Professional Documents
Culture Documents
Micrunde
Uploaded by
Travis FletcherOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Micrunde
Uploaded by
Travis FletcherCopyright:
Available Formats
Chemical Engineering Science 64 (2009) 1488 -- 1502
Contents lists available at ScienceDirect
Chemical Engineering Science
journal homepage: w w w . e l s e v i e r . c o m / l o c a t e / c e s
Analysis of pulsed microwave processing of polymer slabs supported with ceramic plates
Sankaran Durairaj, Tanmay Basak
Department of Chemical Engineering, Indian Institute of Technology Madras, Chennai 600036, India
A R T I C L E
I N F O
A B S T R A C T
Article history: Received 23 June 2008 Received in revised form 29 October 2008 Accepted 24 November 2008 Available online 24 December 2008 Keywords: Microwave Heating Pulsing Polymer Ceramics Thermal runaway
A detailed theoretical analysis has been carried out to study the role of ceramic supports (alumina and SiC) and pulsed microwave heating of polymer (Natural Rubber, NR, and Nylon 66) slabs due to various distributions of microwave incidences. Ceramic plates are typical representations as they withstand high temperature without any deformation. It is found that ceramic plates influence the heating processes significantly and local hot spots within samples are governed by specific type of ceramic plates for various sample thicknesses and distributions of microwave incidence (one side or both sides). Optimized pulsing of microwave incidence has been employed to minimize the thermal runaway or hot spots in order to achieve uniform temperature distribution and pulsing is introduced based on two parameters: setpoint ( TS ) and onoff constraint (T ). Detailed spatial distributions of power and temperature are illustrated for a few representative length scales to demonstrate the role of local maxima in power and temperature on heating rate as well as thermal runaway with or without pulsing. Pulsing ratio (PR) has been defined as PR = toff /tp , where toff is power-off time and tp is the total processing time such that smaller PR denotes large processing rates. It is found that one side incidence gives smaller values of PR for both the ceramic plates whereas SiC plate may be suitable for both sides incidence with large sample thicknesses of NR samples. It is also found that larger values of setpoints also minimize PR. The setpoints along with the onoff constraint play critical role to select the heating strategy as a function of ceramic plates and types of incidence. Pulsing may not be important for smaller thicknesses of Nylon samples and SiC or alumina plates may be recommended for processing larger thicknesses of Nylon samples in presence of pulsing. Current study recommends the efficient microwave heating methodologies for polymer processing attached with ceramic plates by means of optimized pulsing for the first time. 2008 Elsevier Ltd. All rights reserved.
1. Introduction Microwaves are electromagnetic waves in the frequency range of 300 MHz to 300 GHz. During microwave heating, the material dielectric loss, which is a function of frequency of microwaves, is responsible to convert electric energy into heat and therefore volumetric heat generation would occur due to the interaction between material particles and electric field during wave propagation. In contrast, heat transport within the material volume occurs from the hot surface which is exposed to burner and no heat generation within the material would occur during the convectional heating process. Volumetric heat generation due to microwave propagation not only leads to larger processing rate, but the efficient processing with minimization of hot spots formation can be efficiently tuned with the
Corresponding author. Tel.: +91 44 2257 4173; fax: +91 44 2257 0509. E-mail address: tanmay@iitm.ac.in (T. Basak). 0009-2509/$ - see front matter 2008 Elsevier Ltd. All rights reserved. doi:10.1016/j.ces.2008.11.024
operation of microwave source whereas unidirectional heating during conventional method often requires larger processing time and hot spots may occur near the hot surface-material interface. Unique applications of microwave heat processing are baking, cooking, curing, drying, enzyme inactivation, heating, precooking, thawing-tempering and many more. Based on various applications, microwave heating has gained significant attention due to brief start up time, internal heating, high efficiency and rapid processing over conventional heating methods (Wang and Chen, 2005; Polaert et al., 2005; Chen et al., 1993; Tao et al., 2006). A few theoretical models on microwave heating have been reported by earlier workers (Yang and Gunasekaran, 2001, 2004; Gunasekaran and Yang, 2007a,b; Ayappa et al., 1991a,b, 1992; Barringer et al., 1995; Basak and Priya, 2005; Basak and Meenakshi, 2006; Jolly and Turner, 1990). Energy balance equation with a volumetric source term, which may be governed by Lambert's exponential law or Maxwell's equation, form the basis for the heating models of microwave (Basak and Priya, 2005). Earlier models mostly involve constant dielectric and thermal properties except a
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
1489
few studies by earlier researchers (Ayappa et al., 1991b, 1992). The dielectric property of a polymeric material is in general function of temperature (Mallorqui et al., 2001; Ayappa et al., 1991b, 1992). Thus energy balance equation is coupled with Maxwell equation and both equations need to be solved simultaneously for analysis of microwave heating characteristics within polymeric materials. There are increasing demands for processing of polymeric materials in a cost-effective way. Microwave processing can also improve the properties of the material based on internal and selective heating (Chen et al., 1993; Tanrattanakul and Sae Tiaw, 2005; Porto et al., 2002; Chabinsky, 1983; Sombatsompop and Kumnuantip, 2006). In general, microwave curing of thermoset also enhances the rate of curing compared to conventional curing (Boey et al., 1999; Boey and Yap, 2001; Vimalasiri et al., 1987; Snow, 2001; Appleton et al., 2005). Snow (2001) reported that microwave heating is an effective method to preheat thermoset whereas other conventional methods pose problems. Microwave heating can also be implemented to process waste stream which involves scrap tyres and plastics (Appleton et al., 2005). A significant amount of earlier works reported that application of microwave in polymer processing is advantageous than that of conventional heating methods (Chen et al., 1993; Tanrattanakul and Sae Tiaw, 2005; Porto et al., 2002; Chabinsky, 1983; Sombatsompop and Kumnuantip, 2006; Boey et al., 1999; Boey and Yap, 2001; Vimalasiri et al., 1987; Snow, 2001; Appleton et al., 2005; Hoogenboom and Schubert, 2007; Jullien and Valot, 1983, 1985). Current work stems from a few applications of microwave heating for processing with thermoplastics and thermosets. Yarlagadda and Chai (1998) reported a novel process for joining thermoplastic polymers using microwave heating. They carried out the thermoplastics joining process in two separate stages: the first stage consisting of directly inducing microwave energy to the specimen joint interface, whilst the second stage compose of applying primers in the form of epoxy-based resin to promote the joining of the materials by means of microwave energy. Ku et al. (2000) studied variable frequency microwave (VFM) processing for five different thermoplastic matrix composites over a range of frequencies to achieve uniform heating. The optimum frequency band for microwave processing of these five materials was found in the range 812 GHz. Further studies of Ku et al. (2001, 2003) find that VFM heating offers rapid, uniform and selective heating over a large volume at a high energy coupling efficiency. Ku et al. (2005) also carried out experimental investigations and they found that microwave energy can rapidly cure several types of two-part epoxy-based adhesives, e.g., Araldite. Thostenson and Chou (2001) studied both microwave curing and thermal curing of 24.5 mm (1 in) thick-section glass/epoxy laminates based on numerical simulation and experiments for processing thick laminates within a conventional autoclave and a microwave furnace. Both numerical and experimental results showed that volumetric heating due to microwaves promotes an inside-out cure and can dramatically reduce the overall processing time. Although a number of attempts has been made on experimental and theoretical studies on microwave processing of thermoplastics and thermosets, but a detailed theoretical model to characterize microwave power, temperature and analysis on efficient microwave heating processes in waveguides for thermoplastics and thermosets attached with various supporting plates is yet to appear in literature. An important issue on microwave processing of polymer samples is thermal runaway which is primarily due to large microwave power absorption or heat generation at high temperature for temperature dependent dielectric properties. Moriwaki et al. (2006) carried out experimental studies on microwave heating of poly(vinyl chloride) (PVC) and they elucidated the temperature dependency of microwave power absorption on PVC by observing the temperature profile during irradiation. Their work is based on following conclusions: (i) at the beginning of microwave irradiation onto PVC, the
