You might also like
- International Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectFrom EverandInternational Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectNo ratings yet
- Thermocompressors Improve Paper Machine Dryer DrainageDocument8 pagesThermocompressors Improve Paper Machine Dryer DrainageclintoncNo ratings yet
- Stepless Variable Capacity ControlDocument7 pagesStepless Variable Capacity Controlswapneel_kulkarniNo ratings yet
- Centrifugal Compressor System InteractionDocument6 pagesCentrifugal Compressor System Interactionshivajireturns100% (1)
- Thermocompressor PerformanceDocument8 pagesThermocompressor PerformanceLaboratorio PapelesRegionalesNo ratings yet
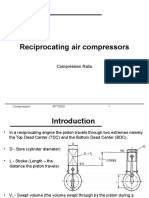
- Reciprocating Air CompressorsDocument20 pagesReciprocating Air CompressorsAshleen MarshallNo ratings yet
- Jet Pump Technical Data for Pumping GasesDocument11 pagesJet Pump Technical Data for Pumping GasesIdelia Cutipa Yauri100% (1)
- Subsonic Ejector RamjetDocument99 pagesSubsonic Ejector Ramjetmarco20874No ratings yet
- Valvulas STEPLESSDocument10 pagesValvulas STEPLESSHerlin MorenoNo ratings yet
- Pur-15-02 - Air Purger Type PurDocument4 pagesPur-15-02 - Air Purger Type PurAnderson Giovanny Herrera DelgadoNo ratings yet
- BlowersDocument58 pagesBlowersmahmad61100% (1)
- An Investigation of The Volumetric. Efficiency of A Roots BlowerDocument9 pagesAn Investigation of The Volumetric. Efficiency of A Roots BlowershreemugNo ratings yet
- Maintenance/clearance Area: Dimensions Could Be Change +/-5 MMDocument2 pagesMaintenance/clearance Area: Dimensions Could Be Change +/-5 MMZander MctrevorNo ratings yet
- Lobe Pump Research PaperDocument10 pagesLobe Pump Research PaperReview DragonsNo ratings yet
- C Module-5 Reciprocating Air Compressors. Reciprocating Compressors - Construction - WorkingDocument48 pagesC Module-5 Reciprocating Air Compressors. Reciprocating Compressors - Construction - WorkingJasraj Gill100% (1)
- IA Compressor & SystemDocument51 pagesIA Compressor & SystemKazi Irfan100% (1)
- Compressor Exams SolutionsDocument18 pagesCompressor Exams SolutionsMohamed BalbaaNo ratings yet
- Mehran University of Engineering and Technology SZAB Campus Khairpur Mir'sDocument64 pagesMehran University of Engineering and Technology SZAB Campus Khairpur Mir'sMarcusHuynh88No ratings yet
- Reciprocating Air Compressor GuideDocument15 pagesReciprocating Air Compressor Guide2AG19ME411 JagadeeshNo ratings yet
- Ejector technology for efficient and cost effective flare gas recoveryDocument10 pagesEjector technology for efficient and cost effective flare gas recoverySdadNo ratings yet
- A C Engines and Jet Propulsion3Document152 pagesA C Engines and Jet Propulsion3Mukesh Kumar100% (1)
- Exp 1 Refrigeration CycleDocument23 pagesExp 1 Refrigeration CycleAnonymous T7vjZG4otNo ratings yet
- Lab Manual Cycle 1Document66 pagesLab Manual Cycle 1Kaustubh SatheNo ratings yet
- Helical Oil SeparatorsDocument6 pagesHelical Oil SeparatorsGauravNo ratings yet
- Reciprocating air compressor guideDocument25 pagesReciprocating air compressor guideRichardt LootsNo ratings yet
- Compressor Air Intake Quality ImportanceDocument12 pagesCompressor Air Intake Quality Importanceanup_nairNo ratings yet
- Appendix-2 Ejector System TroubleshootingDocument13 pagesAppendix-2 Ejector System Troubleshootingmahmoud abd elfatahNo ratings yet
- Turbo-Machinery (Meng3201) : Chapter-3Document28 pagesTurbo-Machinery (Meng3201) : Chapter-3Asnake Bahiru100% (1)
- Restriction Orifice Flow Control GuideDocument3 pagesRestriction Orifice Flow Control Guidemsr22No ratings yet
