Professional Documents
Culture Documents
Apostila Inox
Uploaded by
Paulo Roberto Carneiro QueirozOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Apostila Inox
Uploaded by
Paulo Roberto Carneiro QueirozCopyright:
Available Formats
1
Parte I: METALURGIA FSICA DOS AOS INOXIDVEIS
I.1. INTRODUO
Os aos inoxidveis podem ser definidos como sendo ligas ferrosas com teor de
cromo igual ou superior a 12% (em peso) e com teor de carbono limitado. O cromo o
elemento que confere resistncia corroso ao ao inox, pois, na presena de oxignio,
forma uma camada superficial muito fina, aderente e protetora, de xido de cromo (Cr
2
O
3
).
O mecanismo de proteo do ao inoxidvel por essa pelcula de xido chamado de
passivao. Os elementos molibdnio, nquel e nitrognio, dissolvidos em soluo slida,
expandem a faixa de passividade e tornam o inox mais resistente corroso.
Ensaios empricos determinaram que o a adio de 12%Cr s ligas ferrosas as
torna imunes corroso atmosfrica. Em teores iguais ou superiores a 24%, o cromo
tambm confere excelente resistncia oxidao em altas temperaturas. preciso dizer
que estes ensaios foram realizados em ambientes de baixa agressividade.
Consiste em grave erro pensar que os aos inoxidveis so imunes a todos os tipos
de corroso. Sob certas condies severas de servio (meios agressivos, temperaturas
elevadas, presena de tenses trativas, etc.), o filme de cromo pode ser dissolvido ou se
romper localmente e no mais se reconstituir. Alguns tipos de corroso que podem ocorrer
nos aos inoxidveis so enumerados a seguir:
- Corroso generalizada ou uniforme quando o filme de xido de cromo
uniformemente dissolvido em um meio agressivo;
- Corroso localizada:
2
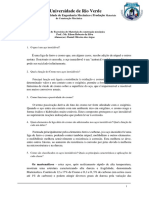
- Corroso por pites formao de pequenos pontos (pites) de
corroso no material (figura 1);
- Corroso em frestas ou corroso por crvice ocorre em arestas,
junes rebitadas ou aparafusadas e juntas soldadas sem
penetrao total (figuras 2(a-b)). A corroso por crvice nos aos
inoxidveis ocorre devido formao de uma pilha de
concentrao. A regio interna da fresta fica em contacto com uma
maior concentrao de ons, deixando a regio na mais externa da
fresta preferencialmente andica;
- Corroso sob tenso tipo de corroso em que o material sofre
quando est em um meio agressivo e submetido a tenses trativas;
- Corroso intergranular o filme de xido de cromo interrompido
na regio do contorno de gro, por motivo que veremos mais tarde.
Figura 1: Corroso por pites em ao inoxidvel AISI 304.
3
Figura 2: Exemplos de corroso por frestas: (a) Junta aparafusada, mostrando o local
preferencial para corroso; (b) junta soldada sem penetrao total.
O percentual de carbono nos aos inoxidveis deve ser limitado, uma vez que o
carbono combina-se facilmente com o cromo, retirando-o de soluo slida para formar
carbonetos. Dessa forma o carbono torna-se um elemento prejudicial resistncia
corroso do ao inox. Os aos inoxidveis martensticos so os que contm teor de
carbono mais elevado (at 1,5%, dependendo do tipo) e so, por isso, a famlia que
apresenta a menor resistncia corroso dentre os inox. Recentemente, aos inoxidveis
supermartensticos, contendo baixos teores de carbono e adies de Ni e Mo, com
melhores resistncias corroso, tm sido desenvolvidos
Acabamento superficial e tratamentos de passivao
O acabamento da superfcie um dos fatores importantes para a resistncia
corroso dos produtos de ao inoxidvel. O filme passivo de xido de cromo, mesmo
existindo, no adquire boa uniformidade em regies com defeitos de superfcie aberta
4
(arranhes, esfoliao,...). Quanto menor a rugosidade superficial mais uniforme o filme
passivo formado e mais nobre o produto.
Em regies contaminadas com ferro ou ao carbono o filme protetor tambm
heterogneo. So nessas regies contaminadas que normalmente comeam os
problemas de corroso. A contaminao pode ser conseqncia da utilizao de linhas de
fabricao compartilhadas entre aos inoxidveis e aos comuns, ou mesmo devido a
processos de fabricao utilizando ferramentas de outros tipos de ao no ambiente
industrial. Os chamados tratamentos de passivao so tratamentos qumicos que tm
como principal objetivo limpar e eliminar a contaminao existente na superfcie dos aos
inox, criando as condies para o desenvolvimento de uma camada passivante bastante
uniforme. Para aos austenticos (srie 300) e ferrticos com %Cr 17% utiliza-se uma
soluo de cido ntrico a 20%, a uma temperatura na faixa de 50-60
o
C. Nos aos
inoxidveis martensticos utilizada uma soluo de cido ntrico a 20% com dicromato de
sdio (2%), na faixa de 50-60
o
C, ou, alternativamente, uma soluo de cido ntrico a 50%
na mesma temperatura. O tempo de tratamento gira em torno de 30 minutos.
Tipos de aos inoxidveis:
Os principais tipos de aos inoxidveis so:
- Martensticos
- Ferrticos
- Austenticos
- Duplex (austeno-ferrticos)
5
- Aos inoxidveis de transformao controlada
- Ligas austenticas fundidas de alto nquel e alto cromo para altas
temperaturas (aos das sries HK e HP)
Elementos Ferritizantes x Elementos Austenitizantes
Os elementos de liga frequentemente adicionados nos aos inoxidveis podem ser
divididos em austenitizantes (ampliam o campo austentico no diagrama de fases) e
ferritizantes (ampliam o campo de estabilidade da ferrita).
Austenitizantes Ferritizantes
C, N, Ni, Cr, Mo, Si, Nb
X
Mn, Co,Cu Al, W, Ti
Diagrama Fe-Cr e a Influncia do Carbono
Um dos diagramas mais importantes para o estudo dos aos inoxidveis o
diagrama Fe-Cr, mostrado na figura 3. Neste diagrama podem ser ressaltadas duas
caractersticas importantes: a lupa austentica (campo de estabilidade da austenita) e o
6
campo de estabilidade da fase sigma (), um composto rico em cromo, muito duro e frgil,
que pode ocorrer nos inoxidveis ferrticos e austenticos mais ricos em cromo.
Figura 3: Diagrama Fe-Cr. (fonte: Chiaverini [1]).
A adio de carbono ao sistema Fe-Cr provoca a ampliao do campo austentico.
Esse efeito mais pronunciado no intervalo de 0 a 0,6%C. Na figura 4 so comparados os
campos austentico sem carbono e com adio de 0,6%C. A figura 5 mostra o efeito
gradativo da adio de carbono at 0,4%. Alm do aumento da lupa austentica o carbono
tambm provoca o surgimento de campos de estabilidade de carbonetos de cromo no
diagrama, tais como Cr
3
C
,
Cr
23
C
6
e Cr
7
C
3
(K
1
, K
2
e K
3
,
respectivamente). A formao de
7
carbonetos de cromo, especialmente do tipo Cr
23
C
6
, provoca o empobrecimento localizado
de Cr na matriz e a conseqente perda de resistncia corroso. Esse problema pode ser
encontrado nos aos ferrticos, martensticos, austenticos e duplex, conforme veremos,
quando submetidos a diferentes faixas de temperatura. O leitor deve se lembrar neste
momento que a definio de ao inoxidvel apresentada no incio deste captulo inclui o
termo carbono limitado. Para ilustrar a importncia deste detalhe podemos citar o
exemplo do ao feramenta ASTM D2, que contm cerca de 12%Cr, mas, por conter 2%C,
no classificado como ao inoxidvel. A estrutura deste ao, no estado temperado e
revenido, contm carbonetos grosseiros de cromo que conferem resistncia ao desgaste,
mas diminuem a resistncia corroso do ao porque retiram o cromo de soluo slida.
Figura 4: Efeito do carbono em aumentar o campo austentico (adaptado de Columbier
[2]).
8
Figura 5: Influncia do %C no diagrama Fe-Cr:
(a) %C = 0,05% (b) %C = 0,10% (c) %C = 0,20% (d) %C = 0,4%
(Fonte: Columbier [2]).
9
I.2. AOS INOXIDVEIS MARTENSTICOS
Os aos inoxidveis martensticos possuem composio qumica balanceada, de
modo a serem austenticos por volta de 1000
o
C 1100
o
C. Contendo pelo menos 12%Cr e
%C0.1%, esses aos possuem boa temperabilidade. No resfriamento ao leo, e at
mesmo ao ar, a austenita no se transforma em ferrita. O ao se transforma em martensita
quando cruza as temperaturas M
i
e M
f
, que devem estar acima da temperatura ambiente.
Figura 6: Diagramas esquemticos, mostrando como um ao 13%Cr-0,2C martenstico
na temperatura ambiente (adaptado de Colombier e Hochmann [2]).
Para se entender a diferena entre os aos ferrticos e os martensticos preciso
entender o diagrama Fe-Cr e a influncia crucial que o carbono exerce sobre ele. O
10
carbono, como elemento austenitizante, aumenta a lupa austentica desde que adicionado
em teores at 0,60%. Assim, observando-se a figura 5, um ao com 0,10%C pode ter no
mximo 13%Cr para garantir uma estrutura austentica a cerca de 1050
o
C e martenstica
no resfriamento. Por outro lado, um ao de mais alto carbono (0,4% por exemplo) pode ter
um teor de cromo um pouco mais alto (cerca de 16%), que ainda assim ser martenstico
aps o resfriamento. importante que se aumente o teor de cromo ao se aumentar o teor
de carbono do ao, pois quanto mais alto o carbono menor a resistncia corroso.
Entretanto, h um limite para o teor de cromo, imposto pelas prprias fronteiras do campo
austentco no diagrama Fe-Cr, para o teor de carbono considerado.
A tabela I mostra as composies dos principais graus comerciais de aos
inoxidveis martensticos.
Tabela I: Composies qumicas dos principais graus de aos inoxidveis martensticos.
Tipo (AISI) %C %Cr %Mn %Si %Mo %Ni
410 0,15 mx. 11,5 13,5 1,0 mx. 1,0 mx. - -
420 > 0,15 12 14 1,0 mx. 1,0 mx. - -
440A 0,60 0,75 16 18 1,0 mx. 1,0 mx. 0,75 -
440B 0,75 0,95 16 18 1,0 mx. 1,0 mx. 0,75 -
440C 0,95 1,20 16 -18 1,0 mx. 1,0 mx. 0,75 -
431 0,20 mx. 15 -17 1,0 mx. 1,0 mx. - 1,25 2,5
Seguindo pela tabela, do ao inox 410 ao 440C, nota-se que o teor de carbono
aumenta e com isso aumentam a resistncia mecnica e a temperabilidade. Por outro
lado, a resistncia corroso diminui quando se aumenta o teor de carbono, apesar do
aumento proposital do teor de cromo.
11
A grande maioria dos aos inox martensticos no contm nquel, pois este um
elemento caro e, conforme visto, ele no necessrio para garantir a estrutura
martenstica. H, entretanto, um pequeno subgrupo de aos martensticos em que o nquel
usado em substituio parcial ao carbono para garantir a estrutura austentica a 1050
o
C.
O teor de nquel adicionado no deve exceder certos limites (digamos 3 a 4%), de modo a
no colocar a temperatura M
f
abaixo da temperatura ambiente. Os aos martensticos ao
nquel tm melhor resistncia corroso do que os demais, pois tm uma relao
%Cr/%C alta, enquanto a estrutura martenstica garantida pelo nquel, elemento que no
diminui a resistncia corroso. Um exemplo tpico deste tipo de ao o inox AISI 431
apresentado na tabela I.
As principais caractersticas dos aos inoxidveis martensticos so a elevada
resistncia mecnica, o baixo custo, a baixa resistncia corroso e a conformabilidade
plstica a frio limitada. Obviamente, estas so caractersticas genricas que se verificam
na comparao com as demais famlias de aos inox. Dentro da famlia dos martensticos,
entretanto, essas caractersticas podem mudar de acordo com a composio qumica e
com o tratamento realizado.
Tratamentos Trmicos
Recozimento para usinagem: Quando se deseja preparar o material para
usinagem deve-se realizar um recozimento para produzir uma estrutura de ferrita com
carbonetos grosseiros e esferoidizados. H pelo menos trs tipos de recozimento que
podem ser aplicados em aos inox martensticos: (1) recozimento subcrtico:
12
aquecimento na faixa de 650
-
750
o
C; (2) recozimento pleno: aquecimento at 850
o
C
seguido de resfriamento lento no forno at 600
o
C e resfriamento ao ar a partir desta
temperatura e (3) recozimento isotrmico: aquecimento at cerca de 850
o
C seguido de
resfriamento lento at 700
o
C e permanncia nesta temperatura por cerca de 4 horas.
Estes dois ltimos tratamentos fornecem durezas mais baixas do que o primeiro (na faixa
de HRB75 a HRC25, dependendo do ao).
Tmpera: A temperatura ideal de tmpera varia de ao para ao, mas situa-se na
faixa de 950 a 1200
o
C. A tabela II apresenta os valores recomendados pela norma
brasileira NBR 6214 [3].
Tabela II: Faixas de temperatura recomendadas para tmpera de aos inoxidveis
martensticos (norma NBR 6214 [3]).
Tipo (classificao AISI) Temperatura de tmpera (
o
C)
410 930 1010
o
C
420 980 1040
o
C
440 A 1010 1065
o
C
440 B 1010 1065
o
C
440 C 1010 1065
o
C
431 980 1065
o
C
A temperatura de tmpera selecionada para fornecer dureza mxima ao
produto temperado. A utilizao de temperaturas superiores s da faixa indicada podem
provocar o crescimento excessivo do gro austentico e tambm o aparecimento de ferrita
delta, o que faz a dureza cair. Por outro lado, temperaturas inferiores s especificadas no
13
so suficientes para homogeneizar a microestrutura e dissolver a quantidade mxima de
carbonetos que esto presentes no material recozido.
Recomenda-se o aquecimento lento at a temperatura de tmpera para se evitar
tenses trmicas e o trincamento do material. Peas de grande seo devem ser pr-
aquecidas cerca de 700
o
C e depois levadas temperatura de tmpera. O tempo de
encharque uma varivel importante, que depende muito tamanho da pea. Segundo a
norma NBR 6214 (Tratamentos Trmicos de Aos Inoxidveis) o tempo de encharque
deve ser de 3 a 5 minutos por 2,5mm de espessura da seo. O meio de resfriamento
pode ser o leo ou o ar, sendo este ltimo mais utilizado em peas pequenas.
Revenido: O revenido dos aos inoxidveis martensticos pode ser feito nas
seguintes faixas de temperatura:
- 200 350
o
C, quando se desejar elevada resistncia mecnica; ou
- 600 700
o
C, quando se desejar elevadas ductilidade e tenacidade, em
detrimento da dureza e resistncia mecnica.
O revenido na faixa de 400 e 600
o
C no deve ser realizado por que provoca
perda acentuada de resistncia corroso e queda da tenacidade (fragilidade do
revenido). A perda de resistncia corroso obviamente associada precipitao de
carbonetos, que torna a matriz empobrecida em cromo. Embora a precipitao de
carbonetos finos j acontea nas baixas temperaturas de revenido (250-350
o
C), a
precipitao de carbonetos mais ricos em cromo (Cr
23
C
6
) s significativamente ocorre a
partir de 400
o
C. Obviamente, esses carbonetos esto presentes tambm no revenido a
600
o
-700
o
C (fig. 7). Entretanto, nessa faixa de temperaturas o cromo pode difundir na
matriz e eliminar os gradientes de composio e, dessa forma, restituir a boa resistncia
14
corroso do ao. Isto valido para os aos AISI 410, 420 e 431. Nos aos 440 (A, B e C),
devido relao Cr/C muito baixa, a faixa superior de temperaturas de revenido (600
700
o
C) no recomendada.
Figura 7: Microestrutura do ao inox AISI 420 revenido a 650
o
C.
Mecanismos de Aumento da Resistncia dos Aos Inox Martensticos
Endurecimento Secundrio: Algumas mudanas na composio qumica tm sido
propostas na literatura e adotadas pelos fabricantes com o intuito de aumentar ainda mais
a resistncia mecnica dos aos inox martensticos. A adio dos elementos molibdnio e
vandio, por exemplo, feita com o intuito de provocar o endurecimento secundrio
durante o revenido. Este fenmeno se deve precipitao de carbonetos e carbonitretos
15
finos do tipo M
2
X (estequiometria (Cr,Mo,V)
2
(C,N)). Com a adio de molibdnio ou
vandio esses precipitados, que efetivamente endurecem, tornam-se mais estveis e a
sua substituio por carbonetos mais grosseiros do tipo M
23
C
6
retardada. Isso provoca o
o endurecimento secundrio, tal como mostrado nas figura 8 para adies de molibdnio
at 3%.
Figura 8: Efeito do molibdnio na curva de revenido de um inox martenstico com 12%Cr.
(Fonte: Pickering [4] ).
Uma intensificao do endurecimento secundrio, atribudo aos precipitados do tipo
M
2
X, pode ser ainda conseguida adicionando-se nitrognio ao ao.
16
Aos inoxidveis martensticos endurecveis por precipitao: Alguns
elementos podem ser adicionados para provocar reaes de precipitao nos inoxidveis
martensticos. Esta precipitao deve ocorrer num tratamento de envelhecimento (ou
revenido). Assim, podem ser citadas as adies de Cu (3 a 4%), Al ou Ti. A tabela III
apresenta alguns graus comerciais desses aos martensticos endurecveis por
precipitao. Note-se que o teor de nquel desses aos mais elevado e que o carbono
baixo, o que deve lhes garantir boa resistncia a corroso.
Tabela III: Aos inoxidveis martensticos endurecveis por precipitao:
Ao %C %Mn %Si %Cr %Ni %Mo %Al %Cu %Ti %Nb
17-4PH* 0,04 0,30 0,60 16,0 4,2 - - 3,4 - 0,25
15-5PH* 0,04 0,30 0,40 15,0 4,2 - - 3,4 - 0,25
Custom 450** 0.03 0,25 0,25 15,0 6,0 0,8 - 1,5 - 0,3
Stainless W*** 0,06 0,50 0,50 16,75 6,25 - 0,2 - 0,8 -
* 17-4PH e 15-5PH so marcars registradas da Armco Steel Corporation.
** Custom 450 marca registrada da Carpenter Technology Corporation.
*** Stainless W marca registrada da Unied States Steel Corporation.
Outra opo de aumento de resistncia pela introduo de reaes de precipitao
pode ser a adio de Mo em teores acima de 3%. Neste caso deve ser tambm
adicionado Co que diminui a tendncia ferritizante sem abaixar M
i
e M
f
. Com o aumento do
teor de Mo, seu efeito de endurecimento passa a ser tambm devido formao de um
intermetlico do sistema Mo-Cr-Co (fase R), e no mais somente aos carbonitretos M
2
X. O
envelhecimento, neste caso pode ser feito em temperaturas da ordem de 600 a 650
o
C.
17
Aos inoxidveis supermartensticos: Para melhorar as propriedades mecnicas, a
resistncia corroso e soldabilidade dos aos inoxidveis martensticos convencionais,
foram adicionados Ni e Mo, e reduzido drasticamente o teor de carbono.
Dependendo do tratamento trmico ou termomecnico, a microestrutura pode
conter, alm de martensita, quantidades minoritrias de austenita e ferrita (principalmente
nos graus mais ligados ao Cr e Mo). A tabela IV apresenta trs das primeiras composies
de aos supermartensticos experimentadas.
Tabela IV: Aos inoxidveis supermartensticos.
Os aos supermartensticos so mais baratos e podem apresentar resistncia
mecnica superior dos aos duplex e superduplex, no apresentando, porm, a mesma
resistncia corroso destes.
II.3. AOS INOXIDVEIS FERRTICOS
A tabela V apresenta as composies qumicas dos principais graus comerciais de
aos inoxidveis ferrticos.
18
Tabela V: Graus comerciais de aos ferrticos.
Tipo %C (mx) %Si (mx) %Mn (mx) %Cr %Al %Mo Outros
405 0,08 1,0 1,0 11,5 - 14,5 0,1 0,3 - -
409 0,08 1,0 1,0 10,5 - 11,8 - - 0,50%Ti, at 0,5%Ni
430 0,12 1,0 1,0 16 - 18 - - -
430Ti 0,12 1,0 1,0 16 - 18 - - 0.50%Ti
430Nb 0,12 1,0 1,0 16 - 18 - - 0,50%Nb
442 0,20 1,0 1,0 18 - 23 - - -
444 0,025 1,0 1,0 17,5 - 19,5 - 1,8 2,5 At 1,0%Ni
446 0,20 1,0 1,0 23 - 27 - - -
At porque possuem uma relao %Cr/%C maior, os aos inoxidveis ferrticos
apresentam melhor resistncia corroso do que os martensticos em geral. Neste
quesito, em muitas situaes, so tambm comparveis ou mesmo superiores aos aos
austenticos. A diminuio do teor de carbono, o aumento do teor de cromo e a adio de
Mo aumentam a resistncia corroso dos aos inox ferrticos em diversos meios.
Entretanto, os inoxidveis ferrticos tm como principais desvantagens em relao
aos austenticos a mais baixas ductilidade e tenacidade e as srias dificuldades
encontradas nos processos de soldagem. Essas caractersticas podem ser atribudas aos
seguintes fenmenos de fragilizao:
- Fragilizao a 475
o
C;
- Fragilizao por fase sigma;
- Crescimento de gros;
- Sensitizao e fragilizao devido a elementos intersticiais.