temperature rises in direct proportion to the strength of the incident microwave power and irradiation time, (ii) after exceeding a critical condition, the temperature on PVC starts to rise quickly leading to thermal runaway and (iii) at higher incident microwave power, the thermal runaway starting temperature is observed. Finally, they found that dehydrochlorination of PVC is maximum at a critical temperature which is achieved during thermal runaway condition. A few applications on microwave heating of materials require uniform temperature within the entire volume and that can be achievable with control of microwave incidence (Gunasekaran and Yang, 2007a). However, thermal runaway may be a critical issue either to achieve uniform temperature or to reach a critical maxima of temperature and temperature control within samples may be essential. Pulsed microwave heating may be useful to reduce the unevenness of temperature distribution within samples as proposed by earlier researchers (Yang and Gunasekaran, 2001, 2004; Gunasekaran and Yang, 2007a,b). Pulsing was employed for fixed sets of power-on time (ton ) and power-off time (toff ) for various levels of microwave power inputs (Yang and Gunasekaran, 2001, 2004; Gunasekaran and Yang, 2007a). Yang and Gunasekaran (2001, 2004) reported that the unevenness of temperature distribution obtained during continuous microwave heating was dramatically reduced when pulsed microwave heating was used. However, they found that pulsed microwave processing requires more processing time than that with continuous microwave incidence. Later, Gunasekaran and Yang (2007a) reported that pulsed microwave heating resulted in more uniform temperature distribution in samples than continuous microwave heating at the same average microwave output power based on the oven settings. Optimized pulsed microwave processing for precooked smashed potato has also been analyzed recently by Gunasekaran and Yang (2007b). They have proposed a different pulsing strategy based on temperature difference in two locations within samples, maxima in temperature within samples and fixed processing time. They found that maximum microwave power-on and power-off temperature constraints are very critical for optimal application of pulsed microwave heating. Power-on temperature constraint produced suitable temperature gradient whereas poweroff temperature constraint allowed the temperature equalization to occur. Their analysis was aimed to optimize total power consumption by suitably constraining the process parameters for a given sample size. They finally recommended the most efficient process among all the cases considered is the heating of 2.4-cm sample under T = 20 C during power-on period whereas T = 3 C during power-off period. Pulsing applications of microwave heating have also been investigated for strength analysis of ore samples (Jones et al., 2007) and for curing of epoxy resins (Fu and Hawley, 2000). Fu and Hawley (2000) found that continuous microwave assisted curing produced noticeably higher reaction rates than pulsed microwave curing. However, they have not reported thermal runaway during curing operations. Jones et al. (2007) reported power densities in both continuous wave and pulsed microwave applications and they concluded that pulsed treatment is more effective for weakening rocks. Although Gunasekaran and Yang (2007b) carried out the analysis on optimization of pulsed microwave heating with constraints for microwave power off and on conditions, but their study does not compare the importance of reduction in thermal runaway with pulsed incidence that with continuous microwave heating. Current study focuses on microwave heating policy with one side and both sides incidence to the polymer sample and thermal runaway situation has been studied for specific sample thickness which has spatial resonances or maxima in power absorption both for continuous and pulsed microwave incidence. In addition, the supporting plate is also a key factor which also governs the thermal runaway and these issues have been addressed first time in this work. The difference in
1490
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
maximum and minimum values in temperature forms the basis to introduce pulsing in current simulation studies. The processing time strongly depends on temperature difference set point ( TS ) and current study particularly focuses on the role of temperature difference set point during pulsing. Various set points of temperature ( TS ) have been defined with higher and lower limits, termed as onoff constraints (T ) such that the desired degree of uniformity in temperature within samples can be achieved and T plays critical role on magnetron switching frequency. The frequent switching onoff cycle is not desired and that has been monitored based on power onoff cycling based on various T . It may be noted that T = 0 K implies fast switching onoff and that can drastically affect magnetron and efficiency of process. Our study also suggests that pulsing may be important for specific materials with a critical role on material of supporting plates. Even though temperature dependent dielectric and thermal properties are important factors to determine efficient microwave heating policy, there are no detailed investigations to address the pulsed microwave heating of polymeric samples with temperature dependent dielectric and thermal properties. A theoretical model on power and temperature characteristics is developed based on Maxwell's equation coupled with the energy balance equation. Analysis on continuous vs pulse microwave processing has been carried out for thermoplastic (Nylon 66) and thermoset (Natural Rubber, NR). The analysis on these two polymers will provide a guideline for both thermoset curing and thermoplastic molding. The polymeric materials are generally placed on ceramic (alumina and SiC) plates during microwave heating and the foreign supporting material may influence the heating quality considerably. The basis of selection of supporting materials is discussed as follows. Alumina in general does not absorb microwave power whereas SiC is a highly lossy material and thus SiC may be a good susceptor. Alumina may not alter significantly the power absorption whereas SiC can significantly affect the local heating patterns. Thus, alumina and SiC plates have been chosen as supports and similar supports have also been used in earlier works (Basak and Priya, 2005; Basak and Meenakshi, 2006). The choice of these two ceramic layers may give possible guideline for the effect of support on microwave processing of polymers. Current study discusses the effect of optimized pulsing on efficient heating of polymer samples and the optimal cases are highlighted in results and discussion section.
(T) and dielectric loss, (T) and dielectric properties of polymeric materials are functions of temperature (T). Note that, = 2 f where f is the frequency of the electromagnetic wave and c is the velocity of light. The dielectric properties ( (T) and (T)) for Nylon 66 and NR correspond to frequencies of 3 and 2.45 GHz, respectively. It may be noted that, Ayappa et al. (1992) obtained polynomial fittings of dielectric properties of Nylon as functions of temperature based on experimental data. The dielectric properties for NR vs temperature have been reported experimentally by Mallorqui et al. (2001) and we have obtained polynomial fittings of dielectric properties for NR in this work. It may be noted that, the coefficient of determination (R2 ) of dielectric properties is around 0.95. Various coefficients in polynomial fittings of dielectric properties for Nylon and NR are given in Table 1. The dielectric properties of alumina and SiC are also reported in Table 1 and the dielectric properties are assumed to be constants within the temperature range considered in this work based on earlier studies (Chatterjee et al., 1998). Note that, the dielectric properties of alumina and SiC are reported for 2.45 GHz. Alumina is in general transparent for microwave propagation and the variation of dielectric properties within 23 GHz is negligible. Although SiC is a lossy dielectric material and the earlier article (Takeuchi et al., 2005) illustrates that the dielectric properties of SiC within 23 GHz may be assumed to be invariant of frequency. In a n multilayered sample, the electric field for lth layer obtained from Eq. (1) is d2 Ex,l + dz2
2 l (T)Ex,l
= 0,
(2)
where zl1 z interface are Ex,l = Ex,l+1
zl and l = 1 . . . n. The boundary conditions at the l = 1 . . . n 1, z = z1 . . . zn1 .
dEx,l+1 dEx,l = dz dz
(3)
Here z1 , z2 . . . zn1 denote the interface positions. The boundary conditions at the outer face of the composite slab are (Ayappa et al., 1991a, 1992; Basak and Priya, 2005; Basak and Meenakshi, 2006), dEx,1 +i dz
1 (T)Ex,1
= 2i
i 1 (T)EL e
1 (T)L
z = z1 = L
(4)
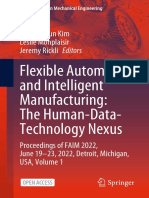
2. Modeling and simulation 2.1. Electric field in a composite slab Microwaves are assumed to be uniform plane electromagnetic waves. Electric and magnetic fields lie in xy plane and vary in the direction of propagation (z-axis) as shown in Figs. 1a and b. Current study involves sample without supporting plate and sample with ceramic supports and typical assembly for case studies are shown in Figs. 1a and b. Lateral dimensions (along x- and y-axes) are assumed to be very large compared to the total thickness of sample (along z-axis including ceramic layer) and similar modeling assumptions are also found in earlier literatures (Ayappa et al., 1991a, 1992; Basak and Priya, 2005; Basak and Meenakshi, 2006). Based on the assumptions, onedimensional slab has been considered. The wave propagation due to uniform electric field (Ex ), given by Maxwell's equation is d2 Ex + dz2
2
and dEx,n i dz
n (T)Ex,n
= 2i
i n (T)ER e
n (T)L
z = zn1 = L.
(5)
Here EL and ER are incident electric fields at the left and right face, respectively, and the incident electric fields are estimated from intensities of microwave radiations via following relationships:
2 IL = 1 c o EL , 2 2 IR = 1 c o ER . 2
(6)
Pulsing of microwave heating is carried out via estimating temperature difference ( Tp ) within samples, which is defined as Tp = Tmax Tmin , (7)
where Tmax and Tmin are maximum and minimum temperature of polymer sample, respectively. The pulsing is done in the following manner. Microwave source is switched on if Tp TS T , (8)
(T)Ex = 0,
(1)
where Ex lies in xy plane. In Eq. (1), (T) = ( /c) (T) + i (T) is the propagation constant which depends on dielectric constant,
and the source is switched off if Tp TS + T . (9)
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
1491
Hy
Hy
z Ex
z Ex
Polymer Layer (Ls)
Ceramic support
Ex Hy
Case 1 Case 2 z Case 3 Polymer Layer (Ls) Ceramic support z
Continuous microwave incidence TS = 10 K TS = 20 K
Ex Hy
Fig. 1. Schematic illustration of sample exposed to a plane electromagnetic wave: (a) schematic for model system, (b) schematic for a practical application where sample is kept with a ceramic support exposed to uniform plane waves incident either from top or from top as well as bottom and (c) the chart for setpoint of temperature difference ( TS ) corresponding to cases 13. Here Ls is the thickness of polymer sample.
Table 1 Dielectric and thermal properties of materials. P = a0 + a1 T + a2 T 2 + a3 T 3 + a4 T 4 (T in Kelvin) Property Dielectric constant P = Variables f (GHz) a0 a1 a2 a3 f (GHz) a0 a1 a2 a3 a4 a0 a1 a0 a0 Nylon 66 3 16.727 0.10279 2.4192E4 1.7592E7 3 84.16 1.0011 4.4563E3 8.8029E6 6.5208E9 349.02 0.4738 0.43 NR 2.45 385.73 3.3991 1.0074E2 9.8329E6 2.45 1148.77 12.1689 4.7526E2 8.1134E5 5.127E8 891.88 3.44 0.13 Alumina 23 10.8 SiC 23 26.66
Dielectric loss P =
23 0.1566
23 27.99
Specific heat 1 P = Cp (J kg K1 ) Thermal conductivity, k (W m1 K1 ) Density, (kg m3 )
1046
3300
26
40
1200
913
3750
3100
Ayappa et al. (1992), Chatterjee et al. (1998), Mallorqui et al. (2001), Yang and Roy (1996) and Mark (1999).
