You might also like
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Planetary Gearbox CalculationsDocument3 pagesPlanetary Gearbox CalculationsChinnuClansNo ratings yet
- Direct Gear DesignDocument7 pagesDirect Gear DesignFranco Angelo RegenciaNo ratings yet
- SKF Bearing Frequency CalculatorDocument3 pagesSKF Bearing Frequency CalculatorKopral JonoNo ratings yet
- 0614 GearSolutionsDocument60 pages0614 GearSolutionsMarco Vinicius100% (1)
- Ball - Screw - Calculations - As Per THK and PmiDocument5 pagesBall - Screw - Calculations - As Per THK and PmiDharmeshPatelNo ratings yet
- Gearbox Design IitDocument25 pagesGearbox Design IitSrini VasanNo ratings yet
- Gear CalculationDocument58 pagesGear CalculationSachin KubasadNo ratings yet
- Gear CorrectionDocument17 pagesGear CorrectionMurugesanNo ratings yet
- Design of Threaded FastenersDocument72 pagesDesign of Threaded Fastenersf2012265No ratings yet
- Is Key & KeywayDocument12 pagesIs Key & KeywaySagar GandhiNo ratings yet
- Reverse Engineering of Spur GearDocument4 pagesReverse Engineering of Spur GearInaamNo ratings yet
- Profile CalculationDocument13 pagesProfile CalculationAtsis PapadopoulosNo ratings yet
- Spur Gear, Helical Gear Design Step Final1Document2 pagesSpur Gear, Helical Gear Design Step Final1Venkadesh ShanmugamNo ratings yet
- Calculation SheetDocument4 pagesCalculation SheetReinaldy MaslimNo ratings yet
- Shaft CalculationsDocument11 pagesShaft Calculationscena3135No ratings yet
- Planetary Gears PosterDocument1 pagePlanetary Gears PosterIhsan MahardhikaNo ratings yet
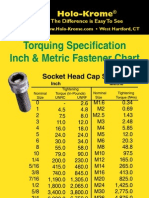
- Torque Data ChartDocument2 pagesTorque Data CharttnchsgNo ratings yet
- Gear ForcesDocument7 pagesGear ForcesSahil Kumar100% (1)
- MItcal - Ejemplo de ClaseDocument102 pagesMItcal - Ejemplo de ClasedaagiraldogoNo ratings yet
- Designing Parametric Bevel Gears With Catia V5: 1 Sources, Credits and LinksDocument10 pagesDesigning Parametric Bevel Gears With Catia V5: 1 Sources, Credits and Linksimrans04No ratings yet
- Shaft Design - Overheads PDFDocument20 pagesShaft Design - Overheads PDFRyan BaleNo ratings yet
- ISO Standardisation of Bevel Gears: Overview and Ideas On Method A"Document28 pagesISO Standardisation of Bevel Gears: Overview and Ideas On Method A"vincemugnaioNo ratings yet
- Gear DesignDocument22 pagesGear DesignKhalil Raza100% (4)
- Bevel Gear Load CapacityDocument11 pagesBevel Gear Load CapacityAriel Rasjido50% (2)
- Coherence in Impact TestingDocument2 pagesCoherence in Impact Testingcelestinodl736No ratings yet
- Joint Press FitDocument11 pagesJoint Press Fitthulasi_krishnaNo ratings yet
- Optimization of Gear Reduction Unit Through Ray DiagramDocument7 pagesOptimization of Gear Reduction Unit Through Ray Diagramأحمد دعبس100% (1)
- ShaftDocument36 pagesShaftLin AzizNo ratings yet
- Cycloid Drive - Replaced by Planocentric Involute Gearing PDFDocument6 pagesCycloid Drive - Replaced by Planocentric Involute Gearing PDFMax GrandeNo ratings yet
- Gear4 02Document101 pagesGear4 02pratapslairNo ratings yet
- Circlip Design PDFDocument6 pagesCirclip Design PDFSandeep KumarNo ratings yet
- Involute Function For GearsDocument1 pageInvolute Function For GearsLeong Weng KeongNo ratings yet
- Design of ShaftDocument73 pagesDesign of ShaftVratraj JoshiNo ratings yet
- Sachs Damper Guide FR500S v1Document6 pagesSachs Damper Guide FR500S v1Jason QuinnNo ratings yet
- Kisssoft Tut 013 E Root OptimisationDocument12 pagesKisssoft Tut 013 E Root OptimisationSezgin BayrakNo ratings yet
- General Material: CommentsDocument10 pagesGeneral Material: CommentsRafael FerreiraNo ratings yet