19
Fenmenos de Fragilizao dos Aos Inox Ferrticos
Fragilizao a 475
o
C: Este tipo de fragilizao ocorre devido precipitao de uma
fase muito rica em cromo, que endurece e fragiliza o ao. De acordo com Grobner [5], a
precipitao de ocorre por um mecanismo de nucleao e crescimento nas ligas
contendo mais baixo Cr (14% a 18%). Em ligas com mais alto cromo (27% a 39%) a
precipitao de ocorre por decomposio spinoidal, ou seja, a ferrita se decompe em
uma ferrita pobre e outra rica em cromo (), inicialmente sem interface definida entre as
duas regies. O intervalo de formao de , embora dependa do teor de cromo, pode ser
considerado como sendo na faixa de 370
o
C a 540
o
C, sendo a cintica mais rpida na
temperatura de 475
o
C. Em aos com 18%Cr, por exemplo, observou-se [5] que a
fragilizao ocorre no intervalo de 371
o
C a 482
o
C. Com relao composio qumica, o
aumento do teor de cromo, a presena de elementos intersticiais e dos elementos Mo e Ti
aceleram a formao de .
Fragilizao por fase sigma: Ocorre quando o ao ferrtico aquecido no intervalo
de 500 a 800
o
C. Nesta faixa de temperaturas forma-se a fase sigma, um composto
intermetlico rico em cromo muito duro e frgil. A figura 9 mostra em detalhe os campos
de estabilidade das fases e .
20
Fig. 9: Campos de estabilidade de e no diagrama Fe-Cr. (Fonte: Grobner [5] ).
Um ao ferrtico que tenha sido fragilizado por fase sigma pode ser regenerado se
for tratado a cerca de 850
o
C (50
o
C acima da faixa crtica) e resfriado rapidamente. Mais
uma vez, os aos de mais alto cromo so os mais susceptveis a esse tipo de fragilizao.
Observa-se que a cintica de precipitao da fase sigma mais rpida do que a de
formao de fase .
Crescimento de Gros: Os aos inoxidveis ferrticos tm uma forte tendncia ao
crescimento de gros, o que se deve ao fato de no experimentarem nenhuma
transformao de fase no estado slido. As transformaes de fase do tipo ou P,
que ocorrem nos aos ao carbono e baixa liga so mecanismos naturais de refino de
21
gro, visto que a partir do contorno de um nico gro austentico podem surgir vrios
ncleos de ferrita e perlita. Os aos inoxidveis ferrticos no dispem deste mecanismo
natural de refino de gros, pois so ferrticos desde que se solidificam.
Os fabricantes de aos inoxidveis ferrticos costumam contornar este problema,
refinando o gro ferrtico por processos de deformao e recristalizao. Alm disso,
podem ser adicionados Ti e/ou Nb, elementos formadores de carbonetos finos que
retardam o crescimento de gros.
Por outro lado, na soldagem, o problema do crescimento de gros torna-se grave e
de difcil soluo. No metal de solda e na ZTA prxima a ele os gros ferrticos crescem
muito e a tenacidade fica proibitivamente baixa. As adies de Ti ou Nb no metal de base
e no metal de adio e a utilizao de procedimentos especiais de soldagem so medidas
que podem ser usadas para minimizar o problema, conforme ser visto posteriormente.
Sensitizao e fragilizao devido a elementos intersticiais: Quando um ao
inox ferrtico grau comercial aquecido em temperaturas superiores a 900
o
C, ocorre a
precipitao de carbonetos, nitretos e carbonitretos de cromo nos contornos dos gros.
Esse tipo de sensitizao provoca a fragilizao do material e pode torn-lo susceptvel
corroso intergranular. O ao inoxidvel ferrtico sensitizado deve ser recozido na faixa de
650
a 850
o
C, pois nesta temperatura o cromo capaz de se difundir na estrutura ccc da
ferrita e, dessa forma, os gradientes de composio qumica so eliminados. Entretanto,
como esse tratamento no dissolve os precipitados intergranulares, o efeito fragilizante
deles no eliminado.
A adio de Nb ou Ti aos aos ferrticos, alm de minimizar o problema do
crescimento de gros, tambm serve para evitar a corroso intergranular. Entretanto, os
22
aos estabilizados ao Ti podem ser susceptveis corroso em meios oxidantes, nos
quais os precipitados TiC e Ti(C,N) so atacados [4].
Alm do carbono e do nitrognio que se precipitam, outros elementos como o
enxofre e oxignio podem se segregar nos contornos de gro e fragilizar os aos inox
ferrticos. Colombier e Hochmann [2] apresentam resultados de tenacidade onde um ao
purificado a vcuo, com baixssimos teores de elementos intersticiais, apresenta
temperatura de transio dctil-frgil bem superior ao grau comercial. Existe, portanto, um
consenso em afirmar que a presena de apenas traos dos elementos S, C, H, O e N,
pode se constituir um fator agravante ao problema de baixa tenacidade dos aos ferrticos.
Diante disto, alguns fabricantes desenvolveram recentemente os chamados aos ELI
(extra low intertitial) (%C<0,005, %N<0,005, %O<0,005,...). Esta diminuio drstica dos
teores de intersticiais foi possvel atravs do desenvolvimento e difuso do refino por AOD
(argon-oxigen decarburization) e VOD (vacum-oxygen decarburation) nas siderrgicas.
Os aos ferrticos ELI so tambm mais resistentes sensitizao e apresentam melhor
soldabilidade. A tendncia de diminuio do teor de elementos intersticiais possibilitou o
desenvolvimento de aos ferrticos mais carregados em cromo e molibidnio para
aumentar a resistncia corroso. Esses aos ferrticos de ltima gerao foram logo
batizados de super-ferrticos. A tabela VI mostra os principais elementos da composio
qumica de trs tipos de aos super-ferrticos. Pode-se observar tambm que o aumento
dos teores de elementos ferritizantes (Cr e Mo) possibilitou a adio de nquel, feita com o
intuito de melhorar a tenacidade e a resistncia corroso.
23
Tabela VI: Graus comerciais de aos superferrticos.
UNS %C (mx) %Si (mx) %Mn (mx) %Cr %Ni %Mo Outros
S44627 0,01 0,40 0,40 25,0 - 27,0 0,50 0,7 - 1,5 0,13%Nb 0,2%Cu
S44660 0,025 1,0 1,0 25,0 - 27,0 1,5 - 3,5 2,5 - 3,5 (Nb+Ti)=0,2+4(C+N)
S44800 0,01 0,20 0,30 28,0 - 30,0 2,0 - 2,5 3,5 - 4,2 0,15%Cu
Tratamentos Trmicos
Os aos inoxidveis ferrticos no endurecem por tratamento trmico. O nico
tratamento recomendado o recozimento nas temperaturas indicadas na tabela VII. O
tempo de tratamento na temperatura de recozimento deve ser de 30 a 50 minutos por 2,5
mm de espessura de seo.
Tabela VII: Tratamentos de recozimento para os aos inox ferrticos (norma NBR 6214
[3]).
Tipo Temperatura (
o
C) Resfriamento Dureza
405 650 820 ar ou gua HRB75
700 - 790 ar ou gua HRB75
430 820 900 lento (ao forno)(20
o
C/h a 30
o
C/h at
600
o
C e depois resfriar ao ar
HRB85
446 760 - 830 ar ou gua HRB90
24
III.4. AOS INOXIDVEIS AUSTENTICOS
Os aos inoxidveis austenticos possuem nquel, elemento austenitizante, que
retarda as reaes no estado slido e que abaixa as temperaturas M
i
e M
f
. Dessa forma,
os aos, que se solidificam com uma estrutura ferrtica ou austeno-ferrtica, se tornam
100% austenticos ainda em temperaturas elevadas (cerca de 1300
o
C) e, no resfriamento,
no se convertem em ferrita (pois a reao muito lenta), e nem em martensita,
pois M
i
est abaixo da temperatura ambiente. Como resultado, o ao permanece
austentico.
A quantidade de nquel necessria para garantir a estrutura austentica depende da
quantidade de elementos de liga ferritizantes (Cr, Mo, Si,...) e dos demais elementos
austenitizantes (C,N, Mn,...). Por exemplo, um ao inox com 18%Cr e 0,08%C deve
possuir pelo menos 8%Ni para que sua estrutura seja austentica (ao AISI 304), ao passo
que num ao com cerca de 24%Cr e 0,08%C o teor de nquel deve aumentar para, no
mnimo, 19% (grau AISI 310).
Os principais graus comerciais de aos inoxidveis austenticos so apresentados
na tabela VIII.
25
Tabela VIII: Aos inoxidveis austenticos principais graus comerciais.
Tipo %C (mx.) %Cr %Ni %Mn (mx.) %Si (mx.) outros
201 0,15 16 - 18 3,5 5,5 5,5 7,5 1,0 at 0,25%N
301 0,15 16 - 18 6 8 2,0 1,0 -
302 0,15 17 - 19 8 - 10 2,0 1,0 -
304 0,08 18 20 8 10,5 2,0 1,0 -
304L 0,03 18 20 8 12 2,0 1,0 -
304N 0,08 18 - 20 8 10,5 2,0 1,0 0,16 - 0,30%N
316 0,08 16 18 10 14 2,0 1,0 2 3%Mo
316L 0,03 16 18 10 14 2,0 1,0 2 3%Mo
317 0,08 18 20 11 15 2,0 1,0 3 4%Mo
321 0,08 17 19 9 12 2,0 1,0
%Ti = 5 x %C
347 0,08 17 19 9 13 2,0 1,0
%Nb = 10 x %C
310 0,25 24 26 19 22 2,0 1,5 -
310S 0,08 24 - 26 19 - 22 2,0 1,5 -
O ao inox AISI 304 o mais famoso e popular dentre os aos inoxidveis
austenticos. O inox AISI 316 mantm a mesma base do AISI 304, porm com a adio de
2 a 3%Mo, o que lhe confere melhor resistncia corroso por pites. Devido a esta adio
de Mo aumenta-se o %Ni para contrabalanar a tendncia ferritizante. Na mesma linha foi
criado o grau AISI 317, com 3 a 4%Mo.
Os graus 304L, 316L e 317L so os graus 304, 316 e 317 modificados com um teor
de carbono mais baixo (0,03% mximo) para aumentar a resistncia corroso
26
intergranular. Os aos AISI 321 e 347 possuem adies de Ti e Nb, respectivamente,
tambm com o intuito de aumentar a resistncia corroso intergranular, pelos motivos
que veremos mais adiante.
O inox AISI 310, como possui teores mais elevados de nquel e cromo, indicado
para servios em altas temperaturas. tambm indicado para fins criognicos, pois
estvel quanto formao de martensita induzida por deformao.
Em alguns aos o nquel foi parcialmente substituido por Mn e N. Dessa forma
obtm-se os aos inox austenticos da srie 2XX (AISI 201 e 202). A idia inicial foi
abaixar os custos do material, reduzindo-se os teores de nquel destes aos.
As caractersticas gerais dos aos inoxidveis austenticos so:
- Baixa condutividade trmica (se comparados aos aos ao carbono)
- Alto coeficiente de expanso trmica.
- Comportamento paramagntico, a no ser que um pouco de ferrita ou
martensita ferromagntica esteja presente.
- Baixa energia de falha de empilhamento (E.F.E.), o que lhes confere:
- Alto coeficiente de encruamento (n)
- Tendncia a desenvolver arranjos planares de discordncias na
deformao a frio (no formam estrutura celular)
- Tendncia recristalizao dinmica.
- Alta resistncia fluncia em altas temperaturas que os aos
ferrticos, pois a austenita conserva boa resistncia deformao
em temperaturas relativamente altas.
- Alta susceptibilidade corroso sob tenso.
27
- Excelente conformabilidade, como consequncia da boa ductilidade e do
elevado coeficiente de encruamento.
Martensitas induzidas por deformao
Durante o trabalho a frio, um ao inox austentico pode sofrer transformao
martenstica induzida por deformao. Esse fenmeno acontece comumente nos aos
AISI 301, 302, 304, 316 e suas variantes. Na verdade, sabe-se que dois tipos de
martensita podem surgir nos inox austenticos: (no magntica) e (magntica). Essas
fases podem ser detectadas por difrao de raios-X ou por medidas magnticas, no caso
da martensita . Os parmetros cristalinos da austenita e das martensitas e so
apresentados na tabela IX.
Tabela IX: Parmetros cristalinos das fases austenita, e no ao inox [7].
Fase Estrutura Parmetros Cristalinos ()
Austenita CFC a = 3,588
Martensita CCC a = 2,872
Martensita HC a = 2,532 e c = 4,114
Com base nos estudos de Padilha [7] e suas referncias consultadas, pode-se
ressaltar alguns aspectos da transformao martenstica nos aos inoxidveis
austenticos:
28
- O surgimento de martensita nos aos inoxidveis austenticos favorecido pela
baixa energia de falha de empilhamento destes materiais. Esse fato est ligado ao
desenvolvimento de um arranjo planar e no celular de discordncias durante a
deformao a frio.
- Certos aos inoxidveis austenticos de mais baixo cromo e/ou mais alto nquel
(ex.: 15%Cr-15%Ni) podem ter energia de falha de empilhamento cerca de 2 vezes maior
que um ao 18%Cr-8Ni. Estes aos no apresentam um arranjo planar de discordncias
na deformao a frio e neles no ocorre a formao das martensitas e .
- Estudos realizados por Mongonon e Thomas [9] em aos AISI 304 e AISI 316
mostraram que a quantidade de martensita aumenta at 5% de deformao por trao e
depois diminui, enquanto a quantidade de aumenta constantemente. Foi ento
proposta a seguinte seqncia de transformao: . Ainda segundo esses
autores, a fase tambm se forma em baixas temperaturas na ausncia de deformao
plstica, enquanto que para a formao de a deformao plstica era necessria. Um
ao AISI 304 ou 304L severamente deformado pode apresentar uma quantidade de
martensita superior a 80%.
- A formao de martensita ( ou ) favorecida pelo aumento da taxa de
deformao e pela diminuio da temperatura de deformao.
- Quanto ao efeito nas propriedades mecnicas, pode-se dizer que a formao de
causa considervel aumento da resistncia mecnica e do coeficiente de encruamento
(n). J o efeito de na resistncia mecnica muito menos acentuado e at desprezado
por alguns autores. Os efeitos de e na ductilidade e tenacidade so muito complexos.
Se por um lado, as plaquetas de martensita podem representar locais de concentrao de
29
tenses, por outro, a transformao martenstica pode absorver energia e contribuir para o
aumento da tenacidade (efeito TRIP Transformation Induced Plasticity).
Determina-se, por medidas magnticas [10], que a martensita de um ao AISI
304 estvel at cerca de 430
o
C. A partir da comea a reao de reverso da martensita
. A martensita completamente eliminada por volta de 700
o
C. Um fato curioso
ocorre quando o ao deformado tratado na faixa de 350
o
C a 400
o
C, ou seja, alguns
graus abaixo do incio da reverso. Nesta faixa de temperaturas a quantidade de
martensita aumenta em at 5%. Esse fato foi constatado por vrios autores, mas no h
um consenso com relao explicao do fenmeno. As duas principais hipteses
formuladas a respeito so:
a) As temperaturas M
i
e M
f
so elevadas localmente, devido precipitao de
carbonetos de cromo, o que faria a quantidade de martensita aumentar. Essa hiptese
muito contestada porque a faixa de temperaturas de 350 a 400
o
C considerada ainda
muito baixa para haver precipitao. De fato, nenhum trabalho experimental comprovou a
existncia de carbonetos de cromo resultantes de tratamentos trmicos em aos
austenticos a 300-400
o
C.
b) O aumento da quantidade de martensita se deve ao relaxamento das micro-
tenses nos contornos da austenita/martensita. Este relaxamento resulta de um processo
de recuperao naqueles contornos. Esta hiptese , no momento, a mais aceita, porm
ainda no se tem a sua comprovao, fato que poder ser obtido talvez por medidas de
micro-tenso residual.
Nem todos os aos austenticos so susceptveis formao da martensita
magntica. O grau AISI 310, por exemplo, considerado um ao austentico estvel, pois,
30
devido aos altos teores de Ni e Cr, ele imune formao da martensita , e uma severa
deformao plstica necessria para que nele se produza a martensita . No outro
extremo est o ao AISI 301, que o mais metaestvel dos aos da srie 3XX, devido ao
baixo teor de nquel.
Martensitas induzidas por hidrogenao
As reaes martensticas tambm podem ser induzidas por hidrogenao nos aos
austenticos. Os aos ditos metaestveis (AISI 301, 302, 304, 316,...), quando
hidrogenados eletrolticamente em soluo de cido sulfrico, apresentam as martensitas
e . Diversos autores [11-13] observaram por difrao de raios-X os picos da martensita
formada durante a hidrogenao, e os picos da martensita se formando durante o
envelhecimento natural. H trabalhos, entretanto, que relatam a formao da martensita
magntica tambm durante a hidrogenao catdica [14]. Os parmetros cristalinos da
martensita e da austenita do ao hidrogenado, so cerca de 5% superiores aos valores
normais das fases no hidrogendas. Isto porque o hidrognio em soluo slida intersticial
provoca a expanso da rede cristalina. No caso da austenita, o hidrognio ocupa os
interstcios octadricos da estrutura cfc e o valor da expanso volumtrica da clula
unitria pode ser utilizado para calcular a concentrao de hidrognio em soluo slida
(ver referncias [15] e [16]).
Durante o envelhecimento natural o crescimento dos picos de difrao de raios-X
da fase acontece com a diminuio da intensidade dos picos da martensita , o que leva
a sugerir uma transformao do tipo no envelhecimento. Outra caracterstica
31
observada durante o envelhecimento o surgimento de trincas superficiais nas amostras
que experimentam a transformao em martenstica. A figura 10 mostra o
desenvolvimento de uma trinca logo nas primeiras horas de envelhecimento de um ao
AISI 304 previamente hidrogenado catodicamente. Acredita-se [11] que importantes
tenses trativas sejam desenvolvidas na superfcie devido a dessoro de hidrognio
durante o envelhecimento. Essas tenses trativas provocam as trincas superficiais e
assistem a transformao logo nas primeiras horas de envelhecimento.
Figura 10: Trincas superficiais que se desenvolvem durante o envelhecimento natural de
amostras de ao inoxidvel AISI 304 hidrogenado catodicamente: (a) 6 minutos; (b) 60
minutos; (c) 150 minutos aps a hidrogenao (Fonte: Yang et al. [4]).
Nos aos austenticos estveis, como o grau AISI 310 ou o Cr18Ni16Mn10, a
transformao tambm ocorre durante a hidrogenao eletroltica. Entretanto, no
envelhecimento a temperatura ambiente, observa-se o desaparecimento da fase ao
invs da sua transformao em . Outro fato curioso que o desaparecimento da fase
ocorre ao final de vrios dias, ou seja, bem mais lento do que o escape do hidrognio
das fases e . Em outras palavras, o efeito do hidrognio permanece mesmo aps a sua
dessoro.
32
O hidrognio induz a transformao porque abaixa a energia de falha de
empilhamento da austenita. Bugaev e colaboradores [17] acrescentam que a
transformao assistida pela grande quantidade de lacunas que pode ser criada
com a hidrogenao. A baixa energia de falha de empilhamento da austenita hidrogenada
e a alta concentrao de lacunas induzidas pela hidrogenao estariam correlacionadas.
O efeito retardado da transformao durante o envelhecimento dos aos estveis
estaria relacionado com o tempo necessrio para migrao das lacunas para formarem
anis de discordncias.
Propriedades Mecnicas
Os aos inoxidveis austenticos possuem grande capacidade de encruamento. A
curva tenso deformao verdadeira-deformao verdadeira geralmente se ajusta a uma
equao do tipo =
o
+ K
n
(Ludwick), onde os coeficientes de encruamento (n)
calculados so da ordem de 0,5. Este alto valor do coeficiente de encruamento dos inox
austenticos se deve a dois fatores j comentados: (a) a baixa energia de falha de
empilhamento caracterstica desses aos e (b) a formao de martensita durante a
deformao.
Por outro lado, o alto coeficiente de encruamento pode explicar outras
caractersticas dos aos inox austenticos, tais como:
- A alta relao
LR
/
LE
. Um ao inox 304 recozido, por exemplo, apresenta
um limite de escoamento de cerca de 250 MPa, enquanto o limite de resistncia pode se
situar na faixa de 550 MPa.
33
- Alta ductilidade uniforme, pois quanto maior o n maior a resistncia ao
empescoamento. Este um dos fatores que contribui para a excelente conformabilidade
a frio dos aos inox austenticos.
- Alto consumo de ferramentas de corte e usinagem, uma vez que, mesmo
apresentando dureza inicial baixa, o material endurece bastante quando deformado.
Mecanismos de Endurecimento
Os aos inoxidveis austenticos convencionais (tabela VIII) no podem ser
endurecidos por tratamento trmico. Os nicos mecanismos de endurecimento disponveis
para esses aos so o encruamento (trabalho a frio) e o endurecimento por soluo slida.
No trabalho a frio, devido alta capacidade de encruamento, os aos austenticos
deformados com 10 ou 20% de reduo, por laminao ou trefilao, j experimentam um
aumento considervel nos limites de escoamento e de resistncia.
Quanto ao endurecimento por soluo slida, os efeitos de diversos elementos de
liga so mostrados na figura 11. Os elementos intersticiais endurecem mais que os
substitucionais e, dentre estes, os elementos ferritizantes so os que mais endurecem. O
notvel efeito do nitrognio tem sido aproveitado em alguns graus comerciais (304N,
316N, ...). Esses aos com adio de at 0,5%N podem atingir limites de escoamento de
at 400MPa e limites de resistncia da ordem de 700MPa no estado recozido. Ao
contrrio do carbono, o nitrognio no apresenta os efeitos indesejveis de fragilizao ou
perda de resistncia corroso.
34
Figura 11: Efeito de endurecimento por soluo slida de alguns elementos de liga nos
inoxidveis austenticos (adaptado de Pickering [4] ).
