Professional Documents
Culture Documents
Cs-1-30316-H04-07-Gen Mech
Uploaded by
Pako OlmedoOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Cs-1-30316-H04-07-Gen Mech
Uploaded by
Pako OlmedoCopyright:
Available Formats
GMNA Controls, Conveyors, Robotics & Welding
NA Common Conveyor Standards General Mechanical Standards CS-1-30316
March 2005
Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
DOCUMENT MANAGEMENT INFORMATION
Author(s): Ben Almagro Dan Bodary Brooks Curtis Craig Dahl Gabe DeMarco Bob Gangwisch Bob Gerring Bob Going Ken Sipler Approval(s): WFG ben.almagro@gm.com Brooks Curtis Conveyor Systems dan.bodary@gm.com Conveyor Systems brooks.a.curtis@gm.com Conveyor Systems craig.dahl@gm.com Conveyor Systems gabriel.a.demarco@gm.com Conveyor Systems robert.gangwisch@gm.com Conveyor Systems bob.gerring@gm.com Conveyor Systems bob.going@gm.com Conveyor Systems ken.d.sipler@gm.com Conveyor Systems
Sponsoring Group: GMNA Controls, Conveyors, Robotics & Welding Forward Questions and Comments to: Brooks Curtis, NA Conveyor Systems brooks.a.curtis@gm.com Additional Copies: Any printed copy of this document is considered UNCONTROLLED. Access to a controlled version can be made through GM Supply Power or the GMNA internal website, Socrates, by selecting the following links in the order in which they are listed. 1. A-Z Site List 2. Controls, Conveyors, Robotics and Welding 3. Compliance Items 4. Standards and Specifications 5. Conveyors 6. CS-1-30316 Document Expiration Date: This document will expire April 2008. It may be revised, reaffirmed or withdrawn prior to this date. Contact the organization listed above for the latest version. Document Revisions: Date Revision September 2000 D January 2002 E April 2003 F June 2004 March 2005 G H
By Going, Dahl
Curtis, Bailey Curtis, Bailey
Revision History Revised Paragraph 28.12.3. and 28.13.1 Document Updated to Current Technology Reorganized and formatted per FS-1 including minor grammar and punctuation changes. Updated Figure 3-1. Updated cover sheet. Revised technical content in sections 2, 3, 6, 13, 14, 16, 17, 24, 29, 30, 32, 33, 34, 38, and 39. Revised paragraph 30.1.3 and corrected figure numbers and references in sections 30 through 40. Added items x, y, z & aa to Normative References. Added paragraphs 31.12.9 &31.12.10
Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
TABLE OF CONTENTS
Section
Description
Page
1.
General ............................................................................................................................................ 1 1.1. Scope .................................................................................................................................. 1 1.2. Purpose ............................................................................................................................... 1 1.3. Audience ............................................................................................................................. 1 1.4. Deviations............................................................................................................................ 1 1.5. Normative References ........................................................................................................ 1 Anti-backup..................................................................................................................................... 2 2.1. General................................................................................................................................ 2 2.2. Power Trolley Anti-backup .................................................................................................. 2 2.3. Free Trolley/Carrier Anti-backup ......................................................................................... 2 Anti-runaways [Decline Safety Conveyors, (Passive) and Retarder Conveyors (Powered)].. 3 3.1. Anti-runaway Devices (Chain-activated) ............................................................................. 3 3.2. Anti-runaway Devices (Carrier-activated)............................................................................ 3 3.3. Decline Safety Conveyors (Passive) ................................................................................ 3 3.4. Retarder Conveyors (Powered)........................................................................................ 5 Bearings .......................................................................................................................................... 9 4.1. General................................................................................................................................ 9 4.2. Capacity .............................................................................................................................. 9 4.3. Housing ............................................................................................................................... 9 4.4. Expansion............................................................................................................................ 9 Carriers.......................................................................................................................................... 10 5.1. General.............................................................................................................................. 10 5.2. Quality Assurance ............................................................................................................. 10 5.3. Design and Construction................................................................................................... 10 5.4. Testing .............................................................................................................................. 12 5.5. Checking Fixture ............................................................................................................... 13 Carrier Positioners ....................................................................................................................... 13 6.1. General.............................................................................................................................. 13 Carrier Stabilizers......................................................................................................................... 15 7.1. General.............................................................................................................................. 15 Chain Cleaners ............................................................................................................................. 15 Clevises......................................................................................................................................... 15 9.1. General.............................................................................................................................. 15 De-Bug and Testing, Stand-by and Start-up Services.............................................................. 15 10.1. General.............................................................................................................................. 15 10.2. De-bug and Testing........................................................................................................... 15 10.3. Stand-by ............................................................................................................................ 15 10.4. System Validation.............................................................................................................. 15 Drawings ....................................................................................................................................... 16 11.1. General.............................................................................................................................. 16
2.