Hence, the power absorption in lth layer (either polymer sample or ceramic), ql (z, T) =
1 2 (T)Ex,l (z)Ex,l (z),
= 0,
0 l
Tp
TS T
l,
(10) (11)
Tp
TS + T
l,
where denotes the complex conjugate, TS and T are the setpoint for temperature difference and onoff constraint, respectively. Note that, setpoint ( TS ) is the desired value of Tp which has to be maintained and onoff constraint (T ) controls the duration of power cycle. Note that, T is the variable which decides the upper and lower bounds of the setpoint. Efficiency of pulsing is quantified by
1492
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
pulsing ratio (PR) which is defined as PR = toff tp , (12)
where toff and tp = ton + toff are overall power-off time and total processing time, respectively. Note that PR=1 if toff =tp which implies that magnetron power is switched off all the time whereas PR = 0 implies continuous microwave incidence without pulsing. 2.2. Modeling microwave heating Heat transport in a dielectric material during microwave radiation is due to a combined effect of volumetric heat generation and conduction. The unsteady state one-dimensional energy balance for microwave heating is
propagation and energy balance equation (Eqs. (2) and (15)) with appropriate boundary and interface conditions (Eqs. (3)(5) and (17)(19)) are solved simultaneously using similar procedure as discussed in earlier works (Basak and Priya, 2005; Basak and Meenakshi, 2006; Ayappa et al., 1991a,b).
2.3. Solution procedure and numerical parameters Galerkin finite element method is used to solve the energy balance equation and the electric field equations simultaneously with appropriate boundary conditions. The interface conditions for energy balance and electric field equations due to multiple phases are automatically satisfied via an interface element common to two phases. At the interface node, the field variable and fluxes are continuous as discussed by Ayappa et al. (1991a,b). To discretize the time domain, CrankNicholson method is used, and the nonlinear residual equations are solved using NewtonRaphson method. Due to the lack of a good initial guess to begin the Newton scheme, a small time step t = 1 104 s was used at the first time step. Unless specified otherwise, t = 0.5 s was used for subsequent steps. Typically, 2550 quadratic elements (1535 elements for polymer sample and 1015 elements for ceramic layer) were used for entire slab. It was found that the maximum difference for the values of the unknowns at the nodes was less than 1% when the values were compared for 25 and 50 elements. For constant dielectric properties, analytical solution of Eq. (2) is available (Basak and Priya, 2005) and the power distribution can be obtained without solving the energy balance equation (Basak and Priya, 2005). The validation of current simulation strategy is done by comparing the power distribution with the available analytical solution for materials with constant dielectric properties. The sample assembly consists of polymer layer with ceramic layer (alumina and SiC) as support on one side as seen in Figs. 1a and b in presence of either one side or both sides microwave incidence. The thickness of supports is taken as 0.2 cm and this small thickness is selected such that power absorption within small thickness of supporting plate may be small. The power absorption within a thick ceramic plate has already been discussed earlier (Chatterjee et al., 1998) and thick SiC plate may absorb large power leading to less power absorption within polymer domain. A thin ceramic plate also decouples microwave power within plate and polymer samples. The intensities of radiation from left and right sides are 3 and 0 W cm2 , respectively, for one side incidence whereas those are 1.5 and 1.5 W cm2 , respectively, for both sides incidence. The heat transfer coefficient at the outer faces is assumed to be 2 W m2 K1 for all computations. The initial temperature of the samples (including ceramic layer) is 300 K. In this study, the setpoint for temperature difference ( TS ) is considered as 10 and 20 K corresponding to cases 2 and 3, respectively (see Fig. 1c). The onoff constraint (T ) is considered to be 1, 2 and 5 K and these values are representative cases for switching onoff during microwave pulsing. The larger value of constraint indicates continuous microwave incidence whereas a smaller value indicates quick pulsing operations which may be difficult or may not be recommended based on efficiency of operations. Four sample thickness 0.5, 1, 2 and 5 cm have been selected as four representative length scales. The simulation results are shown up to a time at which average temperature reaches around 350 K (0.5%) for the polymer layer. However, it has been observed that average temperature within NR reaches a steady value within 330340 K for Ls = 5 cm in particular with pulsing either in presence of supports or without any supports and simulation results are shown for the time step corresponding to T = 330340 K for Ls = 5 cm of NR samples. A few representative case studies for NR and Nylon samples are shown in the next section.
jH j jT k(T) + q(z, T), = jt jz jz
where H = Cp (T)(T T0 )
(13)
(14)
where , Cp (T), T0 , k(T) and q(z, T) are the density, specific heat, initial temperature, thermal conductivity and volumetric heat source term, respectively. The thermal properties for Nylon 66 is obtained from the earlier work of Ayappa et al. (1992) and those for NR are obtained from earlier works and handbook (Yang and Roy, 1996; Mark, 1999). The temperature dependent thermal properties are obtained from polynomial fittings, and coefficients of polynomial functions are given in Table 1. Earlier works (Ayappa et al., 1992; Mark, 1999) reported that thermal conductivity and density of Nylon 66 and NR samples may be assumed as independent of temperatures within the temperature range considered in the simulation. However, this is not true for all polymeric materials, e.g., poly(ethylene terephthalate) (PET). The thermal properties of ceramics are assumed to be independent of temperature within given temperature range based on earlier work (Chatterjee et al., 1998) and the properties are also given in Table 1. Note that, the volumetric heat generation term q(z, T) in Eq. (13) is defined in Eq. (10). The energy balance equation for lth layer in n multilayered sample consisting of polymer samples and ceramics is represented as
jHl j jT = k (T) l + ql (z, T), jt jz l jz
The initial condition is Tl = T0 , l = 1 ... n
l = 1 . . . n.
(15)
(16)
and the boundary conditions are k2 (T) and kn1 (T)
jT2 = h(T2 T ), jz
z = z1 = L
(17)
jTn1 = h(Tn1 T ), jz
z = zn1 = L.
(18)
The interface conditions between various layers are Tl = Tl+1 l = 2 . . . n 2, z = z2 . . . zn2 .
jT jT kl (T) l = kl+1 (T) l+1 jz jz
(19)
Microwave power, ql (z, T) is a function of electric field and temperature as given in Eq. (10). The nonlinear coupled wave
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
1493
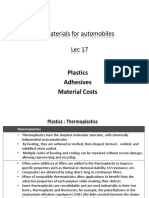
3. Results and discussion 3.1. Microwave power and temperature characteristics for NR 3.1.1. Spatial characteristics of power and temperature Figs. 2ac illustrate the distribution for NR sample corresponding to Ls = 2 cm due to one side incidence and the analysis is carried out with T = 2 K for cases 2 and 3. Fig. 2a illustrates the characteristics for NR sample without ceramic support and the processing times are found to be 479, 2749 and 1779 s for cases 1, 2 and 3, respectively. Note that, processing times are computed based on finite element simulations which are performed up to these time steps when average temperature reaches around 350 K. It is observed that, the power absorption is maximum at the right face and that is minimum near the center for case 1 whereas maxima in power occurs at each face with a minima at the center for cases 2 and 3. The local maxima in power absorption is primarily due to constructive interference of traveling waves within the sample. The resonances or maxima in microwave power for materials with constant dielectric properties were also reported in earlier works (Basak and Priya, 2005; Basak and Meenakshi, 2006). It is observed that temperature distribution is qualitatively similar to power distribution. It is important to note that the power absorption is large at a larger temperature due to temperature dependent dielectric loss (see Table 1) for case 1, but pulsing operation would decouple the heating characteristics and power absorption during microwave power-off period as seen for cases 2 and 3. Although spatial power distributions are observed for cases 2 and 3, but the pulsing plays critical role to obtain uniformity in temperature distribution for cases 2 and 3. It may also be noted that, high Tp for case 1 indicates larger degree of thermal runaway and the sample can be processed with case 2 or case 3 to avoid
thermal runaway. Cases 2 and 3 give less Tp but these cases also correspond to lesser heating rate compared to that with case 1. The inset plot illustrates the heating rate (T vs t) and T reaches 350 K at 479 s for case 1 whereas that reaches 317320 K for cases 2 and 3. However, case 3 may be preferred over cases 1 and 2 based on optimal degree of uniformity for temperature distribution and lesser processing time than that of case 2. Fig. 2b illustrates the distributions for NR sample attached with alumina support which is denoted by shaded regime. The processing times are found to be 402, 7762 and 3686 s for cases 1, 2 and 3, respectively. It is interesting to observe that, the power absorption is maximum at left face and that is minimum near the center for all cases (cases 13) which is in contrast to power absorption for sample without support, as seen in Fig. 2a. Temperature distribution is qualitatively similar to power distribution. It is found that cases 2 and 3 give uniform temperature distribution as compared to case 1 and the sample may not be processed with case 1 due to high Tp . In spite of high processing time, cases 2 and 3 may be suitable options based on uniform temperature distribution. Similar to Fig. 2a, it is found that case 3 is the optimal choice for processing NR with alumina support. Fig. 2c illustrates the distributions for NR sample with SiC support which is denoted by a darker shade. Here, processing times are found to be 354, 4250 and 3224 s for cases 1, 2 and 3, respectively. It is interesting to observe that processing time is less for case 1 as compared to that without support (see Fig. 2a). The power absorption within the polymer layer is found to be maximum at the center and decreases towards the face. Maximum power absorption also occurs near the center for cases 2 and 3. Note that, the temperature near the SiC support is very high for case 1 due to very high dielectric loss of SiC and this situation leads to thermal runaway whereas
Ls = 2 cm No support tp = 479 s tp = 2749 s tp = 1779 s
Power W cm-3 case 1 case 2 case 3
Temperature, K 450 400 75 350 150
350 325 300
Tp and T
1.5
240 480
1 Slab Depth, cm
300
1 Slab Depth, cm
240 Time, s
350 325
480
Ls = 2 cm Alumina support tp = 402 s tp = 7762 s tp = 3686 s
450 400
150
1.5 350 0 300
75
300
201 402
1.1 2.2 Slab Depth, cm
1.1 2.2 Slab Depth, cm
201 Time, s
350 325
402
Ls = 2 cm SiC support tp = 354 s tp = 4250 s tp = 3324 s
10
450 400
150
5 350 0 0 1.1 2.2 Slab Depth, cm 300 0 1.1 2.2 Slab Depth, cm
75
300
177 354
177 Time, s
354
Fig. 2. Spatial power distributions (first column), temperature profiles (second column), temperature difference ( Tp ) vs time (t) (third column) and average temperature (T) vs time (t) (inset plots in third column) for cases 13, corresponding to Ls = 2 cm due to one side incidence for Natural Rubber (NR) samples: (a) without support, (b) with alumina support and (c) with SiC support. f = 2450 MHz, IL = 3 W cm2 , IR = 0, T = 2 K.