- Optimization of Gear To Improve Performance of GearboxDocument4 pagesOptimization of Gear To Improve Performance of Gearboxijaert100% (1)
- Machine Design Project ReportDocument11 pagesMachine Design Project ReportMuhammad Abdullah100% (1)
- Hole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceDocument2 pagesHole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceNagendra PrasadNo ratings yet
- Cycloid Drive - Replaced by Planocentric Involute GearingDocument6 pagesCycloid Drive - Replaced by Planocentric Involute GearingMax GrandeNo ratings yet
- Micropitting Method A B in KisssoftDocument2 pagesMicropitting Method A B in Kisssoftsardhan.rajender84No ratings yet
- Load Testing of GearboxesDocument4 pagesLoad Testing of Gearboxesvijaykumarn100% (1)
- Gear-Designing Parametric PDFDocument15 pagesGear-Designing Parametric PDFpichaidv100% (1)
- Rack and Pinion Gear DesignDocument32 pagesRack and Pinion Gear DesignmattgrubbsNo ratings yet
- Spiral Bevel Gear Arcoid System ZFTKK 250-1Document4 pagesSpiral Bevel Gear Arcoid System ZFTKK 250-1er_winwibowo100% (2)
- Gears, Splines, and Serrations: Unit 24Document8 pagesGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- Z M B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Document16 pagesZ M B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Babu RajamanickamNo ratings yet
- Involute Spur Gear Geometry Calculations: Input DataDocument11 pagesInvolute Spur Gear Geometry Calculations: Input DataNILESH YADAVNo ratings yet
- Flexible Pin Bush CouplingDocument3 pagesFlexible Pin Bush Couplingsunilshinday1_456107No ratings yet
- Advances in Engineering Plasticity and its ApplicationsFrom EverandAdvances in Engineering Plasticity and its ApplicationsW.B. LeeNo ratings yet
- Install Bevel Gears PDFDocument3 pagesInstall Bevel Gears PDFjemanuelvNo ratings yet
- BacklashDocument29 pagesBacklashAnurag SarkarNo ratings yet
- Drive Axle PDFDocument12 pagesDrive Axle PDFnamduong368No ratings yet
- Gear Inspection TechniqueDocument7 pagesGear Inspection TechniqueRajesh Kumar0% (1)
- A Methodology For Obtaining Optimum Gear Tooth Microtopographies For Noise and Stress Minimization Over A Broad Operating Torque RangeDocument14 pagesA Methodology For Obtaining Optimum Gear Tooth Microtopographies For Noise and Stress Minimization Over A Broad Operating Torque RangevijaykumarnNo ratings yet
- The Importance of Profile Shift, Root Angle Correction and Cutter Head TiltDocument4 pagesThe Importance of Profile Shift, Root Angle Correction and Cutter Head TiltvijaykumarnNo ratings yet
- Aluminium Aluminum 2014 Alloy (UNS A92014)Document4 pagesAluminium Aluminum 2014 Alloy (UNS A92014)vijaykumarnNo ratings yet
- Gear Quality PDFDocument3 pagesGear Quality PDFvijaykumarnNo ratings yet
- Poster Flender Com1 PDFDocument1 pagePoster Flender Com1 PDFvijaykumarnNo ratings yet
- Double Flank Gear Roll TesterDocument6 pagesDouble Flank Gear Roll TestervijaykumarnNo ratings yet
- A New Approach To Shop-Floor Gear InspectionDocument4 pagesA New Approach To Shop-Floor Gear InspectionvijaykumarnNo ratings yet
- HF LBP100Document1 pageHF LBP100vijaykumarn100% (3)
- Rpi SCH 2b 1p2 ReducedDocument1 pageRpi SCH 2b 1p2 Reducedvijaykumarn100% (1)
- HF-LPB100 User Manual-V1.9 (20150720) PDFDocument78 pagesHF-LPB100 User Manual-V1.9 (20150720) PDFvijaykumarnNo ratings yet
- EUKLID GearCAM IntroductionDocument25 pagesEUKLID GearCAM Introductionvijaykumarn100% (1)
- Variation of Root Bending Stress With Hob Nose Radius and Protuberance Based On Iso and Fem Methods For Spur GearsDocument18 pagesVariation of Root Bending Stress With Hob Nose Radius and Protuberance Based On Iso and Fem Methods For Spur GearsvijaykumarnNo ratings yet
