmosis R24-SERIES Installation InstructionsDocument44 pagesReverse Osmosis R24-SERIES Installation InstructionsWattsNo ratings yet
- Cuproplex Cleaning of GeneratorDocument20 pagesCuproplex Cleaning of GeneratorJayanath Nuwan SameeraNo ratings yet
- Reliableb1acc 1Document6 pagesReliableb1acc 1salajeanuNo ratings yet
- Graham - Lessons From The Field - Ejector SystemDocument5 pagesGraham - Lessons From The Field - Ejector SystemAnonymous DJrec2No ratings yet
- Appendix B Hazop Study WorksheetsDocument32 pagesAppendix B Hazop Study WorksheetsRafea SalemNo ratings yet
- 97-98, Feed Back 1 PDFDocument3 pages97-98, Feed Back 1 PDFsanjeevchhabraNo ratings yet
- U#2 Oh Report 2003Document45 pagesU#2 Oh Report 2003Sony RamaNo ratings yet
- Sampling System For Dry Gas Sampling at Rotary Cement Kiln Gas Exit and Calciner Gas ExitDocument20 pagesSampling System For Dry Gas Sampling at Rotary Cement Kiln Gas Exit and Calciner Gas ExitgldiasNo ratings yet
- Sand Filter Design GuideDocument2 pagesSand Filter Design Guideoanzar100% (1)
- Oxygen and Others Measurement Extraction Boiler by SWANengDocument5 pagesOxygen and Others Measurement Extraction Boiler by SWANengJimmyJhoeNo ratings yet
- UltramarDocument16 pagesUltramarapi-242947664No ratings yet
- Parco Maintenance ProcessDocument12 pagesParco Maintenance ProcessSohaib Ur-rehmanNo ratings yet
- Fault Detection and Diagnostics: Dr. Vishal Garg Dr. Pradeep RamancharlaDocument10 pagesFault Detection and Diagnostics: Dr. Vishal Garg Dr. Pradeep RamancharlaSiddharth SinhaNo ratings yet
- Aftercooler - Test: Shutdown SIS Previous ScreenDocument7 pagesAftercooler - Test: Shutdown SIS Previous ScreenKeron Trotz100% (1)
- 335 Model DDX-LP Dry Pipe Valve SystemDocument8 pages335 Model DDX-LP Dry Pipe Valve SystemM Kumar MarimuthuNo ratings yet
- Aqua Heat Pumpn ManualDocument38 pagesAqua Heat Pumpn Manualmk saravananNo ratings yet
- Carrier Transicold TECHLINE July2012Document4 pagesCarrier Transicold TECHLINE July2012Carlitos Enrique Corpus PonceNo ratings yet
- Takoradi Cooling ReportDocument73 pagesTakoradi Cooling ReportAdil DemiralpNo ratings yet
- Does Your Deaerator Really Work?: Altair Equipment Co. Inc. Warminster, PaDocument6 pagesDoes Your Deaerator Really Work?: Altair Equipment Co. Inc. Warminster, PaVinh Do ThanhNo ratings yet
- Dairy Manual HTST 1385739381061 EngDocument28 pagesDairy Manual HTST 1385739381061 EngjoquispeNo ratings yet
- TR-036 Trane Chiller Rehab Ilia Ti OnDocument3 pagesTR-036 Trane Chiller Rehab Ilia Ti OnJoel Maximo Javines MangaoangNo ratings yet
- Rev F AvantaPure Logix 268 Owners Manual 3-31-09Document46 pagesRev F AvantaPure Logix 268 Owners Manual 3-31-09intermountainwaterNo ratings yet
- Submittal: Seminole County GovernmentDocument17 pagesSubmittal: Seminole County GovernmentErnesto Grande Alvarenga100% (1)
- Wright Presentation 2004Document19 pagesWright Presentation 2004bkalatus1No ratings yet
- Operation and Maintenance ManualDocument22 pagesOperation and Maintenance ManualKiki HendraNo ratings yet
- MIT-EL-80-017-09574615 Steam Bubble Collapse Water Hammer and Piping Network Response Volume 1 PDFDocument51 pagesMIT-EL-80-017-09574615 Steam Bubble Collapse Water Hammer and Piping Network Response Volume 1 PDFhamadaniNo ratings yet
- Cooling Technology Institute: Design and Operation of A Counterflow Fill and Nozzle Test Cell: Challenges and SolutionsDocument12 pagesCooling Technology Institute: Design and Operation of A Counterflow Fill and Nozzle Test Cell: Challenges and SolutionsScribdakiotto100% (1)
- Cancoil Fluid Cooler Operate Install ManualDocument4 pagesCancoil Fluid Cooler Operate Install ManualEdgar FloresNo ratings yet
- Revision Letter 3-9-2018 1.1Document4 pagesRevision Letter 3-9-2018 1.1RoNo ratings yet