Inoxidveis Austenticos Endurecveis por Precipitao: Alguns aos
austenticos foram desenvolvidos para serem endurecveis por precipitao. Eles contm
elementos tais como Ti, Al e V, que se precipitam na forma de finas partculas de
compostos intermetlicos. Estes aos so envelhecveis por tratamento trmico, o qual
deve consistir de uma solubilizao em altas temperaturas, seguido de envelhecimento na
faixa de 600
o
C a 850
o
C. Um dos representantes dessa categoria o ao A-286. A tabela
X apresenta a composio qumica e as propriedades mecnicas deste ao obtidas aps
solubilizao a 980
o
C e envelhecimento a 750
o
C. O endurecimento neste ao provocado
pela precipitao do composto intermetlico , de estequiometria Ni
3
(Al,Ti).
35
Tabela X: Composio qumica e propriedades em trao do ao inox A286 [6].
Composio Qumica Propriedades em trao
%C %Cr %Ni %Mo %Al %Ti %V
LE
(MPa)
LR
(MPa)
Alongam. (%)
0,05 15,0 26,0 1,2 0,15 2,0 0,30 700 1000 25
Resistncia a Corroso
Corroso Generalizada ou uniforme: Os aos inoxidveis austenticos possuem
excelente resistncia a corroso em atmosfera industrial e em meios cidos e oxidantes.
Seguem alguns comentrios a respeito da resistncia corroso em alguns meios
especficos:
cido sulfrico: Os aos inoxidveis apresentam boa resistncia corroso
por cido sulfrico em concentraes muito baixas ou muito elevadas. Na temperatura
ambiente, o ao inox 304 apresenta boa resistncia em concentraes superiores a 93%.
Com a adio de Mo (graus 316 e 317), obtm-se boa resistncia em solues com
concentraes iguais ou superiores a 90%.
cido ntrico: Os aos inoxidveis austenticos resistem muito bem ao cido
ntrico (HNO
3
). Solues em concentraes de at 95% de HNO
3
podem ser estocadas e
processadas por equipamentos de ao 304 ou 304L. Acima de 95% a resistncia
corroso dos inox austenticos convencionais cai bastante, sendo mais recomendvel a
utilizao das ligas de alumnio 1100 ou 3003. Outra opo para aplicao em solues de
HNO
3
concentrado (acima de 95%) a utilizao dos aos inox austenticos com adies
36
de Si, tal como a liga A-611 (Fe-5,3%Si-18%Cr-18%Ni-0,02%C, % em peso). Infelizmente
essa liga no apresenta melhor resistncia do que o ao 304 em solues pouco
concentradas.
cido Fosfrico: Os aos inoxidveis austenticos convencionais resistem
bem corroso em solues de H
3
PO
4
numa vasta gama de concentraes em
temperaturas de at 65
o
C. A utilizao em altas temperaturas (acima do ponto de
ebulio) deve se limitar a concentraes de H
3
PO
4
inferiores a 40%. Entretanto, a
presena de impurezas derivadas do beneficiamento da rocha fosftica, tais como cloretos
e fluoretos, podem acelerar a corroso por pites e em arestas.
cido sulfuroso: Apesar de ser um agente redutor, o cido sulfuroso pode
ser satisfatoriamente processado por equipamentos em ao inox austentico. Os graus
contendo Mo (316, 316L, 317 e 317L) so os mais recomendados.
cidos orgnicos: O nquel e o molibidnio so elementos que favorecem o
aumento da resistncia de muitos cidos orgnicos. O cido frmico (HCOOH)
considerado mais corrosivo dos cidos orgnicos convencionais. O ao 304 apresenta
excelente resistncia corroso por este cido em diversas concentraes e em baixas
temperaturas, o que no se verifica em temperaturas prximas ao ponto de ebulio. O
ao AISI 316 apresenta melhor desempenho ainda que o 304, mas tambm no deve ser
utilizado em altas temperaturas se a concentrao de cido na soluo for maior que 5%.
Para equipamentos em contato com cido actico concentrado os aos 316 e 316L so
os mais recomendados, sendo inclusive utilizados em temperaturas superiores ao ponto
de ebulio na presso atmosfrica.
37
cido clordrico: Os aos inoxidveis austenticos, ferrticos e austenticos
convencionais so muito pouco resistentes ao HCl. O on Cl
-
penetra e destri o filme
protetor de xido de cromo.
Corroso por Pites: Em meios contendo ons muito agressivos (Cl
-
, por exemplo),
estes tendem a penetrar no filme passivante, causando pontos de corroso (pites). A
adio de molibidnio (aos AISI 316 e 317) recomendada para aumentar a resistncia
corroso por pites.
Corroso Intergranular: Este tipo de corroso pode ocorrer nos aos inoxidveis
como conseqncia da sensitizao, que vem a ser a precipitao de carbonetos de
cromo nos contornos de gro (fig. 12). Essa precipitao cria uma regio empobrecida de
cromo logo adjacente aos carbonetos, no entorno do contorno (fig. 13). A regio
empobrecida de cromo torna-se preferencialmente andica e, portanto, susceptvel
corroso em uma vasta gama de meios em que o ao normalmente seria resistente.
38
Figura 12: Sensitizao precipitao de carbonetos de cromo em um ao inoxidvel
AISI 304 usinado (fresado) e tratado a 650
o
C por 15 minutos.
Figura 13: Esquema da sensitizao precipitao de carbonetos de cromo nos contornos
de gro, provocando o empobrecimento de cromo na regio adjacente.
39
Nos aos inoxidveis austenticos a faixa de temperaturas em que ocorre a
sensitizao de 450
o
C a 850
o
C. A cintica de precipitao descrita por curvas do tipo
TTT (figura 14). A precipitao mais rpida, correspondente ao joelho da curva, ocorre na
faixa de 600
o
C a 700
o
C, dependendo do ao.
H trs formas clssicas de se evitar ou minimizar os riscos de corroso
intergranular nos aos inoxidveis austenticos. So elas:
1 Realizar um tratamento trmico de solubilizao: Uma vez sensitizado, o
inox austentico pode ser regenerado mediante um tratamento trmico de solubilizao na
faixa de 1000
o
C a 1100
o
C (onde os carbonetos so dissolvidos), seguido de resfriamento
rpido, em gua, para no haver nova precipitao.
2 Utilizar aos com teor reduzido de carbono (0,03% mnimo), como nos
aos AISI 304L e 316L. Quanto menor o teor de carbono mais lenta a cintica de
precipitao, ou seja, a curva TTT do carboneto Cr
23
C
6
deslocada para a direita (fig. 14).
Alm disso, mesmo com um resfriamento lento, a quantidade de carbonetos de cromo que
pode se formar menor nos aos de mais baixo carbono.
3 Utilizar aos estabilizados ao Ti (AISI 321) ou ao Nb (AISI 347). Esses
elementos combinam-se rapidamente com o carbono para formar carbonetos de
estequiometria TiC e NbC e, dessa forma, preserva-se o cromo em soluo slida. As
adies de Ti ou Nb devem ser suficientes para se combinar com todo o carbono do ao e
ainda haver um pequeno excesso que pode se combinar com o nitrognio. Assim, como o
carbono cerca de 4 vezes mais leve que o nibio e 8 vezes mais leve que o titnio, as
adies de titnio e nibio devem ser, respectivamente, de 5 e 10 vezes o teor de carbono
em peso.
40
Alguns autores (Pickering [4], por exemplo) sugerem ainda a realizao de um
tratamento trmico cerca de 900
o
C como alternativa para se evitar a corroso
intergranular. Nesta temperatura a difuso do cromo na austenita pode equalizar os
gradientes de composio. Este tratamento, chamado de healing (em portugues cura),
mais adequado aos aos ferrticos, onde, conforme visto, realizado na faixa de 650
o
C
a 850
o
C. No caso dos aos austenticos, a solubilizao o tratamento mais utilizado para
regenerar o material sensitizado.
Figura 14: Efeito do teor de carbono nas curvas TTT de precipitao do carboneto Cr
23
C
6
nos aos inoxidveis austenticos (Fonte: Padilha [7])
A sensitizao muito comumente provocada por um processo de soldagem. Uma
regio da zona termicamente afetada da junta experimenta temperaturas na faixa de
crtica, e dependendo do tempo de permanncia nessa faixa, pode ocorrer a intensa
41
precipitao de carbonetos. Das solues apresentadas para se evitar a corroso
intergranular, a princpio, todas podem ser adotadas para evitar o problema na soldagem.
Entretanto, a realizao de um tratamento trmico ps-soldagem de solubilizao seguido
de resfriamento rpido, dependendo das dimenses e geometria do componente, pode
ser invivel. Nestes casos deve ser adotada uma das duas outras medidas propostas: ou
a utilizao de aos baixo carbono (L low carbon ) ou a escolha dos aos estabilizados
ao titnio ou ao nibio.
Formas de deteco da sensitizao: Diversos testes para anlise do grau de
sensitizao de aos inoxidveis so descritos na norma ASTM A-263-93 [18]. A prtica
A desta norma consiste num mtodo bastante simples para se verificar se houve
ou no a formao de carboneto de cromo no ao inox austentico. A amostra deve
ser preparada por lixamento e polimento metalogrfico e atacada
eletroquimicamente em uma soluo 10% de cido oxlico. Para o ataque
eletroqumico deve-se utilizar uma densidade de corrente de 1A/cm
2
durante 1,5
minuto. Aps o ataque a amostra deve ser observada em microscpio tico com
aumentos na faixa de 250X a 500X. A norma classifica em trs tipos as estruturas
que podem ser observadas:
- Estrutura do tipo step (degrau): a do ao inoxidvel austentico no
sensitizado, apresentando seus contornos de gro se suas maclas
(exemplo: figura 15);
- Estrutura do tipo ditch (vala): a do ao inoxidvel austentico completamente
sensitizado, como uma faixa escura contnua ao longo dos contornos de gro,
conforme j mostrado na figura 13. Observando-se essa estrutura no
42
microscpio eletrnico de varredura (MEV), onde se consegue uma boa
imagem de relevo, percebe-se que o ataque eletroqumico provoca a corroso
ou arrancamento das partculas de carboneto de cromo, deixando verdadeiras
valas na regio dos contornos (figura 16). Essa estrutura condenada pela
norma.
- Estrutura do tipo dual (mista): o que se observa num ao parcialmente
sensitizado, onde os carbonetos de cromo distribuem-se de forma descontnua
ao longo dos contornos (figura 17). Essa estrutura ainda aceitvel, de acordo
com a norma.
Figura 15: Estrutura do tipo step (degrau). Ao inoxidvel AISI 304 solubilizado.
43
Figura 16: Imagem de eltrons secundrios em MEV da amostra de ao AISI 304 usinado
(fresado) e tratado a 650
o
C por 15 minutos. Estrutura do tipo vala (ditch).
(a) (b)
Figura 17: Ao inoxidvel AISI 304 fresado, solubilizado a 1000
o
C e tratado a 650
o
C por
15 minutos. Estrutura classificada como dual pela norma ASTM A262-93 [18]. (a)
imagem de microscpio tico; (b) imagem de eltrons secundrios em MEV.
44
O mtodo metalogrfico para avaliao do grau de sensitizao fornece apenas
uma anlise qualitativa do estado do material. Recentemente, o grau de sensitizao dos
aos inoxidveis passou a ser quantificado pelo mtodo de reativao eletroqumica
potenciosttica (EPR). Esta tcnica baseia-se no fato de que, ao diminuir-se o potencial
aplicado ao material, a partir de uma condio onde este se encontra completamente
passivado, haver a quebra da pelcula passiva preferencialmente nas zonas
empobrecidas de cromo. O ensaio de EPR original consiste em estabelecer um potencial
de corroso (E
corr.
) da amostra na soluo de teste (0,50MH
2
SO
4
+0,01MKSCN). Em
seguida, a amostra polarizada at um potencial de +200mV em relao ao eletrodo de
calomelano, por um perodo de 2 minutos. Logo aps, o potencial retornado at o valor
E
corr.
com uma taxa constante de 6V/h. Neste processo, um grande lao (do ingls loop)
formado na curva potencial versus corrente. A medida da rea sob a curva, normalizada
para o tamanho de gro do material e para rea da superfcie da amostra ensaiada,
fornece o grau de sensitizao do material. Nos materiais no sensitizados o filme passivo
permanece essencialmente intacto, e a rea abaixo da curva muito pequena.
Uma modalidade mais simples do ensaio de EPR foi desenvolvida, inicialmente
para testes em campo e, posteriormente, para todas as aplicaes. Por este mtodo,
antes de se realizar a reativao, faz-se uma varredura desde o potencial de corroso at
o potencial na regio passiva (polarizao andica). Resultam dois laos de potencial x
corrente, um de ida (andico) e outro de volta (catdico ou de reativao) (figura 18). O
grau de sensitizao do material (DOS, degree of sensitization) , ento, dado pela
relao entre a corrente de reativao (I
r
), obtida no ponto mximo do lao catdico, e a
corrente andica (I
a
), obtida no lao andico. Este ensaio conhecido como DL-EPR
(DL=double loop, duplo lao), enquanto que o mtodo original conhecido por SL-EPR
45
(SL=single loop). O grau de sensitizao (I
r
/I
a
) do material, medido pelo ensaio DL-EPR,
independe do tamanho de gro e da rea superficial do material.
Figura 18: Curva obtida no ensaio de DL-EPR.
Alguns autores [19] sugerem uma relao entre os valores de I
r
/I
a
obtidos no ensaio
de DL-EPR e o tipo de microestrutura revelada no ensaio metalogrfico com cido oxlico:
aos com estrutura do tipo degrau apresentam I
r
/I
a
menor que 0,001; microestruturas do
tipo misto apresentam I
r
/I
a
entre 0,001 e 0,05; e amostras com estrutura do tipo vala
devem apresentar I
r
/I
a
> 0,05. De fato, esta correlao pode ser comprovada atravs dos
resultados dos ensaios de DL-EPR das microestruturas das figuras 15, 16 e 17 (ver figuras
19, 20 e 21 respectivamente).
46
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
-0,01
0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
Ia
Ir = 0
Ia = 0,067
Ir/Ia = 0
I
(
A
)
E(V)
Figura 19: Curva de DL-EPR correspondente microestrutura da figura 15 (degrau).
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3
0,00
0,02
0,04
0,06
0,08
0,10
Ia
Ir
Ir=0.039
Ia=0.0953
Ir/Ia=0.44
I
(
A
)
E(V)
Figura 20: Curva de DL-EPR correspondente microestrutura da figs. 12 (vala).
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3
-0,01
0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
Ia
Ir
Ia=0.0717 A
Ir=0.0016 A
Ir/Ia=0.22
I
(
A
)
E(V)
Figura 21: Curva de DL-EPR correspondente microestrutura da figura 17 (mista).
47
Os ensaios de EPR (DL ou SL) tm sido muito utilizados para se estudar a cintica
de sensitizao em aos inoixdveis. Embora tenha sido inicialmente aplicado ao ao AISI
304, os ensaios de EPR tambm tm sido aplicados a outros materiais austenticos (316,
347, 321,...), martensticos e duplex, sendo necessrio, em alguns casos, fazer alteraes
na soluo utilizada.
Fatores que influem na cintica de sensitizao: Trillo e colaboradores [20]
utilizaram ensaios SL-EPR para avaliar os efeitos da deformao, do tamanho de gros e
do teor de carbono na precipitao de carbonetos e no grau de sensitizao de um ao
inoxidvel AISI 304. De um modo geral, observa-se que ao se aumentar o teor de
carbono, a deformao e a complexidade do estado de deformaes provoca-se um
aumento da cintica de sensitizao. A reduo do tamanho de gro do ao outro fator
que acelera a cintica de precipitao.
Em recente estudo [21] constatamos o aumento da cintica de sensitizao devido
a usinagem por fresamento das amostras antes da sensitizao. O fresamento das
amostras introduz uma camada superficial deformada, contendo um pouco de martensita
magntica. Acredita-se que a precipitao de carbonetos seja ento facilitada pelo efeito
da martensita e da deformao superficial. O fato que a estrutura mostrada nas figuras
12 e 16 corresponde do ao AISI 304 usinado e sensitizado a 650
o
C por apenas 15
minutos, ao passo que a estrutura mostrada nas figuras 17(a) e 17(b) corresponde ao
mesmo ao sensitizado nas mesmas condies, tendo sido, porm, solubilizado a 1000
o
C
antes do tratamento de sensitizao. As curvas de EPR confirmam a maior grau de
sensitizao do ao fresado e sensitizado (fig. 20) em relao ao ao fresado e
solubilizado antes da sensitizao (fig. 21).
48
Efeito na tenacidade: Alm de provocar a corroso intergranular, a precipitao de
carbonetos intergranulares (sensitizao) pode provocar tambm a queda de tenacidade
ao impacto do ao inoxidvel austentico, conforme mostrado na figura 22. Observa-se
tambm que as amostras fresadas e sensitizadas apresentam uma queda maior de
tenacidade se comparadas com as amostras solubilizadas antes do tratamento de
sensitizao. Neste caso preciso ressaltar o efeito da deformao e da martensita
induzida por deformao na ponta do entalhe dos corpos de prova Charpy no
solubilizados previamente.
0 200 400 600 800 1000
10
15
20
25
30
35
Condio inicial:
Fresado
solubilizado
T
e
n
a
c
i
d
a
d
e
a
o
i
m
p
a
c
t
o
(
J
)
Tempo de sensitizao a 650
o
C (min.)
Figura 22: Curvas de tenacidade em funo do tempo de sensitizao a 650
o
C.
Corroso sob Tenso: Este um problema tpico dos aos inoxidveis
austenticos, que ocorre quando o material solicitado com tenses trativas em meios
49
agressivos. Para o inox austentico os meios mais agressivos so aqueles contendo
cloretos (on Cl
-
) em temperaturas relativamente elevadas (>50
o
C), solues contendo o
on OH
-
e solues muito cidas. Neste ltimo caso, na presena do on H
+
e temperatura
ambiente, a corroso sob tenso pode ser tambm assistida por transformao
martenstica.
A corroso sob tenso se manifesta atravs do crescimento de trincas (trinca
de corroso sob tenso, stress corrosion cracking, SSC). Geralmente, nos aos
inoxidveis austenticos, estas trincas so transgranulares, porm, pode ser tambm
encontrada na forma intergranular se o processo estiver associado corroso
intergranular ou a algum fenmeno de fragilizao dos contornos.
A grande susceptibilidade dos aos inoxidveis austenticos corroso sob
tenso em grande parte atribuda baixa energia de falha de empilhamento destes
materiais, que faz com que assumam arranjos planares de discordncias [4]. Alm disso,
h uma grande influncia da composio qumica, notadamente o teor de nquel e de
impurezas. A resistncia corroso sob tenso mnima na faixa de 8 a 10%Ni,
justamente onde se situam os aos AISI 304, 316, 321 e 347. As impurezas, como S e P
so deletrios porque podem se segregar nos contornos de gro e provocar a trinca de
corroso sob tenso intergranular.
Visto que a corroso sob tenso surge quando se tem um material
susceptvel, tenses trativas e um meio agressivo, as medidas que podem ser tomadas
para minimizar esse problema nos aos inoxidveis austenticos so:
- Modificar as caractersticas do meio, utilizando inibidores de corroso;
- Utilizar um sistema de proteo catdica;
50
- Realizar tratamento trmico de alvio de tenses em juntas soldadas de inox
austentico (a ser detalhado a seguir).
Tratamentos Trmicos
Solubilizao: Os aos inoxidveis austenticos convencionais (alguns exemplos j
apresentados na tabela VII) no endurecem por tratamento trmico. Para estes indicado
um tratamento trmico de solubilizao na faixa de 1000
o
C seguido de resfriamento rpido
para evitar a formao de carbonetos.
Estabilizao: Nos aos estabilizados ao titnio (AISI 321) e ao nibio (AISI 347)
pode ser recomendado o tratamento trmico de estabilizao na faixa de 840 900
o
C,
justamente para provocar a precipitao mxima de carbonetos de titnio (TiC) e nibio
(NbC). Dessa forma, o ao fica apto a trabalhar nas temperaturas onde a precipitao do
carboneto de cromo mais rpida (500
o
C 800
o
C).
Solubilizao e Envelhecimento: Os aos inoxidveis endurecveis por
precipitao (A-286, por exemplo) so solubilizados em temperaturas da ordem de 1000
o
C
e envelhecidos por volta de 700
o
C.
Alvio de Tenses: Por fim, em juntas soldadas de ao inox austentico, para
algumas aplicaes onde h o risco de corroso sob tenso, pode ser especificado um
tratamento trmico de alvio de tenses. Para ser efetivo, este tratamento deve ser
realizado em temperaturas significativamente mais elevadas que s recomendadas para
aos ferrticos, pois a estrutura austentica mais resistente ao amolescimento em altas
temperaturas. Assim, enquanto se utiliza para aos ferrticos e martensticos a faixa de
51
500
o
C a 700
o
C, nos inoxidveis austenticos o alvio de tenses dever ser realizado na
faixa de 900
o
C a 1100
o
C.
Por outro lado, o resfriamento deve ser lento, para que no se re-introduzam
tenses nesta etapa final. Esse fato importante, pois, como se sabe, sob resfriamento o
material pode ser sensitizado e tornar-se susceptvel a corroso intergranular. Dessa
forma, para contornar esse problema, deve-se utilizar preferencialmente aos baixo
carbono (304L, 316L) ou aos estabilizados ao Ti (321) ou Nb (347). A tabela XI apresenta
alguns dos tratamentos recomendados.
Tabela XI: Tratamentos trmicos ps soldagem de alvio de tenses recomendados para
aos inox austenticos sujeitos a corroso sob tenso.
