You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Determination of Blockage Correction in Open-Jet Wind TunnelDocument6 pagesDetermination of Blockage Correction in Open-Jet Wind Tunnelmoro1381100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- C1568 08 (2013)Document6 pagesC1568 08 (2013)diego rodriguez100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Example 2a: All-Round Fillet Weld Connection Between I Beam and Plate (Simple)Document6 pagesExample 2a: All-Round Fillet Weld Connection Between I Beam and Plate (Simple)Imran SaikatNo ratings yet
- For Cylinders and Blocks: Compression MachinesDocument4 pagesFor Cylinders and Blocks: Compression MachineshistoNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Repair Manual ZF 63 Iv - ZF 80 Iv - ZF 80-1 Iv - ZF 85 IV Code 310.01.0009hDocument110 pagesRepair Manual ZF 63 Iv - ZF 80 Iv - ZF 80-1 Iv - ZF 85 IV Code 310.01.0009hEdwin Enrique OsorioNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
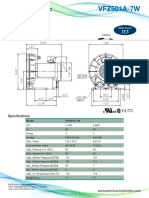
- Fuji Electric VFZ501A 7W DatasheetDocument2 pagesFuji Electric VFZ501A 7W Datasheetghmp123No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Section 32150 - Bonded Epoxy LiningDocument11 pagesSection 32150 - Bonded Epoxy LininghelalsolimanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- F885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2Document3 pagesF885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2islamakthamNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Wind Analysis (Print)Document43 pagesWind Analysis (Print)Limwell AquinoNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- TacheuchiTB1140 S51400007 - ServiceDocument652 pagesTacheuchiTB1140 S51400007 - ServiceStelian CrisanNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Get PTC Thermistor and Single Phasing Preventer Series PD 225 - GIC IndiaDocument3 pagesGet PTC Thermistor and Single Phasing Preventer Series PD 225 - GIC IndiaPrasadPurohitNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Numerical Simulation of Inflow Performance For Perforated Horizontal WellsDocument7 pagesNumerical Simulation of Inflow Performance For Perforated Horizontal Wellssaholans2000No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Astm C12Document7 pagesAstm C12omarguillermogarzon100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Installation, Operation and Maintenance Instructions Stainless Steel, Liquid Ring Vacuum PumpsDocument28 pagesInstallation, Operation and Maintenance Instructions Stainless Steel, Liquid Ring Vacuum PumpspinplataNo ratings yet
- Minishover Komatsu SK820-5E0Document260 pagesMinishover Komatsu SK820-5E0Jose A. Basanta H.100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Rycroft HT BreezeDocument16 pagesRycroft HT BreezesatejNo ratings yet
- AGCO Power Gensets Land V2Document2 pagesAGCO Power Gensets Land V2Tawfiq ZidanNo ratings yet
- Training ReportDocument60 pagesTraining Reportarjun100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- CFM56-3 Familiarization Training Manual MTU Maintenance Zhuhai Co. LTDDocument59 pagesCFM56-3 Familiarization Training Manual MTU Maintenance Zhuhai Co. LTDrenjithaero100% (4)
- Equipment Made of 2.25 Cr-1 Mo Steel in Quenched and Tempered ConditionDocument37 pagesEquipment Made of 2.25 Cr-1 Mo Steel in Quenched and Tempered ConditionNayibet Quintero DíazNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Helicoil GB 0180Document40 pagesHelicoil GB 0180MamdouhAlhanafyNo ratings yet
- Product 1301454674 PDFDocument4 pagesProduct 1301454674 PDFGabriela E MateiNo ratings yet
- Assignment - 1 Solution PDFDocument7 pagesAssignment - 1 Solution PDFDavid StuartNo ratings yet
- Trujillo PDFDocument12 pagesTrujillo PDFVerdy A. KoehuanNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Electrical Systems Console (S - N 512911001 - 512911999) - 331Document3 pagesElectrical Systems Console (S - N 512911001 - 512911999) - 331Ronaldo Javier Vergara AnayaNo ratings yet
- MAN 7020-0145 - Uk PDFDocument99 pagesMAN 7020-0145 - Uk PDFthis9999No ratings yet
- Amit Goswami Quantum Mechanics, Second Edition 2003Document577 pagesAmit Goswami Quantum Mechanics, Second Edition 2003Solange Ev75% (4)
- Revision Status: Details Accepted Prepared Rev Date Rev NRDocument49 pagesRevision Status: Details Accepted Prepared Rev Date Rev NRRupam BaruahNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Carrier Supra 644 Refrigeration Unit For TrucksDocument2 pagesCarrier Supra 644 Refrigeration Unit For TrucksgoogleheadNo ratings yet
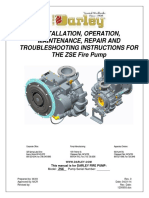
- Installation, Operation, Maintenance, Repair and Troubleshooting Instructions For THE ZSE Fire PumpDocument119 pagesInstallation, Operation, Maintenance, Repair and Troubleshooting Instructions For THE ZSE Fire PumpKashif MasudNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)