Professional Documents
Culture Documents
Trabajo D..auto - Gianfranco
Uploaded by
Juan Carlos CarrionOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Trabajo D..auto - Gianfranco
Uploaded by
Juan Carlos CarrionCopyright:
Available Formats
Universidad de Lima Escuela Universitaria de Ingeniera Facultad de Ingeniera Industrial
Tema de Investigacin:
Fabricacin de varillas de acero para construccin
Integrantes: Chvez Serna, Margot Dvila Novoa, Csar Escarate Sarmiento, Miguel Garca Lahoud, Gianfranco Huamn Snchez, Kiara Moran Corzo, Pedro Cdigo 20062410 Cdigo 30110026 Cdigo 20070368 Cdigo 20071486 Cdigo 20070523 Cdigo 20072026
Lima Peru Julio 2011
CAPTULO I INTRODUCCIN El hierro en estado puro no posee la resistencia y dureza necesarias para las aplicaciones de uso comn. Sin embargo, cuando se combina con pequeas cantidades de carbono se obtiene un metal denominado acero, cuyas propiedades varan en funcin de su contenido en carbono y de otros elementos en aleacin, tales como el manganeso, el cromo, el silicio o el aluminio, entre otros. El acero se puede obtener a partir de dos materias primas fundamentales: el arrabio, obtenido a partir de mineral en instalaciones dotadas de horno alto (proceso integral); las chatarras frricas, que condicionan el proceso de fabricacin. En lneas generales, para fabricar acero a partir de arrabio se utiliza el convertidor con oxgeno, mientras que partiendo de chatarra como nica materia prima se utiliza exclusivamente el horno elctrico (proceso electrosiderrgico).
La chatarra Tras el proceso de reconversin industrial de la siderurgia en Espaa se abandona la va del horno alto y se apuesta de forma decidida por la obtencin de acero a travs de horno elctrico. En este proceso, la materia prima es la chatarra, a la que se le presta una especial atencin, con el fin de obtener un elevado grado de calidad de la misma. Para ello, la chatarra es sometida a unos severos controles e inspecciones por parte del fabricante de acero, tanto en su lugar de origen como en el momento de la recepcin del material en fbrica. La calidad de la chatarra depende de tres factores: de su facilidad para ser cargada en el horno; de su comportamiento de fusin (densidad de la chatarra, tamao, espesor, forma, etc.); de su composicin, siendo fundamental la presencia de elementos residuales que sean difciles de eliminar en el proceso del horno. Atendiendo a su procedencia, la chatarra se puede clasificar en tres grandes grupos: a) Chatarra reciclada: formada por despuntes, rechazos, etc. originados en la propia fbrica. Se trata de una chatarra de excelente calidad. b) Chatarra durante de la transformacin: fabricacin recortes de de producida piezas prensas y y
componentes de acero (virutas de mquinas herramientas, guillotinas, etc.). c) Chatarra de recuperacin: suele ser la mayor parte de la chatarra que se emplea en la acera y procede del desguace de edificios con estructura de acero, plantas industriales,
barcos, automviles, electrodomsticos, etc. Los controles a los que se somete la chatarra se producen en tres niveles: 1) Inspeccin en origen por parte de personal especializado. 2) Inspeccin visual en el momento de la descarga en puerto para material importado. 3) Control de recepcin en fbrica de forma exhaustiva por unidad de transporte, con independencia de la procedencia del material (nacional o importado), con el fin de eliminar todo elemento nocivo, materias explosivas o inflamables, material radiactivo, as como de todos aquellos metales no frreos, tierras, cuerpos extraos, etc.
PROCESO DE FABRICACIN DEL ACERO El proceso de fabricacin se divide bsicamente en dos fases: la fase de fusin y la fase de afino. Fase de fusin Una vez introducida la chatarra en el horno y los agentes reactivos y escorificantes (principalmente cal) se desplaza la bveda hasta cerrar el horno y se bajan los electrodos hasta la distancia apropiada, hacindose saltar el arco hasta fundir completamente los materiales cargados. El proceso se repite hasta completar la capacidad del horno, constituyendo este acero una colada.