Tratamento Material
Recozer a 1090
o
C-1120
o
C e resfriar lentamente Aos extra baixo C ou estabilizados
Recozer a 950
o
C e resfriar lentamente Aos estabilizados
Recozer a 1090
o
C-1120
o
C e resfriar rapidamente Aos no estabilizados (pode introduzir tenses no resf.)
Obs.: Tempo de tratamento recomendado: 4 horas / 2,5 mm de espessura de seo.
Cuidados com a atmosfera do forno: Se fosse possvel tratar os produtos de ao
inoxidvel a vcuo, com certeza isto seria o mais adequado. Entretanto, industrialmente,
isto no possvel. Sendo assim, utilizam-se fornos com atmosfera controlada, as quais
no devem ser nem carburantes nem excessivamente oxidantes.
Para produzir um aspecto brilhante ao material o ao pode ser tratado em
atmosfera contendo hidrognio (amnia dissociada ou H
2
). As peas e o forno de
recozimento devem estar extremamente limpos. A atmosfera deve ser livre de oxignio e
no caso da amnia, deve-se garantir que ela esteja completamente dissociada antes de
52
entrar no forno para evitar nitretao. Este recozimento brilhante (brigth aneealing)
produz uma camada fina de xido brilhante esverdeado muito difcil de se remover.
53
III.5. AOS INOXIDVEIS DUPLEX
Os aos inoxidveis duplex possuem uma microestrutura austeno-ferrtica. A figura
23 apresenta uma microestrutura tpica de um ao inox duplex laminado, atacado com
reagente de Murakami (10g de ferricianeto de potssio + 10g de hidrxido de potssio +
100ml de gua) quente (90
o
C). Este reagente ideal para distinguir as duas fases, porm
no revela os contornos de gro de cada fase. Quando o objetivo for este, ou ento
analisar o grau de sensitizao devido precipitao de carbonetos de cromo, deve-se
realizar o ataque eletroltico em soluo de 10% de cido oxlico, o mesmo descrito na
prtica A da norma ASTM A262-93 [18].
Fig. 23 : Microestrutura de um ao duplex 2205: a ferrita escura e a austenita clara.
Os aos inox duplex se solidificam com uma estrutura ferrtica e a austenita se
precipita no resfriamento a partir de 1350
o
C. A cintica desta precipitao governada por
curvas TTT que variam com a composio qumica do ao. Se o resfriamento a partir de
54
1350
o
C for muito rpido, a quantidade de austenita ser muito inferior de equilbrio. As
melhores propriedades dos aos inoxidveis duplex trabalhados so obtidas com
quantidades aproximadamente iguais de ferrita e austenita (proporo 1:1). Os
fabricantes procuram ajustar composio e velocidade de resfriamento para se obter essa
relao. Uma quantidade muito superior de ferrita traz o incoveniente da baixa tenacidade
e perda de resistncia corroso, enquanto que um excesso de austenita pode significar
uma menor resistncia corroso sob tenso.
H dois grandes grupos de aos inoxidveis duplex: as ligas trabalhadas
(wrought) e as ligas fundidas (cast). As tabelas XII e XIII apresentam algumas
composies tpicas de ligas trabalhadas e fundidas. No caso dos inox duplex trabalhados
comum identifica-los pela classificao UNS (unificada). Este sistema mais recente de
designao de aos procurou unificar classificaes anteriormente existentes, e manteve
praticamente os mesmos dgitos da classificao AISI, acrescentando dois dgitos
(exemplo: AISI 304 UNS S30400). No caso dos aos duplex, como muitos graus so
recentes, eles no receberam desiginao pela norma AISI e sim pela sistema UNS.
55
Tabela XII: Composio de alguns aos inoxidveis duplex trabalhados.
% em peso (valores mdios)
Norma C (mx.) N Cr Ni Mo Outros (*)
AISI 329 (UNS S32900) 0,06 - 23 -28 2,5 5,0 1 2 -
UNS S31200 0,03 0,14 0,20 24 26 5,5 6,5 1,2 2,0 -
UNS S23304 0,03 0,05 0,20 21,5 24,5 3,0 5,50 0,60 mx. -
UNS S31803 0,03 0,08 0,20 21 23 4,5 6,5 2,5 3,5 -
UNS S32550 0,03 0,10 0,25 24 27 4,5 6,5 2,9 3,9
UNS S32750 0,03 0,24 0,32 24 26 6 8 3 5 -
UNS S32760 0,03 0,30 mn. 24 26 6 8 3 4
0,7%Cu;0,7%W
DIN X8 CrNiMoNb 27 5 0,08 0,2 27 5 1,6 0,2%Nb
(*) Teores de Mn e Si mximos em torno de 1,0%. Os teores de S devem ser inferiores a 0.005%.
Tabela XIII: Composio de alguns aos inoxidveis duplex fundidos.
Norma % em peso
DIN C N Mn Cr Ni Mo outros
GX3 CrNiMoN 26 6 3 0,03 0,18 < 2,0 25,5 6 3
Si<1,0
GX3 CrNiMoN 26 6 3 0,03 0,18 <1,0 25 7 4,5
Si<1,0
GX3 CrNiMoCuN 26 6 3 0,03 0,18 <2,0 25,5 6 3
Cu 3,0
GX40 CrNiMo 37 5 0,3-0,4 - <1,5 27 5 2,0-2,5
Si<2,0
GX40 CrNi 24 5 0,3-0,4 - <1,5 24 5 -
1 a 2%Si
GX40 CrNiSi 27 4 0,3-0,4 - 0,5-1,5 26,5 4 -
1 a 2%Si
Como principais caractersticas os aos inoxidveis duplex apresentam:
- Excelente resistncia corroso, conferida pelas adies de Mo e N e pela
elevao do teor de cromo. Esses elementos aumentam a resistncia corroso por pites.
Alm disso, os aos inoxidveis duplex possuem melhor resistncia corroso sob tenso
56
do que os inoxidveis austenticos, devido fase ferrtica. O teor de ferrita ideal nas ligas
trabalhadas cerca de 50%. Determinou-se que, com uma proporo de fases 1:1
consegue-se a otimizao das propriedades do material. No caso das ligas fundidas,
devido ao resfriamento mais lento e a fatores da composio qumica, o teor de ferrita
geralmente bem menor, ficando na faixa de 15 a 30%.
- Resistncia mecnica superior dos aos austenticos e ferrticos, devido ao
efeito de refino de gro obtido pela estrutura bifsica e ao endurecimento por soluo
slida. Alm disso, os aos duplex fundidos com alto carbono possuem ainda boa
resistncia ao desgaste. A tabela XIV apresenta uma comparao genrica entre as
propriedades em trao dos aos inox austentico, ferrtico e duplex. A figura 24 mostra a
comparao das curvas de trao tpicas dos aos inox ferriticos, austenticos, duplex,
martensticos e semi-martensticos.
Tabela XIV : Comparao das propriedades tpicas dos aos inox ferrtico, austentico e
duplex, no estado recozido.
Tipo de Propriedades mecnicas tpicas em trao
Ao Inox Limite de Escoamento
(MPa)
Limite de Resistncia
(MPa)
Alongamento (%)
Austentico 250-300 550-600 > 50
Ferrtico 300-350 500-550 25 30
Duplex 500 550 700 800 35
- Melhor ductilidade e tenacidade do que os aos ferrticos. Em corpos de prova de
impacto Charpy padro (seo de 10 x 10mm) o ao inox duplex de gros finos que no
tenha sofrido nenhum fenmeno de fragilizao absorve 300J para fraturar.
57
- Melhor soldabilidade do que os ferrticos, no que diz respeito ao crescimento de
gros na ZTA e no metal de solda.
Figura 24: Comparao das curvas de trao dos aos austenticos, ferrticos, duplex,
martensticos e semi-martensticos.
Fenmenos de Fragilizao com a temperatura
Apesar das boas propriedades mecnicas no estado solubilizado, os aos
inoxidveis duplex podem ser fragilizados quando aquecidos em determinadas faixas de
temperatura. No estgio atual de desenvolvimento, pode-se dizer que a temperatura de
servio dos aos inox duplex no deve ultrapassar em os 300
o
C. Alm disso, cuidados
58
especiais devem ser tomados nas operaes de fabricao que envolvam elevao da
temperatura, tal como a soldagem e o dobramento a quente.
Os principais fenmenos de fragilizao que podem ocorrer nos inox duplex so os
seguintes:
Fragilizao por fase sigma: Ocorre quando o duplex experimenta temperaturas
na faixa de 600
o
C a 1000
o
C, sendo mais crtica a faixa de 700
o
C a 900
o
C.
A fase se forma preferencialmente na ferrita, que possui mais cromo.
Quando a fase se forma, as regies ferrticas adjacentes ficam empobrecidas de cromo
e, por isso, podendo se converter em austenita.
Com a formao da fase o ao endurece e se fragiliza rapidamente. Esta
fase pode ser detectada por metalografia, utilizando-se um ataque eletroltico em soluo
de NaOH ou KOH. O ataque do ao duplex UNS S31803 por alguns segundos e voltagem
de 3V com soluo pouco concentrada (10%KOH ou NaOH) revela a fase sigma e
mantm as fases ferrita e austenita praticamente no atacadas, conforme mostrado nas
figura 25. Nos aos superduplex, uma soluo um pouco mais concentrada deve ser
utilizada.
Os efeitos da fase nos aos duplex e superduplex so o endurecimento,
fragilizao e perda de resistncia corroso. Pequenas quantidades de fase (~1 a 5%)
provocam rpido decrscimo da tenacidade ao impacto Charpy, antes mesmo de provocar
algum aumento significativo da dureza do material [22].
Teores elevados de fase podem ser detectados por medidas de dureza ou
difrao de raios-X, como mostrado na figura 26. Entretanto, na prtica, o grande interesse
59
recai sobre mtodos capazes de detectar e, se possvel, quantificar teores pequenos de
fase , sobretudo em juntas soldadas.
Figura 25: Microestrutura contendo 4,7% de fase em ao inoxidvel duplex tratado a
800
o
C por 15 minutos. Ataque eletroltico em soluo 10%KOH, A fase sigma revelada.
Figura 26: Difrao de raios-X de um ao UNS S39205 fragilizado por fase sigma.
30 40 50 60 70 80 90 100
0
200
400
600
800
1000
1200
I
n
t
e
n
s
i
d
a
d
e
(
c
o
n
t
a
g
e
m
/
s
e
g
u
n
d
o
)
2
60
As fases e guardam bastante semelhana e so de difcil distino nos aos
duplex e superduplex, sobretudo porque se precipitam na mesma faixa de temperaturas e
provocam efeitos semelhantes nas propriedades mecnicas.
Precipitao de Carbonetos de Cromo: A precipitao de carbonetos de cromo,
na faixa de 600
o
C a 950
o
C pode provocar a perda de resistncia corroso e fragilizao.
Essa precipitao deve ocorrer nos contornos austenita/austenita ou austenita/ferrita, pois
na fase austentica que se concentra a maior parte do carbono da liga.
Esse tipo de fragilizao se torna especialmente importante nos aos duplex
de alto carbono (0,3-0,4) para fundio. Nestes aos uma rede de carbonetos pode se
formar nos contornos de gro.
Fragilizao a 475
o
C: Tal como nos aos inoxidveis ferrticos, os duplex tambm
podem sofrer esse tipo de fragilizao que se deve precipitao de uma fase rica em
cromo. Essa precipitao ocorre por um mecanismo de decomposio spinoidal, pelo qual
a ferrita se decompe em uma ferrita rica e outra pobre em cromo.
A precipitao mais rpida a 475
o
C, mas pode ocorrer em temperaturas to
baixas quanto 350
o
C, para longos perodos de exposio. Comparado cintica de
precipitao da fase sigma, a precipitao de costuma ser significativamente mais lenta.
Por isso, muito difcil que ocorra durante a soldagem, dobramento ou outro processo de
fabricao a quente, mas pode acontecer em servio nas aplicaes em temperaturas
prximas ou superiores a 350
o
C. A figura 27 mostra a queda da tenacidade e o aumento
da dureza de um ao UNS S31803 durante o envelhecimento a 475
o
C. Nota-se que com
61
apenas 20 horas de envelhecimento o material j apresenta um significativo aumento da
dureza e reduo de cerca de 50% da energia absorvida para fratura.
A observao da fase bem mais difcil do que a fase sigma, pois
muitas vezes mais fina. Alguns mtodos para deteco e quantificao da fragilizao
devido precipitao de propostos na literatura so listados a seguir:
- Microscopia eletrnica de transmisso observao direta dos precipitados [23];
- Medidas de dureza ou microdureza da ferrita [24];
- ataque qumico ou eletroqumico [25-26];
- medidas magnticas (ciclo de histerese e anlise termomagntica) [27-29];
- medidas eltricas (resistividade) [28];
- sonda atmica [30];
- espectroscopia Mssbauer [30].
0 100 200 300 400 500
10
15
20
25
30
35
40
100
150
200
250
300
350
400
ST
ST
Energia de impacto
Dureza (HB)
D
u
r
e
z
a
(
H
B
)
E
n
e
r
g
i
a
d
e
i
m
p
a
c
t
o
(
J
)
Tempo a 475
o
C (horas)
Figura 27: Variao de dureza e energia absorvida para fratura em um ao UNS S39205
envelhecido a 475
o
C. (as medidas de tenacidade foram realizadas com corpos de
prova Charpy de seo reduzida (2,5mmx 10mm)).
62
Precipitao de nitretos de cromo na ferrita: Este problema pode acontecer
quando, na soldagem, devido alta taxa de resfriamento, a quantidade de austenita for
muito pequena. Quando h pouca austenita, o nitrognio forado a permanecer na
ferrita, onde o seu limite de solubilidade baixo. O nitrognio da ferrita acaba se
precipitando como nitreto de cromo do tipo Cr
2
N ou, mais raramente, CrN. A faixa usual de
precipitao do Cr
2
N entre 700
o
C e 900
o
C [32].
Precipitao de austenita secundria (
2
): Se a quantidade de austenita
presente no material na temperatura ambiente inferior quantidade de equilbrio, o
aquecimento a partir de 600
o
C pode provocar a reao de precipitao de mais austenita
a partir da ferrita (
2
). Esta austenita secundria (
2
) pode assumir morfologias
diversas, dependendo do ao e da temperatura. A figura 28 mostra a austenita secundria
precipitada num ao UNS S39205 (2205) aps um aquecimento a 800
o
C por 15 minutos.
A precipitao se deu com uma morfologia de alotriomorfos de contorno de gro, seguindo
as interfaces /. Conforme sugerido em [29], a precipitao de
2
nos contornos de gro
ferrticos pode ter tambm um efeito fragilizante sob ao, antes mesmo que ocorra a
preciitao de fase .
Outras fases: Dependendo da composio qumica do ao duplex, outras fases
podem se precipitar em determinadas faixas de temperatura. Assim, so tambm citadas
na literatura as fases R, G, , , e os carbonetos M
7
C
3
. A tabela XV apresenta a
estrutura, a composio qumica e as faixas de precipitao de todas as fases que podem
ser encontradas nos aos inoxidveis duplex. A figura 29 apresenta um diagrama TTT
esquemtico para as reaes de precipitao e indica a influncia dos elementos de liga
na posio das curvas em C.
63
Figura 28: Austenita secundria (
2
) com morfologia alotriomorfa de contorno de gro [28].
Tabela XV: Fases encontradas nos aos inoxidveis duplex [32].
Fase Estrutura Composio qumica
nominal
Faixa de precipitao
(
o
C)
CCC
CFC Abaixo de 1350
Tetragonal Fe-Cr-Mo 600-1000
Cr
2
Ni CFC Cr
2
N 700-900
CrNi CFC CrN -
CCC Fe
36
Cr
12
Mo
10
700-900
R Triclnico FeCr-Mo 550-650
Cbica Fe
7
Mo
13
N
4
550-650
' Cbica (Ferrita rica em Cr) 350 - 550
Ortorrmbica 550-650
M
7
C
3
Pseudo-hexagonal M
7
C
3
950-1050
M
23
C
6
CFC M
23
C
6
600-950
G CFC Ti
6
Ni
16
Si
7 500
64
Figura 29: Diagrama TTT esquemtico para os aos duplex.
Resistncia Corroso
Corroso por pites e o papel do nitrognio: A resistncia corroso por pites
dos aos inoxidveis duplex conferida principalmente pelos elementos cromo,
molibidnio e nitrognio. O PRE (Pitting Corrosion Equivalent), ou ndice de corroso por
pites (IP), o coeficiente que relaciona a resistncia corroso com a composio
qumica do ao. Ele dado por: PRE = %Cr + 3,3(%Mo) + 16(%N). A tabela XVI exibe os
valores do PRE dos principais tipos de aos inoxidveis duplex. Os aos com PRE>35 so
chamados de superduplex.
Os aos inoxidveis duplex de primeira gerao, como o grau AISI 329, no
continham nitrognio como elemento de liga e, por isso, eram bastante susceptveis
corroso por pites. Os duplex modernos contm teores de nitrognio na faixa de 0,1% a
0,35%, o que confere a austenita uma resistncia a corroso por pites comparvel da
65
ferrita. Alm disso, o nitrognio endurece por soluo slida a austenita, promove uma
melhor distribuio do cromo entre as fases e melhora a soldabilidade. De fato, a adio
de nitrognio aos aos duplex mais modernos considerada um dos grandes avanos no
desenvolvimento desta famlia.
Corroso Intergranular: Conforme visto, a sensitizao pode acontecer nos aos
inoxidveis duplex na faixa de 600 a 950
o
C. Este ser um problema bastante crtico nos
aos duplex fundidos com alto teor de carbono. Entretanto, mesmo as ligas trabalhadas
com %C < 0.03% podem sofrer sensitizao. Este um teor considerado baixo para os
aos austenticos, mas, no caso dos aos duplex, deve-se lembrar que o carbono tende a
se concentrar quase que totalmente na austenita. Considerando-se uma relao entre
fases de 1:1, o teor de carbono, que na liga seria de 0.03%, na austenita passa a ser
significativamente maior (0.05-0.06%). A precipitao deve-se dar, ento, nesta fase nos
contornos / ou /.
Tabela XVI: Coeficiente PRE (Pitting Corrosion Resistance) dos principais tipos de aos
inoxidveis duplex.
Norma Graus comerciais Composio mdia (% em peso) PRE
2304 (Avesta) 23%Cr 4%Ni 0,10%N 25
Uranus 35N (CLI) 23%Cr 4%Ni 0,12%N 25
UNS S32304 (S39230)
SAF2304 (Sandvik) 23%Cr 4%Ni 0,10%N 25
2205 (Avesta) 22%Cr 5,5%Ni 3%Mo - 0,16%N 33 -35
SAF2205 (Sandivik) 22%Cr 5,5%Ni 3%Mo - 0,16%N 33 -35
Uranus 45N (CLI) 22%Cr 5,5%Ni 3%Mo - 0,16%N 33 -35
UNS S31803 (S39205)
AF22 (Mannesmann) 22%Cr 5,5%Ni 3%Mo - 0,16%N 33 -35
66
Hyresist 22/5 22%Cr 5,5%Ni 3%Mo - 0,16%N 33 -35
Ferralium 255 25%Cr5,5%Ni3%Mo-0,16N1,5%Cu 38
UNS S32550 (S39553) Uranus 52N (CLI) 25%Cr5,5%Ni3,3%Mo-0,17N2%Cu 39
2507 (Avesta) 25%Cr 7%Ni 3,5%Mo 0,28%N 41
SAF 2507 25%Cr 7%Ni 3,5%Mo 0,28%N 41
UNS 32750 (S39275)
Uranus 52+ (CLI) 25%Cr6,5%Mo3,7%Mo0,24%N-1,6%Cu 41
Corroso devido precipitao de fase : A decomposio spinoidal na faixa de
300
o
C a 550
o
C, alm de fragilizar o ao, pode torna as regies ferrticas susceptveis
corroso. Isso porque a decomposio vai criar uma estrutura modulada de regies ricas
(precipitado ) e regies pobres em Cr. Durante o processo ocorre o aumento gradativo
da amplitude de variao do teor de cromo com o tempo. Em um dado momento, o teor de
cromo das regies empobrecidas torna-se muito baixo e o filme passivante localmente
destrudo. Um exemplo disto mostrado na figura 29, onde se observam os pites de
corroso na regio ferrtica de um ao UNS S31803 envelhecido a 475
o
C por 500 horas e
atacado em uma soluo aquosa de 10%HNO
3
+ 0.05%HF. Segundo Tsuchyia [29], este
fenmeno ocorre quando a concentrao de cromo se torna inferior a 14%at.
67
Figura 29: Pites de corroso na ferrita de um ao duplex tratado a 475
o
C por 500 h [32].
Corroso sob tenso: A resistncia corroso sob tenso nos aos inoxidveis
duplex pode ser considerada como intermediria entre os aos ferrticos e austenticos. A
ferrita, por ser mais resistente a esse tipo de corroso do que a austenita, confere ao ao
um melhor desempenho, principalmente nos meios contendo cloretos. Apesar de serem
mais resistentes do que os aos austenticos AISI 304 e 316, os duplex tambm podem
apresentar este tipo de falha nas condies severas de utilizao. Recentemente, alguns
trabalhos [34-36] tm mostrado a susceptibilidade dos aos duplex fragilizao pelo
hidrognio. Chou e Tsai [36] observaram que um ao UNS S31803 (2205) praticamente
no sofreu fragilizao quando ensaiado em trao em uma soluo concentrada de NaCl
com pH=2, mas que, por outro lado, a aplicao simultnea de um potencial catdico
introduziu hidrognio no ao e o tornou extremamente frgil.
68
Aplicaes dos Aos Inox Duplex
As aplicaes dos aos inoxidveis duplex se concentram nos setores de
processamento qumico, petroqumico, papel e celulose, extrao de petrleo (on e off-
shore), fertilizantes e indstria nuclear. Nestes setores os aos duplex tm sido utilizados
em tubulaes, bombas, tanques, etc. A tabela XVII a seguir apresenta algumas dessas
aplicaes em funo do PRE do ao.