3.
4.
5.
6. 7. 8. 9. 10.
11.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 11.2. 11.3. 11.4. 11.5. 11.6. 11.7. 12. NA Controls, Conveyors, Robotics & Welding Drawing Numbers ............................................................................................................. 17 Bid Drawings ..................................................................................................................... 18 Layouts.............................................................................................................................. 18 Conveyor Data Charts....................................................................................................... 20 Details ............................................................................................................................... 20 Final Drawings................................................................................................................... 21
Drip Pans....................................................................................................................................... 21 12.1. General.............................................................................................................................. 21 12.2. Drip Pan Construction ....................................................................................................... 21 Drives ............................................................................................................................................ 22 13.1. General.............................................................................................................................. 22 13.2. Service Factors ................................................................................................................. 23 13.3. Overload Protection........................................................................................................... 23 13.4. Overload Protection Testing.............................................................................................. 23 13.5. Shear Pins......................................................................................................................... 24 13.6. Motors ............................................................................................................................... 24 13.7. Brakes ............................................................................................................................... 24 13.8. Drive Roller Chains (RC)................................................................................................... 25 13.9. Belts, Sheaves and Pulleys ............................................................................................... 25 13.10. Reducers ........................................................................................................................... 25 13.11. Framework ........................................................................................................................ 26 13.12. Sprockets .......................................................................................................................... 26 13.13. Couplings .......................................................................................................................... 26 Drives (Caterpillar) ....................................................................................................................... 26 14.1. General.............................................................................................................................. 26 14.2. Capacity ............................................................................................................................ 27 14.3. Framework ........................................................................................................................ 27 14.4. Back-up Bars..................................................................................................................... 28 14.5. Caterpillar Chain................................................................................................................ 28 14.6. Roller Nest......................................................................................................................... 28 14.7. Sprockets .......................................................................................................................... 29 14.8. Lubrication......................................................................................................................... 29 14.9. Drip Pan ............................................................................................................................ 30 Expansion Joints ......................................................................................................................... 30 15.1. General.............................................................................................................................. 30 15.2. Building Expansion Joints ................................................................................................. 31 15.3. Oven Expansion Joints ..................................................................................................... 31 15.4. Power Track Expansion Joints.......................................................................................... 31 15.5. Free Track Expansion Joints ............................................................................................ 31 Falling Parts Guard (Screenguard)............................................................................................ 32 16.1. General.............................................................................................................................. 32 16.2. Construction ...................................................................................................................... 33 16.3. Typical Hanging Arrangement........................................................................................... 46 Inspection Gates .......................................................................................................................... 49 17.1. Free Track Inspection Gate (X-458/X-678 Chains and Enclosed Track).......................... 49 Lubrication.................................................................................................................................... 50 18.1. General.............................................................................................................................. 50 18.2. Greaser-type Lubricators .................................................................................................. 51 18.3. Oiler-type Lubricators ........................................................................................................ 51 18.4. Lubricator Installation ........................................................................................................ 51 ii Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
13.
14.
15.
16.
17. 18.