Fase de afino
El afino se lleva a cabo en dos etapas. La primera en el propio horno y la segunda en un horno cuchara. En el primer afino se analiza la composicin del bao fundido y se procede a la eliminacin de impurezas y elementos indeseables (silicio, manganeso, fsforo, etc.) y realizar un primer ajuste de la composicin qumica por medio de la adicin de ferroaleaciones que contienen los elementos necesarios (cromo, niquel, molibdeno, vanadio, titanio, etc.). El acero obtenido se vaca en una cuchara de colada, revestida de material refractario, que hace la funcin de cuba de un segundo horno de afino en el que termina de ajustarse la composicin del acero y de drsele la temperatura adecuada para la siguiente fase en el proceso de fabricacin. El control del proceso Para obtener un acero de calidad el proceso debe controlarse en todas sus fases empezando, como ya se ha comentado, por un estricto control de las materias primas cargadas en el horno. Durante el proceso se toman varias muestras del bao y de las escorias para comprobar la marcha del afino y poder ir ajustando la composicin del acero. Para ello se utilizan tcnicas instrumentales de anlisis (espectmetros) que permiten obtener resultados en un corto espacio de tiempo, haciendo posible un control a tiempo real y la adopcin de las correcciones precisas de forma casi instantnea, logrndose as la composicin qumica deseada. Los dos elementos que ms pueden influir en las caractersticas y propiedades del acero obtenido, el carbono y el azufre, se controlan de forma adicional mediante un aparato de combustin LECO. Pero adems de la composicin del bao y de la escoria, se controla de forma rigurosa la temperatura del bao, pues es la que determina las condiciones y la velocidad a la que se producen las distintas reacciones qumicas durante el afino.
Lacoladacontinua
Finalizado el afino la cuchara de colada se lleva hasta la artesa receptora de la colada continua donde vaca su contenido en una artesa receptora dispuesta al efecto. La colada continua es un procedimiento siderrgico en el que el acero se vierte directamente en un molde de fondo desplazable, cuya seccin transversal tiene la forma geomtrica del semiproducto que se desea fabricar; en nuestro caso la palanquilla. La artesa receptora tiene un orificio de fondo, o buza, por el que distribuye el acero lquido en varias lneas de colada, cada una de las cuales dispone de su lingotera o molde, generalmente de cobre y paredes huecas para permitir su refrigeracin con agua, que sirve para dar forma al producto. Durante el proceso la lingotera se mueve alternativamente hacia arriba y hacia abajo, con el fin de despegar la costra slida que se va formando durante el enfriamiento. Posteriormente se aplica un sistema de enfriamiento controlado por medio de duchas de agua fra primero, y al aire despus, cortndose el semiproducto en las longitudes deseadas mediante sopletes que se desplazan durante el corte. En todo momento el semiproducto se encuentra en movimiento continuo gracias a los rodillos de arrastre dispuestos a los largo de todo el sistema. Finalmente, se identifican todas las palanquillas con el nmero de referencia de la colada a la que pertenecen, como parte del sistema implantado para determinar la trazabilidad del producto, vigilndose la cuadratura de su seccin, la sanidad interna, la ausencia de defectos externos y la longitud obtenida. La laminacin Las palanquillas no son utilizables directamente, debiendo transformarse en productos comerciales por medio de la laminacin o forja en caliente.
De forma simple, podramos describir la laminacin como un proceso en el que se hace pasar al semiproducto (palanquilla) entre dos rodillos o cilindros, que giran a la misma velocidad y en sentidos contrarios, reduciendo su seccin transversal gracias a la presin ejercida por stos. En este proceso se aprovecha la ductilidad del acero, es decir, su capacidad de deformarse, tanto mayor cuanto mayor es su temperatura. De ah que la laminacin en caliente se realice a temperaturas comprendidas entre 1.250 C, al inicio del proceso, y 800 C al final del mismo. La fabricacin del acero en horno elctrico se base en la fusin de las chatarras por medio de una corriente elctrica, y al afino posterior del bao fundido. El horno elctrico El horno elctrico consiste en un gran recipiente cilndrico de chapa gruesa (15 a 30 mm de espesor) forrado de material refractario que forma la solera que alberga el bao de acero lquido y escoria. El resto del horno est formado por paneles refrigerados por agua. La bveda es desplazable para permitir la carga de la chatarra a travs de unas cestas adecuadas.