- CMPAPPP Separator Vessel and Filter Design GuideDocument18 pagesCMPAPPP Separator Vessel and Filter Design GuideJWilson73No ratings yet
- Reciprocating Compressor PDFDocument28 pagesReciprocating Compressor PDFmoNo ratings yet
- Structured Packing BrochureDocument12 pagesStructured Packing BrochureMoad Bouzida100% (1)
- Assignment 1Document4 pagesAssignment 1Ziyad Awali100% (1)
- Instructions BAH 6/10 to BAH 40/60 DI 6H to DI 40H BlowersDocument40 pagesInstructions BAH 6/10 to BAH 40/60 DI 6H to DI 40H BlowersvictoraghiNo ratings yet
- De Super HeaterDocument2 pagesDe Super HeatergateauxboyNo ratings yet
- HANDBOOK Blanket Gas Regulators PDFDocument8 pagesHANDBOOK Blanket Gas Regulators PDFfrankz89No ratings yet
- KMBD BP(国外罗茨泵ROOTS)Document2 pagesKMBD BP(国外罗茨泵ROOTS)tutuli1990No ratings yet
- Improve The Efficiency of Heat Exchanger in Oil CoolerDocument29 pagesImprove The Efficiency of Heat Exchanger in Oil CoolerMuhammad RustamNo ratings yet
- Reciprocating & Rotary CompressorDocument64 pagesReciprocating & Rotary Compressorraghu.entrepreneur100% (1)
- Gas Compression IIDocument13 pagesGas Compression IIAnuraag MulpuriNo ratings yet
- Rightsizing Compressed Air SystemDocument6 pagesRightsizing Compressed Air SystemRahul ChandrawarNo ratings yet
- Ammonia Plant Maint.Document11 pagesAmmonia Plant Maint.mahmadwasiNo ratings yet
- Vacuum Systems PDFDocument12 pagesVacuum Systems PDFSnigdha YadavNo ratings yet
- Control Valve Sizing: How to Identify and Troubleshoot Problems On-LineDocument42 pagesControl Valve Sizing: How to Identify and Troubleshoot Problems On-LineSalim AhamedNo ratings yet
- Air Compressors: Chapter No: 3Document59 pagesAir Compressors: Chapter No: 3Eric CookNo ratings yet
- Unit 3 CompressorDocument9 pagesUnit 3 CompressorcrazzyrajNo ratings yet
- Turbine Off-Frequency Operation: GE Power SystemsDocument4 pagesTurbine Off-Frequency Operation: GE Power Systemskcirrenwod100% (1)
- The Layout of Fluid Mechanics and Hydraulic Machinery LabDocument4 pagesThe Layout of Fluid Mechanics and Hydraulic Machinery LabAhmad RazaNo ratings yet
- Liquid Recirculation System-2Document7 pagesLiquid Recirculation System-2Behnam AshouriNo ratings yet
- Centrifugal Compressors Construction and TestingDocument10 pagesCentrifugal Compressors Construction and Testingmusaveer0% (1)
- Oil Free Scroll Compressors 2 30 KW Brochure NADocument8 pagesOil Free Scroll Compressors 2 30 KW Brochure NAKervin CoronadoNo ratings yet
- Self-similar boundary layer labDocument12 pagesSelf-similar boundary layer labMubarak KazminNo ratings yet
- LMF-GP LX15-8 - 10 - 13Document2 pagesLMF-GP LX15-8 - 10 - 13MAZEN0% (1)
- NPSH - Net Positive Suction HeadDocument9 pagesNPSH - Net Positive Suction Headlokeshjaddu6No ratings yet
- Centrifugal Compressors For CPI Plants PDFDocument4 pagesCentrifugal Compressors For CPI Plants PDFAmanda Aracely Herreria SalazarNo ratings yet
- Syllabus Fans and Blowers: Types, Performance Evaluation, Efficient System Operation, FlowDocument16 pagesSyllabus Fans and Blowers: Types, Performance Evaluation, Efficient System Operation, FlowGaurav ShrivastavaNo ratings yet
- Analysis and Enhancement of Hydraulic Ram Pump Using Computational Fluid Dynamics (CFD)Document25 pagesAnalysis and Enhancement of Hydraulic Ram Pump Using Computational Fluid Dynamics (CFD)IJIRSTNo ratings yet
- Aspen Tech Compressor Modeling in AspenDocument16 pagesAspen Tech Compressor Modeling in AspenDesiree MolinaNo ratings yet
- Multiphase Flow 1995From EverandMultiphase Flow 1995A. SerizawaNo ratings yet