You might also like
- TSH5600G Welding SpotDocument6 pagesTSH5600G Welding SpotKrzysztof KołodziejczykNo ratings yet
- Effect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelDocument6 pagesEffect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelVinay PaulNo ratings yet
- Matecconf Imanee2018Document6 pagesMatecconf Imanee2018Irina BesliuNo ratings yet
- Effect of Process Parameters On The Surface Integrity of Micro-Holes of Ti6Al4V Obtained by Micro-EdmDocument8 pagesEffect of Process Parameters On The Surface Integrity of Micro-Holes of Ti6Al4V Obtained by Micro-EdmTJPRC PublicationsNo ratings yet
- A Study On The Grindability of Ceramics by Wet LappingDocument5 pagesA Study On The Grindability of Ceramics by Wet LappingPraval GoelNo ratings yet
- Laser Assisted MicrogrindingDocument19 pagesLaser Assisted MicrogrindingSanooj NasarudeenNo ratings yet
- Prediction of Cutting Force and Tool Deflection in Micro Flat End MillingDocument4 pagesPrediction of Cutting Force and Tool Deflection in Micro Flat End MillingM Vamshi KrrishnaNo ratings yet
- Material Removal by Arc Ablation: Robert H SturgesDocument6 pagesMaterial Removal by Arc Ablation: Robert H SturgesinventionjournalsNo ratings yet
- Micro-Hole Drilling On Thin Sheet Metals by Micro-EdmDocument11 pagesMicro-Hole Drilling On Thin Sheet Metals by Micro-EdmAmit Kumar SinghNo ratings yet
- Relation Between Cutting Surface Quality and Alloying Element Contents When Using A CO LaserDocument7 pagesRelation Between Cutting Surface Quality and Alloying Element Contents When Using A CO LaserMihai StanNo ratings yet
- Pulsed PDFDocument13 pagesPulsed PDFrajeshNo ratings yet
- Paper ShobraDocument15 pagesPaper ShobrapatigovNo ratings yet
- Zhang 2020Document22 pagesZhang 2020peditopeditoaNo ratings yet
- Fatigue Crack Growth Behaviour of Nitrided and Shot Peened SpecimensDocument15 pagesFatigue Crack Growth Behaviour of Nitrided and Shot Peened SpecimenskarimNo ratings yet
- Die Casting Mold Design of The Thin-Walled Aluminum Case by Computational Solidification SimulationDocument6 pagesDie Casting Mold Design of The Thin-Walled Aluminum Case by Computational Solidification SimulationmetmlzmuhNo ratings yet
- Niyama Criteria Niyama Criteria Niyama CriteriaDocument18 pagesNiyama Criteria Niyama Criteria Niyama CriteriaVarthini RajaNo ratings yet
- Edge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingDocument6 pagesEdge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingJo marNo ratings yet
- Optimizing Process Parameters of Nano Sic Reinforced Aa6061 Cold Extrusion Using Response Surface MethodDocument16 pagesOptimizing Process Parameters of Nano Sic Reinforced Aa6061 Cold Extrusion Using Response Surface MethodTJPRC PublicationsNo ratings yet
- Microdureza 3Document5 pagesMicrodureza 3cortelinirosaNo ratings yet
- Microstructure and Tensile Properties of Steel Wire Drawing: March 2013Document14 pagesMicrostructure and Tensile Properties of Steel Wire Drawing: March 2013mfg123No ratings yet
- Deep Drawing Analysis by Using Explicit Dynamics in Ansys WorkbenchDocument8 pagesDeep Drawing Analysis by Using Explicit Dynamics in Ansys Workbenchsunhell1611No ratings yet
- Diff MTL MillingDocument14 pagesDiff MTL MillingSamriddhi SinghNo ratings yet
- Study On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachDocument9 pagesStudy On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachMuhamadAmirNo ratings yet