- O&m Manual DraftDocument101 pagesO&m Manual DraftleodanNo ratings yet
- CS 253 EC1010A West TexasDocument2 pagesCS 253 EC1010A West TexasReguloNo ratings yet
- O&m Irri Rev-01Document41 pagesO&m Irri Rev-01naagshreeNo ratings yet
- Heat Exchangers: WO# PE# Equipment Description WO# DescriptionDocument2 pagesHeat Exchangers: WO# PE# Equipment Description WO# DescriptionBeantickNo ratings yet
- QuestionnaireDocument2 pagesQuestionnairenmapeshawarNo ratings yet
- Ifpm 71Document2 pagesIfpm 71Anshuman AgrawalNo ratings yet
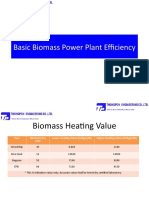
- Basic Biomass Power Plant EfficiencyDocument12 pagesBasic Biomass Power Plant EfficiencyRoger Antonio Urbina VallejosNo ratings yet
- Viking GasifierDocument5 pagesViking Gasifierguzman_10No ratings yet
- Ee8703 Renewable Energy Systems L T P CDocument2 pagesEe8703 Renewable Energy Systems L T P Cthiyagarajan_jayasriNo ratings yet
- Bomba de Calor Hayward Heat ProDocument4 pagesBomba de Calor Hayward Heat Proinme3400No ratings yet
- Item 3 Auto Cleaning CondensorDocument18 pagesItem 3 Auto Cleaning CondensorSaad ShahNo ratings yet
- Solar EnergyDocument4 pagesSolar Energyjenn78No ratings yet
- TPSDocument2 pagesTPSFreddie MendezNo ratings yet
- NHPC Brief Profile As On 07.07.2023Document8 pagesNHPC Brief Profile As On 07.07.2023vijjaiksinghNo ratings yet
- Green Building DesignDocument6 pagesGreen Building DesignhariharanNo ratings yet
- Pneutech 8 PPDocument5 pagesPneutech 8 PPgarth.knappettNo ratings yet
- Krausz CH 18 Study GuideDocument3 pagesKrausz CH 18 Study Guideapi-205313794No ratings yet
- Homebiogas Brochure 2015 EmailDocument3 pagesHomebiogas Brochure 2015 EmailApex TechnomaticsNo ratings yet
- Pyrolysis Plant, Plastic Recycling Machine, Tyre Recycling Plant, Crude Oil Distillation Unit, Plastic2oilDocument3 pagesPyrolysis Plant, Plastic Recycling Machine, Tyre Recycling Plant, Crude Oil Distillation Unit, Plastic2oilZahid LatifNo ratings yet
- Milestone Experion Centre GurgaonDocument1 pageMilestone Experion Centre GurgaonTejesh NanawareNo ratings yet
- Gef Workshop Grid Tool 2610Document92 pagesGef Workshop Grid Tool 2610creep_pigNo ratings yet
- Engineering & Automobile - 866 - Lucas - TVS - Chennai - 0 PDFDocument42 pagesEngineering & Automobile - 866 - Lucas - TVS - Chennai - 0 PDFsreyasraj pkNo ratings yet
- Intro To Food Science - PackagingDocument13 pagesIntro To Food Science - PackagingFernanda SantosNo ratings yet
- Honda Dream YugaDocument14 pagesHonda Dream YugaAbhinash KanigelpulaNo ratings yet
- Abu Dhabi Investment Council BuildingDocument7 pagesAbu Dhabi Investment Council BuildingJinaliDoshiNo ratings yet
- Wind Projects Being Implemented Under Schemes Operated by SECI Sr. No. Project ID Name of Project Developer Date of Issuance of LOADocument18 pagesWind Projects Being Implemented Under Schemes Operated by SECI Sr. No. Project ID Name of Project Developer Date of Issuance of LOAmebin k XavierNo ratings yet
- Cross Reference Mann 00067Document1 pageCross Reference Mann 00067FornecedorNo ratings yet
- Class Viii G. Science Summative Assessment No. - 1 Combustion & Flame Assignment No. 6Document2 pagesClass Viii G. Science Summative Assessment No. - 1 Combustion & Flame Assignment No. 6Anjali KumariNo ratings yet
- WM 50Document2 pagesWM 50Xenios AnthousisNo ratings yet
- 6.2 Mmbtu Zone Ii Steam GeneratorDocument2 pages6.2 Mmbtu Zone Ii Steam GeneratorAbboud KingNo ratings yet
- 1 - An Overview of Fischer-Tropsch Synthesis XTL Processes, Catalysts andDocument14 pages1 - An Overview of Fischer-Tropsch Synthesis XTL Processes, Catalysts andJoão Paulo CostaNo ratings yet
- Installed Capacity of PakistanDocument25 pagesInstalled Capacity of PakistanAsif MuhammadNo ratings yet
- Poster-Shading PaperDocument1 pagePoster-Shading PaperOsama AljenabiNo ratings yet