You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Chemetall - (Data Sheet) Oakite 33Document3 pagesChemetall - (Data Sheet) Oakite 33Pubcrawl100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Naming CompoundsDocument84 pagesNaming CompoundsangelaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- OringmatDocument39 pagesOringmatRoby MastreNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Liquid Soap ProcessDocument3 pagesLiquid Soap ProcessAnnette40% (5)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Food Analysis TechniquesDocument42 pagesFood Analysis TechniquesPiku100% (4)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Analysis of WaterDocument16 pagesAnalysis of WatersanthiamuthaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- BOD Full ReportDocument11 pagesBOD Full ReportAhmad Farid75% (4)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Influence of Plasticizers On The Properties of Natural Rubber Based CompoundsDocument10 pagesInfluence of Plasticizers On The Properties of Natural Rubber Based CompoundsRupin SaigalNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Evironmental Issues PlasticDocument8 pagesEvironmental Issues PlasticDafa FadilahNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- KANDUNGAN ZAT MAKANAN BAHAN PAKAN UNGGASDocument5 pagesKANDUNGAN ZAT MAKANAN BAHAN PAKAN UNGGASIrma Rahayu NingrumNo ratings yet
- Boiler Water ChemistryDocument60 pagesBoiler Water ChemistryBhargav Chaudhari93% (14)
- Análisis AmbientalDocument16 pagesAnálisis AmbientalJ. M.No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- SMAW Welding Guide for 4130 SteelDocument39 pagesSMAW Welding Guide for 4130 SteelSwapnil ModakNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
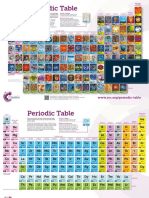
- Periodic Table Chart A4 WebDocument2 pagesPeriodic Table Chart A4 WebvibinNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- ASSAB Tool Steel Performance Comparison ChartDocument1 pageASSAB Tool Steel Performance Comparison ChartNugroho Faris Sudrajat100% (2)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Structuro W415: A High Performance Concrete HyperplasticiserDocument2 pagesStructuro W415: A High Performance Concrete HyperplasticiserVincent JavateNo ratings yet
- 2017 Catalog PCEDocument324 pages2017 Catalog PCEBaptisteNo ratings yet
- Dosage Forms Module 1Document2 pagesDosage Forms Module 1Lyka TamarayNo ratings yet
- 9701 s12 Ms 22 PDFDocument6 pages9701 s12 Ms 22 PDFtinoda almaNo ratings yet
- Abiraterone Acetate TabletsDocument3 pagesAbiraterone Acetate TabletsRaquel BcNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Engel & Sheilan - The Seven Deadly Sins' of Filtration and Separation SystemsDocument9 pagesEngel & Sheilan - The Seven Deadly Sins' of Filtration and Separation SystemsiquimicaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Nanoparticle MethodsDocument3 pagesNanoparticle MethodsAnggitaNovelinaNo ratings yet
- Handbook of Inorganic Electrochromic Materials PDFDocument9 pagesHandbook of Inorganic Electrochromic Materials PDFCiocan AlexandraNo ratings yet
- Periodic TableDocument2 pagesPeriodic TableNur NajwaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- 2011 HydroCarbonEngineeringDocument4 pages2011 HydroCarbonEngineeringbigsteve9088No ratings yet
- Resina HidrocarburicaDocument1 pageResina HidrocarburicaManuel OsorioNo ratings yet
- Mec 123 Note-Cutting Fluids Cutting Tool Mtls 100620Document8 pagesMec 123 Note-Cutting Fluids Cutting Tool Mtls 100620Breno JacksonNo ratings yet
- Carechlor BCDocument2 pagesCarechlor BCAdrian FlorinNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Mühlen Sohn: Airslide FabricsDocument9 pagesMühlen Sohn: Airslide FabricsengfaridmalkNo ratings yet
- 10 - Suvg 27 - F.G. - 69-78Document10 pages10 - Suvg 27 - F.G. - 69-78Valentina AnutaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)