March 2005
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 18.5. 18.6. 19. NA Controls, Conveyors, Robotics & Welding Grease Fittings .................................................................................................................. 51 Lubricator Remote Pumping Station ................................................................................. 52
Miscellaneous............................................................................................................................... 52 19.1. Identification Tagging ........................................................................................................ 52 19.2. Fencing Fabrication and Installation.................................................................................. 52 19.3. Production Rate Requirements ......................................................................................... 52 19.4. Utilities............................................................................................................................... 52 Modular Build Concept................................................................................................................ 53 20.1. General.............................................................................................................................. 53 Painting ......................................................................................................................................... 53 21.1. General.............................................................................................................................. 53 21.2. Prime................................................................................................................................. 53 21.3. Finish................................................................................................................................. 54 21.4. Color Schedule.................................................................................................................. 54 Personnel and Equipment Safety ............................................................................................... 55 22.1. Personnel Guard ............................................................................................................... 55 22.2. Personnel Guard Construction.......................................................................................... 56 22.3. Signage ............................................................................................................................. 56 Pushers/Stop and Pushers (S&Ps)............................................................................................. 59 23.1. General.............................................................................................................................. 59 23.2. Cylinder ............................................................................................................................. 59 23.3. Carriage............................................................................................................................. 60 Repair Spur ................................................................................................................................... 60 24.1. General.............................................................................................................................. 60 Rivetless Chain ............................................................................................................................ 61 25.1. General.............................................................................................................................. 61 25.2. Standard............................................................................................................................ 61 25.3. High Alloy .......................................................................................................................... 62 25.4. Tension (Rivetless and Enclosed Track) .......................................................................... 62 25.5. Refurbished Chain ............................................................................................................ 63 Set Screws .................................................................................................................................... 64 26.1. General.............................................................................................................................. 64 Shafts ............................................................................................................................................ 64 27.1. General.............................................................................................................................. 64 Silicone Contamination ............................................................................................................... 64 28.1. General.............................................................................................................................. 64 Springs .......................................................................................................................................... 65 29.1. General.............................................................................................................................. 65 Stops ............................................................................................................................................. 65 30.1. General.............................................................................................................................. 65 30.2. Cylinder ............................................................................................................................. 66 30.3. Stop Blade......................................................................................................................... 68 Structural Elements ..................................................................................................................... 68 31.1. Anchor Bolts ...................................................................................................................... 68 31.2. Cover Plates...................................................................................................................... 68 31.3. Grating............................................................................................................................... 69
20. 21.
22.
23.
24. 25.
26. 27. 28. 29. 30.
31.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
iii
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 31.4. 31.5. 31.6. 31.7. 31.8. 31.9. 31.10. 31.11. 31.12. 31.13. 31.14. 31.15. 31.16. 31.17. 32. 33. NA Controls, Conveyors, Robotics & Welding Service Platforms .............................................................................................................. 69 Ladders/Alternating Tread-Type Stairs ............................................................................. 70 Platform Construction........................................................................................................ 74 Repair Spur Platforms....................................................................................................... 75 Service Rail ....................................................................................................................... 75 Support Steel..................................................................................................................... 75 Welding Practices ............................................................................................................. 77 Bolting Practices................................................................................................................ 78 Clamps .............................................................................................................................. 79 Headers............................................................................................................................. 90 Hangers and Bracing ........................................................................................................ 93 Floor Support Structures ................................................................................................... 94 Concrete Pits (Utilities and Ventilation) ............................................................................. 94 Stair Crossovers................................................................................................................ 94
Synchronization ........................................................................................................................... 95 32.1. General.............................................................................................................................. 95 Take-ups (Rivetless and Enclosed Track Chains) .................................................................... 95 33.1. General.............................................................................................................................. 95 33.2. Pneumatic Requirements.................................................................................................. 96 33.3. Holdback Chains ............................................................................................................... 98 33.4. Frames .............................................................................................................................. 98 33.5. Expansion Joints ............................................................................................................... 99 33.6. Platform ............................................................................................................................. 99 Track (Rivetless Chain Conveyors)............................................................................................ 99 34.1. General.............................................................................................................................. 99 34.2. Splice................................................................................................................................. 99 34.3. Track Installation ............................................................................................................. 100 Track Switches ........................................................................................................................... 101 35.1. General............................................................................................................................ 101 35.2. Capacity .......................................................................................................................... 102 35.3. Entrance Switches........................................................................................................... 102 35.4. Exit Switches ................................................................................................................... 102 35.5. Cylinders ......................................................................................................................... 102 Trolleys (Rivetless Chain) ......................................................................................................... 102 36.1. General............................................................................................................................ 103 36.2. Refurbished Trolleys ....................................................................................................... 103 36.3. Brackets .......................................................................................................................... 103 36.4. Wheels ............................................................................................................................ 104 36.5. Capacity .......................................................................................................................... 104 Turns (Enclosed Track) ............................................................................................................. 104 37.1. General............................................................................................................................ 104 37.2. Bracing ............................................................................................................................ 105 Turns (P&F Roller) ..................................................................................................................... 105 38.1. General............................................................................................................................ 105 38.2. Construction .................................................................................................................... 106 38.3. Bracing ............................................................................................................................ 106 Turns (Power Only Roller)......................................................................................................... 106 39.1. General............................................................................................................................ 106 39.2. Capacity .......................................................................................................................... 107
34.