Tabela XVII: Aplicaes dos aos inox duplex em funo do PRE do ao.
Segmento 23%Cr, sem Mo
PRE = 25
22%Cr + Mo
30 < PRE < 36
25%Cr
32 < PRE < 40
26 27%Cr
PRE > 40
Processamento
Qumico
tubulaes bombas, tanques de
produtos qumicos,
serpentinas para
fuso de enxofre e
centrifugadores
extratores de
uria, reatores
agitadores e tro-
cadores de calor
evaporao salina,
tubulaes, bom-
bas, sistemas de
refrigerao de
gua do mar.
Petroqumico reatores tubulares
com revesitmento de
carbono
unidades de dessali-
nizao e destilao
carvaas de bom-
bas de dessul-
furao
Tubulaes para
meios contendo Cl
-
ou HCl
Polpa e papel digestores, pr-aque-
cedores e evapora-
dores
digestores contendo
sulfatos e sulfitos
digestores e pr-
aquecedores
equipamento de
branqueamento
contendo cloretos
Gerao de
Energia (fssil
e nuclear)
reaquecedores,
aquecedores de gua
de alimentao
tubo de injeo de
alta velocidade em
poos geomtricos
trocadores de calor
e sistemas em con-
dies geotrmicas
ou salinas
Extrao de
Petrleo e gs
(on e off-shore)
refrigeradores, tubula-
es e linhas de
distenso
estruturas e revesti-
mentos (H
2
S + CO
2
)
transporte de gas
sulfuroso, bombas
de injeo de gua
salgada
Sistemas de refrige-
rao, bombas, se-
paradores, vasos de
presso e vlvulas
69
Tratamentos Trmicos
O tratamento trmico aplicvel aos inoxidveis duplex a solubilizao a 1050
o
C
seguida de resfriamento rpido, que recomendada como tratamento trmico aps
conformao a quente ou soldagem. Outros tipos de tratamento devem ser estudados
cuidadosamente de modo a no se provocar nenhum dos tipos de fragilizao descritos
anteriormente.
III.6. AOS INOXIDVEIS DE TRANSFORMAO CONTROLADA
Os aos inoxidveis de transformao controlada, tambm chamados de semi-
austenticos, foram inicialmente desenvolvidos para atender a demanda da indstria
aeronutica por um ao de boa conformabilidade e soldabilidade, alta resistncia a
corroso e excelente resistncia mecnica (L.R. 1100MPa), para trabalhar em
temperaturas da ordem de 400
o
C.
Para atender os requisitos exigidos pelos processos de fabricao, o ao deveria
ser austentico. Aps a fabricao (conformao e/ou soldagem) deve-se promover a
reao martenstica e, em seguida, o envelhecimento, destinados ao endurecimento.
70
FABRICAO
(Soldagem, conformao, etc.)
TRANSFORMAO MARTENSTICA
ENVELHECIMENTO
Transformao martenstica
A transformao martenstica nos aos de transformao controlada pode ser
realizada por um dos seguintes processos, ou combinao entre eles:
Tratamento trmico a 700
o
C (ausaging): Este tratamento propicia a precipitao
de carbonetos de cromo e, desta forma, abaixa o teor destes elementos na matriz
austentica. Conseqentemente, as temperaturas M
i
e M
f
so aumentadas, e a
transformao ocorre no resfriamento at a temperatura ambiente. Em alguns casos,
torna-se necessrio resfriar alguns graus abaixo da temperatura ambiente para completar
a reao. Este tratamento, chamado de ausaging (envelhecimento da austenita)
tambm utilizado para se obter a martensita nos aos maraging de alto nquel (18 e
25%). Nos aos inoxidveis a serem transformados por este mtodo acredita-se que cerca
de 10% de ferrita delta possa ser benfico para acelerar a precipitao dos carbonetos
nos contornos ferrita/austenita [4].
71
Trabalho a frio: Este processo apenas utilizado por laminao a frio de chapas
finas ou trefilao de arames. Em peas de grande seo, no recomendado porque a
deformao e, conseqentemente, a transformao no acontece uniformemente em todo
o material.
Resfriamento sub-zero: A temperatura M
s
dos aos de transformao controlada
se situa poucos graus abaixo da temperatura ambiente e a temperatura M
f
se encontra por
volta de 100
o
C. Um resfriamento sub-zero at 80
o
C, utilizando-se uma mistura de lcool
e nitrognio lquido, pode transformar a maior parte do material. Temperaturas mais baixas
(at 196
o
C) podem ser alcanadas adicionando-se nitrognio mistura, mas o processo
torna-se mais caro e difcil. Com o resfriamento sub-zero a transformao homogenia,
desde que o material atinge igualmente as mesmas temperaturas. Alm disso, a
martensita que se forma possui todos os elementos de liga em soluo slida, os quais
vo propiciar o endurecimento por precipitao na etapa subseqente.
Envelhecimento por Precipitao
O tratamento de envelhecimento funciona simultaneamente como um revenido e
pode ser assim chamado tambm. Este tratamento usualmente realizado na faixa de
480 a 650
o
C, para se obter boa ductilidade e tenacidade. O material no s resiste bem ao
amolescimento, graas s adies de Mo que provocam endurecimento secundrio, como
tambm endurecido pela precipitao de compostos intermetlicos.
A tabela XVIII apresenta as composies de alguns aos de transformao
controlada. Nestes aos, obtm-se, na forma tratada final, limites de escoamento da
72
ordem de 1200 a 1500MPa e limites de resistncia entre 1400 e 1850MPa, com
alongamentos de 6 a 12%.
Tabela XVIII: Composies qumicas dos aos inox de transformao controlada.
Ao %C %Mn %Si %Cr %Ni %Mo %Al %Cu
17-4 PH (b) 0,10 0,5 0,20 17,4 4,0 - - 2,0
15-7 PH 0,07 0,5 0,2 17,0 7,0 2,5 1,2 -
17-7 PH 0,07 0,50 0,30 17,0 7,1 - 1,1 -
PH 15-7Mo 0,07 0,50 0,30 15,2 7,1 2,2 1,2 -
PH 14-8Mo 0,04 0,02 0,02 15,1 8,2 2,2 1,2 -
AM-350
(a)
0,10 0,75 0,35 16,5 4,25 2,75 - -
AM-355
(a)
0,13 0,85 0,35 15,5 4,25 2,75 - -
(a)
Estes aos contm adio de cerca de 0,10%N para intensificar o endurecimento secundrio.
Nos aos contendo alumnio formam-se os precipitados NiAl e (Ni
3
Al). No ao 17-
4PH(b) adiciona-se 2%Cu que forma precipitados de cobre metlico no envelhecimento. A
figura 30 apresenta as curvas de envelhecimento para este ao nas temperaturas de 400,
450 e 500
o
C.
73
Figura 30: Curvas de envelhecimento do ao 17-4PH.
Alguns aos de transformao controlada podem apresentar o efeito TRIP
(transformation induced plasticity). Neste caso a estrutura deve ser constituda de
martensita e de austenita instvel (com M
d
acima da temperatura ambiente). O fenomno
TRIP ocorre quando o ao for solicitado mecanicamente. A austenita na ponta das trincas
se transforma em martensita, que tem o efeito de frear a propagao das trincas.
III.7. AOS INOXIDVEIS RESISTENTES AO CALOR (LIGAS FUNDIDAS
HK E HP)
74
Os requisitos de um material para servio em altas temperaturas so a boa
resistncia a oxidao na atmosfera de trabalho, a boa resistncia fluncia e fadiga
trmica.
Os aos inoxidveis fundidos de alto Cr e alto Ni foram desenvolvidos para servios
cerca de 1000
o
C, muitas vezes em atmosferas carbonetantes e/ou sulfetantes. Alm dos
altos teores de Cr e Ni, so tambm adicionados os elementos carbono (cerca de 0,40%)
e silcio, que tambm confere boa resistncia oxidao.
As principais aplicaes desses materiais so em equipamentos de processo
petroqumico e metalrgico. Assim, essas ligas fundidas, por centrifugao ou
estaticamente, so encontradas nos fornos e linhas contnuas de tratamento trmico
(grelhas, rolos transportadores, tubos radiantes,...) e nos fornos de reforma e pirlise da
indstria petroqumica.
A tabela XIX apresenta as composies qumicas nominais dos principais aos
inoxidveis fundidos para altas temperaturas. O ao HK40 foi o grau pioneiro,
desenvolvido a partir da composio qumica dos aos trabalhados AISI 310 e AISI S310,
que eram os mais resistentes a altas temperaturas.
75
Tabela XIX: Composies qumicas nominais dos aos fundidos austenticos para altas
temperaturas [37].
Liga C Si Mn Cr Ni Nb P S Outros
HK40 0,41 1,21 1,05 25,3 20,5 - <0,02 <0,01 -
HP40 0,43 1,40 1,18 25,0 35,7 - <0,02 <0,01 -
HP40Nb 0,41 1,52 0,96 25,6 34,8 1,50 <0,02 <0,01 -
HP40Mod. 0,43 1,48 1,00 25,3 34,5 0,80 <0,02 <0,01 microadies
A microestrutura bruta de fuso da liga HK40 apresenta dendritas de austenita com
carbonetos eutticos no espao interdendrtico. O euttico, por sua vez, composto por
uma matriz austentica e carbonetos do tipo M
7
C
3
ou M
23
C
6
. Estes so essencialmente
carbonetos de cromo, mas podem conter tambm pequenos teores de Ni e Si. Durante o
envelhecimento nas altas temperaturas de servio ocorre a precipitao de carbonetos
secundrios na matriz e nos contornos de gro. A boa resistncia fluncia que se obtm
na liga HK40 em relao liga trabalhada AISI 310 creditada estrutura de carbonetos
eutticos primrios e aos carbonetos secundrios que surgem no envelhecimento.
A liga HK40 apresenta uma forte tendncia precipitao de fase durante o
envelhecimento, o que fragiliza o ao em baixas temperaturas e pode comprometer a sua
resistncia fluncia. Surgiram em seguida as ligas HP40 e suas verses modificadas. Na
liga HP40 o teor de Ni mais elevado visou elevar a estabilidade da austenita com relao
formao da fase em altas temperaturas, melhorar a ductilidade e a resistncia
carburao. Por outro lado, o nquel tambm diminui a solubilidade do carbono na
76
austenita, levando a uma maior quantidade de carbonetos eutticos (primrios), os quais
so importantes para evitar o deslizamento de contornos de gro. De fato, Zhu et al. [38]
compararam a resistncia fluncia dos aos HK40 e HP40 a 871
o
C e observaram que
tanto a resistncia fluncia (taxa de deformao no estgio II), como a vida em fluncia
(t
f
) so consideravelmente mais satisfatrias no ao HP40.
G. D. Barbabella et al. [39-40] estudaram os efeitos da adio de nibio na
microestrutura e nas propriedades do ao HP40. Foram investigadas quatro ligas, com
adies crescentes de Nb (0%, 0,69%, 1,23% e 1,97%, em peso). Nessas ligas, na
medida em que se aumentou o teor de Nb, diminui-se o teor de Cr (26%, 24,3%, 22,3%,
20,4%, respectivamente). No estado bruto de fuso as ligas apresentam os carbonetos
eutticos em matriz austentica, ocupando os espaos interdentrticos. No caso da liga
HP40 convencional, o carboneto euttico primrio predominante do tipo Cr
7
C
3
. O
envelhecimento artificial em servio na faixa de 700
o
C a 1100
o
C provoca a transformao
dos carbonetos primrios Cr
7
C
3
em Cr
23
C
6
e a precipitao adicional (secundria) de
carbonetos Cr
23
C
6
na matriz austentica. Com a adio de nibio, a microestrutura bruta
de fuso passa a conter carbonetos de nibio (NbC), alm dos carbonetos Cr
7
C
3
. A
quantidade de carbonetos primrios NbC aumenta e o Cr
7
C
3
diminui com o aumento do
teor de nibio. Os carbonetos de Nb assumem uma morfologia do tipo escrita chinesa,
apresentada na figura 31(b). Na liga mais rica em Nb (1,97%) obteve-se a quantidade
mxima de NbC e o carboneto primrio Cr
7
C
3
foi substitudo por Cr
23
C
6
, efeito esse
creditado diminuio do teor de C disponvel para se combinar com o cromo. Outro
efeito produzido pelo Nb atravs da precipitao de seu carboneto NbC o refinamento da
estrutura bruta de fuso.
77
(a) (b)
Figura 31: Estrutura bruta de fuso da liga HP40 modificado ao Nb: Austenita e
carbonetos eutticos primrios: (a) viso geral (250X); (b) carbonetos
interdendrticos (NbC e Cr
23
C
6
) em detalhe (1000X) (cortesia de
A.F. Ribeiro e L.H. de Almeida/ COPPE/UFRJ)
Figura 32: Estrutura do ao HP40 modificado ao Nb envelhecido: precipitao
secundria nos contornos e na matriz austentica. (cortesia de
A.F. Ribeiro e L.H. de Almeida/ COPPE/UFRJ)
78
O efeito do Nb tambm se faz sentir durante o envelhecimento, onde retarda o
coalescimento dos precipitados secundrios, favorecendo, dessa forma, a resistncia
fluncia da liga. Por outro lado, o carboneto NbC se transforma em fase G (Ni
16
Nb
6
Si
7
)
durante o envelhecimento em temperaturas na faixa de 650 a 1050
o
C. A fase G aparece
geralmente associada a carbonetos ricos em cromo (M
23
C
6
), formados com a expulso do
carbono. Carbonetos de cromo em forma de agulhas tambm podem se precipitar durante
o envelhecimento e, neste caso, so considerados prejudiciais ao desempenho do
material em fluncia. Se por um lado o aumento do teor de Nb e a diminuio do teor de
Cr provocaram o desaparecimento desses precipitados deletrios, por outro a diminuio
exagerada do teor de cromo tambm prejudicial porque diminui a quantidade de
precipitados secundrios. A figura 32 apresenta a microestrutura de um ao HP40
estabilizado ao Nb, onde se observa a precipitao fina (fase G e M
23
C
6
) e os precipitados
em forma de agulhas.
G. D. Barbabella et al. [40] tambm determinaram que o envelhecimento prvio do
ao na temperatura de 700
o
C por 1000 horas aumentou a vida e diminuiu a taxa mnima
de fluncia dos aos ligados a Nb. A liga contendo 1,23%Nb e 22,3%Cr apresentou o
melhor resultado, o que se atribuiu a uma precipitao secundria fina de M
23
C
6
e fase G
e fragmentao dos carbonetos primrios. O desempenho do mesmo ao pr-
envelhecido 900
o
C foi menos satisfatrio, devido ao coalescimento dos precipitados
secundrios e total substituio do NbC pela fase G. Finalmente, no envelhecimento a
1100
o
C, que considerada a temperatura mxima dos tubos em servio, o coalescimento
dos precipitados provoca o pior desempenho em fluncia. Nesta temperatura de
envelhecimento os carbonetos NbC no se transformam em fase G.
79
Os pesquisadores L.H. de Almeida e A. F. Ribeiro [38] estudaram a influncia da
microadio de Ti aos aos HP40 j modificados ao Nb. Analisando o desempenho de
duas ligas, uma contendo 24,83%Cr e 1,34%Nb e a outra contendo 25,50%Cr, 0,74%Nb e
0,04%Ti, foi possvel concluir que o titnio produziu uma sensvel melhora nas
propriedades de fluncia. O teor de 0,04% de titnio provocou um maior refinamento e
fragmentao da estrutura bruta de fuso, produzindo uma estrutura primria menos
alinhada. Alm disso, a estrutura secundria tornou-se mais homognea, dificultando
inclusive a formao dos precipitados deletrios na forma de agulhas. Esse efeito foi
tambm conseguido graas reduo do teor de nibio, o que deixou mais carbono em
soluo slida e, conseqentemente, mais ncleos para precipitao no envelhecimento.
O teor de cromo foi mantido em 25%, fato tambm considerado importante para o
desenvolvimento da precipitao secundria.
A transformao do carboneto NbC em fase G um evento propcio para formao
de cavidades de fluncia, pois ocorre com uma distoro volumtrica. A adio de titnio
produziu carbonetos primrios do tipo (Nb,Ti)C e retardou a transformao destes em fase
G.
Recentemente, outras microadies tm sido experimentadas nos aos HP40 j
modificados ao Nb e ao Ti. No trabalho do pesquisador N. Furtado [42], por exemplo, a
microadio de trio produziu um material ainda mais resistente fluncia e oxidao. O
desenvolvimento desta famlia de aos um assunto ainda bem atual e de grande
interesse para as indstrias do setor petroqumico.
80
PARTE II: SOLDAGEM DOS AOS INOXIDVEIS
Nos tpicos a seguir sero abordados aspectos sobre as principais dificuldades e
solues para soldagem dos aos inoxidveis, alguns deles j abordados nos tpicos
anteriores.
II.1. APLICABILIDADE DOS PROCESSOS DE SOLDAGEM
Praticamente todos os processos de soldagem por fuso podem ser aplicados aos
aos inoxidveis, desde que sejam tomadas algumas precaues, dependendo do
material. No caso da soldagem com proteo gasosa, as misturas base de gases inertes
(argnio e hlio) devem ser utilizadas. O processo MAG (metal active gs, com proteo
base de CO
2
) no deve ser utilizado, devido possibilidade de introduo de carbono na
junta soldada e oxidao dos elementos de liga. tambm para evitar a perda pr
oxidao de elementos de liga importantes como Cr e Ti, que o teor de oxignio deve ser
limitado a 2% na soldagem MIG (metal active gs). A utilizao de hlio em substituio
ao argnio aumenta a voltagem e a potncia do arco (fig. 33), mas pode ser
economicamente proibitiva. As adies de N
2
e H
2
ao gs de soldagem tambm
aumentam a voltagem e a potncia do arco e, dependendo do ao, podem ser usadas
para aumentar a produtividade do processo.
A adio de hidrognio, em geral, restrita soldagem dos aos austenticos. Nos
aos ferrticos e martensticos o hidrognio desaconselhado porque provoca
porosidades e o problema da trinca a frio. Em geral, os teores de hidrognio adicionados
81
ao argnio variam de 0,5% a 5%. Entretanto, Tusek e Suban [43] determinaram que
misturas contendo at 20% H
2
podem ser usadas na soldagem TIG.
O nitrognio pode ser adicionado s misturas para soldagem de aos inoxidveis
austenticos e duplex. Nos aos duplex adiciona-se de 5% a 20%N
2
na soldagem TIG, de
modo a se introduzir nitrognio no metal de solda e na ZTA. Conforme visto, este
elemento importante para as propriedades de resistncia mecnica e corroso dos aos
duplex e, na soldagem, pode ser utilizado como uma das formas de se atingir a
composio de fases ideal para o bom desempenho da junta.
Figura 33: Influncia do gs de proteo na caracterstica esttica do arco de soldagem.
No processo de soldagem a arco manual, os eletrodos revestidos com alma de ao
inoxidvel devem operar com correntes significativamente menores do que os eletrodos de
ao carbono e baixa liga de mesmo dimetro. Isto devido a mais alta resistividade
eltrica dos aos inoxidveis (veja comparao das propriedades fsicas na tabela XX).
Alguns fabricantes produzem eletrodos com alma de ao ao carbono para soldagem de
82
aos inoxidveis. Os elementos de liga (Cr, Ni,...) so adicionados pelo revestimento do
eletrodo. Esses eletrodos podem at ser mais baratos devido a uma maior versatilidade na
sua produo e, alm disso, trabalham com correntes mais elevadas, o que pode
aumentar a produtividade. Porm, duas desvantagens so apontadas: o risco de micro e
macro heterogeneidades na composio qumica do cordo de solda e a grande
incidncia de respingos de ao carbono na chapa de ao inox soldada. Esses dois fatores
podem reduzir a resistncia corroso da junta soldada. Portanto, os eletrodos com alma
de ao ao carbono no so muito recomendados para soldagem de componentes sujeitos
a condies severas de corroso.
Tabela XX: Comparao entre propriedades fsicas dos aos inoxidveis e ao carbono
[44].
Propriedade Inox
austenticos
Inox
ferrticos
Inox
martensticos
Ao-C
Densidade (g/cm
3
) 7,8 - 8,0 7,8 7,8 7,8
Mdulo de Elasticidade (GPa) 192 - 200 200 200 200
Exp. Trm. (0 a 540
o
C) (10
-6
m/m
o
C) 17 19,2 11,2 12,1 11,6 12,1 11,7
Cond. Trmica (W/m.K) 18,7 22,8 24,4 26,3 28,7 60
Resistividade eltrica (10
-8
W.m) 69 108 59 - 67 55 - 72 12
II.2. SOLDAGEM DOS AOS INOXIDVEIS MARTENSTICOS
O grande problema da soldagem dos aos inoxidveis martensticos a trinca a
frio. Este um tipo de defeito metalrgico tpico de aos de alta temperabilidade, uma vez
83
que a martensita uma microestrutura extremamente frgil e susceptvel fragilizao
pelo hidrognio. A trinca a frio sempre associada ao do hidrognio, que entra na
junta soldada atravs dos consumveis (gs e metal de adio) ou devido m limpeza do
metal de base. Alm da microestrutura susceptvel e do H
2
, a presena de tenses trativas
fundamental para a ocorrncia da trinca. Tenses trativas podem se desenvolver
durante ou logo aps a soldagem. Por isso a trinca a frio pode acontecer num perodo de
at 48 aps a soldagem.
Medidas para se evitar a trinca a frio
- Evitar a contaminao da solda por hidrognio: So medidas que devem ser
tomadas na soldagem de aos de alta temperabilidade: limpeza do metal de base,
eliminando-se resduos de graxas e hidrocarbonetos; soldagem com gs de proteo
isento de hidrognio; utilizao de eletrodos revestidos de baixo hidrognio e secagem e
estocagem dos mesmos em estufa a cerca de 300
o
C, conforme instrues do fabricante.