- 27-04-2021-1619516100-6-Ijme-2. Ijme - Optimization of Process Parameters in Deep Drawing of Monel-400 Conical CupDocument10 pages27-04-2021-1619516100-6-Ijme-2. Ijme - Optimization of Process Parameters in Deep Drawing of Monel-400 Conical Cupiaset123No ratings yet
- The Wire Drawing Mechanics of Near-Equiatomic Niti SmaDocument5 pagesThe Wire Drawing Mechanics of Near-Equiatomic Niti SmayuhardesNo ratings yet
- Prediction of The Optimal Micro Hardness and Crystalline Size of Nanostructure Via Machining and Neuro-Fuzzy TechniqueDocument5 pagesPrediction of The Optimal Micro Hardness and Crystalline Size of Nanostructure Via Machining and Neuro-Fuzzy TechniqueSrdjan SuknovicNo ratings yet
- Analysis of Influence of micro-EDM Parameters On MRR, TWR and Ra in Machining Ni-Ti Shape Memory AlloyDocument6 pagesAnalysis of Influence of micro-EDM Parameters On MRR, TWR and Ra in Machining Ni-Ti Shape Memory AlloyJanak ValakiNo ratings yet
- Mechanical Properties of Nickel Silicon Carbide NanocomposiDocument10 pagesMechanical Properties of Nickel Silicon Carbide NanocomposimomenziNo ratings yet
- 2017KumarMelkote APL Thechemo-MechanicaleffectofcuttingfluidonmaterialremovalindiamondscribingofsiliconDocument6 pages2017KumarMelkote APL Thechemo-MechanicaleffectofcuttingfluidonmaterialremovalindiamondscribingofsiliconBeyza Nur AKBOLATNo ratings yet
- Synthesis and Characterization of Al-Al2O3and Al (Al2O3-Zro2) بحث رقم 8Document10 pagesSynthesis and Characterization of Al-Al2O3and Al (Al2O3-Zro2) بحث رقم 8Gomma AbdallaNo ratings yet
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Document11 pagesAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraNo ratings yet
- Mech-IJME-Influence of The - NECIB DjilaniDocument10 pagesMech-IJME-Influence of The - NECIB Djilaniiaset123No ratings yet
- Surface Integrity Difference Between Hard Turned and Ground Surfaces PDFDocument4 pagesSurface Integrity Difference Between Hard Turned and Ground Surfaces PDFmccapaceNo ratings yet
- Study Regarding The Optimal Milling Parameters For Finishing 3D Printed Parts From Abs and Pla MaterialsDocument7 pagesStudy Regarding The Optimal Milling Parameters For Finishing 3D Printed Parts From Abs and Pla MaterialsDaniel BarakNo ratings yet
- Some Experimental Studies On Plasma Cutting Quality of LowDocument4 pagesSome Experimental Studies On Plasma Cutting Quality of LowNur FitriaNo ratings yet
- Finite Element Simulations of Micro Turning of Ti-6Al-4V Using PCD and Coated Carbide ToolsDocument11 pagesFinite Element Simulations of Micro Turning of Ti-6Al-4V Using PCD and Coated Carbide ToolsBalaji Venkateshwaran PanchatsaramNo ratings yet
- 2002 - Forming Limit of Magnesium Alloy at Elevated Temperatures For Precision ForgingDocument8 pages2002 - Forming Limit of Magnesium Alloy at Elevated Temperatures For Precision ForgingNguyen Hoang DungNo ratings yet
- Edm3 PDFDocument2 pagesEdm3 PDFAbhishek PandeyNo ratings yet
- Helisel Dişli Isıl İşlemDocument8 pagesHelisel Dişli Isıl İşlemBuğraYıldızNo ratings yet
- Friction Stir Welding PP TDocument56 pagesFriction Stir Welding PP TSantosh V HiremathNo ratings yet
- PDF MEC3102 Tutorial No 1-ASSIGMENT 1Document4 pagesPDF MEC3102 Tutorial No 1-ASSIGMENT 1Beckham ChaileNo ratings yet
- Size Effect and Tool Geometry in Micromilling of Tool Steel 1581696457103 PDFDocument6 pagesSize Effect and Tool Geometry in Micromilling of Tool Steel 1581696457103 PDFAbhijiNo ratings yet