1494
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
3 Ls = 2 cm No support tp = 1391 s tp = 2647 s tp = 1739 s 1.5
Power W cm-3 case 1 case 2 case 3
450 400
Temperature, K
100
Tp and T
350 325
50 350
300 0 696 1392
1 Slab Depth, cm
300
1 Slab Depth, cm
696 Time, s
350 325
1392
3 Ls = 2 cm Alumina support tp = 1606 s tp = 4250 s tp = 2358 s 1.5
450 400
100
50 350
300 0 803 1606
0 0 3 1.1 2.2 Slab Depth, cm
300 0 450 400 1.1 2.2 Slab Depth, cm
0 0 803 Time, s
350 325
1606
100
Ls = 2 cm SiC support tp = 1396 s tp = 5832 s tp = 2600 s 1.5 350 0 0 2.2 1.1 Slab Depth, cm 300 0 1.1 2.2 Slab Depth, cm 0 0 50
300
698 1396
698 Time, s
1396
Fig. 3. Spatial power distributions (first column), temperature profiles (second column), temperature difference ( Tp ) vs time (t) (third column) and average temperature (T) vs time (t) (inset plots in third column) for cases 13, corresponding to Ls = 2 cm due to both sides incidence for Natural Rubber (NR) samples: (a) without support, (b) with alumina support and (c) with SiC support. f = 2450 MHz, IL = IR = 1.5 W cm2 , T = 2 K.
cases 2 and 3 provide uniform temperature distribution. Although case 2 may provide uniform temperature distribution, but the processing time is very high compared to that of case 3. Based on the analysis, it is inferred that case 3 provides optimal heating based on uniform temperature distribution and processing time. Overall, Figs. 2ac illustrate that SiC support or no support with case 3 is the optimal strategy to process NR sample for Ls = 2 cm sample due to one side incidence. Figs. 3ac illustrate distributions for NR sample corresponding to Ls = 2 cm due to both sides incidence and the analysis is carried out with T = 2 K for cases 2 and 3. Fig. 3a displays the distributions for NR sample without ceramic support and processing times are found to be 1391, 2647 and 1739 s for cases 1, 2 and 3, respectively. It is worthwhile to mention that the processing time with both sides incidence is larger than that with one side incidence in absence of pulsing. However, pulsing enhances processing rates with cases 2 and 3 compared to rates with one side incidence as seen from tp values of Fig. 2a and overall degree of non-uniformity in temperature ( Tp ) is lesser for both sides incidence with/without support. The power absorption is found to be maximum at the center and decreases towards the faces for all the cases (cases 13). Note that, temperature distribution follows similar qualitative trend of power distributions. Similar to one side microwave incidence, cases 2 and 3 lead to more uniform temperature than that of case 1. Cases 2 and 3 not only correspond to less Tp but heating rates are also larger than those with one side incidence. Overall, case 3 is preferred over cases 1 and 2 based on the uniform temperature distribution and processing time. Figs. 3b and c illustrate distributions for Ls = 2 cm with alumina and SiC supports, respectively. It is observed that, Figs. 3ac show similar qualitative distribution of power and temperature which implies that the qualitative trend in power and temperature
characteristics are invariant of situations with supports and no supports. Similar to previous case studies, optimized pulsing (cases 2 and 3) is useful to process the sample with uniform temperature distribution corresponding to both alumina and SiC supports. It is also observed that alumina or SiC support increases processing time as compared to that of sample without support. Similar to Fig. 3a, case 3 is preferred for both alumina and SiC supports. Overall, case 3 with alumina support is found to be optimal for both sides incidence whereas case 3 with SiC support is optimal for one side incidence. 3.1.2. Characteristics of pulse cycle The effects of onoff constraint (T ), setpoint ( TS ) and sample thickness (Ls ) on power cycle are discussed in this section. Figs. 4ad illustrate microwave pulse cycles for various thicknesses (Ls = 0.5, 1, 2 and 5 cm) with three different sets of T (1, 2 and 5 K) for TS =10 K corresponding to both sides incidence. This study is carried out for samples without any ceramic support and the effect of T on sample with support may be discussed in a similar manner. It is interesting to observe that the average temperature of polymer sample reaches 350 K for Ls = 0.5 cm before the pulsing starts for all values of T (Fig. 4a) whereas there is one cycle for T = 1 and 2 K and there is no cycle for T = 5 K corresponding to Ls = 1 cm (Fig. 4b). As T increases, the duration for which the microwave power being on at the initial stages increases. Fig. 4c illustrates pulse cycle for Ls =2 cm. At T =1 K, it is observed that initially the power is on for around 1143 s and the cycling starts only after 1143 s. At the beginning of pulse cycle, the microwave power-on time is around 30 s and off time is around 33 s. As both the processing time and T increase, the power-on time reduces and off time increases. At T = 2 K, it is observed that initially the power is on for around 1159 s and the power on and off time at initial stage are around 50 and 67 s, respectively. It is found that, the frequency
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
1495
T=1K on Ls = 0.5 cm off 0 112 Time, s 224 off 0 on
T=2K on
T=5K
off 112 Time, s 224 0 112 Time, s 224
on Ls = 1 cm off 0 263 Time, s 526
on
on
off 0 268 Time, s 536
off 0 258 Time, s 516
on Ls = 2 cm off 0 1308 Time, s 2616
on
on
off 0 1324 Time, s 2648
off 0 1495 Time, s 2990
on Ls = 5 cm off 0 1530 Time, s 3060
on
on
off 0 1558 Time, s 3116
off 0 1566 Time, s 3132
Fig. 4. Power cycle vs time (t) for Natural Rubber (NR) samples without any support due to both sides incidence: (a) Ls = 0.5 cm, (b) Ls = 1 cm, (c) Ls = 2 cm and (d) Ls = 5 cm. The three sets of onoff constraints: T = 1 K (first column), T = 2 K (second column) and T = 5 K (third column). f = 2450 MHz, IL = IR = 1.5 W cm2 , TS = 10 K.