35.
36.
37.
38.
39.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
iv
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 39.3. 39.4. 39.5. 39.6. 39.7. 40. NA Controls, Conveyors, Robotics & Welding Construction .................................................................................................................... 107 Bracing ............................................................................................................................ 107 Segment Bars ................................................................................................................. 107 Rollers ............................................................................................................................. 108 Lubrication....................................................................................................................... 108
Turns (Traction Wheel) .............................................................................................................. 108 40.1. General............................................................................................................................ 108 40.2. Capacity .......................................................................................................................... 110 40.3. Construction .................................................................................................................... 110 40.4. Bracing ............................................................................................................................ 110 40.5. Hub and Shaft Assembly................................................................................................. 110 40.6. Wheel .............................................................................................................................. 111 40.7. Traction Wheels (P&F Track Sections)........................................................................... 111 40.8. Personnel and Equipment Safety.................................................................................... 111 Vertical Curves (Rivetless Chain)............................................................................................. 112 41.1. General............................................................................................................................ 112 41.2. Power Only (Monorail)..................................................................................................... 112 41.3. Power and Free (P&F) .................................................................................................... 113
41.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 1. 1.1. General Scope 1. The standards stated herein describe the mechanical requirements for conveyor-related projects for GM. Additional requirements may be included in the specific conveyor sections, CS-1-30318 through CS-1-30335, or the scope of work sections of the bid specifications for a particular project. 1.2. Purpose 1. The basic purpose of this standard is to provide clear and concise requirements for the mechanical design and construction of automotive conveyors, related equipment and infrastructure, enabling the GM Project Engineer to obtain the following additional advantages: a. cost effective procurement of resources, parts and systems and subsystems b. reduction of design cost and interchangeability by systems integration c. introduction of uniformity in operation and repair as well as preventive and corrective maintenance d. increase of Mean Time Between Failures (MTBF) and decrease Mean Time To Repair (MTTR) e. assure safety of operation and reduce or eliminate injury or pecuniary loss f. increase the value of capital expenditure 2. This section shall refer to standard definitions, nomenclature interpretation and construction of terms provided elsewhere in the CS-1 documents, as amended. 1.3. Audience 1. The basic conveyor standards contained in this standard are to be utilized by the plants, Central Office personnel, GM Project Engineers and machinery and equipment contractors and their suppliers as a guideline for developing conveyor systems. 1.4. Deviations 1. Any deviations from this standard require the advanced written approval of the GMNA Controls, Conveyors, Robotics and Welding (CCRW) representative responsible for the project in question. Any approved deviations shall only apply to that specific instance, and it shall not be considered a change to the standard. 