You might also like
- Mercury2 RemovalDocument27 pagesMercury2 RemovalElbahi DjaalabNo ratings yet
- De Sulfur IzationDocument2 pagesDe Sulfur IzationngotrongthucNo ratings yet
- UOP Optimized Mercury Removal in Gas Plants Tech PaperDocument18 pagesUOP Optimized Mercury Removal in Gas Plants Tech PaperPherx JhossNo ratings yet
- UOP Mercury Removal For Natural Gas Production BrochureDocument4 pagesUOP Mercury Removal For Natural Gas Production BrochureRoberth Perez VargasNo ratings yet
- UOP-Mercury-Removal-From-Natural-Gas-and-Liquid-Streams-Tech-Paper 2 PDFDocument9 pagesUOP-Mercury-Removal-From-Natural-Gas-and-Liquid-Streams-Tech-Paper 2 PDFPedraza Velandia JhonNo ratings yet
- Dow Solvent Technologies For CO 2 RemovalDocument25 pagesDow Solvent Technologies For CO 2 RemovalWajid NizamiNo ratings yet
- Part II Cases of Piperazine-Activated MDEA and Generic MDEADocument2 pagesPart II Cases of Piperazine-Activated MDEA and Generic MDEAShailesh LohareNo ratings yet
- Sweetening LPG With AminesDocument8 pagesSweetening LPG With AminessizwehNo ratings yet
- Steam Reforming Carbon FormationDocument26 pagesSteam Reforming Carbon FormationBilalNo ratings yet
- Molecular SievesDocument31 pagesMolecular SievesHIPAP100% (1)
- TEP03 Part4 AbsorptionDocument28 pagesTEP03 Part4 AbsorptionEK63No ratings yet
- 4 Fundamentals of Gas Sweetening by K F Butwell and L Kroop PDFDocument32 pages4 Fundamentals of Gas Sweetening by K F Butwell and L Kroop PDFnasreenakhtariNo ratings yet
- Carbon Adsorption VaporDocument7 pagesCarbon Adsorption Vaporpippo2378793No ratings yet
- SelexolDocument2 pagesSelexolandrez627No ratings yet
- Technical - Data - Sheet - Catalyst - HR 538Document1 pageTechnical - Data - Sheet - Catalyst - HR 538mohsen ranjbarNo ratings yet
- UOP Ortloff NGL LPG and Sulfur Recovery Technologies Tech PresentationDocument30 pagesUOP Ortloff NGL LPG and Sulfur Recovery Technologies Tech PresentationAlfredo Ledezma100% (1)
- Foam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and ConcentrationsDocument6 pagesFoam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and ConcentrationsFraz RizviNo ratings yet
- Catalytic Reforming: 2011 Refining Processes HandbookDocument3 pagesCatalytic Reforming: 2011 Refining Processes HandbookGaspar BlaserNo ratings yet
- RSV PDFDocument2 pagesRSV PDFhoseinNo ratings yet
- Desulfurization v1.2 (Final)Document35 pagesDesulfurization v1.2 (Final)Talha JamilNo ratings yet
- Maximise Ethylene Gain PDFDocument4 pagesMaximise Ethylene Gain PDFRaj KumarNo ratings yet
- Desulphurzation of Hydrocarbon Final MDFDocument26 pagesDesulphurzation of Hydrocarbon Final MDFMuhammad Abuzar Siddiqi100% (1)
- A200 Amine System English A4 PDFDocument4 pagesA200 Amine System English A4 PDFMuhammad ZubairNo ratings yet
- Acid Gas Removal Design CriteriaDocument2 pagesAcid Gas Removal Design CriteriaNguyễn Tiến DũngNo ratings yet
- UOP Mercury Removal For Natural Gas Production BrochureDocument4 pagesUOP Mercury Removal For Natural Gas Production BrochurePherx Jhoss100% (1)
- Lspom Biogas Plant FlowchartDocument1 pageLspom Biogas Plant Flowchartkiller120No ratings yet
- Oxygen Enrichment FundamentalsDocument15 pagesOxygen Enrichment FundamentalsahmadNo ratings yet
- Automated Operation of Topsoe Steam Reformers LTMDocument8 pagesAutomated Operation of Topsoe Steam Reformers LTMrajuNo ratings yet
- Atmospheric CO2 To MethanolDocument16 pagesAtmospheric CO2 To MethanolMUTHU KESHAV KNo ratings yet
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- Modeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerDocument30 pagesModeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical Engineerdownload100% (1)
- Liquefaction Process EvaluationDocument15 pagesLiquefaction Process Evaluationapi-3715370100% (1)
- Q1 Catalyst CatastrophesDocument6 pagesQ1 Catalyst CatastrophesGhulam RasoolNo ratings yet
- Molecular Sieve Desiccant Dehydrator For Natural Gas: Bettis Model DD (Standard Service) Bettis Model DD-S (Sour Service)Document4 pagesMolecular Sieve Desiccant Dehydrator For Natural Gas: Bettis Model DD (Standard Service) Bettis Model DD-S (Sour Service)Alina SmochinaNo ratings yet