of pulse cycle is less for higher onoff constraints (T = 2 and 5 K). At T = 5 K, the initial power-on time is around 1197 s and the power on and off time of cycle at initial stage are around 82 and 195 s, respectively. Based on the analysis it is inferred that as T increases, frequency of cycle reduces, power-off time increases and the variation in power on and off time corresponding to each pulse cycle becomes more significant. It may be important to note that, high frequency of power cycle may affect the magnetron assembly and therefore, T = 2 and 5 K may be preferred for Ls = 2 cm. The power cycles for Ls = 5 cm (see Fig. 4d) are qualitatively similar to that of Ls = 2 cm sample, as seen in Fig. 4c. As mentioned earlier, average temperature reaches a steady value 330340 K for Ls = 5 cm with pulsing and power cycling is shown till the average temperatures reaches 340 K. Initially the power is on for around 153, 161 and 177 s for T = 1, 2 and 5 K, respectively. At the beginning of the pulse cycle, power-on time is around 16, 26, 47 s for T = 1, 2 and 5 K, respectively, whereas power-off time is around 50, 98, 264 s for T = 1, 2 and 5 K, respectively. It may be noted from Fig. 4c and d that, as the thickness of the sample increases, the initial poweron duration reduces, total power-off time increases and power-on time reduces. It is also found that T influences the pulsing significantly and the selection of optimal T is crucial. Therefore, T = 2 and 5 K are optimal choices for samples with larger thicknesses (Ls = 2 and 5 cm). Similar analysis has also been carried out for TS = 20 K (figures not shown). The pulse cycle with larger values of TS is found to be qualitatively similar to that of Figs. 4ad and the initial
power-on duration increases as the setpoint increases. Consequently, as the setpoint increases, the processing time reduces which is a direct consequence of increase in initial power-on duration. Figs. 5a and b illustrate overall pulse ratio (PR) for various length scales (Ls =0.55 cm) without ceramic support corresponding to various TS and T due to one side and both sides incidences, respectively. Note that, overall pulse ratio (PR) is defined as the ratio of overall power-off time to processing time. Therefore, PR equals 0 if there is no pulsing and PR tends to one if power is off for most of the time. Thus, PR around unity is not recommended due to high power-off time leading to larger processing time. Fig. 5a shows PR for Ls = 0.5 cm being zero which signifies that no pulsing is required. In contrast for Ls = 5 cm, PR is almost unity and this may due to high Tp within sample in absence of pulsing. Therefore, power is switched off most of the time as Tp is much larger than 20 K ( TS ). It is observed that PR decreases with increase in setpoint ( TS ) for Ls =1 and 2 cm. It may also be noted that, for both the setpoints, PR is minimum for T = 2 K and that is maximum for T = 5 K. Fig. 5a shows that PR increases with increase in thickness of the sample during one side incidence and the characteristics for both sides incidence as seen in Fig. 5b are qualitatively similar to one side incidence. Note that, PR of any length scale corresponding to both sides incidence is less as compared to that of one side incidence. It is also found that PR for Ls = 0.5 and 1 cm are almost zero which is in contrast to one side incidence. It may be important to note that less PR for both sides incidence is an indicative of less Tp in absence of pulsing.
1496
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
One side incidence No support PR = toff / tp Ls = 0.5 cm Ls = 1 cm Ls = 2 cm Ls = 5 cm 1 PR = toff / tp 1
Both sides incidence
0 10(1) 10(2) 10(5) 20(1) 20(2) 20(5) TS (T ) One side incidence Alumina support PR = toff / tp 1 PR = toff / tp
0 10(1) 10(2) 10(5) 20(1) 20(2) 20(5) TS (T ) Both sides incidence 1
0 10(1) 10(2) 10(5) 20(1) 20(2) 20(5) TS (T ) One side incidence SiC support PR = toff / tp 1 PR = toff / tp
0 10(1) 10(2) 10(5) 20(1) 20(2) 20(5) TS (T ) Both sides incidence 1
0 10(1) 10(2) 10(5) 20(1) 20(2) 20(5) TS (T )
0 10(1) 10(2) 10(5) 20(1) 20(2) 20(5) TS (T )
Fig. 5. Pulsing ratio (PR) vs setpoint ( TS ) and onoff constraint (T ) for Natural Rubber (NR) samples corresponding to various length scales due to one side (a, c and e) and both sides (b, d and f) microwave incidence. (a) and (b) sample without support; (c) and (d) sample with alumina support; (e) and (f) sample with SiC support. IL = 3 W cm2 and IR = 0 (for one side incidence), IL = IR = 1.5 W cm2 (for both sides incidence), f = 2450 MHz.
Figs. 5c and d show variations of overall pulse ratio (PR) for samples attached with alumina support corresponding to various TS and T due to one side and both sides incidences, respectively. Fig. 5c shows that, for one side incidence, PR of Ls = 0.5 and 1 cm are quite less which signifies pulsing is less significant. In contrast, the PR is almost unity for Ls = 2 and 5 cm. Fig. 5d displays PR for both sides incidence with alumina support. It is interesting to observe that, Ls = 0.52 cm correspond to higher PR, which is in contrast to one side incidence. Similar to one side incidence, PR for Ls = 5 cm is almost unity. Pulsing ratio of any length scale corresponding to both sides incidence with alumina support is high as compared to that of one side incidence. Based on the analysis, it is interesting to note that sample with alumina support has lesser PR than that without any support during one side microwave incidence for Ls = 0.5 and 1 cm and this information is important to decide heating strategy. Figs. 5e and f display variations of overall pulse ratio (PR) for samples attached with SiC support due to one side and both sides incidences, respectively. Fig. 5e depicts that, for one side incidence, PR of Ls = 0.5 cm has larger values whereas those of Ls = 15 cm are near to unity. Fig. 5f displays the distributions of PR for both sides incidence with SiC support. It is interesting to observe that,
Ls = 0.52 cm have lesser PR values, which is in contrast to one side incidence. Similar to one side incidence, PR for Ls = 0.5, 1 and 5 cm is almost unity whereas PR for Ls = 2 cm has lesser values than those with one side incidence. In general, PR for all length scales except Ls = 2 cm have higher values during both sides incidence with SiC support. It may also be noted that, PR of any length scale corresponding to one side or both sides incidence with SiC support is high as compared to that for alumina or no support. Based on the analysis, it may be concluded that PR is considerably larger with SiC support for all length scales with one side and both sides incidence and thermal runaway in absence of pulsing (case 1) may be a critical issue. Therefore, pulsing in microwave is essential especially with SiC support for all length scales and Ls = 2 cm in presence of both sides incidence may be the optimal choice for samples supported with SiC plate. 3.1.3. Comprehensive remarks on efficient heating characteristics for NR This section summarizes the role of ceramic support for four representative length scales corresponding to one side and both sides incidences. This section also highlights the role of optimized pulsing on efficient processing of NR sample. Note that, T is considered as 2 K
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
1497
1200 Ls = 0.5 cm tp, s
Processing time (tp)
1000 ton, s
Power on time (ton)
Tp 50 Tp, K case 1 case 2 case 3 25
600
500
0 No support Al2O3 3000 Ls = 1 cm tp, s
SiC
0 No support Al2O3 1500
SiC
0 No support Al2O3 150 Tp, K
SiC
1500
ton, s
750
75
0 No support Al2O3 9000 Ls = 2 cm tp, s
SiC
0 No support Al2O3 600
SiC
0 No support Al2O3 150 Tp, K
SiC
4500
ton, s
300
75
0 No support Al2O3 70000 Ls = 5 cm tp, s
SiC
0 No support Al2O3 1500
SiC
0 No support Al2O3 150 Tp, K
SiC
35000
ton, s
750
75
0 No support Al2O3
SiC
0 No support Al2O3
SiC
0 No support Al2O3
SiC
Fig. 6. Processing time (tp ), power-on time (ton ) and temperature difference ( Tp ) for Natural Rubber (NR) samples without support and with ceramic supports corresponding to cases 13 due to one side incidence: (a) Ls = 0.5 cm, (b) Ls = 1 cm, (c) Ls = 2 cm and (d) Ls = 5 cm. f = 2450 MHz, IL = 3 W cm2 , IR = 0, T = 2 K.
for this study. Figs. 6ad illustrate the processing time (tp ), power-on time (ton ) and temperature difference ( Tp ) for all cases (cases 13) due to one side incidence. Fig. 6a shows that both processing time (tp ) and power-on time (ton ) are largest for alumina whereas SiC support gives smallest ton for Ls = 0.5 cm. It is interesting to observe that ton is almost identical with cases 13 for situations with no support or any support. Finally, it is observed that Tp is minimum for no support irrespective of cases 13 and Tp with alumina support has moderate values whereas Tp with case 2 has smaller values with SiC support. Therefore, SiC support with cases 23 may be an optimal option for heating with support for Ls = 0.5 cm based on ton and Tp values. Fig. 6b depicts that processing time (tp ) and power-on time (ton ) are largest for alumina whereas SiC support gives smallest tp and ton for Ls = 1 cm except case 2. Although the processing time varies considerably for cases 13, the power-on time is almost invariant of cases 13 for no support and for sample with alumina support, as seen in Fig. 6b. It is observed that, Tp is minimum with and without support corresponding to case 2. In addition, Tp corresponding to cases 2 and 3 is almost identical irrespective of the support. It is interesting to observe that, alumina and SiC supports with cases 23 reduce the thermal runaway as compared to no support which is in contrast to Ls = 0.5 cm length scale. It may be inferred that SiC with case 3 may be suitable for Ls = 1 cm based on tp , ton and Tp values.