La bveda est dotada de una serie de orificios por los que se introducen los electrodos, generalmente tres, que son gruesas barras de grafito de hasta 700 mm de dimetro. Los electrodos se desplazan de forma que se puede regular su distancia a la carga a medida que se van consumiendo. Los electrodos estn conectados a un transformador que proporciona unas condiciones de voltaje e intensidad adecuadas para hacer saltar el arco, con intensidad variable, en funcin de la fase de operacin del horno. Otro orificio practicado en la bveda permite la captacin de humos, que son
depurados convenientemente para evitar contaminar la atmsfera. El horno va montado sobre una estructura oscilante que le permite bascular para proceder al sangrado de la escoria y el vaciado del bao. La laminacin slo permite obtener productos de seccin constante, como es el caso de las barras corrugadas. El horno de recalentamiento El proceso comienza elevando la temperatura de las palanquillas hasta un valor ptimo para ser introducidas en el tren de laminacin. Generalmente estos hornos son de gas y en ellos se distingues tres zonas: de precalentamiento, de calentamiento y de homogeneizacin. El paso de las palanquillas de una zona a otra se realiza por medio de distintos dispositivos de avance. La atmsfera en el interior del horno es oxidante, con el fin de reducir al mximo la formacin de cascarilla. El tren de laminacin Alcanzada la temperatura deseada en toda la masa de la palanquilla, sta es conducida a travs de un camino de rodillos hasta el tren de laminacin.
El tren de laminacin est formado, como se ha indicado, por parejas de cilindros que van reduciendo la seccin de la palanquilla. Primero de la forma cuadrada a forma de valo, y despus de forma de valo a forma redonda. A medida que disminuye la seccin, aumenta la longitud del producto transformado y, por tanto, la velocidad de laminacin. El tren se controla de forma automtica, de forma que la velocidad de las distintas cajas que lo componen va aumentando en la misma proporcin en la que se redujo la seccin en la anterior. El tren de laminacin se divide en tres partes:
Tren de desbaste: donde la palanquilla sufre una primera pasada muy ligera para romper y eliminar la posible capa de cascarilla formada durante su permanencia en el horno.
Tren intermedio: formado por distintas cajas en las que se va conformando por medio de sucesivas pasadas la seccin. Tren acabador: donde el producto experimenta su ltima pasada y obtiene su geometra de corrugado.
Las barras ya laminadas se depositan en una gran placa o lecho de enfriamiento, de donde es trasladado a las lneas de corte a medida y empaquetado, de donde pasa a la zona de almacenamiento y expedicin. En el caso de la laminacin de rollos, stos salen del tren acabador en forma de espira, siendo transportados por una cinta enfriadora, desde la que van siendo depositadas en un huso, donde se compacta y se ata para su expedicin, o bien se lleva a una zona de encarretado, donde se forman bobinas en carrete. Durante la laminacin se controlan los distintos parmetros que determinarn la calidad del producto final: la temperatura inicial de las palanquillas, el grado de deformacin de cada pasada para evitar que una deformacin excesiva de lugar a roturas o agrietamientos del material, as como el grado de reduccin final, que define el grado de forja, y sobre todo el sistema Temcore de enfriamiento controlado.
Del producto final se toman las muestras necesarias para ser sometidas a los ensayos de caracterizacin mecnica (traccin, doblado-desdoblado, fatiga y carga cclica) y geomtrica que les son de aplicacin en funcin de las especificaciones establecidas por la norma conforme a la que ha sido fabricado.
En todo momento se conserva la trazabilidad del sistema, puesto que el material en rollo o en barra obtenido queda siempre identificado con la colada de la que procede, y el momento de su laminacin. PROCESO EN EL MDULO DE NEUMTICA II El proceso se inicia cuando el brazo baja, se abre el gripper, sube el pistn, se cierra el gripper y coge la pieza, sube el brazo y baja el pistn, gira el brazo luego baja el brazo, se abre el gripper, sube el brazo y se cierra el gripper, gira el brazo y vuelve a iniciarse el procesoa la hora que el gripper va a coger la pieza debe haber un sensor que vea que la pieza es de metal, no est caliente, despus de cogerla debe haber otro sensor que vea si la pieza no es muy pesada y la puede transportar y al final en la tolva de alimentacin debe haber un sensor que indica cuando la tolva ya est muy llena y si sobrepasa la consigna debe detener el proceso y mandar una seal para que el operario vaci la tolva.