- Linde Written ReportDocument12 pagesLinde Written ReportChalmer BelaroNo ratings yet
- Replacing Gas-Assisted Glycol Pumps With Electric Pumps: Lessons LearnedDocument11 pagesReplacing Gas-Assisted Glycol Pumps With Electric Pumps: Lessons LearnedAmji ShahNo ratings yet
- Activated Alumina F220 Data SheetDocument2 pagesActivated Alumina F220 Data SheetRawlinsonNo ratings yet
- October 1, 2012 - December 14 2012: Andrew - Jones@netl - Doe.govDocument15 pagesOctober 1, 2012 - December 14 2012: Andrew - Jones@netl - Doe.govnarasimhamurthy414No ratings yet
- 2.1. 101d-01-Ksc Rev.1 Product BrochureDocument9 pages2.1. 101d-01-Ksc Rev.1 Product BrochurePradipta GiarNo ratings yet
- Random Packing Article PDFDocument88 pagesRandom Packing Article PDFAbizer Jamali100% (1)
- UOP Extending Molecular Sieve Life Tech PaperDocument7 pagesUOP Extending Molecular Sieve Life Tech PaperOmar EzzatNo ratings yet
- Axsorb 911 - Technical Data Sheet-EnglishDocument2 pagesAxsorb 911 - Technical Data Sheet-Englishanwar sadatNo ratings yet
- Overview of CCC Process, Economics & Market Opportunity: Profitable CCS Via Electrochemical Mineral CarbonationDocument19 pagesOverview of CCC Process, Economics & Market Opportunity: Profitable CCS Via Electrochemical Mineral Carbonationmpriestnall100% (1)
- UOP Advanced Mercury Removal Technologies Tech PaperDocument6 pagesUOP Advanced Mercury Removal Technologies Tech PaperrbajuadiNo ratings yet
- Hydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)Document18 pagesHydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)yliangcaNo ratings yet
- Carbon CaptureDocument13 pagesCarbon CaptureShubhalaxmi SwainNo ratings yet
- Ibp1502 12Document9 pagesIbp1502 12Marcelo Varejão CasarinNo ratings yet
- Shell White - VDU UpgradeDocument16 pagesShell White - VDU Upgradesachins1318No ratings yet
- Flue Gas Carbon Capture Plants.: by Linde and BASFDocument4 pagesFlue Gas Carbon Capture Plants.: by Linde and BASFUmar Ijaz KhanNo ratings yet
- ShiftMax 120 PDFDocument6 pagesShiftMax 120 PDFHimanshu GuptaNo ratings yet
- Abelmarle Referencia KF-868 PDFDocument24 pagesAbelmarle Referencia KF-868 PDFEdgar Hector GarciaNo ratings yet
- Conversion of SulfinolSM To BASF's aMDEADocument12 pagesConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesNo ratings yet
- Improve Amine Unit Efficiency by Optimazing Operating Conditiong PDFDocument4 pagesImprove Amine Unit Efficiency by Optimazing Operating Conditiong PDFRobert MontoyaNo ratings yet
- Gas Treating Products and ServicesDocument16 pagesGas Treating Products and ServicesphantanthanhNo ratings yet
- I. Fungsi Propylene Recovery UnitDocument25 pagesI. Fungsi Propylene Recovery Unitars danuNo ratings yet
- Ccs Potential IndonesiaDocument236 pagesCcs Potential Indonesiat3guhku2hNo ratings yet
- Fluidized Bed Technologies For High Ash Indian Coals - A Techno-Economic EvaluationDocument28 pagesFluidized Bed Technologies For High Ash Indian Coals - A Techno-Economic EvaluationRudra Banerjee100% (1)
- Point Source CaptureDocument4 pagesPoint Source Captureengr.okaforaugustineNo ratings yet
- Pulverized Coal and Igcc Plant Cost and Performance EstimatesDocument22 pagesPulverized Coal and Igcc Plant Cost and Performance EstimatesVinod DahiyaNo ratings yet
- IGCC For Power Generation: N.T.P.C Gas Plant DadriDocument25 pagesIGCC For Power Generation: N.T.P.C Gas Plant DadriAmit JhaNo ratings yet
- Ammonia Urea Mass BalanceDocument44 pagesAmmonia Urea Mass BalanceSenthil NathanaNo ratings yet
- Gasification PlantDocument1 pageGasification PlantSenthil NathanaNo ratings yet
- Fci Godown SpecificationDocument20 pagesFci Godown SpecificationDipankar SinghaNo ratings yet
- Ammonia StorageDocument6 pagesAmmonia StorageSenthil NathanaNo ratings yet
- June 2014 PayslipDocument1 pageJune 2014 PayslipSenthil NathanaNo ratings yet
- Advantages of The Shell Gasification ProcessDocument1 pageAdvantages of The Shell Gasification ProcessSenthil NathanaNo ratings yet