Figs. 6c and d illustrate tp , ton and Tp for Ls = 2 and 5 cm, respectively. It is observed that, SiC support with case 3 reduces tp , ton but Tp is slightly larger than that with case 2 for Ls = 2 cm (Fig. 6c). In contrast, alumina support with case 3 reduces tp as well as Tp for Ls = 5 cm (Fig. 6d), but that corresponds a larger value of ton . Although cases 2 and 3 corresponding to SiC support lead to higher processing time as compared to case 1, but the poweron (ton ) time is found to be less. This may be due to high power absorption in SiC layer. It is also observed that although the processing time varies considerably for cases 13, the power-on time is almost constant for cases 1 and 3 with no support and with alumina support, as seen in Fig. 6c. Overall, SiC with case 3 may be the optimal choice based on tp , ton and Tp values for both Ls = 2 and 5 cm. The heating strategy with one side incidence for NR samples should be decided based on PR and Tp as a function of setpoints. Figs. 5af show that no support and alumina support in presence of one side incidence are optimal choices for smaller sample thicknesses (Ls ) based on power savings whereas SiC support with both sides incidence is found to be optimal for all ranges of sample thickness. We have shown representative history for tp , ton and Tp for one side incidence as seen in Figs. 6ad and specific heating policy has been further highlighted based on ton and Tp . Similar studies have also been carried out for both sides incidence and SiC and alumina supports give lesser values of Tp compared to one side
1498
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
0.5 Ls = 5 cm No support tp = 475 s tp = 760 s tp = 475 s 0.25
Power W cm-3 case 1 case 2 case 3
450 400
Temperature, K
100
Tp and T
350 325
50 350
300
225 450
0 0 0.5 2.5 Slab Depth, cm 5
300 0 450 400 2.5 Slab Depth, cm 5
0 0 100 225 Time, s
350 325
450
Ls = 5 cm Alumina support tp = 290 s tp = 1700 s tp = 600 s 0.25 350 0 0 15 Ls = 5 cm SiC support tp = 220 s tp = 12400 s tp = 3750 s 7.5
0.5 0.25 0 0 2.5 5
50
300 0 145 290
300 2.6 5.2 Slab Depth, cm 480 420 0 2.6 5.2 Slab Depth, cm
0 0 145 Time, s
350 325
290
200
100 360 300 0 0 5.2 2.6 Slab Depth, cm 0
300 0 110 220
0 0 2.6 5.2 Slab Depth, cm
110 Time, s
220
Fig. 7. Spatial power distributions (first column), temperature profiles (second column), temperature difference ( Tp ) vs time (t) (third column) and average temperature (T) vs time (t) (inset plots in third column) for cases 13, corresponding to Ls = 5 cm due to both sides incidence for Nylon samples: (a) without support, (b) with alumina support and (c) with SiC support. f = 3000 MHz, IL = IR = 1.5 W cm2 , T = 2 K.
incidence (figures not shown). However, larger PR with both sides incidence especially for Ls = 0.5 and 1 cm may not be optimal choices and thus detailed analysis on tp , ton and Tp with both sides incidence have not been shown.
3.2. Microwave power and temperature characteristics for Nylon 66 3.2.1. Spatial characteristics of power and temperature Four sample thicknesses such as 0.5, 1, 2 and 5 cm have been selected as for test studies. The analysis is done in a similar manner to that of NR as discussed in Section 3.1. Figs. 7ac illustrate the spatial power and temperature, overall heating rate (T vs t: see inset plot) and temperature difference ( Tp ) for cases 13 corresponding to Ls = 5 cm due to both sides incidence with T = 2 K. Fig. 7a illustrates power and temperature distributions within Nylon sample without ceramic support and processing time is found to be 475, 760 and 475 s for cases 1, 2 and 3, respectively. It is interesting to observe that, the power absorption is maximum at the center of the polymer sample for all cases (cases 13). Note that, power absorption in Nylon sample is less as compared to NR due to less dielectric loss of Nylon. It is also observed that, the power absorption in both the faces is equal due to both sides incidence for all the cases. Note that, Tp corresponding to case 3 is less than onoff constraint value ( TS +T ). Hence, there is no pulsing required and the distributions corresponding to case 3 are identical to those of case 1. Overall, case 2 leads to more uniform temperature than that of cases 1 and 3. Although Tp is same for cases 1 and 3, case 1 may lead to thermal runaway at later time whereas case 3 will not. It is interesting to observe that Tp is less for Ls = 5 cm of Nylon sample as compared to NR. Next we will discuss the effect of ceramic support on Nylon sample.
Fig. 7b illustrates the results of Nylon sample with alumina support which is denoted by shaded regime and the processing time is found to be 290, 1700 and 600 s for cases 1, 2 and 3, respectively. It is interesting to observe that alumina support enhances the power absorption within the polymer sample. In addition, the power absorption is maximum at center of the sample and the value is higher than that of sample without support, as seen in Fig. 7a. It is also observed that power absorption at the left face is higher than that at right face of the polymer sample for all the cases (cases 13) (see Fig. 7b). Note that, the temperature at the center corresponding to case 1 is maximum and that decreases towards the face of the sample whereas the temperature distributions corresponding to cases 2 and 3 are uniform. Both processing rate (dT/dt) and Tp within sample with alumina support is larger as compared to sample without support in absence of pulsing, as seen in Fig. 7a. As heating rate and Tp are larger with alumina support, frequent switching off is required to maintain the desired Tp and that leads to larger processing time for both cases 2 and 3. It is found that, case 3 leads to uniform temperature distribution as compared to case 1 with slight increase in processing time. Fig. 7c displays the results of Nylon sample with SiC support and the processing time is found to be 220, 12 400 and 3750 s for cases 1, 2 and 3, respectively. Although a local maxima in power occurs within the sample, however, small (see inset of Fig. 7c), but the power absorption within the SiC layer is significantly large due to high dielectric loss. It is interesting to note that processing time for sample with SiC support is less with case 1 as compared to sample without support (see Figs. 7a, c). The temperature near SiC support is very high for case 1 and that leads to thermal runaway whereas cases 2 and 3 provide uniform temperature distribution. Although, both cases 2 and 3 provide almost uniform temperature distribution, the processing time for case 2 is very high compared to that for
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
1499
T=1K on Ls = 0.5 cm off 0 85 Time, s 170 off 0 on
T=2K on
T=5K
off 85 Time, s 170 0 85 Time, s 170
on Ls = 1 cm off 0 120 Time, s 240
on
on
off 0 120 Time, s 240
off 0 120 Time, s 240
on Ls = 2 cm off 0 260 Time, s 520
on
on
off 0 260 Time, s 520
off 0 260 Time, s 520
on Ls = 5 cm off 0 370 Time, s 740
on
on
off 0 380 Time, s 760
off 0 375 Time, s 750
Fig. 8. Power cycle vs time (t) for Nylon samples without any support due to both sides incidence with TS = 10 K: (a) Ls = 0.5 cm, (b) Ls = 1 cm, (c) Ls = 2 cm and (d) Ls = 5 cm. The three sets of onoff constraints: T = 1 K (first column), T = 2 K (second column) and T = 5 K (third column). f = 3000 MHz, IL = IR = 1.5 W cm2 .
case 3. The thermal runaway within the sample occurs due to the high temperature near the SiC support and thus switch-off time is larger for case 2 corresponding to TS = 10 K. Based on the analysis it is observed that case 3 provides optimal heating based on both uniform temperature distribution and smaller processing time. 3.2.2. Characteristics of pulse cycle The effects of onoff constraint (T ), setpoint ( TS ) and sample thickness (Ls ) on power cycle are discussed in this section. Figs. 8ad illustrate microwave pulse cycles for various thickness of Nylon sample in absence of any support with three different T values (1, 2 and 5 K) for setpoint of 10 K corresponding to both sides incidence. Figs. 8ac display the pulse cycles for Ls = 0.5, 1 and 2 cm, respectively. Common to these length scales is that Nylon sample reaches 350 K before the pulsing starts for all T which is in contrast to that of NR sample, as discussed earlier. It may be noted that, there is no pulsing due to less Tp for Nylon samples. Fig. 8d illustrates the power cycles for Ls =5 cm. As T increases, the duration for which the microwave power is on during the initial stages increases. It is also observed that as T increases, frequency of pulsing reduces. Similar observations were also found for NR samples. Overall, it is interesting to observe that the power cycle characteristics changes significantly with type of material. Note that, the pulsing is not significant involving Ls 2 cm for Nylon samples without support. Hence, the analysis on pulsing ratio for Nylon with and without supports is not discussed here.
3.2.3. Comprehensive remarks on efficient heating characteristics of Nylon Figs. 9ad illustrate the processing time (tp ), power-on time (ton ) and temperature difference ( Tp ) for all cases (cases 13) with and without support due to one side incidence. Figs. 9a and b illustrate that the results are qualitatively similar for Ls = 0.5 and 1 cm. It is observed that, alumina support reduces Tp , but that results in larger processing time whereas SiC support reduces processing time corresponding to large value of Tp . It is also interesting to observe that, tp , ton and Tp are invariant of cases 13 for without support or any ceramic support except with SiC support corresponding to Ls = 1 cm where Tp for case 2 is different from that of case 1. Based on the analysis, it is also found that, SiC support is preferred for Ls = 0.5 and 1 cm when processing rate is a deciding factor and alumina support is preferred when uniform temperature within the sample is a necessity. Note that, case 2 is preferred based on less Tp and case 3 is preferred based on high processing rate, for SiC support corresponding to Ls = 1 cm. Figs. 9c and d display tp , ton and Tp for Ls = 2 and 5 cm, respectively. It is interesting to note that, ceramic (alumina and SiC) supports corresponding to case 1 enhance processing rate but Tp also increases in absence of pulsing of microwave source. It is observed that, SiC support is preferred for case 1 corresponding to Ls = 2 and 5 cm when processing time is deciding factor and alumina is preferred when Tp is the deciding factor. The processing time (tp ) of case 3 is almost identical to tp of case 1 for alumina support.