- Pr-aquecimento: Esta outra forma de se minimizar os riscos de trinca a quente
nos aos temperveis. O pr-aquecimento diminui a taxa de resfriamento da junta soldada
e, dessa forma pode contribuir para o escape de parte do hidrognio do material. Em boa
parte dos aos ao carbono e baixa liga pode-se evitar a microestrutura martenstica na
ZTA atravs do pr-aquecimento. Nos aos inox martensticos isto no possvel, devido
alta temperabilidade conferida pelos elementos de liga. Entretanto, uma considervel
diminuio da dureza pode ser obtida, o que bastante desejvel.
- Revenido: Nos aos de mais alto carbono (C>0,20%), recomenda-se que o
revenido seja realizado logo aps a solda, e neste caso, tambm se emprega o termo ps-
84
aquecimento. O revenido deve cumprir as funes de modificao microestrutural para
aumento da tenacidade e alvio de tenses. A microestrutura resultante, que recebe
muitas vezes o nome de martensita revenida, deve ser constituda de ferrita + carbonetos
uniformemente distribudos. Para tal, a temperatura de pr-aquecimento deve ser pelo
menos 100
o
C abaixo de M
s
e nunca superior a ela. Isso porque, caso o revenido seja
realizado a partir de uma estrutura austentica, os carbonetos se precipitam
preferencialmente nos contornos de gro, fragilizando o ao [8], ao passo que, se
realizado a paritir de uma estrutura martenstica a precipitao de carbonetos ser
uniforme.
Soldagem com eletrodos austenticos
A soldagem com eletrodos de aos inoxidveis austenticos outra medida que se
toma para evitar a trinca a frio em aos de alta temperabilidade (inoxidveis ou no). Um
dos fatores que provoca a trinca a frio o fato de que o hidrognio que entra na junta fica
aprisionado na estrutura martenstica frgil. Geralmente, a regio mais propensa ao
trincamento aquela que se transforma por ltimo em martensita. O hidrognio, como tem
alta solubilidade na austenita, vai se difundindo no sentido de escapar da frente de
transformao, procurando as regies austenticas que restam, e acaba por se concentrar
em maior teor na ltima regio a se converter em martensita. Infelizmente, essa regio
costuma ser a ZTA de gros grosseiros, que j rene outros fatores agravantes como o
prprio tamanho de gro e a presena costumeira de entalhes (p. ex.: mordeduras).
85
Ao se utilizar um metal de solda austentico, este servir como um armazenador do
hidrognio sido introduzido na soldagem. Ao mesmo tempo que atrai e dissolve o
hidrognio da ZTA, a austenita no susceptvel fragilizao. Eletrodos de ao
austentico (312, 309L, 309Mo) so, sobretudo, indicados para soldagem dos aos AISI
440 A, B e C, de altssima temperabilidade, conforme mostra a tabela XXI.
Tabela XXI: Opes de metal de adio para soldagem de aos inox martensticos.
Tipo de consumvel
Tipo de ao (AISI) 1
a
opo 2
a
opo
410 410 309L / 309Mo
420 410 309L / 309Mo
431 431 308L / 308
440A 312 309L / 309Mo
440B 312 309L / 309Mo
440C 312 309L / 309Mo
Algumas ressalvas, entretanto, devem ser feitas quanto a utilizao de eletrodos
austenticos para soldagem de aos martensticos:
1 metal de solda e metal de base possuem resistncias mecnicas muito
diferentes. Mesmo estando no estado recozido, o metal de base possuir maior limite de
escoamento do que o metal de solda.
2 O tratamento trmico ps-soldagem usual acima de 650
o
C no deve ser
realizado, pois pode provocar a sensitizao do metal de solda. Alm da sensitizao,
conforme veremos, os eletrodos austenticos devem fornecer depsitos contendo at 10%
86
de ferrita delta. Um tratamento trmico a 650
o
C pode provocar a formao de fase sigma a
partir desta ferrita delta que muito rica em cromo.
II.3. SOLDAGEM DOS AOS INOXIDVEIS FERRTICOS
A soldagem dos aos inoxidveis ferrticos uma das mais problemticas, devido a
diversos fenmenos de fragilizao que podem ocorrer na junta soldada.
Crescimento de Gros
A figura 34 mostra o acentuado crescimento de gros que se observa numa
amostra de ao inoxidvel AISI 430, quando submetido a uma solda autgena TIG.
A figura 35 mostra o efeito do tamanho de gro na temperatura de transio dctil
frgil. Quanto menor o tamanho de gro ASTM, ou seja, quanto maiores os dimetros dos
gros, maior a temperatura de transio dctil-frgil. A partir do tamanho de gro ASTM 5
a temperatura de transio se torna maior do que a temperatura ambiente.
87
Figura 34: Crescimento de gros em solda autgena de ao inoxidvel ferrtico.
Figura 35: Relao entre a temperatura de transio dctil-frgil do ao inoxidvel
ferrtico.
88
Para minimizar o crescimento de gros na ZTA e no metal de solda, podem ser
utilizados aos ao Ti ou ao Nb. Esses elementos formam carbonetos finos (TiC e NbC)
que retardam o crescimento de gros. inevitvel, porm, que regies aquecidas acima
de 1200
o
C experimentem o crescimento de gros.
Algumas medidas de refino de gro podem ser adotadas no processo de soldagem,
como por exemplo:
- Martelamento: Visa criar deformao plstica para propiciar a recristalizao do
metal de solda e da prpria ZTA. Serve tambm como mtodo para alvio de tenses.
Entretanto, devido ao difcil controle, esta tcnica pode surtir o efeito contrrio ao desejado
com a criao de trincas.
- Oscilao do eletrodo de soldagem: Provoca variaes trmicas que podem
refundir braos dentrticos, aumentando a quantidade de ncleos e, dessa forma,
refinando a microestrutura do metal de solda.
- Soldagem com poa de fuso com formato elptico, ao invs da gota alongada
(figura 36). O formato do tipo "gota elptica" fornece melhores propriedades do que o
"formato alongado", pois os gros so obrigados a se curvar de modo a acompanhar a
variao do gradiente mximo de temperaturas (direo de mxima extrao de calor)
*
.
Assim tambm obtm-se um crescimento mais competitivo, que produz gos mais finos e
uma melhor distribuio das impurezas. Esses efeitos no ocorrem com o formato
alongado porque a direo do gradiente de mxima extrao de calor no varia. A
diferena entre o formato elptico e o alongado obtida atravs dos controles dos
*
A diero de mxima extrao de calor dada pela normal superfcie da poa de fuso.
89
parmetros de processo, especialmente da velocidade de soldagem. A gota elptica
obtida com velocidades menores do que a gota alongada.
Fig. 36: Influncia do formato da gota na morfologia dos gros colunares: (a) gota
alongada e (b) gota elptica.
- A soldagem com baixo aporte de calor, sempre que possvel, tambm
recomendada, pois diminui a regio super-aquecida.
Formao de Martensita
Muitos dos aos inoxidveis ferrticos comerciais, devido larga faixa de
composio qumica, podem apresentar pequenos teores de martensita, sendo por isso
chamados de semi-ferrticos. Estes teores tendem a aumentar numa operao de
soldagem devido a efeitos como segregao de elementos de liga nos contornos de gro,
tanto no metal de solda, como na ZTA.
90
A martensita formada preferenciamente nos contornos de gro da ZTA e do metal
de solda (figura 37), contribui para a queda de tenacidade nessas regies. A converso
desta martensita em ferrita mais carbonetos pode ser feita em um tratamento trmico a
cerca de 800
o
C. Este tratamento promove um ganho de tenacidade e serve tambm como
alvio de tenses.
O controle da composio qumica tambm pode ser usado para se evitar a
transformao martenstica no ao ferrtico:
- As adies de Nb e Ti reduzem a quantidade de martensita, seja quando
estes elementos ferritizantes esto em soluo slida, ou quando esto
precipitados na forma de carbonetos e carbonitretos, e dessa forma
retiram carbono e nitrognio de soluo slida.
- Outros elementos ferritizantes, tais como Al, Mo e Si, tambm reduzem as
chances de se obter martensita na junta soldada.
- A diminuio dos teores dos elementos intersticiais C e N reduz ou
elimina a martensita do ao.
Fig.37: Microestrutura de um ao AISI 430, mostrando martensita intergranular na ZTA.
3 m
91
Fase Sigma
Em termos prticos, a precipitao de fase sigma pode ocorrer na soldagem de
aos ferrticos de mais alto Cr (25%). Nestes aos a cintica de precipitao da fase
sigma bem mais rpida do que nos aos com mais baixo cromo (17%). Devem ser
evitados procedimentos que favoream a permanncia prolongada na faixa de
precipitao da fase sigma (entre 500
o
C e 800
o
C), tais como processos com alto aporte de
calor, soldagem multi-passe, pr-aquecimento ou tratamentos trmicos nessa faixa de
temperaturas.
Precipitao de Carbonetos e carbonitretos de Cr
Conforme explicado, os carbonetos e carbonitretos de cromo se formam nos aos
inoxidveis ferrticos a partir de 900
o
C. Estas fases fragilizam os contornos de gro e
diminuem a resistncia corroso nas regies logo adjacentes. Uma vez sensitizado o
ao ferrtico pode ser tratado em temperaturas na faixa de 650
o
C a 850
o
C para eliminar os
gradientes de composio de cromo. Esse tratamento aumenta a resistncia corroso.
Outra soluo para se evitar a fragilizao e a perda de resistncia corroso pela
sensitizao a drstica reduo dos teores de C e N, atravs de processos de refino a
vcuo. Os chamados aos de teor extra-baixo de intersticiais (extra low intertitial)
possuem tambm baixssimos teores de impurezas como enxofre, oxignio hidrognio.
Esses aos foram desenvolvidos especialmente para componentes a serem soldados,
uma vez que so pouco susceptveis sensitizao e formao de martensita.
92
Pr-aquecimento e tratamento trmico ps-soldagem
Na soldagem dos aos inoxidveis ferrticos recomenda-se o pr-aquecimento da
junta em temperaturas que podem variar de 70
o
C a 300
o
C. Este procedimento permite:
- aliviar tenses de soldagem;
- promover o escape de hidrognio, o que particularmente importante
quando o ao apresentar martensita nos contornos de gro, devido a
soldagem.
Os tratamentos trmicos ps-soldagem so realizados na faixa de 650
o
C a 850
o
C e
podem ter, conforme visto, vrias utilidades:
- decomposio da martensita em ferrita mais carbonetos (revenido em
altas temperaturas);
- eliminao de gradientes de composio qumica de cromo criados com a
precipitao de carbonetos e carbonitretos em altas temperaturas
(>900
o
C);
- alvio de tenses.
Nos aos de mais alto Cr (AISI 442, 446) o tratamento deve ser realizado em
temperaturas acima de 800
o
C para se evitar a faixa de precipitao de fase sigma. O
resfriamento deve ser rpido pelo mesmo motivo. Nos aos de mais baixo Cr (AISI 405,
409, 430) o tratamento trmico pode ser realizado na faixa de 650
o
C a 760
o
C.
93
Opes de metal de adio
A tabela XXIII apresenta as opes de metal de adio recomendadas para
soldagem dos principais graus de aos ferrticos. interessante notar a sugesto de
diversos graus austenticos (srie 3XX). Face aos problemas de baixa tenacidade da junta
soldada dos aos inoxidveis ferrticos, a utilizao de metal de adio austentico passou
a ser uma boa opo. Este um material muito mais dctil, e sua solidificao no resulta
em enormes gros colunares, conforme se obtm com material ferrtico. Deve-se estar
atento, porm, ao fato de que o coeficiente de expanso trmica dos dois materiais bem
diferente (ver tabela XXIII). O ao austentico se expande muito mais do que o ferrtico,
fato que pode provocar um nvel considervel de tenses residuais oriundas da soldagem
ou da utilizao em servios de grande variao de temperatura. As tenses
desenvolvidas na soldagem podem gerar trincas na ZTA ferrtica de gros grosseiros.
Esse problema pode ocorrer tambm nas juntas de ao martenstico soldadas com metal
de adio austentico.
Outro fator a se considerar na escolha do consumvel que uma junta com metal
de adio austentico no deve ser tratada na faixa 650
o
C a 850
o
C aps a soldagem, pois
nestas temperaturas o ao austentico do cordo pode ser sensitizado. Em se tratando de
um metal de solda com teor elevado de ferrita delta, o tratamento trmico ps-soldagem
tambm pode provocar a fragilizao por formao de fase sigma nas regies ferrticas.
94
Tabela XXIII: Eletrodos recomendados para soldagem de aos inox ferrticos.
Metal de base Metal de adio recomendado
AISI Classificao UNS 1
a
opo 2
a
opo 3
a
opo
405 S40500 430 309L / 309Mo 308
409 S40900 309L / 309Mo 312 (Weldall) 309L / 309Mo
430 S43000 430 308 / 308L 309L / 309Mo
442 S44200 316L 318 309L / 309Mo
444 S44400 316L 318 309L / 309Mo
446 S44600 308 / 308L 309L / 309Mo 310
II.4. SOLDAGEM DOS AOS INOXIDVEIS AUSTENTICOS
A figura 38 apresenta a zona fundida e a ZTA de uma junta em ao inoxidvel
austentico. Nota-se uma grande diferena entre o metal de solda e o metal de base
(trabalhado). O metal de solda dos aos 18Cr-10Ni possui uma estrutura mista de ferrita e
austenita. O ao se solidifica como austenita e ferrita e as altas taxas de resfriamento
tpicas dos processos de soldagem causam a reteno de considerveis teores de ferrita
no metal de solda. Alm disso, a segregao de elementos de liga tambm contribui para
a ocorrncia de ferrita no metal de solda.
95
Figura 38: Junta soldada de ao inoxidvel austentico AISI 304.
Trinca a Quente
Um dos grandes problemas da soldagem dos aos inxoxidveis austenticos a
alta susceptibilidade ocorrncia de trincas a quente. Este um tipo de defeito
metalrgico que ocorre devido segregao de elementos de liga ou impurezas, a qual
cria regies frgeis ou de baixo ponto de fuso. Essas regies, mesmo em altas
temperaturas, no resistem s tenses trativas que se desenvolvem durante a soldagem.
A trinca a quente que ocorre no metal de solda, devido segregaes
interdentrticas, recebe o nome de trinca de solidificao. A trinca que ocorre na ZTA, e
geralmente causada por segregao nos contornos de gro, recebe o nome de trinca de
liquao.
Influncia dos elementos de liga: Alguns elementos de liga e impurezas
aumentam a trinca a quente. o caso dos elementos Ni, Nb, Si, O, S e P.
40 m
MS
ZTA
96
O mangans, embora possa abaixar o ponto de fuso das regies dendrticas,
juntamente com o silcio e o nquel, considerado um elemento benfico pelo menos por
dois motivos: 1 - reduz o efeito deletrio do enxofre, porque forma um sulfeto de mais alto
ponto de fuso que o ferro e o nquel; e 2 um elemento desoxidante e, como tal,
utilizado para refinar o metal de solda.
Nos aos austenticos comuns (%C 0.08%) o aumento do teor de carbono
aumenta a susceptibilidade trinca a quente. Nos aos fundidos de alto carbono (ligas
fundidas para altas temperaturas), o alto teor de carbono (C 0.40%) garante uma boa
resistncia ao trincamento a quente.
Ferrita delta: A presena de 4 a 10% de ferrita delta no metal de solda, juntamente
com o controle dos elementos deletrios (%Si < 0,5%, %S < 0,03%, %P% < 0,03%),
considerada a melhor medida para se evitar a trinca a quente de soldidificao. A figura
39 mostra em detalhe a microestrutura ideal para o metal de solda, contendo cerca de 6%
de ferrita delta. Cadenet e Castro [8] apresentam duas explicaes para o efeito benfico
da ferrita delta: 1 ela tem maior capacidade de se deformar em altas temperaturas, o que
seria importante para aliviar as tenses geradas durante o processo; e 2 mesmo em
percentuais de 5 a 10%, h um efeito de refino de gro, impedindo que se obtenha uma
estrutura de gros colunares com alta concentrao de elementos deletrios nos
contornos.
Outros efeitos da ferrita delta no cordo de solda so o aumento da resistncia
mecnica e a diminuio da tenacidade. Ela tambm provoca o aumento da resistncia
corroso sob tenso por cloretos. Por outro lado, aos contendo Mo (AISI 316 e 317)
sofrem corroso seletiva da ferrita quando em contato com uria aquecida [46].
97
Figura 39: Metal de solda austentico, contendo 6% de ferrita delta.
Sensitizao e Corroso intergranular
Outro problema encontrado na soldagem de aos inoxidveis austenticos a
sensitizao na faixa de 450
o
C
a 900
o
C. As regies da ZTA que tenham experimentado
temperaturas nessa faixa estaro, portanto, sujeitas ao problema. A figura 40 mostra uma
regio sensitizada na ZTA de um ao AISI 304.
O perfil de temperaturas mximas a partir da linha de fuso numa solda de topo a
chamada curva de partio trmica, dada pela equao II.1. A velocidade de resfriamento
na ZTA e o tempo de permanncia da junta na faixa de sensitizao (450
o
C 900
o
C)
podem ser estimados pelas equaes II.2, II.3, II.4 e II.5, de acordo com o regime de
escoamento do calor na junta (bi-dimensional ou tri-dimensional).
o f o m
T T H
CeX
T T
+ =
1 13 , 4 1
II.1
98
( )
H
T T K
v
o
R
2
2
=
(chapa grossa, escoamento tri-dimensional) II.2
( )
3
2
2
o R
T T
H
e
C K v |
\
|
= (chapa fina, escoamento bi-dimensional) II.3
|
|
\
|
=
o o
T T k
H
t
900
1
450
1
2
450 900
(chapa grossa) II.4
(
(
|
|
\
|
|
|
\
|
\
|
=
2 2
2
450 900
900
1
450
1
4
1
o o
T T e
H
C k
t
(chapa fina, escoamento bi-dimensional) II.5
Sendo: H = Aporte de calor (J/mm)
X = distncia linha de fuso (mm)
T = Temperatura de interesse (
o
C)
T
o
= temperatura de pr-aquecimento (
o
C)
T
m
= temperatura mxima (
o
C)
T
f
= temperatura de fuso (
o
C)
= densidade do material (g/mm
3
)
C = calor especfico (J/g.
o
C)
k = condutividade trmica (J/mm.s.
o
C)
e = espessura (mm)
A aplicao dessas equaes mostra que a faixa do material que experimenta
temperaturas mximas superiores a 450
o
C aumenta com o aporte de calor (H) e com a
temperatura de pr-aquecimento (T
o
). Alm disso, a velocidade de resfriamento diminui e
o tempo de permanncia entre 900
o
C e 450
o
C durante o resfriamento aumenta com o H e
99
T
o
. Conclui-se, portanto, que a sensitizao estar mais propensa a ocorrer nos processos
de alto aporte de calor, bem como nas operaes de soldagem multipasse. Por outro lado,
a soldagem dos aos inoxidveis austenticos dispensa qualquer tipo de pr-aquecimento,
uma vez estes aos no so susceptveis trinca a frio e o pr-aquecimento s
favoreceria a criao de uma extensa camada sensitizada na ZTA.
Figura 40: ZTA de gros grosseiros sensitizada em solda de ao inox AISI 304.
Regenerao de uma junta sensitizada: A regenerao de uma junta soldada
sensitizada de ao austentico s pode se dar mediante o tratamento trmico de
senstizao (1100
o
C seguido de resfriamento rpido). A realizao deste tratamento
trmico nem sempre possvel, devido ao tamanho e/ou localizao do componente.
Tratamentos trmicos localizados realizados em campo com mantas aquecedoras,
embora possam regenerar a rea aquecida, podem tambm criar uma regio sensitizada
100
logo adjacente regio aquecida. Outro fator a considerar a criao de tenses
residuais devido ao tratamento trmico e o subseqente resfriamento rpido. Todos esses
fatores tornam complicada a tarefa de regenerar um ao inox austentico sensitizado
durante a soldagem.
Evitando a sensitizao: Conforme explicado, no que se refere ao processo de
soldagem, deve-se especificar procedimentos com aporte de calor no muito elevado e
sem qualquer tipo de pr-aquecimento.
Entretanto, na escolha dos metais de base e de adio que se pode evitar a
sensitizao da junta. A escolha de aos de baixo carbono (%C<0,03%), como os graus
AISI 304L, 316L, uma excelente opo. Esses aos so praticamente imunes
sensitizao durante a solda, embora no devam ser tratados termicamente nem
resfriados lentamente na faixa de sensitizao.
Os aos estabilizados ao Ti ou Nb (AISI 321 e AISI 347) so igualmente
recomendados, principalmente em utilizaes onde o material v experimentar
temperaturas na faixa de sensitizao. So tambm recomendados quando se deseja
realizar um tratamento trmico ps-soldagem de alvio de tenses, procedimento que se
exige em alguns casos onde h risco de corroso sob tenso. A tabela IX (captulo I)
apresenta as duas opes de tratamento para alvio de tenses desses aos.
Fase Sigma
Conforme visto, teores de ferrita delta na faixa de 4% a 10% so objetivados para
se evitar a trinca a quente no metal de solda. Entretanto, teores superiores a 10% so
101
indesejveis, pois tornam o cordo muito susceptvel fragilizao pela formao de fase
sigma. A ferrita delta, que se forma nos espaos interdendrticos muito rica em Cr e
outros elementos ferritizantes que favorecem a precipitao de fase sigma. Mesmo
cordes contendo teores de ferrita delta na faixa de 4% a 10% podem ser fragilizados
quando tratados na faixa de precipitao da fase sigma. Este um fato a ser lembrado
quando forem utilizados eletrodos da srie 3XX na soldagem de aos martensticos e
ferrticos. Nestes casos, no devem ser especificados tratamentos trmicos ps-soldagem
na faixa de 500
o
C a 800
o
C.