1.5. Normative References 1. The following standards contain provisions that, through reference in this text, constitute part of the enclosed documentation. The editions indicated were valid at the time of publication. All the listed standards are subject to revision and the most recent editions of each standard indicated below shall be adhered to. a. AISC, Specification for Structural Steel Buildings. b. AISC, Code of Standard Practice. c. ANSI B29.1. d. ASTM E 488. e. AWS, Structural Welding Code Steel. f. AWS A5.1, Specification for Carbon Steel Covered Arc Welding Electrodes. g. AWS A5.5, Specification for Low-Alloy Steel Covered Arc Welding Electrodes. h. DIN 8187 (ANSI/RMA IP-24). i. GM 9984162. j. GM CS-1-30313 (01/02), NA Common Conveyor Standards: General Information. k. GM CS-1-30314 (01/02), NA Common Conveyor Standards: Documentation. l. GM CS-1-30315 (01/02), NA Common Conveyor Standards: Conveyor Design and Applications. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed NA Controls, Conveyors, Robotics & Welding
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding m. GM CS-1-30318 (01/02), NA Common Conveyor Standards: Overhead Power and Free Conveyors. n. GM DHS-3 Design for Health and Safety Specification o. GM HS-1 (01/94), Hydraulics Standards. p. GM LS-1 (03/02), Basic Lubrication Standard for Industrial Equipment and Machine Tools. q. GM PS-1 (03/96), Pneumatic Standard for Industrial Equipment. r. GMVO LS100.8, Layout Development Process. s. GMVO LS200.10, Data Management and Transfer. t. GMVO LS450.7, 3D Process Layout Standard. u. WFG NAO-0066, Corporate Lighting Standard x. SPS-1, Spare Parts Specification for Equipment & Manufacturing Systems, Version 04.4 y. TMS-1, Technical Manual Specification for Equipment & Manufacturing Systems, Version 3.2 z. CE-18-D-002, Training Specification for Equipment & Manufacturing Systems, Version 2.1 aa. RM-3, Reliability & Maintainability Standard for Machinery and Equipment, April 21, 2004 2. Note: All relevant provisions of this document shall apply to specific terms, conditions and requirements of document sections CS-1-30318 through CS-1-30335 as they relate to a particular type of conveyor. 2. 2.1. Anti-backup General 1. Anti-backup devices shall allow forward movement of the trolley, carrier, skid and skuk yet prevent the aforementioned from traveling backwards. The device shall withstand the maximum impact of a loaded carrier without damage. 2. Anti-backups shall be track or structurally mounted and engage the carrier or trolleys to prevent reverse travel. 3. Rubber or equivalent bumpers shall be incorporated to minimize the noise of normal operation. 2.2. Power Trolley Anti-backup 1. Power trolley devices shall be provided on Overhead Monorail (OHM) and Enclosed Track Monorail. 2. All Power Only (PO) inclines where the change in elevation is 2 ft. or more, a minimum of one device shall be installed for every 2-foot change in elevation and fraction thereof (e.g., 2 ft. to 3 ft. 11 in. for one device and 4 ft. to 5 ft. 11 in. for two devices). These devices shall be evenly spaced along the incline no more than 2 ft. apart. 3. For loaded carrier inclines, the anti-backup spacing shall enable the carrier to stop without causing its load to break free. 4. Power trolley anti-backups are not required for P&F systems. 5. Other type conveyances shall not use these devices except as required by the specific project and approved by the GM Project Engineer. 2.3. Free Trolley/Carrier Anti-backup 1. Free trolley/carrier anti-backups shall be used in the following applications: a. All power and free inclines where the length of the straight track (between the lower and upper radii) is a minimum of 2 ft. These devices shall be located on the straight section and upper radius of the vertical curve and shall be spaced so that a carrier can travel no more than 1 ft backwards. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 2
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding b. For loaded carrier inclines, the anti-backup spacing shall enable the carrier to stop without causing its load to break free or allow the carriers to contact each other. c. At Chain-to-Chain transfers, the anti-backup shall hold the carrier in the pick-up zone of the take-away chain. d. For accumulation banks, a minimum of one device shall be behind the first carrier in the stop. Additional anti-backup devices shall be provided to prevent fore/aft carrier oscillations on an as needed basis. e. If banking of carriers is possible beyond the stop, an anti-backup shall be located between the two sensors creating a clear zone in the bank ahead. This anti-backup device will prevent multiple trips of the all clear and the add/subtract signals. Anti-runaways [Decline Safety Conveyors, (Passive) and Retarder Conveyors (Powered)] Anti-runaway Devices (Chain-activated) 1. Power trolley anti-runaways are not required for P&F systems. 