1500
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
Processing time (tp) 2000
Ls = 0.5 cm tp, s ton, s
Power on time (ton) 1300
Tp, K
Tp 50 case 1 case 2 case 3 25
1000
650
0 No support Al2O3 1300
Ls = 1 cm tp , s
SiC
0 No support Al2O3 1300
SiC
0 No support Al2O3 50
Tp , K
SiC
650
ton, s
650
25
0 No support Al2O3 1300
Ls = 2 cm tp, s
SiC
0 No support Al2O3 1300
SiC
0 No support Al2O3 100
Tp, K
SiC
650
ton, s
650
50
0 No support Al2O3 6500
Ls = 5 cm tp, s
SiC
0 No support Al2O3 900
SiC
0 No support Al2O3 150
Tp , K
SiC
3250
ton, s
450
75
0 No support Al2O3
SiC
0 No support Al2O3
SiC
0 No support Al2O3
SiC
Fig. 9. Processing time (tp ), power-on time (ton ) and temperature difference ( Tp ) for Nylon samples without support and with ceramic supports corresponding to cases 13 due to one side incidence: (a) Ls = 0.5 cm, (b) Ls = 1 cm, (c) Ls = 2 cm and (d) Ls = 5 cm. f = 3000 MHz, IL = 3 W cm2 , IR = 0, T = 2 K.
In contrast, the processing time (tp ) of case 3 or case 2 is higher than tp of case 1 for SiC support. Although case 2 has less Tp , but that leads to higher tp for both alumina and SiC supports corresponding to Ls = 2 and 5 cm. It is also observed that, Tp corresponding to case 3 is invariant with alumina and SiC support. Based on tp and Tp , SiC corresponding to case 3 may be the optimal strategy for Ls = 2 cm whereas alumina corresponding to case 3 may be the optimal strategy for Ls = 5 cm. Similar analysis has also been carried out for both sides incidence and similar qualitative variations on tp , ton and Tp have been predicted for four length scales. Pulsing seems to have no influence for heating of Nylon samples with Ls = 0.5 and 1 cm. The significant role of pulsing is attributed for samples with Ls 2 cm supported with alumina or SiC plates and Tp is the deciding factor. In general, heating rates of Nylon sample are faster than with NR samples, and detailed analysis of PR may not be important for Nylon samples. 4. Conclusion A detailed analysis has been carried out on microwave heating for polymer (Natural Rubber, NR, and Nylon 66) samples either attached with ceramic (alumina and SiC) support or without any support corresponding to continuous and pulsed microwave incidences at one side and both sides. The coupled energy balance equation and the electric field equations are solved using Galerkin finite element
method for temperature dependent dielectric and thermal properties. The efficient heating strategy for various length scales of polymer samples has been investigated via pulsed microwave heating strategy based on processing time, microwave power-on time and temperature difference either for one side or both sides microwave incidence (cases 13). The processing time and temperature difference are found to be a strong function of ceramic support, sample thickness, setpoint, onoff constraint and type of microwave distribution (one side and both sides incidence). Spatial power distribution is strongly coupled with spatial temperature distribution during power-on period as dielectric properties of the polymer sample are strong function of temperature. The spatial hot spots occur either at the center or the outer face of the sample or at the face attached with SiC support and pulsing plays a critical role to minimize hot spot formation or thermal runaway. Choice of T and TS remains a crucial factor for efficient pulsed microwave heating. The effect of T becomes significant as the sample thickness increases. It is found that, pulsing is mandatory to process samples which has high dielectric loss such as NR whereas pulsing is not mandatory for Nylon samples without support. However, Nylon sample with Ls 2 cm attached with ceramic plate leads to higher thermal runaway and hence pulsing is mandatory. SiC support with case 3 or higher TS may be recommended for both thin and thick NR samples. However, power-off time is larger for thick samples as compared to that of thin samples as Tp for
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
1501
thick samples may be higher than that for thin NR samples. Higher TS and lesser T is preferred for thick NR samples. In general, SiC support leads to lesser processing time with higher Tp . However, Tp is reduced by optimized pulsing and hence case 3 with SiC support is found to be the optimal situation. For thin Nylon samples, alumina support leads to higher processing time with smaller Tp and SiC support leads to higher Tp with smaller processing time. In contrast, SiC or alumina support with case 3 may be recommended for thick Nylon samples. Current analysis on pulsed microwave heating of samples attached with ceramic plate has been investigated for polymer processing as a first attempt and the analysis may be useful in polymer industries for various heat treatment applications. A schematic illustration of a sample with ceramic support in presence of microwave incidence has been shown in Fig. 1b.
References
Appleton, T.J., Colder, R.I., Kingman, S.W., Lowndes, I.S., Read, A.G., 2005. Microwave technology for energy-efficient processing of waste. Applied Energy 81, 85113. Ayappa, K.G., Davis, H.T., Crapiste, G., Davis, E.A., Gordon, J., 1991a. Microwaveheatingan evaluation of power formulations. Chemical Engineering Science 46, 10051016. Ayappa, K.G., Davis, H.T., Davis, E.A., Gordon, J., 1991b. Analysis of microwaveheating of materials with temperature-dependent properties. A.I.Ch.E. Journal 37, 313322. Ayappa, K.G., Davis, H.T., Davis, E.A., Gordon, J., 1992. Two-dimensional finite element analysis of microwave heating. A.I.Ch.E. Journal 38, 15771592. Barringer, S.A., Davis, E.A., Gordon, J., Ayappa, K.G., 1995. Microwave-heating temperature profiles for thin slabs compared to Maxwell and Lambert law predictions. Journal of Food Science 60, 11371142. Basak, T., Priya, A.S., 2005. Role of ceramic supports on microwave heating of materials. Journal of Applied Physics 97 Art. No. 083537. Basak, T., Meenakshi, A., 2006. Influence of ceramic supports on microwave heating for composite dielectric food slabs. A.I.Ch.E. Journal 52, 19952007. Boey, F.Y.C., Yap, B.H., Chia, L., 1999. Microwave curing of epoxy-amine systemeffect of curing agent on the rate enhancement. Polymer Testing 18, 93109. Boey, F.Y.C., Yap, B.H., 2001. Microwave curing of epoxy-amine systemeffect of curing agent on the glass transition temperature. Polymer Testing 20, 837845. Chabinsky, I.J., 1983. Practical applications of microwave-energy in the rubber industry. Elastomerics 115, 1720. Chatterjee, A., Basak, T., Ayappa, K.G., 1998. Analysis of microwave sintering of ceramics. A.I.Ch.E. Journal 44, 23022311. Chen, M., Siochi, E.J., Ward, T.C., Mcgrath, J.E., 1993. Basic ideas of microwave processing of polymers. Polymer Engineering and Science 33, 10921109. Fu, B., Hawley, M.C., 2000. Comparative study of continuous-power and pulsedpower microwave curing of epoxy resins. Polymer Engineering and Science 40, 21332143. Gunasekaran, S., Yang, H.W., 2007a. Effect of experimental parameters on temperature distribution during continuous and pulsed microwave heating. Journal of Food Engineering 78, 14521456. Gunasekaran, S., Yang, H.W., 2007b. Optimization of pulsed microwave heating. Journal of Food Engineering 78, 14571462. Hoogenboom, R., Schubert, U.S., 2007. Microwave-assisted polymer synthesis: recent developments in a rapidly expanding field of research. Macromolecular Rapid Communications 28, 368386. Jolly, P., Turner, I.W., 1990. Non-linear field solutions of one-dimensional microwave heating. Journal of Microwave Power and EM energy 25, 315. Jones, D.A., Kingman, S.W., Whittles, D.N., Lowndes, I.S., 2007. The influence of microwave energy delivery method on strength reduction in ore samples. Chemical Engineering and Processing 46, 291299. Jullien, H., Valot, H., 1983. Behavior of film forming polymers in a microwave electric-field. Polymer 24, 810814. Jullien, H., Valot, H., 1985. Polyurethane curing by a pulsed microwave field. Polymer 26, 506510. Ku, H.S., MacRobert, M., Siores, E., Ball, J.A.R., 2000. Characterisation of thermoplastic matrix composites using variable frequency microwave. Plastics Rubber and Composites 29, 285287. Ku, H.S., Siu, F., Siores, E., Ball, J.A.R., Blicblau, A.S., 2001. Applications of fixed and variable frequency microwave (VFM) facilities in polymeric materials processing and joining. Journal of Materials Processing Technology 113, 184188. Ku, H.S., Siu, F., Siores, E., Ball, J.A.R., 2003. Variable frequency microwave (VFM) processing facilities and application in processing thermoplastic matrix composites. Journal of Materials Processing Technology 139, 291295. Ku, H.S., Siores, E., Ball, J.A.R., 2005. Application of variable frequency microwave (VFM) to adhesives. Journal of Electromagnetic Waves and Applications 19, 14671484. Mallorqui, J.J., Aguasca, A., Cardama, A., 2001. Permittivity and temperature characterisation of rubber compounds under high power microwaves. Electronics Letters 37, 840841. Mark, J.E., 1999. Polymer Data Handbook. Oxford University Press, Oxford, p. 608. Moriwaki, S., Machida, M., Tatsumoto, H., Kuga, M., Ogura, T., 2006. A study on thermal runaway of poly(vinyl chloride) by microwave irradiation. Journal of Analytical and Applied Pyrolysis 76, 238242. Polaert, I., Estel, L., Ledoux, A., 2005. Microwave-assisted remediation of phenol wastewater on activated charcoal. Chemical Engineering Science 60, 63546359. Porto, A.F., Sadicoff, B.L., Amorim, M.C.V., de Mattos, M.C.S., 2002. Microwave-assisted free radical bulk-polyaddition reactions in a domestic microwave oven. Polymer Testing 21, 145148. Snow, E.F., 2001. Dielectric preheating for thermoset molding. Plastics Engineering 57, 3844. Sombatsompop, N., Kumnuantip, C., 2006. Comparison of physical and mechanical properties of NR/carbon black/reclaimed rubber blends vulcanized by conventional thermal and microwave irradiation methods. Journal of Applied Polymer Science 100, 50395048. Takeuchi, Y., Abe, T., Kageyama, T., Sakai, H., 2005. RF dielectric properties of SiC ceramics and their application to design of hom absorbers. In: Proceedings of 2005 Particle Accelerator Conference, Knoxville, TN.pp. 11951197. Tanrattanakul, V., Sae Tiaw, K., 2005. Comparison of microwave and thermal cure of epoxy-anhydride resins: mechanical properties and dynamic characteristics. Journal of Applied Polymer Science 97, 14421461.