Corroso risco de faca
A corroso risco de faca, ou corroso incisiva, um problema que pode ocorrer na
ZTA das juntas soldadas dos aos estabilizados ao titnio e ao nibio (graus AISI 347 e
321). H pelo menos duas explicaes na literatura para este tipo de defeito. A primeira,
encontrada na referncia [8], relata que o problema ocorre quando a solda do ao
estabilizado utilizada em solues concentradas de cido ntrico. Durante o aquecimento
em altas temperaturas os contornos de gro comeam a se fundir. A fase lquida nessas
regies se enriquece de carbono e titnio (ou nibio). Com o resfriamento rpido forma-se
um precipitado de forma euttica (lamelar) altamente susceptvel ao ataque por cido
ntrico. O carboneto de TiC especialmente susceptvel a esse ataque. Segundo Cadenet
[8], portanto, o mecanismo desse tipo de corroso difere do mecanismo provocado pela
precipitao de carbonetos de cromo, e para tal problema no h tratamento regenerativo.
102
Entretanto, uma outra explicao pode ser encontrada em literatura mais recente
[7,46]. Segundo estas referncias, a corroso risco de faca seria causada pela
precipitao de carbonetos M
23
C
6
(M=Cr) na faixa de temperaturas onde esta precipitao
mais rpida do que a dos carbonetos de Ti e Nb (entre 500
o
C a 850
o
C). Isto ocorre
porque os carbonetos de Ti e Nb so dissolvidos no aquecimento acima de 1150
o
C.
Segundo Padillha e Guedes [7], a adio de teores crescentes de Ti e Nb reduzem a
susceptibilidade a esse tipo de corroso. Alm disso, um tratamento trmico de
solubilizao a 1060
o
C seguido de resfriamento rpido e tratamento de estabilizao na
faixa de 880 a 950
o
C realizados aps a soldagem diminuem o risco de ocorrncia da
corroso risco de faca.
Trinca de reaquecimento em aos estabilizados ao titnio e nibio
Outro problema que pode surgir em componentes soldados dos aos estabilizados
a trinca de reaquecimento durante o tratamento trmico de alvio de tenses ou de
estabilizao aps a soldagem. O problema pode ser tambm desencadeado durante o
uso em temperaturas elevadas aps a soldagem.
O mecanismo mais aceito para a fissurao no reaquecimento descrito por
Chainho e colaboradores [46]: durante a soldagem ocorre a solubilizao dos carbonetos
e crescimento de gros na ZTA. Durante o tratamento trmico ou servio em temperaturas
na faixa de 550
o
C e 930
o
C as tenses residuais so relaxadas atravs de
microdeformaes por fluncia. Nesta faixa de temperaturas ocorre a precipitao no
interior do gro de carbonetos de Nb (ou Ti), induzida por tenso. Essa precipitao fina
103
faz com que o interior dos gros fique mais resistente do que os contornos. Como
conseqncia, ocorre a concentrao das deformaes por fluncia nos contornos de
gro, onde no h inicialmente precipitados finos de Nb e sim algumas partculas
grosseiras de Cr
23
C
6
. Essa deformao localizada pode levar formao de trincas
intergranulares. Atribui-se este tipo de trinca a uma baixa ductilidade fluncia, ou seja,
uma incapacidade local do material absorver as deformaes provocadas pelo
reaquecimento.
A soluo para se evitar este tipo de trinca realizar o reaquecimento em
temperaturas mais elevadas (950 1000
o
C), onde a precipitao de carbonetos de Nb e
Ti ocorre de forma grosseira e, dessa forma, no causa endurecimento acentuado no
interior do gro.
Metal de adio
A tabela XXIII apresenta a composio qumica dos principais tipos de eletrodos de
ao inoxidvel austentico. A bem da verdade, excetuando os eletrodos do tipo E307 e
E310, os demais possuem microestrutura balanceada para fornecer um depsito com pelo
menos 4% de ferrita delta. Os eletrodos austenticos, conforme visto, podem ser tambm
utilizados para soldagem de aos ferrticos e martensticos, bem como na soldagem (de
reparo ou no) de aos ao carbono ou ligados.
104
Tabela XXXII: Faixas de composio dos eletrodos revestidos de ao iinox austentico,
segundo a norma AWS A5.4.
AWS C Cr Ni Mo Mn Si P S Cu
E307 0.13 18.0-20.5 9.0-10.5 0.5-1.5 3.30-4.75 0.90 0.04 0.03 0.50
E308 0.08 18.0-21.0 9.0-11.0 0.5 0.5-2.5 0.90 0.04 0.03 0.50
E308L 0.03 18.0-21.0 9.0-12.0 0.5 0.5-2.5 0.90 0.04 0.03 0.50
E308MoL 0.03 18.0-21.0 9.0-12.0 2.0-3.0 0.5-2.5 0.90 0.04 0.03 0.50
E309 0.15 22.0-25.0 12.0-14.0 0.5 0.5-2.5 0.90 0.04 0.03 0.50
E309L 0.03 22.0-25.0 12.0-14.0 0.5 0.5-2.5 0.90 0.04 0.03 0.50
E309MoL 0.03 22.0-25.0 12.0-14.0 2.0-3.0 0.5-2.5 0.90 0.04 0.03 0.50
E310 0.20 25.0-28.0 20.0-22.5 0.5 1.0-2.5 0.75 0.04 0.03 0.50
E312 0.15 28.0-32.0 8.0-10.5 0.5 0.5-2.5 0.90 0.04 0.03 0.50
E316 0.08 17.0-20.0 11.0-14.0 2.0-2.5 0.5-2.5 0.90 0.04 0.03 0.50
A tabela XXXIII apresenta as opes de metal de adio recomendadas para
soldagem dos principais graus de aos inoxidveis austenticos.
105
Tabela XXIV: Eletrodos revestidos indicados para soldagem dos aos inox
austenticos.
Metal de base Metal de adio recomendado
AISI UNS 1
a
opo 2
a
opo
201 S20100 308 / 308L 316L
202 S20200 308 / 308L 316L
301 S30100 308 / 308L 316L
302 S30200 308 / 308L 316L
304 / 304L S30400 / S30403 308 / 308L 316 / 316L
316 / 316L S31600 / S31603 316 / 316L 318
310 S31000 310 312
321 S32100 347 318
347 S34700 347 318
303Se * S30323 312 309Mo
(*) Ao de boa usinabilidade ligado ao selnio para soldar esse ao utiliza-se o eletrodo E312
que apresenta alta resistncia trinca a quente.
II.5. DIAGRAMA DE SCHAEFFLER
O diagrama de Schaeffler (figura 41) um diagrama prtico, utilizado para
determinar a estrutura metalrgica final da junta soldada. A estrutura obtida estar em
funo do cromo equivalente (eixo das abscissas) e do nquel equivalente (eixo das
106
ordenadas), os quais so calculados em funo da composio qumica, atravs das
seguintes equaes:
Cr
eq.
=%Cr + %Mo + 1,5(%Si) + 0,5(%Nb)
Ni
eq.
=%Ni + 30(%C) + 0,5(%Mn)
Figura 41: Diagrama de Schaeffler.
A figura 42 mostra o diagrama de Schaeffler dividido em 4 regies crticas. Em cada
uma dessas regies predomina um problema metalrgico que surge devido soldagem:
Regio I: Fragilizao devido ao crescimento de gros;
Regio II: Fragilizao devido formao de fase sigma;
Regio III: Trinca a frio;
Regio IV: Trinca a quente;
107
A regio aproximadamente triangular delimitada em vermelho considerada ideal
para o metal de solda, ou seja, uma estrutura austentica com cerca de 5 a 15% de ferrita
delta.
Figura 42: As quatro regies do diagrama de Schaeffler.
Conceito de diluio
Para se utilizar o diagrama de Schaeffler fundamental o conceito de diluio. Ela
representa o grau de contribuio da composio qumica do metal de base para a
108
composio final do metal de solda. Assim, num processo de soldagem autgena a
diluio seria 100%, ao passo que num processo de brazagem a diluio de 0%.
Em termos prticos, a diluio numa junta dissimilar pode ser calculada da seguinte
maneira:
% 100
) %( ) %(
) %( ) %(
=
MB MA
MS MA
X II.5
Sendo: X = diluio (%)
%(MA) = % do elemento no metal de adio;
%(MS) = % do elemento no metal de solda;
%(MB) = % do elemento no metal de base.
Exemplo 1: Clculo da diluio de um processo onde a soldagem com um metal de
adio contendo 13%Ni unindo duas chapas contendo 12%Ni, resultou num metal de
solda contendo 12,7%Ni.
% 30 % 100
1
3 , 0
% 100
12 13
7 , 12 13
= =
= X
Exemplo 2: Clculo da diluio de um processo onde a soldagem de reparo de um
ao ao carbono (0,45%C) com um metal de adio de ao inox E309L (%C=0,03%)
resultou num metal de solda com 0,06%C. (No caso de aos ao carbono, considera-se
uma perda de 50% do carbono devido descarbonetao em altas temperaturas).
% 15 % 100
195 , 0
03 , 0
% 100
225 , 0 03 , 0
06 , 0 03 , 0
=
= X
109
A diluio funo do tipo de processo de soldagem e, num mesmo processo, vai
ser influenciada pelos parmetros de soldagem. Por exemplo, a diluio aumenta com a
corrente e com a velocidade de soldagem empregada. A tabela XXV apresenta faixas de
valores tpicos de diluio obtidas nos processos mais usuais de soldagem.
Tabela XXV: Valores tpicos de diluio de acordo com o processo de soldagem.
Processo Faixa de diluio (%)
TIG (GTAW) 20 - 40
MIG (GMAW) 20 40
Eletrodo Revestido (SMAW) 20 30
Arco submerso (SAW) 30 - 40
Exemplos de uitilizao do diagrama de Schaeffler
Exemplo 1: Soldagem dissimilar de um ao SAE 4340 (ao baixa liga de alta
temperabilidade) com eletrodo austentico. Selecionar o eletrodo mais apropriado entre os
tipos AWS 308L, 309L, 309MoL e 312, considerando um processo de soldagem com
diluio de 25%.
Conforme explicado anteriormente, a soldagem de aos de alta temperabilidade
com eletrodos austenticos um pritca utilizada para se evitar a trinca a frio. A escolha do
eletrodo deve ser feita de modo a se obter no metal de solda uma microestrutura de
austenita com 5 a 10% de ferrita delta. Para tal deve-se levar em considerao a
composio qumica dos materiais de adio a serem analisados e do metal de solda e a
diluio do processo.
110
A tabela XXVI apresenta o clculo do cromo equivalente a partir das composies
qumicas mdias do metal de base e dos materiais envolvidos. Os materiais so ento
posicionados no diagrama de Schaeffler na figura 34, segundo a identificao sugerida na
tabela XXVI.
Tabela XXVI: Clculo do cromo equivalente e do nquel equivalente para o exemplo 1.
Material %Cr %Mo %Ni %C %Nb %Si %Mn Ni eq. Cr eq. Fig.42
SAE4340 1,85 0,25 0,80 0,40 - 0,03 0,40 7,0* 2,15 1
AWS308L 19,5 0,5 10,5 0.03 - 0,90 1,5 12,15 21,35 2
AWS309L 23,5 0,5 13,0 0,03 - 0,90 1,5 14,65 25,35 3
AWS309MoL 23,5 2,5 13,0 0,03 - 0,90 1,5 14,65 27.35 4
AWS312 29,0 0,5 9,25 0,10 - 0,90 1,5 13,00 30,85 5
(*) No caso de aos baixa liga, considera-se uma perda de 50% do %C durante a fuso.
Figura 43: Pontos correspondentes aos metais da tabela XXIV no diagrama de Schaeffler.
111
Num passo seguinte, o leitor deve traar uma linha ligando o metal de base (ponto
1) a cada um dos materiais de adio (pontos 2, 3, 4 e 5). Feito isso, hora de levar em
conta a diluio. A linha que liga o metal de base a um determinado metal de adio deve
ser graduada de 0 a 100%. Dessa forma se determina a composio qumica do metal de
solda, no ponto correspondente a 25% de diluio.
Seguindo as instrues acima e determinando as microestruturas do metal de solda
na figura 43, o leitor vai observar que com o eletrodo AWS 308L obtm-se uma
microestrutura de martensita e austenita, no recomendada por ser susceptvel trinca a
frio. Com o eletrodo AWS 309L obtm-se uma estrutura quase que totalmente austentica,
contendo menos que 5% de ferrita delta e, portanto, susceptvel a trinca a quente. O
eletrodo AWS 309MoL fornece uma estrutura de austenita com 10% de ferrita delta, que
considerada ideal. O eletrodo AWS 312 neste caso vai fornecer uma estrutura contendo
cerca de 15% de ferrita delta, teor j considerado elevado demais.
Exemplo 2: Soldagem dissimilar de um ao inox martenstico AISI 440A com eletrodo
austentico. Selecionar o eletrodo mais apropriado entre os tipos AWS 308L, 309L,
309MoL e 312, considerando um processo de soldagem com diluio de 30%.
A tabela XXVII apresenta a composio qumica mdia e os valores calculados de
nquel equivalente e cromo equivalente. Os materiais so, ento, posicionados no
diagrama de Schaeffler da figura 44. Nota-se ento uma falha no diagrama de Schaeffler,
que prev uma estrutura 100% austentica para o ao AISI 440A. Isso provavelmente se
112
deve ao fato do diagrama superestimar o efeito do carbono em abaixar as temperaturas M
i
e M
f
. Apesar disso, o diagrama pode ser usado para se calcular a microestrutura
predominante no metal de solda, procedendo de modo similar ao exemplo 1, agora
considerando uma diluio de 30%. O leitor vai ento constatar que os eletrodos AWS
308L e 309L fornecem valores muito baixos de ferrita delta. Os eletrodos AWS 309MoL e
312 constituem ento as melhores alternativas.
Deve-se mais uma vez lembrar, entretanto, que as juntas soldadas de ao inox
martenstico com metal de solda contendo cerca de 5 a 10% de ferrita no devem ser
tratadas na faixa de 600
o
C a 850
o
C aps a soldagem, sobretudo quando se utilizar o
eletrodo AWS 312 de mais alto cromo equivalente.
Tabela XXVII: Clculo do cromo equivalente e do nquel equivalente para o exemplo 2.
Material %Cr %Mo %Ni %C %Nb %Si %Mn Ni eq. Cr eq. Fig.35
AISI 440A 17 0,70 - 0,70 - 0,25 0,50 21,25 18,00 1
AWS308L 19,5 0,5 10,5 0.03 - 0,90 1,5 12,15 21,35 2
AWS309L 23,5 0,5 13,0 0,03 - 0,90 1,5 14,65 25,35 3
AWS309MoL 23,5 2,5 13,0 0,03 - 0,90 1,5 14,65 27.35 4
AWS312 29,0 0,5 9,25 0,10 - 0,90 1,5 13,00 30,85 5
113
Figura 44: Pontos correspondentes aos materiais da tabela XXV no diagrama de
Schaeffler.
Exemplo 3: Determinar a microestrutura no metal de solda resultante de uma soldagem
autgena de ao duplex UNS S31803 com a composio apresentada na tabela XXVI.
Considerar que, ao se utilizar argnio de alta pureza como gs de proteo, houve a perda
de 50% do nitrognio do ao no metal de solda.
A tabela XXVIII apresenta os valores calculados do nquel e do cromo equivalente.
Um dos problemas encontrados no diagrama de Schaeffler que ele no leva em
considerao a influncia do nitrognio no clculo do nquel equivalente. Uma boa
aproximao pode ser feita considerando-se para o nitrognio o mesmo peso do carbono,
ou seja 30x.
114
Tabela XXVIII: Clculo do cromo equivalente e do nquel equivalente para o exemplo 2.
Material %Cr %Mo %Ni %C %N %Si %Mn Ni eq. Cr eq.
UNS S31803 22 2,5 5,1 0,02 0,14 0,25 0,50 8,05* 24,87
(*) Considerando a perda de 50% do nitrognio no metal de solda.
A figura 45 mostra que o metal de solda apresentar uma microestrutura contendo
aproximadamente 80% de ferrita delta e 20% de austenita, ou seja, muito distante da
desejada para o ao duplex. Caso o teor de nitrognio permanecesse praticamente o
mesmo, pela soldagem com gs de proteo contendo nitrognio, a microestrutura obtida
estaria prxima da proporo ideal de 1:1 de cada fase.
Figura 45: Diagrama de Schaeffler mostrando ponto referente ao exemplo 3 (em
vermelho).
115
II.6. SOLDAGEM DOS AOS INOXIDVEIS DUPLEX
Relao ferrita/austenita
Os aos inoxidveis duplex possuem excelentes propriedades mecnicas e de
resistncia corroso graas estrutura fina de austenita e ferrita. Conforme visto, uma
microestrutura contendo cerca de (5010)% de cada fase considerada ideal tanto para
as propriedades mecnicas quanto para a resistncia corroso do ao. Uma das
preocupaes na soldagem dos aos duplex, portanto, manter essa proporo de fases
no metal de solda e na ZTA. O ao duplex se solidifica como ferrita e a formao de ilhas
de austenita se d durante o resfriamento. Como nas operaes de soldagem o
resfriamento costuma ser bem mais rpido do que o obtido no processo de fabricao das
chapas trabalhadas, nas siderrgicas, a tendncia que se obtenha uma quantidade bem
menor de austenita nas juntas soldadas. Somando-se ao efeito do resfriamento acelerado,
existe ainda a tendncia perda de parte do nitrognio do ao durante a fuso.
O metal de solda ou a ZTA com mais que 70% de ferrita so indesejveis devido
menor resistncia corroso e maior tendncia fragilizao por fases intermetlicas
(fase sigma, Cr
2
N,...). A precipitao de nitreto de cromo uma consequncia natural do
excesso de ferrita, pois h pouca austenita para dissolver o nitrognio presente no ao.
Como na ferrita o nitrognio possui baixa solubilidade, ele acaba precipitando-se na forma
de nitreto de cromo (Cr
2
N), que fragiliza e diminui a resistncia corroso do ao. A figura
46 apresenta a microestrutura revelada pelo ataque eletroltico em cido oxlico da ZTA
116
de um ao UNS S31803 soldado e resfriado rapidamente. Observa-se uma estrutura de
gros grosseiros com pites de corroso concentrados na ferrita.
Figura 46: ZTA de um ao UNS S31803 resfriada rapidamente a partir de 1300
o
C.
O problema do excesso de ferrita no metal de solda tem sido combatido por uma
das seguintes abordagens, ou combinao delas:
Soldagem com metal de adio mais rico em Ni: Neste caso o teor de nquel do
metal de adio pode ser cerca de 3,5 a 4% superior ao do metal de solda. Para soldagem
do ao 2205 (22%Cr-5%Ni-2,5%Mo), por exemplo, pode-se utilizar eletrodos do tipo
2209 (22%Cr-9%Ni-2,5%Mo) [49]. Para a soldagem do aos superduplex 2507 tem-se
utilizado eletrodos com cerca de 10%Ni. O teor de nquel mais elevado tende a
contrabalanar o efeito do resfriamento rpido e, dessa forma, produzir microestruturas
com quantidade de austenita prxima do ideal. Por outro lado, adverte-se que se a junta
for tratada em altas temperaturas aps a soldagem, o teor de austenita do metal de solda
pode aumentar alm do desejado, pois a estrutura de equilbrio para o mais elevado teor
de nquel dever ser atingida.
117
Soldagem com gs de proteo contendo nitrognio: Teores de at 5%N
2
podem ser adicionados ao gs de proteo nas soldagens TIG e MIG, para balancear a
microestrutura. Dessa forma o metal de solda pode ser levemente enriquecido em
nitrognio, fato que aumenta a cintica de precipitao da austenita no resfriamento. O
nitrognio tambm provoca um sensvel aumento na potncia do arco, o que permite o
aumento da velocidade de soldagem. Entretanto, o aumento do teor %N
2
no gs de
proteo acima de 5% pode provocar mordeduras em excesso, porosidade, e desgaste
acelerado do eletrodo de tungstnio na soldagem TIG [50]. Recomenda-se para a
soldagem de um ao superduplex 2507 pelo processo TIG um gs de proteo contendo
cerca de 2,5%N
2
, utilizado em conjunto com varetas contendo 10%Ni.
Pr-aquecimento: As equaes II.2 e II.3 mostram que a velocidade de
resfriamento na junta soldada diminui com a temperatura de pr-aquecimento e com o
aporte de calor. O uso de pr-aquecimento nos aos duplex , ento recomendado para
soldagem de chapas com espessura superiores a 6 mm e quando o aporte de calor for
inferior a 0,6KJ/mm. Quando necessrio, o pr-aquecimento realizado em temperaturas
na faixa de 50
o
C a 150
o
C. Adverte-se sempre que o pr-aquecimento no deve ser
realizado quando desnecessrio, ou seja, quando o aporte de calor for elevado e/ou
quando a espessura for inferior a 6 mm, pois velocidades de resfriamento muito baixas
podem provocar a fragilizao e perda de resistncia corroso do ao por formao de
fase sigma e/ou carbonetos de cromo. Pelo mesmo motivo, deve-se sempre controlar a
temperatura interpasse nas operaes de soldagem multipasse, mantendo-a sempre
abaixo de 150
o
C.