CAPTULO II CONTROL DE LOS LAZOS DE CONTROL DE LAS VARIABLES DEL PROCESO
Lazo de control Nuestro proceso se ajusta al lazo de control cerrado, ya que la accin de control est en funcin a la seal de salida y los sistemas de circuito cerrado miden y usan retroalimentacin desde un resultado final para ajustar la accin de control; es decir; a travs del transductor de realimentacin, se conocer en cada instante el valor de seal de salida. De esa manera, puede intervenir si existe una desviacin en la misma. Usamos este control, ya que la produccin es a gran escala, por la que exige grandes instalaciones y es un proceso complejo, en la cual el hombre no es capaz de manejar o regular, al igual que un control abierto, que no es capaz de intervenir automticamente si se produjera una desviacin entre el valor esperado y valor real de salida.
Lazo de control: Temperatura Este sensor sirve para controlar la temperatura de la pieza. Si la pieza est demasiado caliente afectara el proceso. El sensor de temperatura detecta el cambio de temperatura en forma de una seal elctrica analgica. La temperatura debe estar mximo en 60C ya que si los supera afectan negativamente al proceso. La estrategia de control empleada es el control ON/OFF ya que la seal de salida del controlador al actuador se prende o apaga en funcin al valor de la temperatura medida por el sensor y la compara con la consigna. Si la pieza se encuentra a una temperatura mayor a la consigna, el gripper no la transportar.
Lazo de control: Peso de la varilla Este sensor controla el peso de la varilla. El peso mximo debe ser de 150 kg ya que un peso superior generara que se trabe el brazo y por consiguiente se malogre. El sensor estar en el pistn y justo antes de que el brazo agarre la pieza si esta pesa ms de 150 kg se para el proceso. La estrategia de control empleada para este lazo es, al igual que en el anterior caso, un control ON/OFF ya que la seal de salida del controlador al actuador se prende o apaga en funcin al valor de la peso registrado por el sensor y la compara con la consigna.
Lazo de control: Nivel de la tolva Este sensor controla el nivel de la tolva. Este sensor se coloca como medida de seguridad en el caso de sobrealimentacin de piezas por parte del brazo o porque el proceso de transporte de la faja se da muy lento. Cuando el nivel llega al 90% se enva una seal elctrica analgica y el proceso se para hasta que baje el nivel. Est ubicado al costado de la tolva.
El objetivo es que los valores de las variables controladas estn lo ms cercanos a sus consignas de manera que se pueda llevar a cabo un mejor el control del proceso. Posteriormente estos valores de consigna podrn ser modificados externamente utilizando un HMI. La estrategia de control empleada es el Control PID ya que el control es continuo, a medida que el valor medido se acerca al valor deseado disminuye la accin de control, adems se consiguen respuestas ms rpidas que el control PI y se reduce la tendencia a oscilaciones.
Elementos usados en el proceso Contactos Bobina Enclavamiento Operadores lgicos AND y OR Temporizadores
Secuencias 1) En el primer segmento colocamos los contadores de entrada para el pulsador verde NO, rojo NC, y el botn de emergencia, el cual el primero accionndolo dejar pasar la corriente, el segundo dejar pasar la corriente sin ser accionado del mismo modo lo har el botn de emergencia, de esta forma se accionar la bobina Q0.1 (Bajar el brazo), mediante un auto-enclavamiento.
2) En el segundo segmento se insertar sensores de brazo abajo para que el sistema pueda reconocer , del mismo modo se coloca un sensor pistn arriba y se accionara la bobina Q0.2 (Abrir gripper),
3) El tercer segmento indica mediante un sensor que el brazo esta abajo, luego mediante un temporizador, despus de 500 ms subir la barra de acero, para esto se usa el sensor de posicin I0.5.
En el momento que el gripper coge la pieza el sensor detectar si el material es de acero, caso contrario no la recibir, simultneamente otro sensor detecta el peso del material, si pasa del lmite la rechazar, ya que no va ser posible transportarla.
4) Finalmente, el ltimo segmento gira el brazo en sentido antihorario, y el gripper se abre para depositar la barra de acero a la tolva, en ella existe un sensor de nivel que indica cuando la tolva est en el 90% de su capacidad, de modo que si sobrepasa la consigna se debe detener el proceso y alertar mediante una seal, para poder enviar al siguiente proceso.