- Bending and Compression Properties of ABS and PET Structural Materials Printed Using FDM TechnologyDocument4 pagesBending and Compression Properties of ABS and PET Structural Materials Printed Using FDM TechnologyGhani BiruNo ratings yet
- Assessment of Surface Integrity of Ni Superalloy After Electrical-Discharge, Laser and Mechanical Micro-Drilling ProcessesDocument9 pagesAssessment of Surface Integrity of Ni Superalloy After Electrical-Discharge, Laser and Mechanical Micro-Drilling Processeskaniamudhan070No ratings yet
- Effect of Heat Treatment On Microstructures and Mechanical Behaviors of 316L Stainless Steels Synthesized by Selective Laser MeltingDocument14 pagesEffect of Heat Treatment On Microstructures and Mechanical Behaviors of 316L Stainless Steels Synthesized by Selective Laser MeltingGold SuganthNo ratings yet
- A Study On Micromachining and Effects of Cryogenic Treatment On Micro End Mill CuttersDocument5 pagesA Study On Micromachining and Effects of Cryogenic Treatment On Micro End Mill CuttersgauravNo ratings yet
- An Experimental Analysis of Turning Operation in EN 31ALLOYDocument5 pagesAn Experimental Analysis of Turning Operation in EN 31ALLOYEditor IJTSRDNo ratings yet
- "Influence of Die Angle in Cold Extrusion": A Case Study OnDocument17 pages"Influence of Die Angle in Cold Extrusion": A Case Study OnKarthik B KamathNo ratings yet
- ReviewDocument24 pagesReviewhunters eNo ratings yet
- Ramesh Sing - IIT BombayDocument71 pagesRamesh Sing - IIT BombayDIPAK VINAYAK SHIRBHATENo ratings yet
- Improvement of Abrasive and Edge Cutting Machining Efficiency Through Theoretical Analysis of Physical ConditionsDocument14 pagesImprovement of Abrasive and Edge Cutting Machining Efficiency Through Theoretical Analysis of Physical ConditionsTJPRC PublicationsNo ratings yet
- Influence of Rolling Force and Roll Gap On Thickness of StripDocument5 pagesInfluence of Rolling Force and Roll Gap On Thickness of StripYashWant DonGe ThaKurNo ratings yet
- EScholarship 51r6b592Document10 pagesEScholarship 51r6b592patilsspNo ratings yet
- Process Parameters and Metallurgical Studies of A516-Gr70 SteelDocument8 pagesProcess Parameters and Metallurgical Studies of A516-Gr70 Steeladr17me082No ratings yet
- 1382 1214 1 PB PDFDocument7 pages1382 1214 1 PB PDFThe Normal HeartNo ratings yet
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- Prelucrarea StatisticaDocument4 pagesPrelucrarea StatisticaamocatoNo ratings yet
- Cutting Temperature and Laser Beam Temperature Effects On Cutting Tool Deformation in Laser-Assisted MachiningDocument6 pagesCutting Temperature and Laser Beam Temperature Effects On Cutting Tool Deformation in Laser-Assisted MachiningrrameshsmitNo ratings yet
- Laser Polishing of Additive Manufactured 316L Stainless Steel Synthesized by Selective Laser MeltingDocument15 pagesLaser Polishing of Additive Manufactured 316L Stainless Steel Synthesized by Selective Laser MeltingGiacomo ZammattioNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- Otbl 0608l8aohdkDocument2 pagesOtbl 0608l8aohdkJhonathan075No ratings yet
- CE6015 Tall BuildingsDocument13 pagesCE6015 Tall BuildingsShan Cv0% (1)
- Advanced HVAC Design: Fire Protection and Smoke Control M.SC Timo Svahn/ Ramboll Finland Oy GSM 040-5460 141Document35 pagesAdvanced HVAC Design: Fire Protection and Smoke Control M.SC Timo Svahn/ Ramboll Finland Oy GSM 040-5460 141Abdulrahim NuktaNo ratings yet