2. Other conveyors shall not use these devices unless required by the specific project scope of work and approved by the GM Project Engineer. 3. Power trolley anti-runaway devices shall be provided on monorail and enclosed track monorail system declines where the change in elevation is 5 ft. or more. A minimum of one device shall be installed for every 5-foot change in elevation and fraction thereof (e.g., 5 ft. to 9 ft. 11 in. for one device and 10 ft. to 14 ft. 11 in. for two devices). The tripped position of the device shall actuate a sensor that shuts down the conveyor drive(s). 4. The device shall be designed so that a chain speed slightly over normal will trip the device and block the chain path. This device shall not prematurely engage during normal operation, and no false trips shall occur. 5. Construction shall prevent the chain trolleys from passing when tripped, while withstanding the maximum impact load without damage. After use, the device shall be manually reset. Rubber or equivalent bumpers shall be incorporated to minimize the noise of normal operation. 3.2. Anti-runaway Devices (Carrier-activated) 1. These anti-runaway devices shall be installed, at a minimum, when the runaway carrier has the potential to damage the carrier, product and/or other components of the system or when their use is required by the specific project scope of work and approved by the GM Project Engineer. These devices shall not be used for personnel protection. 2. The anti-runaway device shall be designed so that a sudden increase in velocity trips the device and stops the carrier. Engagement of the device shall actuate a sensor that stops the conveyor drive. Normal operating speeds (including minor variation) shall not cause the antirunaway device to engage prematurely. 3. The device shall withstand the maximum impact of a loaded carrier without damage and allow for manual resetting after each use. Use of a shock-absorbing device is required. 4. At a minimum, these devices (i.e., holdback dogs) shall be installed for elevation changes of 4 ft. or more and shall be spaced on 2-foot centers. 5. Provisions shall be included to minimize the noise of normal operation. 3.3. Decline Safety Conveyors (Passive) 1. Carrier decline safety conveyors with brakes shall be installed on declines with elevation changes of 4 ft. or more when descending into areas where operation personnel are present but not working between jobs (i.e., high speed delivery conveyors that enter into production areas) or if their use is required in the specific project scope of work or by the GM Project Engineer. Passive safety decline conveyors (carrier driven) shall be installed on declines with March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 3
3. 3.1.
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
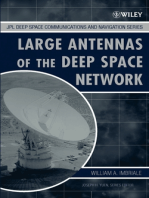
General Motors Corporation NA Controls, Conveyors, Robotics & Welding elevations greater than 4 ft. or more when descending into area where operational personnel can be present but not working between jobs (i.e. delivery conveyor) unless project specified. 2. Refer to Figure 3-1 and Table 3-1 for additional information. Figure 3-1: Typical Decline Safety Conveyor (Passive)
* 28'-0" C/C SHAFTS OHPF CONVEYOR C L C L SAFETY DECLINE CONVEYOR 4'-0" 1'-3" C L TAIL SHAFT 5'-0" C/C LOAD TROLLEYS (REF.) 1'-6" TRAVEL TAKE-UP
HOLLOW SHAFT REDUCER C L HEAD SHAFT CENTRIFUGAL BRAKE ARRANGEMENT * 25'-0" T/T
30
3'-0"
R20 '-0"
SAFETY DECLINE CONVEYOR ACTUATOR BAR
2'-0" C/C DOGS
30
BRAKE/SPROCKET LOCATION TO BE DESIGNED SUCH THAT THE CARRIER WILL BE FULLY ENGAGED BY THE SAFETY CONVEYOR WHEN THE FRONT LOAD TROLLEY HAS TRAVELED DOWN THE VERTICAL CURVE. SEE NOTE No.3
CHAIN DOGS TO BE SPACED @ 2'-0" C/C IF THERE IS ONLY ONE CARRIER ON DECLINE. IF THERE ARE MULTIPLE CARRIERS ON THE DECLINE THE DOGS SHALL BE SPACED @ 1'-0"