Consignas Temperatura: La consigna para la variable temperatura ser de 60 grados centgrados, ya que si la pieza metlica supera los 200 grados, el brazo neumtico podra verse afectado. Peso: En este caso, la consigna para la variable peso sera 150 kg de material, debido a que es el peso promedio del metal a transportar a la tolva. Asimismo, con esta consigna el alimentador trabaja sin realizar esfuerzos excesivos que generen averas. Nivel mximo de tolva: Se ha determinado que la tolva debe llenarse como mximo al 90% de su capacidad. Esto con el objeto de evitar prdida de material. La capacidad de la tolva es de 2 toneladas, por lo que debe llenarse hasta 1.8 toneladas equivalentes a 12 varas. El objetivo de a es las que los
valores cercanos
variables
controladas
estn lo ms sus consignas
CAPTULO III PROGRAMACIN EN LADDER
de manera que se pueda llevar a cabo un mejor el control del proceso. Posteriormente estos valores de consigna podrn ser modificados externamente utilizando un HMI.
CAPTULO IV DESCRIPCIN DE LOS INSTRUMENTOS DE CONTROL
Controlador: PLC Siemens Simatic S7-1200 Un micro-PLC que destaca por su verstil y flexible configuracin aunada a alto rendimiento y tamao muy compacto. El nuevo sistema de ingeniera SimaticStep 7 Basic
permite configurar tanto el controlador como los paneles bsicos para HMI (interfaz hombre-mquina). Esto garantiza actividades de programacin, conectividad en red y puesta en marcha particularmente rpidas y simples. El micro-PLC Simatic S7-1200 es un nuevo controlador modular para aplicaciones compactas en la gama baja inferior. Este puede configurarse de forma escalable y flexible, lo que permite resolver exactamente las tareas de automatizacin planteadas. La CPU puede ampliarse flexiblemente con mdulos de E/S y mdulos de comunicaciones. En este contexto son novedad las denominadas SignalBoards, tarjetas que pueden enchufarse simplemente en el frente de la CPU; estn disponibles con interfaces para dos entradas o salidas digitales, resp., o para una salida analgica.
Sensores:
Sensores
Magnticos seis sensores en total, dos en
En el sistema se encuentran rotativo. Todos ellos son sensores magnticos.
cilindro donde se apoya la pieza, dos en el cilindro que sujeta la pinza y dos en el cilindro
Los sensores de proximidad magnticos son caracterizados por la posibilidad de distancias grandes de la conmutacin, disponible de los sensores con dimensiones pequeas. Detectan los objetos magnticos (imanes generalmente permanentes) que se
utilizan para accionar el proceso de la conmutacin.Los campos magnticos pueden pasar a travs de muchos materiales no magnticos, el proceso de la conmutacin se puede tambin accionar sin la necesidad de la exposicin directa al objeto. Usando los conductores magnticos (ej. hierro), el campo magntico se puede transmitir sobre mayores distancias para, por ejemplo, poder llevarse la seal de reas de alta temperatura.
Mandos de potencia: Bovinas de las vlvulas distribuidoras Bobinas de vlvulas distribuidoras que estn conectadas a los cilindros y pinza (los actuadores). Estas se encuentran en la parte posterior del sistema y son 4 en total. Estas generan presin para permitir el funcionamiento de los actuadores.
Actuadores: Pistones y pinza El primer pistn de marca Koganei (Air cylinder swing SDA40X75-N-180). Este produce el levantamiento y descenso de la zona donde reposara la pieza. El segundo pistn es de la misma marca y produce el levantamiento y descenso de la zona que sostiene la pinza. El tercer pistn produce el giro de la parte que sostiene la pinza. La pinza se abre y cierra para poner la pieza en los lugares correspondientes.
*El sistema no cuenta con Acondicionadores Esquema del sistema: Sensores (rojo), Actuadores (verde)
CAPTULO V DESCRIPCIN DE LA INTEGRACIN HMI PLC
El mdulo a trabajar se encuentra en el laboratorio de automatizacin industrial donde los PLCs y las interfaces humano maquina estn conectadas a la respectiva PC por red a travs de su puerto Ethernet.