Notation c Cp E f h I k L Ls PR q t toff ton tp T T0 T T Tp TS T z Greek letters
0
velocity of light, m s1 specific heat capacity, J kg1 K1 electric field intensity, V m1 frequency, Hz heat transfer coefficient, W m2 K1 intensity of microwave incidence, W m2 thermal conductivity, W m1 K1 half-slab thickness, m sample thickness, m pulsing ratio microwave source term, W m3 time, s power-off time, s power-on time, s total processing time, s temperature, K initial temperature, K ambient temperature, K onoff constraint, K temperature difference within sample, K setpoint for temperature difference, K average temperature, K distance, m
free space permittivity, Farad m1 propagation constant relative dielectric constant relative dielectric loss relative complex dielectric properties density, kg m3 angular frequency, rad s1
Subscripts l L R x layer number left face right face x-coordinate
Acknowledgment Authors would like to thank anonymous reviewer for critical comments which improved the quality of the manuscript.
1502
S. Durairaj, T. Basak / Chemical Engineering Science 64 (2009) 1488 -- 1502
Tao, Y., Wu, C.Y., Mazyck, D.W., 2006. Microwave-assisted preparation of TiO2 /activated carbon composite photocatalyst for removal of methanol in humid air streams. Industrial and Engineering Chemistry Research 45, 51105116. Thostenson, E.T., Chou, T.W., 2001. Microwave and conventional curing of thicksection thermoset composite laminates: experiment and simulation. Polymer Composites 22, 197212. Vimalasiri, P.A.D.T., Tillekeratne, L.M.K., Weeraman, S., Dekumpitiya, A.S., 1987. A rapid and accurate method for determining the volatile matter content of raw natural rubber. Polymer Testing 7, 317323. Wang, W., Chen, G.H., 2005. Heat and mass transfer model of dielectric-materialassisted microwave freeze-drying of skim milk with hygroscopic effect. Chemical Engineering Science 60, 65426550.
Yang, H.W., Gunasekaran, S., 2004. Comparison of temperature distribution in model food cylinders based on Maxwell's equations and Lambert's law during pulsed microwave heating. Journal of Food Engineering 64 (4), 445453. Yang, H.W., Gunasekaran, S., 2001. Temperature profiles in a cylindrical model food during pulsed microwave heating. Journal of Food Science 66, 9981004. Yang, J., Roy, C., 1996. A new method for DTA measurement of enthalpy change during the pyrolysis of rubbers. Thermochimica Acta 288, 155168. Yarlagadda, P.K.D.V., Chai, T.C., 1998. An investigation into welding of engineering thermoplastics using focused microwave energy. Journal of Materials Processing Technology 74 (13), 199212.
You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Const PPT Adhesives - Sem3 PDFDocument60 pagesConst PPT Adhesives - Sem3 PDFRiya VermaNo ratings yet
- Richard F. Grossman (Editor) - John T. Lutz Jr. (Editor) - Polymer Modifiers and Additives (2000, CRC Press) - Libgen - LiDocument533 pagesRichard F. Grossman (Editor) - John T. Lutz Jr. (Editor) - Polymer Modifiers and Additives (2000, CRC Press) - Libgen - LiFaique S.No ratings yet
- Corrosion-Resistant Plastic Composites in Chemical Plant Design (Mallinson, John H) PDFDocument589 pagesCorrosion-Resistant Plastic Composites in Chemical Plant Design (Mallinson, John H) PDFGautam100% (1)
- Practical Guide To Antimicrobial PDFDocument278 pagesPractical Guide To Antimicrobial PDFThụy Thảo LinhNo ratings yet
- Booklet On Epoxy Resin - Its Application in Structural Repairs PDFDocument36 pagesBooklet On Epoxy Resin - Its Application in Structural Repairs PDFanon_872387960100% (1)
- Flexible Automation and Intelligent Manufacturing: The Human-Data-Technology NexusDocument426 pagesFlexible Automation and Intelligent Manufacturing: The Human-Data-Technology NexusAtaré Messias de FreitasNo ratings yet
- Automotive MaterialsDocument50 pagesAutomotive MaterialsFaber AndreiNo ratings yet
- Astm D3681Document8 pagesAstm D3681Viswanath100% (1)
- Ch-27.8 PlasticsDocument98 pagesCh-27.8 PlasticsasjfgauojfgfNo ratings yet
- SC 320Document2 pagesSC 320bweimar2No ratings yet
- Imperfections in solids and their mechanical propertiesDocument14 pagesImperfections in solids and their mechanical propertiesAbdulrahman AlsubieNo ratings yet
- MS Exp. 8 Thermosetting PlasticsDocument3 pagesMS Exp. 8 Thermosetting Plasticsriderrider170No ratings yet
- Composites Part B: Shangqin Yuan, Shaoying Li, Jihong Zhu, Yunlong TangDocument25 pagesComposites Part B: Shangqin Yuan, Shaoying Li, Jihong Zhu, Yunlong TangResego PhiriNo ratings yet
- Class 8 Chapter 3Document7 pagesClass 8 Chapter 3Asma MerchantNo ratings yet
- Astm A755m 15 FinalDocument10 pagesAstm A755m 15 FinalarabsniperNo ratings yet
- Ash Content in Plastics: Standard Test Method ForDocument5 pagesAsh Content in Plastics: Standard Test Method ForSamuel Gaytan RamirezNo ratings yet
- Awoke Mengistie Jun 2018 Final ThesisDocument80 pagesAwoke Mengistie Jun 2018 Final ThesisNam NguyenNo ratings yet
- PolymerDocument22 pagesPolymerChandima K PriyamalNo ratings yet
- Plastics PDFDocument17 pagesPlastics PDFANUPAM SAHOONo ratings yet
- TALAT Lecture 4701: Terms and Definitions For Adhesive BondingDocument20 pagesTALAT Lecture 4701: Terms and Definitions For Adhesive BondingCORE MaterialsNo ratings yet
- Rules For Classification and Construction II Materials and WeldingDocument26 pagesRules For Classification and Construction II Materials and Weldingamridin85No ratings yet
- Composite Rocket Propellants Based On THDocument6 pagesComposite Rocket Propellants Based On THAlperen BozdemirNo ratings yet
- Gargi Huttenes AlbertusDocument5 pagesGargi Huttenes AlbertusVivek ShrivastavaNo ratings yet
- Aerospace 05 00110Document35 pagesAerospace 05 00110Muhammad Abdur RashidNo ratings yet
- KAL Pathippagam - Diploma - Special Machines (Tamil) - 2 & 3 Marks - Important Questions - DOTE - TamilnaduDocument33 pagesKAL Pathippagam - Diploma - Special Machines (Tamil) - 2 & 3 Marks - Important Questions - DOTE - TamilnaduKal Pathippagam95% (19)
- A Review On Recycling and Reuse Methods For Carbon Fiber - Glass Fiber Composites Waste From Wind Turbine BladesDocument15 pagesA Review On Recycling and Reuse Methods For Carbon Fiber - Glass Fiber Composites Waste From Wind Turbine BladesJhon Leyder Rodriguez OrtizNo ratings yet
- Microlite AA DatasheetDocument2 pagesMicrolite AA DatasheetAmirul HamzahNo ratings yet
- Plastics Eng - Injection Moulding-ThermosetsDocument12 pagesPlastics Eng - Injection Moulding-Thermosetskolas hernandezNo ratings yet
- Is 14402 PDFDocument22 pagesIs 14402 PDFGunanithi RathnavelNo ratings yet
- Sample Specifications GuidelinesDocument10 pagesSample Specifications GuidelinesArunprasad MurugesanNo ratings yet