- Bevel GearDocument4 pagesBevel GearvijaykumarnNo ratings yet
- Electrical Interface Specification EMS2.3 - 47706487 - ENDocument62 pagesElectrical Interface Specification EMS2.3 - 47706487 - ENvijaykumarnNo ratings yet
- Casting PresentationDocument34 pagesCasting Presentationvijaykumarn100% (1)
- Fajardo, Max, Jr. - Plumbing Design and Estimate 2nd Edition PDFDocument175 pagesFajardo, Max, Jr. - Plumbing Design and Estimate 2nd Edition PDFKatherine Gomez Bastian100% (1)
- Cat 3508Document4 pagesCat 3508Benjamin Strickland40% (5)
- Parts Manual: CascadeDocument17 pagesParts Manual: CascadeIntercambio de ManualesNo ratings yet
- Hyd Schematic 2658487205 - 005Document3 pagesHyd Schematic 2658487205 - 005Angelo Solorzano100% (2)
- Machine Inspection Manual (Work Flow)Document6 pagesMachine Inspection Manual (Work Flow)Erfan.TNo ratings yet
- A320LEAP1A-B12-0008.4 Air Sys R1 220517Document68 pagesA320LEAP1A-B12-0008.4 Air Sys R1 220517simsimsomNo ratings yet
- Forklift Checklist BROC EN 46491254Document32 pagesForklift Checklist BROC EN 46491254ikperha jomafuvweNo ratings yet
- GV Actuator Adv. Rev.4 (Webinar)Document37 pagesGV Actuator Adv. Rev.4 (Webinar)Boriche DivitisNo ratings yet
- LCR 200 Wiring Routing and Connector PDFDocument397 pagesLCR 200 Wiring Routing and Connector PDFYannick de WalqueNo ratings yet
- CTP - 2010 Overview Products CatalogDocument48 pagesCTP - 2010 Overview Products Catalogxxxxxxxxxxxx100% (2)
- Carrier Catalogue All in 1Document32 pagesCarrier Catalogue All in 1alkaf08No ratings yet
- Boiler Feedwater Pump Balancing LineDocument2 pagesBoiler Feedwater Pump Balancing LineYanuar Krisnahadi0% (1)
- Electrical SystemDocument40 pagesElectrical SystemOdgerel Usukhbayar100% (7)
- M7E06 IntermediateDrum 01Document14 pagesM7E06 IntermediateDrum 01Mamoon SartawiNo ratings yet
- Selection of Push-Pull SolenoidDocument5 pagesSelection of Push-Pull SolenoidPOOVENDHAN TNo ratings yet
- 10 Important Tests For Major Overhauling of Ship's GeneratorDocument4 pages10 Important Tests For Major Overhauling of Ship's GeneratorMarcos FernandezNo ratings yet
- Toyota 1kd 2kdDocument31 pagesToyota 1kd 2kdMispa Serv100% (2)
- Action To Taken During Scavange FireDocument7 pagesAction To Taken During Scavange FireVinothen RajNo ratings yet
- Air Winch: Instructions, Parts and MaintenanceDocument21 pagesAir Winch: Instructions, Parts and MaintenanceAl Nawras FactoriesNo ratings yet
- Er 63Document8 pagesEr 63nicol_sgNo ratings yet
- Cummins Qsz13-g10 Spare PartsDocument2 pagesCummins Qsz13-g10 Spare PartsIbrahim YunusNo ratings yet
- Hydraulic SealsDocument22 pagesHydraulic Sealsmarvel794No ratings yet
- Belt Drives and Chain DrivesDocument39 pagesBelt Drives and Chain Drivesjaycee68No ratings yet
- Ait 225Document2 pagesAit 225Oscar I. ValenzuelaNo ratings yet
- GEMINI - Trade Garage EquipmentDocument25 pagesGEMINI - Trade Garage EquipmentBảo Toàn LêNo ratings yet
- Fluid Mechanics, Thermodynamics of Turbomachinery: Fifth Edition, in Si/Metric UnitsDocument6 pagesFluid Mechanics, Thermodynamics of Turbomachinery: Fifth Edition, in Si/Metric UnitsKKDhNo ratings yet
- ZF-ERGOPOWER 6WG-310 TransmissionDocument216 pagesZF-ERGOPOWER 6WG-310 TransmissionFútbol y más92% (24)
- Compressor, Main Parts, Types and Working Principle: PV NRT P TDocument6 pagesCompressor, Main Parts, Types and Working Principle: PV NRT P TMuhammad Arslan AfzalNo ratings yet
- L&TDocument76 pagesL&Tmohdsajidelc100% (2)
- Result of Review Quotation PT ANP ENGINEERINGDocument1 pageResult of Review Quotation PT ANP ENGINEERINGYusby Macho Berliano PenanjavaNo ratings yet