Tratamento trmico ps-soldagem: Nos caso em que a estrutura de equilbrio
no for atingida devido alta taxa de resfriamento na soldagem, um tratamento trmico na
118
faixa de 1050
o
C a 1100
o
C seguido de resfriamento rpido pode aumentar o teor de
austenita, aproximando-o do ideal. Este pode ser um mtodo eficiente para balancear a
microestrutura no metal de solda e na ZTA, porm algumas limitaes devem ser
lembradas [50]:
- o resfriamento rpido em gua imprescindvel para se evitar a precipitao de
fases frgeis, tais como a fase sigma ou carboneto de cromo;
- o equipamento deve ser colocado inteiramente no forno. O tratamento localizado
no recomendado porque neste caso sempre haver regies adjacentes ao local
aquecido que sero tratadas na faixa de precipitao das deletrias (entre 600
o
C e
1000
o
C);
- o ao se oxida durante o tratamento trmico;
- o ao pode ser superplstico nas temperaturas elevadas do tratamento, o que
pode provocar grandes deformaes plsticas no componente.
Seleo do Metal de Adio
A tabela XXIX apresenta os consumveis mais indicados (arames e eletrodos) para
soldagem similar e dissimilar dos aos inoxidveis duplex e superduplex.
119
Tabela XXIX: Metais de adio disponveis para soldagem de aos inox duplex.
Material
Duplex UNS S23304
(2304)
Duplex UNS S31803
(2205)
Duplex UNS S32750
ou S32760 (2507)
Duplex UNS S23304
(2304
2209
(22%Cr-9%Ni-3%Mo-N)
2209
(22%Cr-9%Ni-3%Mo-N)
25.10.4L
(25%Cr-10%Ni-4%Mo-N)
Duplex UNS S31803
(2205)
2209
(22%Cr-9%Ni-3%Mo-N)
2209
(22%Cr-9%Ni-3%Mo-N)
25.10.4L
(25%Cr-10%Ni-4%Mo-N)
Duplex UNS S32750
ou S32760 (2507)
2209
(22%Cr-9%Ni-3%Mo-N)
25.10.4L
(25%Cr-10%Ni-4%Mo-N)
25.10.4L
(25%Cr-10%Ni-4%Mo-N)
Austentico AISI 304 309LMo ou 2209 309LMo ou 2209 309LMo ou 2209
Austentico AISI 316 309LMo ou 2209 309LMo ou 2209 309LMo ou 2209
Ao ao carbono ou
baixo liga
309LMo 309LMo 309LMo
Os arames e eletrodos de composio para soldagem dos aos superduplex do tipo
UNS S32750 podem conter adies de at 2% de cobre, elemento austenitizante que
confere melhor resistncia corroso ao cordo de solda. Por outro lado, os arames TIG
para soldagem do aos UNS S32760 devem conter adies de cerca de 0,7%W e
0,7%Cu, tal como o metal de base.
120
REFERNCIAS:
[1] Aos e Ferros Fundidos, V. Chiaverirni, ABM, 1988.
[2] Aceros Inoxidables Aceros Refractarios, R. Columbier e J. Hochmann, Ediciones Urmo / Bilbao
[3] Norma Brasileira NBR 6214
[4] Physical Metallurgy and the Design of Steels, F. B. Pickering, Appl. Science Publishers, 1983.
[5] P. J. Grobner, The 885
o
F (475
o
C) embrittlement of ferritic stainless steels, Metallurgical Transactions,
1973, pp. 251-260.
[6] Structure and Properties of Engineering Alloys, W. Smith, Mac-Graw-Hill, 2
a
Edio, 1993.
[7] Aos Inoxidveis Austenticos, A. F. Padilha & L. C. Guedes, Editora Hemus, 1994.
[8] Welding Metallurgy of Stainless and Heat-reisiting Steels, J. J. de Cadenet, R. Castro, Cambridge
University Press, 1974.
[9] P. L. Mongonon e G. Thomas, Metall. Trans. 1, 1970, pp. 1587-1597.
[10] S.S.M. Tavares, D. Fruchart, S. Miraglia, Journal of Alloiys and Compounds 307, 2000, pp.311-317.
[11] Q. Yang, L. J. Qiao, S. Chiovelli, J. L. luo, Scripta Materiallia, v.40, n
o
11 (1999) pp.1209-1214.
[12] H. Mathias, Y. Katz, S. Nadiv, paper 2C11 in Deuxime Congress International Lhydrogen dans les
mtaux, Paris (1977).
[13] Manor-Minkovitz, D. Eliezer, Metall. Trans. A, v.21A (1990) pp.1251-1259.
[14] T. Zakroczymski, Z. Szklarska-Smialowska, M. Smialowski, Corrosion 39 (1983) 20.
[15] K. Farrell, M. B. Lewis, Scripta Metall. 15 (1981) pp. 661-664
[16] B. Baranowski, S. Majchrzak, T. B. Flanagan, Journal of Physics F 1 (1971) pp. 258-261
[17] V. N. Bugaev, V. G. Gavriljuk, Yu N. Petrov, A. V. Tarasenko, Int. J. of Hydrogen Energy, 22 (1997)
pp. 213-218.
[18] ASTM A-262-93 Standard - Standard practices for detecting susceptibility to intergranular attack in
austenitic stainless steels, ASTM, West Conshohocken, USA, 1993.
[20] E.A. Trillo, R. Beltran, J. G. Maldonado, R.J. Romero, L.E. Murr, W.W. Fisher, A. H. Advani, Materials
Characterization 35 (1995) pp. 99-112.
[21] Nosso artigo aceito para o Journal of Materials Science
[22] J. O. Nilsson, P. Kangas, T. Karlsson and A. Wilson, Metallurgical and Materials Transactions 31A
(2000) pp. 35-45.
[23] H. D. Soloman, E.F. Koch, Scripta Metallurgica 13 (1979) pp. 971-974.
[24] P. Krull, H. Pries, H. Wollfahrt, Welding and Cutting 11 (1997) pp. 2-7.
[25] Y. S. Yi, T. Shoji, Journal of Nuclear Materials 240 (1996) pp. 62-69.
[26] J. S. Park, Y.K. Yoon, Scripta Metallurgica et Materiallia 32(8) (1995) pp. 1163-1168.
121
[27] S. Evanson, M. Otaka, K. Hasegawa, Journal of Engineering Materials and Technology 114 (1992) pp.
41-45.
[28] N. Maeda, T. Goto, T. Kamimura, T. Naito, S. Kumano, Y. Nakao, Int. J. Pres. Vs. & Piping 71 (1997)
pp. 7-12.
[29] S. S. M. Tavares, M. R. da Silva, J. M. Neto, J.Alloys and Comp. 313 (2000) pp.168-174.
[30] Tsuchiya, S., Ishikawa, Y., Ohtaka, M., Yoshimura, T., JSME International Journal Series A, v.38,
p.384, 1995.
[31] Solomon, H. D., Levinson, L. M., Acta Metallurgica, v. 26, p.429, 1978.
[32] C. H. Shek, K. W. Wong, J. K. L. Lai, Mat. Sci. and Eng., R19 (1997) pp.153-200.
[33] S.S.M. Tavares, J.M. Neto, M.R. da Silva, R.F. de Noronha, S. Pairis, Materials Research 4 (2001)
pp.237-240.
[34] A. A. El-Yazgi, D. Hardie, Corrosion Science 38(5) (1996) pp. 735-744.
[35] R. Oltra, C. Bouillot, T. Magnin, Scripta Materiallia 35(8) (1996) pp. 1101-1105.
[36] Shyang-Liang Chou, W.T. Tsai, Mat. Chem. and Phys. (1999) 137-142.
[37] A. Sokolowski, C. A. Barbosa, Metalurgia ABM vol. 48, n
o
401 (1992) pp. 21-25.
[38] S. J. Zhu, Y. Wang, F. G. Wang, J. of Mat. Sci. Letters 9 (1990) pp. 520-521.
[39] G. D. Barbabela, L. H. de Almeida, T. L. da Silveira, I. Le May, Mat. Characterization 26 (1991) pp.
193-197.
[40] G. D. Barbabela, L. H. de Almeida, T. L. da Silveira, I. Le May, Mat. Characterization 29 (1992) pp.
387-396.
[41] A. F. Ribeiro, Tese de doutorado, COPPE / UFRJ, 2000.
[42] N. Furtado, Tese de doutorado, COPPE / UFRJ, 1998.
[43] J. Tusek, M. Suban, Int. J. of Hydrogen Energy 25 (2000) pp. 369-376.
[44] R. Torres, Soldagem e Inspeo, ano 1, n
o
2 (1995) pp. 28-32.
[45] H. Ikawa, Y. Nakao, K. Nishimoto, Technology Reports of the Osaka University, vol.287, n
o
1394-1429
(1978) pp.67-74.
[46] Fissurao, relatrio interno PETROBRAS, J. A. P. Chainho, R. B. C. da Silva, H. Q. Jorge.
[47] C.H. Rosendahl, Sheet Metal Industries, February (1970) pp. 93-109.
[48] ASM Speciality Handbook Stainless Steels
[49] A. J. Ramirz-Londono, S. D. Brandi, Soldagem & Inspeo, ano 3, vol. 4 (1996) pp. 1-16.
[50] S. D. Brandi, J. C. Lippold, Metalurgia & Materiais, vol. 53, n
o
463 (1997) pp. 141-146.
122
Alguns autores [7-8], entretanto, advertem sobre a possibilidade de ocorrncia de um tipo
de corroso chamado risco de faca (knife line) nos aos estabilizados ao Ti ou Nb.
Segundo Castro e Cadenet [8], este tipo de corroso ocorre devido formao de uma
forma euttica de carboneto de titnio ou nibio no resfriamento da ZTA em altas
temperaturas. Este carboneto, localizado nos contornos de gro, pode sofrer corroso em
solues contendo cido ntrico.
123
You might also like
- 1 Lista de Exercícios Corrosão (Respondida)Document7 pages1 Lista de Exercícios Corrosão (Respondida)Layane Érica50% (2)
- 5-Metais e Produtos Siderúrgicos PDFDocument57 pages5-Metais e Produtos Siderúrgicos PDFJosé Renato Stela100% (1)
- 1 Introdução + MARTENSITICOS (1) OkDocument21 pages1 Introdução + MARTENSITICOS (1) OkEdenilson BotelhoNo ratings yet
- (Microsoft Word - Smith Cap7 ADocument38 pages(Microsoft Word - Smith Cap7 Aberingela100% (4)
- Aço InoxDocument50 pagesAço InoxMarceloPauloNo ratings yet
- Corrosão IntergranularDocument7 pagesCorrosão IntergranularEdson BNo ratings yet
- Ciro Toledo - Fresta PDFDocument0 pagesCiro Toledo - Fresta PDFbafoncio13579No ratings yet
- Aços Inoxidáveis: Propriedades e AplicaçõesDocument40 pagesAços Inoxidáveis: Propriedades e Aplicaçõesjaelson silvaNo ratings yet
- Soldagem A - Os Inoxid - Veis P - S PDFDocument144 pagesSoldagem A - Os Inoxid - Veis P - S PDFSal EvaristoNo ratings yet
- Aços Inoxidaveis e Aços FerramentaDocument26 pagesAços Inoxidaveis e Aços Ferramentareputation0No ratings yet
- Tipos Corrosão AçoDocument5 pagesTipos Corrosão Açokdvc18No ratings yet
- A História do Aço InoxidávelDocument9 pagesA História do Aço InoxidávelWaldir von AnckenNo ratings yet
- Aços Inoxidaveis UnlockedDocument27 pagesAços Inoxidaveis UnlockedAnderson viana100% (1)
- Materiais Metálicos Construção CivilDocument46 pagesMateriais Metálicos Construção CivilPaulo HenriqueNo ratings yet
- Corrosão em Aço-CarbonoDocument19 pagesCorrosão em Aço-CarbonoRaphaelBritoNo ratings yet
- Siderurgia Aço ProcessosDocument9 pagesSiderurgia Aço ProcessosJean Marcos Oliveira SilvaNo ratings yet
- Precipitação Sigma Inox 316Document10 pagesPrecipitação Sigma Inox 316Lucas Alexandre MoraisNo ratings yet
- AÇOS Inoxidáveis - o Que Deve SaberDocument17 pagesAÇOS Inoxidáveis - o Que Deve SaberVanilson ValNo ratings yet
- Catalogo InoxDocument48 pagesCatalogo Inoxital1961No ratings yet
- Corrosão e revestimentosDocument53 pagesCorrosão e revestimentosBruno HerdyNo ratings yet
- TCC - AçoDocument4 pagesTCC - AçoJardenson CésarNo ratings yet
- Soldabilidade Dos AI Martensiticos PDFDocument33 pagesSoldabilidade Dos AI Martensiticos PDFedpsousaNo ratings yet
- Soldabilidade de Aços Carbono e ARBLDocument10 pagesSoldabilidade de Aços Carbono e ARBLguilhermelaspNo ratings yet
- 5 Soldabilidade Dos Aços Inoxidáveis (5) OkDocument47 pages5 Soldabilidade Dos Aços Inoxidáveis (5) OkEdenilson BotelhoNo ratings yet
- Ferro fundido: tipos, propriedades e aplicaçõesDocument15 pagesFerro fundido: tipos, propriedades e aplicaçõesKathellyn Aline Inácio50% (2)
- Efeitos Dos Elementos de LigaDocument7 pagesEfeitos Dos Elementos de Ligaed wilsonNo ratings yet
- Aços e Ferros Fundidos: Propriedades e AplicaçõesDocument29 pagesAços e Ferros Fundidos: Propriedades e AplicaçõesJnttzNo ratings yet
- Aços Inox - Tabelas de PropriedadesDocument5 pagesAços Inox - Tabelas de PropriedadesPedro Pizarro MacielNo ratings yet
- Capitulo 1 Metalurgia Geral Da SoldagemDocument34 pagesCapitulo 1 Metalurgia Geral Da SoldagemFabiano CaldasNo ratings yet
- Introdução A Elementos Metálicos - ResumoDocument10 pagesIntrodução A Elementos Metálicos - ResumoCaio KuribayashiNo ratings yet
- Aços InoxidáveisDocument33 pagesAços InoxidáveisAquila AzevedoNo ratings yet
- Webaula 4 - Tecnologia MetalurgicaDocument35 pagesWebaula 4 - Tecnologia MetalurgicaSérgio MelloNo ratings yet
- Estratégias de Usinagem no Torneamento de Aço Inoxidável Super DuplexDocument53 pagesEstratégias de Usinagem no Torneamento de Aço Inoxidável Super DuplexGabriela Tonin BisoloNo ratings yet
- EM737 - Lista 1 - Introdução e Produção Do AçoDocument5 pagesEM737 - Lista 1 - Introdução e Produção Do Açog238710No ratings yet
- Apresentacao Concreto I - 7º Dia 20.09.2022Document94 pagesApresentacao Concreto I - 7º Dia 20.09.2022Michele Gomes SaraivaNo ratings yet
- Propriedades e usos de ligas metálicasDocument2 pagesPropriedades e usos de ligas metálicasJoão OtávioNo ratings yet
- Aços inoxidáveis: classificação, propriedades e aplicaçõesDocument3 pagesAços inoxidáveis: classificação, propriedades e aplicaçõesDANIEL OLIVEIRA DOS ANJOSNo ratings yet
- Vergalhão Galvanizado VantagensDocument10 pagesVergalhão Galvanizado VantagensDjessica Tuani KreinNo ratings yet
- Tipos de Aços: Classificação e PropriedadesDocument24 pagesTipos de Aços: Classificação e PropriedadesVitor hugo Ferreira mazarottoNo ratings yet
- Rodrigo Lima: Critérios Utilizados para Classificação Dos Aços: A Classificação Dos AçosDocument16 pagesRodrigo Lima: Critérios Utilizados para Classificação Dos Aços: A Classificação Dos AçosVitor hugo Ferreira mazarottoNo ratings yet
- Artigo Corrosão Aço-CarbonoDocument13 pagesArtigo Corrosão Aço-CarbonoEder PiresNo ratings yet
- Zinco e Suas LigasDocument8 pagesZinco e Suas LigasIvan Tuma100% (1)
- COR Aula 05Document44 pagesCOR Aula 05fernandoteixeiracefetNo ratings yet
- Soldabilidade dos Aços Transformáveis: Fatores que Influenciam a Microestrutura e Propriedades da Zona FundidaDocument79 pagesSoldabilidade dos Aços Transformáveis: Fatores que Influenciam a Microestrutura e Propriedades da Zona FundidafofossNo ratings yet
- IntroduçãoDocument27 pagesIntroduçãodaniairaoNo ratings yet
- NBR 7480 Aços para Construção CivilDocument14 pagesNBR 7480 Aços para Construção CivilengnickelNo ratings yet
- Caracterização de corrosão em tanques de aço inoxidável soldadosDocument11 pagesCaracterização de corrosão em tanques de aço inoxidável soldadosLeandro N. HoshikoNo ratings yet
- Soldabilidade dos Aços InoxidáveisDocument13 pagesSoldabilidade dos Aços InoxidáveisailtonsfNo ratings yet
- Aços estruturais e propriedades mecânicasDocument65 pagesAços estruturais e propriedades mecânicasRodrigosylva Jr7No ratings yet
- Aula 4Document22 pagesAula 4Demóstenes Vaz de OliveiraNo ratings yet
- Lne 500Document8 pagesLne 500Matheus CunhaNo ratings yet
- EnxofreDocument12 pagesEnxofreHugo MartinsNo ratings yet
- CorrosãoDocument56 pagesCorrosãoLuciano AlmeidaNo ratings yet
- QUESTIONARIO 7 Materias de ConstruçãoDocument4 pagesQUESTIONARIO 7 Materias de ConstruçãoMylenna LimaNo ratings yet
- Aço Inox: Propriedades e AplicaçõesDocument59 pagesAço Inox: Propriedades e AplicaçõesJosé Hélio Ferreira Souza100% (1)
- Dimensionamento de elementos e ligações em estruturas de açoFrom EverandDimensionamento de elementos e ligações em estruturas de açoNo ratings yet
- EleMaq Aula 3Document57 pagesEleMaq Aula 3Inny CardosoNo ratings yet
- Spec 20MSV-B40 20 26 20B50 20rev5Document2 pagesSpec 20MSV-B40 20 26 20B50 20rev5cvfNo ratings yet
- Evolução do Minério de Mn Lagoa D'anta BADocument216 pagesEvolução do Minério de Mn Lagoa D'anta BAklever_santosNo ratings yet
- 11Q - NL - (Teste 1) - 02 - 2022Document7 pages11Q - NL - (Teste 1) - 02 - 2022catarinaNo ratings yet
- Prova1 QuimicaDocument20 pagesProva1 Quimicabielvbv100% (1)
- Prova Escrita de Físic1Document5 pagesProva Escrita de Físic1Maria Correia Lima100% (1)
- Superbianco Na 60X60 3Document3 pagesSuperbianco Na 60X60 3Leontina ConstanciaNo ratings yet
- Aços e Tratamentos Térmicos para CutelariaDocument29 pagesAços e Tratamentos Térmicos para CutelariamylykaNo ratings yet
- Importância da bentonita em fluidos de perfuraçãoDocument8 pagesImportância da bentonita em fluidos de perfuraçãowagner_etepNo ratings yet
- Cura interna com resíduo de polímero e fibraDocument166 pagesCura interna com resíduo de polímero e fibrarwurdigNo ratings yet
- Refrigerantes e suas propriedades ideaisDocument14 pagesRefrigerantes e suas propriedades ideaisLuis CoutinhoNo ratings yet
- 05 - Fácies e Zonas MetamórficasDocument13 pages05 - Fácies e Zonas MetamórficasAumir SilvaNo ratings yet
- Forjamento-técnicaDocument19 pagesForjamento-técnicaWilton OliveiraNo ratings yet
- Relatório Aula Prática Química Analítica - Hidrólise Dos Sais e Solução TampãoDocument21 pagesRelatório Aula Prática Química Analítica - Hidrólise Dos Sais e Solução Tampãodigoo_07No ratings yet
- Teorema de NortonDocument7 pagesTeorema de NortonBruno SantosNo ratings yet
- Conceitos básicos de eletricidadeDocument54 pagesConceitos básicos de eletricidadedougllasw crosser150No ratings yet
- Apostila SolidworksDocument15 pagesApostila SolidworksBarros ElenildoNo ratings yet
- Purificação da água para laboratóriosDocument11 pagesPurificação da água para laboratóriosDaDa MartinsNo ratings yet
- Como desamassar geladeira aço inoxidávelDocument1 pageComo desamassar geladeira aço inoxidávelmarciamm140No ratings yet
- Decapagem QuimicaDocument4 pagesDecapagem QuimicaLuis Carlos Mayer Pereira0% (1)
- Formas Farmacêuticas Líquidas - Soluções Orais, Xaropes e ElixiresDocument61 pagesFormas Farmacêuticas Líquidas - Soluções Orais, Xaropes e ElixiresNathália PaixãoNo ratings yet
- Catálise: tipos, características e aplicaçõesDocument36 pagesCatálise: tipos, características e aplicaçõesmarcelolrvtNo ratings yet
- Tubos de aço galvanizadosDocument1 pageTubos de aço galvanizadosThomas Sinnhofer IzzoNo ratings yet
- Atividades - Distribuição EletrônicaDocument2 pagesAtividades - Distribuição Eletrônicamaadu0407No ratings yet
- Gases 1Document195 pagesGases 1DavidNo ratings yet
- PBQPH d3817Document35 pagesPBQPH d3817Lucas TwardowskyNo ratings yet
- NR 20 - Bright Fispq Bti-0013 - PrataDocument4 pagesNR 20 - Bright Fispq Bti-0013 - PrataCPSSTNo ratings yet
- Ensaio de Rigidez Dielétrica - Liana Gomes AlvarengaDocument5 pagesEnsaio de Rigidez Dielétrica - Liana Gomes AlvarengaLiana Gomes AlvarengaNo ratings yet
- PLANILHA DE MATERIAIS PARA SISTEMA DE HIDRANTES E ALARMEDocument7 pagesPLANILHA DE MATERIAIS PARA SISTEMA DE HIDRANTES E ALARMEFúlvio DiasNo ratings yet
- Material Betuminoso 2Document34 pagesMaterial Betuminoso 2Thaísa LaraNo ratings yet