El Ethernet es una red de rea local (LAN) desarrollada por Xerox, Digital e Intel. Es el mtodo de acceso LAN que ms se utiliza (seguido por Token Ring). Ethernet es una LAN de medios compartidos. Todos los mensajes se diseminan a todos los nodos en el segmento de red. Ethernet conecta hasta 1,024 nodos a 10 Mbps por segundo sobre un par trenzado, un cable coaxial y una fibra ptica (Fast Ethernet llega a 100 Mbps). Ethernet define las caractersticas de cableado y sealizacin de nivel fsico y los formatos de tramas de datos del nivel de enlace de datos del modelo OSI. Los tres tipos principales son: (1) 10Base5 Standard Ethernet, que utiliza un cable coaxial grueso en una topologa de bus entre nodos con una longitud de segmento mxima de hasta 1,640 pies, (2) 10Base2 Thin Ethernet, tambin llamado ThinNet y CheaperNet, que utiliza un cable coaxial ms delgado de hasta 607 pies por segmento y (3) 10BaseT, que utiliza pares trenzados conectados a una configuracin de estrella a travs de un centro con una longitud de segmento mxima de 328 pies
Niveles de comunicacin de la red en un proceso de automatizacin
En este caso para configurar la red con el Ethernet Profinet se tiene que ir a la opcin de Online y Diagnsticos, o en todo caso a la raz debajo de Dispositivos y redes Para establecer la conexin en la opcin Accesos online se debe seleccionar Intel 82567 LM-3, luego se debe asignar la direccin IP en el panel de properties. En el caso del mdulo de este proyecto, neumtica II, la direccin IP es 192.168.23.31 y el IP del Router es 192.168.23.254. Para realizar la conexin entre el PLC y el HMI el PLC debe estar fuera de lnea y se debe ingresar a la opcin Dispositivos y redes para despus arrastrar el rectngulo verde del PLC hacia el del HMI o viceversa.
CAPTULO VI
DIAGRAMA DE FLUJO
INICIO
In re a n m ro d b rra g sr e e a s
Nm ro e In re a o g sd
E c n e (B ne d r ot nV rd ) e e L zV rd u e e G rB z ira ra o A rm 1 la a G iro 9 ? 0
B ja B z a r ra o A rm 2 la a P t n is a jo? ba
A rir G p r b rip e C g r B rra oe a
A rm 3 la a T m. e p O? K
Ps eo O? K
CAPTULO VII PROGRAMA DEL HMI
VARIABLES UTILIZADAS EN LA PROGRAMACIN
Asignando las variables a los botones de arranque y parada
MDULO DE NEUMTICA II
Conclusiones -Cuando se toma la decisin de automatizar un procedimiento se lograrn objetivos de mejora continua. -Es muy importante invertir en hardwares y software compatibles y que sean los ms ptimos para el desarrollo de procesos. -Se usa la red LAN ya que es una red pequea donde los mensajes solo se dan en el proceso. -Se usan conductores magnticos ya que el campo magntico de la barra de hierro es de larga distancia y se aprovecha para que el sensor detecte con mayor eficiencia. Recomendaciones -Se debe programar el HMI con mucha precisin para que el PLC pueda funcionar como lo requiera el proceso de produccin. -Para la implementacin de los sensores, adaptadores, actuadores, etc. es muy importante tener en cuenta las especificaciones tcnicas de los productos con los que se va a trabajar para evitar problemas que conllevaran gastos innecesarios. -Se debe realizar un control de calidad tanto de las materias primas como del proceso productivo con una actuacin eficiente de los sensores ya que una falla en cualquiera de los niveles afectara el producto final.