- Feed Contract - AcDocument90 pagesFeed Contract - AcSenthil Nathana100% (3)
- Feed Contract - AcDocument90 pagesFeed Contract - AcSenthil Nathana100% (3)
- CoalGasi Cation Chemistry EnergyDocument5 pagesCoalGasi Cation Chemistry EnergySenthil NathanaNo ratings yet
- Air PalutionDocument13 pagesAir PalutionArabinda ParidaNo ratings yet
- Air Pollution EssayDocument2 pagesAir Pollution EssayRaghunandan R'dyNo ratings yet
- Development of Taguig City University Warehouse Into A Three Storey Parking Green BuildingDocument12 pagesDevelopment of Taguig City University Warehouse Into A Three Storey Parking Green BuildingRobin CunananNo ratings yet
- Unit 5 Answer Key and Audio ScriptDocument1 pageUnit 5 Answer Key and Audio ScriptNagy MátéNo ratings yet
- MSDS Aceite Compresore CAMERONDocument3 pagesMSDS Aceite Compresore CAMERONmechiros100% (1)
- Individual Assignment LogisticsDocument2 pagesIndividual Assignment LogisticsLisa PernyNo ratings yet
- Activity 4: Earth and Earth As A System: St. Paul University IloiloDocument4 pagesActivity 4: Earth and Earth As A System: St. Paul University IloiloCynette Danielle Florentino CaseresNo ratings yet
- Ginger Oleoresin African Safety Data Sheet: 1. IdentificationDocument10 pagesGinger Oleoresin African Safety Data Sheet: 1. IdentificationturadisenangNo ratings yet
- E Oil RefineryDocument8 pagesE Oil RefineryHamidreza AbriNo ratings yet
- Max Blaster OZone GeneratorDocument13 pagesMax Blaster OZone GeneratorRenee CaffeyNo ratings yet
- Catalytic Converter Final ReportDocument51 pagesCatalytic Converter Final ReportJilly Arasu100% (1)
- MATERIAL SAFETY DATA SHEET 3M™ Novec ™ 1230 Fire Protection Fluid (FK-5-1-12)Document8 pagesMATERIAL SAFETY DATA SHEET 3M™ Novec ™ 1230 Fire Protection Fluid (FK-5-1-12)Juan LuisNo ratings yet
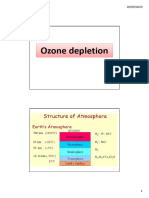
- 9 Ozone DepletionDocument21 pages9 Ozone DepletionMuneez Hussain HameediNo ratings yet
- MSDSDocument7 pagesMSDSBhuvnesh9020No ratings yet
- Drunvalo - Melchizedek - Living - in - The - Heart - by PDFDocument130 pagesDrunvalo - Melchizedek - Living - in - The - Heart - by PDFMiguel Alexandre Santos100% (3)
- 001 GPCB Guideline Final CorrectionsDocument32 pages001 GPCB Guideline Final Correctionssujit koshyNo ratings yet
- Amafel Bldg. Aguinaldo Highway, Dasmariñas, Cavite: National College of Science and TechnologyDocument10 pagesAmafel Bldg. Aguinaldo Highway, Dasmariñas, Cavite: National College of Science and TechnologyCruzJohnPaulNo ratings yet
- FTK 1115 B PDFDocument10 pagesFTK 1115 B PDFnorshazlinNo ratings yet
- DEP BoilerDocument45 pagesDEP Boilerbalaji krishnanNo ratings yet
- Mechtrio BrochureDocument12 pagesMechtrio BrochureU.vijaya SarathiNo ratings yet
- Optimization of Combustion in Pulverized Coal Fired BoilerDocument4 pagesOptimization of Combustion in Pulverized Coal Fired Boilerari wiliamNo ratings yet
- Caprolactam SolidDocument3 pagesCaprolactam SolidZafarani HamkaNo ratings yet
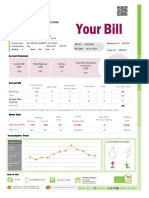
- Your Bill: Galfar Almisnad Engineering CongDocument2 pagesYour Bill: Galfar Almisnad Engineering CongShuhaib MukkolyNo ratings yet
- Non-Emulsifying Agent W54Document12 pagesNon-Emulsifying Agent W54Pranav DubeyNo ratings yet
- Manual For GASBOARD-6010 Opacity Meter Components Smoke HeadDocument10 pagesManual For GASBOARD-6010 Opacity Meter Components Smoke HeadJOSEPH CAJOTENo ratings yet
- SMACNA SummariesDocument9 pagesSMACNA SummariesKhobeb MuslimNo ratings yet
- Hvac and Environment GuideDocument185 pagesHvac and Environment GuiderejithkmNo ratings yet
- Safe Scav NADocument4 pagesSafe Scav NALuis Gomez JimenezNo ratings yet
- Installation Manual: Commercial Mobile Generator SetDocument40 pagesInstallation Manual: Commercial Mobile Generator SetVictor EstrellaNo ratings yet
- Hosseini - 2023 - Life Cycle Cost and Env of CO2 Utilization in The Beverage IndustryDocument23 pagesHosseini - 2023 - Life Cycle Cost and Env of CO2 Utilization in The Beverage Industryayemyattheint kyawNo ratings yet