- (PPT) Drawing 1Document29 pages(PPT) Drawing 1AXELNo ratings yet
- Design of Trusses With Light Gauge Cold Formed SteDocument13 pagesDesign of Trusses With Light Gauge Cold Formed SteShrikant PhatakNo ratings yet
- Part List - 69NT40-511-300 To 399Document92 pagesPart List - 69NT40-511-300 To 399cloviskrelling100% (1)
- 6 Heavy Duty Cooler - Ultra Temp Brochure Rev - 4 FinalDocument13 pages6 Heavy Duty Cooler - Ultra Temp Brochure Rev - 4 FinalSantoshNo ratings yet
- Avances en Soldadura de Materiales DisimilesDocument5 pagesAvances en Soldadura de Materiales DisimilesDebora ChavezNo ratings yet
- Civil: ANSYS, Inc. Proprietary © 2004 ANSYS, Inc. © 2004 ANSYS, IncDocument62 pagesCivil: ANSYS, Inc. Proprietary © 2004 ANSYS, Inc. © 2004 ANSYS, IncSalam FaithNo ratings yet
- Heat PumpDocument87 pagesHeat PumpAugusto MoisesNo ratings yet
- Lubrication and LubricantsDocument17 pagesLubrication and LubricantsSamatha Farai ZviuyaNo ratings yet
- Start-Up Checklist: Safety WarningsDocument3 pagesStart-Up Checklist: Safety WarningsNorman CanlasNo ratings yet
- With Iron As A Building Material. in This Book He Praised The Use of Reinforced Concrete andDocument1 pageWith Iron As A Building Material. in This Book He Praised The Use of Reinforced Concrete andSardarNo ratings yet
- Shear WallsDocument33 pagesShear Wallsmagdyamdb100% (1)
- Assignment01 PPT57Document15 pagesAssignment01 PPT57Usman AhmedNo ratings yet
- Installation, Use and Maintenance Manual: Heaters Line F1 SeriesDocument34 pagesInstallation, Use and Maintenance Manual: Heaters Line F1 SeriescristiNo ratings yet
- Vortex Shear Mixer Product Leaflet enDocument4 pagesVortex Shear Mixer Product Leaflet enJARABA - Jean Luis ReyesNo ratings yet
- Chemical Mechanical PolishingDocument2 pagesChemical Mechanical Polishingraja30gNo ratings yet
- Cast Carbon Steels in AWS D1.1 PDFDocument3 pagesCast Carbon Steels in AWS D1.1 PDFIndra NainggolanNo ratings yet
- sch80c July12019Document12 pagessch80c July12019alif suryantoNo ratings yet
- Aluminum Pigments For Plastics Complete Jun 6 2011 - WebDocument20 pagesAluminum Pigments For Plastics Complete Jun 6 2011 - Webhuy.dicNo ratings yet
- Guidance Note Installation of Preloaded Bolts No. 7.05: ScopeDocument6 pagesGuidance Note Installation of Preloaded Bolts No. 7.05: ScopeAli ZarkaNo ratings yet
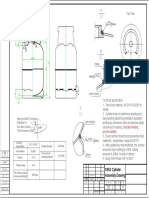
- 10KG Cylinder Assembly DrawingDocument1 page10KG Cylinder Assembly Drawingpaul akhanobaNo ratings yet
- Crusher Dust As Partial Cement Replacement Materrial in ConcreteDocument138 pagesCrusher Dust As Partial Cement Replacement Materrial in ConcreteZELALEMNo ratings yet
- Manual of 725HP 10KV MotorDocument12 pagesManual of 725HP 10KV MotorduongthetinhqbNo ratings yet
- Seat Leakage Article Valve WorldDocument2 pagesSeat Leakage Article Valve WorldjshadwanNo ratings yet
- Gusset Plate Connection To Round HSS Tension MembersDocument7 pagesGusset Plate Connection To Round HSS Tension Membersglav1309No ratings yet
- Levinson 1983Document6 pagesLevinson 198388887368No ratings yet
- Ceplattyn Cleaner - Pi - (Gb-En)Document2 pagesCeplattyn Cleaner - Pi - (Gb-En)Michael KimNo ratings yet
- Service Handleiding Hisense LC VloermodelDocument204 pagesService Handleiding Hisense LC VloermodelMichel ZreikNo ratings yet