You might also like
- Examen 2015 1 MarzoDocument4 pagesExamen 2015 1 MarzoJuan Carlos CarrionNo ratings yet
- Sol Ef2010iDocument7 pagesSol Ef2010iJuan Carlos CarrionNo ratings yet
- Trabajo D..auto - GianfrancoDocument25 pagesTrabajo D..auto - GianfrancoJuan Carlos CarrionNo ratings yet
- Uña de Gato - Trabajo Final DispoDocument113 pagesUña de Gato - Trabajo Final DispoJuan Carlos Carrion100% (1)
- Una Solución Auto EF2010IIDocument7 pagesUna Solución Auto EF2010IIJuan Carlos CarrionNo ratings yet
- Proyecto de Planta Industrial 2010Document5 pagesProyecto de Planta Industrial 2010Juan Carlos CarrionNo ratings yet
- BL50Document2 pagesBL50OLON MEDICAL CENTERNo ratings yet
- Pentaeritritol resumen seguridadDocument3 pagesPentaeritritol resumen seguridadIsrael Lopez KahloNo ratings yet
- Segundo Principio de La TermodinámicaDocument24 pagesSegundo Principio de La TermodinámicaMartin TorresNo ratings yet
- Actividad 1 Mapas Mentales de Los LinksDocument2 pagesActividad 1 Mapas Mentales de Los LinksSantiago Barbosa barretoNo ratings yet
- Acidos y Bases Debiles y DurosDocument37 pagesAcidos y Bases Debiles y DurosBorisNo ratings yet
- Tema-2-Metodos-ClasicosDocument9 pagesTema-2-Metodos-ClasicosaanitahpNo ratings yet
- Analisis de Azufre en Una Muestra de CarbonDocument15 pagesAnalisis de Azufre en Una Muestra de CarbonJosé RodríguezNo ratings yet
- Solución neumática del tambor de soldaduraDocument7 pagesSolución neumática del tambor de soldaduraMartin FranciscoNo ratings yet
- Análisis de Riesgos para Tanques de GLPDocument4 pagesAnálisis de Riesgos para Tanques de GLPlili27No ratings yet
- Plata EpoxicaDocument8 pagesPlata Epoxica00015800No ratings yet
- Catalogo - Chapas Perforadas - Performa RosarioDocument11 pagesCatalogo - Chapas Perforadas - Performa RosarioAndres FerreroNo ratings yet
- Aldehidos y CetonasDocument21 pagesAldehidos y CetonasCamila Ximena Anaya AlarcónNo ratings yet
- Topografía 2 Incertidumbres y Errores en TopografíaDocument13 pagesTopografía 2 Incertidumbres y Errores en TopografíaManu San ClementeNo ratings yet
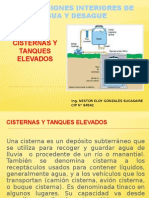
- Cisternas y Tanques NestorDocument22 pagesCisternas y Tanques NestorPq Adolfo MichaelNo ratings yet
- CruzPerez Ignacio M15S1AI1Document11 pagesCruzPerez Ignacio M15S1AI1IGNACIO CRUZNo ratings yet
- Manual Hidraulica I, IIDocument161 pagesManual Hidraulica I, IIcristian159951100% (1)
- Procedimiento de Aplicación de Cloruro de Calcio-CieneguillaDocument6 pagesProcedimiento de Aplicación de Cloruro de Calcio-CieneguillaJhon Guzman CALIDADNo ratings yet
- Dictamen QuimicaDocument5 pagesDictamen QuimicaIván LealNo ratings yet
- Compuestos BinariosDocument11 pagesCompuestos BinariosAbner TzejNo ratings yet
- Procedimiento de Construcción de Montaje de Plataformas MetálicasDocument5 pagesProcedimiento de Construcción de Montaje de Plataformas MetálicasDportennisXaviNo ratings yet
- Examen Física 3er TrimestreDocument3 pagesExamen Física 3er TrimestreErnest Pat MarNo ratings yet
- CAPÍTULO 11 - Bioenergética - La Función Del ATPDocument14 pagesCAPÍTULO 11 - Bioenergética - La Función Del ATPMartha A HervertNo ratings yet
- Guía de ejercicios de cálculo de entalpías de reacción químicaDocument3 pagesGuía de ejercicios de cálculo de entalpías de reacción químicaChristopher GutierrezNo ratings yet
- Árbol de Problemas: Contaminación Ambiental y Deforestación Del Caserío ChapairaDocument20 pagesÁrbol de Problemas: Contaminación Ambiental y Deforestación Del Caserío ChapairasmithNo ratings yet
- Entropia y DesordenDocument10 pagesEntropia y DesordenDaniel Ordosgoitia NovoaNo ratings yet
- P8 Principios de Analisis CuantitativoDocument16 pagesP8 Principios de Analisis CuantitativoNadia Montero GonzálezNo ratings yet
- QPS - Instalación de Tuberías Hdpe CN - V6 - 01 - Acu - CajaDocument73 pagesQPS - Instalación de Tuberías Hdpe CN - V6 - 01 - Acu - CajaWILLAN BUSTAMANTE SANCHEZNo ratings yet
- La Arcilla Recursos Naturales #1#grupo 5 ADocument21 pagesLa Arcilla Recursos Naturales #1#grupo 5 Asddas dasNo ratings yet
- Observacion de Estructuras de Hongos.Document51 pagesObservacion de Estructuras de Hongos.Carmen Maria LNo ratings yet
- Viñetas químicas UNAHDocument17 pagesViñetas químicas UNAHJeyson RaudalesNo ratings yet