3. The decline safety conveyor shall be equipped with gearbox (sized to required loads) and centrifugal clutch/brake. The centrifugal clutch/brake shall engage when conveyor speed increases 10 FPM or more over the design speed and allow the carrier to travel to the bottom of decline at that speed. 4. The decline safety conveyor shall be located adjacent to the conveyor decline and driven by a carrier contacting a holdback dog. The carrier shall engage the safety conveyor chain dog after (within 2 ft.) the carrier descends to the point all weight is transfer from main conveyor pusher dog to hold back dog. 5. The minimum chain size for the decline safety conveyor shall be equal to the size of the chain on the conveyor decline being protected. 6. Holdback dogs shall be free pivoting in the vertical plane that allows the dogs to overrun the carriers, and they shall stop the carrier attempting to overrun the holdback dogs. Dogs should be spaced on 2-foot centers. The holdback dogs shall pivot about a grade A325 shoulder bolt, castle nut and cotter pin. The bolt shall be cross-drilled to accept a cotter pin sized for the castle nut used. The use of lock washers or locknuts is not recommended for this application. Refer to Figure 3-3. 7. A screw-operated take-up that is capable of removing one dog space shall be provided to accommodate chain wear. 8. The head and tail sections of the decline safety conveyor shall incorporate seven tooth sprockets as a minimum sprocket size. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 4
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 9. The gearbox/clutch mounting shall include a dual torque spring arrangement. The first lighter spring shall overcome the carrier impact into the safety conveyor dog for normal operation. The second heavier spring shall be designed for the carrier runaway impact. 10. The centrifugal clutch/brake bracket shall include a spring switch to signal clutch engagement. This signal will shutdown the main system conveyor. 11. All framework shall be sized for the maximum capacity of the system. 12. The contractor shall provide detailed calculations of the force required at each safety decline. This information shall include carrier mass, speed and deceleration assumptions. The engagement speed shall be stenciled clearly on each centrifugal clutch/brake assembly. The contractor shall also test all vertical curves. The GM Project Engineer shall witness this testing. 3.4. Retarder Conveyors (Powered) 1. A Retarder Conveyor shall be used in lieu of the passive type (with elevation changes of 4 ft. or more) when: a. operational personnel can be present between the carriers at the bottom of declines b. the chain pull may be effected by the drag of a decline safety conveyor [e.g., multiple drives on a Chain-on-Edge (COE) system] c. specified by plant or project scope of work d. Refer to Figure 3-2 and Table 3-1 for additional information.
This space intentionally left blank.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 3-2: Retarder Conveyor (Powered)
* 28'-0" C/C SHAFTS
4'-11 1/8"
BRAKE/SPROCKET LOCATION TO BE DESIGNED SUCH THAT THE CARRIER WILL BE FULLY ENGAGED BY THE SAFETY CONVEYOR WHEN THE FRONT LOAD TROLLEY HAS TRAVELLED DOWN THE VERTICAL CURVE. SEE NOTE No.3 * 25'-0" T/T 3'-0"
SAFETY DECLINE CONVEYOR ACTUATOR BAR
30
3'-0"
1'-6"
15
30
CHAIN DOGS TO BE SPACED @ 1'-0" C/C IF THERE IS ONLY ONE CARRIER ON DECLINE.
2. Retarder conveyors shall be located adjacent to the main conveyor decline. Retarder conveyor holdback dog centers shall be 8 inch (X-458) or 12 inch maximum for (X-678) chain. Retarder conveyors shall be speed matched, running slightly faster than the conveyor its protecting. 3. Any breakaway carrier will engage the retarder conveyor hold back dogs and control the carrier without loss of load to avoid accident or injury. 4. The Retarder conveyor rotary drive shall be equipped with a gearmotor (sized to required loads) and integral brake. 5. The rotary drive unit shall incorporate a torque arm and torque overload spring, along with an impact spring arrangement. 6. The impact spring arrangement shall be multiple stage; initial stage for lighter impact, followed by a heavy stage to handle the worst-case impact. 7. Impact spring attachment will be designed for (1) one carrier minimum at no more than 12 drop (for 12 dog centers), and a maximum force on part of 2gs. 8. Holdback dogs shall be free pivoting in the vertical plane that allows dogs to overrun the carriers, and they shall stop the carrier attempting to overrun the holdback dogs. Dogs should be spaced on no more than 1-foot centers. The holdback dogs shall pivot about a grade A325 shoulder bolt, castle nut and cotter pin. The bolt shall be cross-drilled to accept a cotter pin sized for the castle nut used. The use of lock washers or locknuts is not recommended for this application. Refer to Figure 3-3. 9. A screw-type take-up that is capable of removing one dog space shall be required to accommodate chain wear, and it shall be located at the bottom of the vertical curve. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 6
1'-3"
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 10. All framework shall be sized for the maximum capacity of the system. 11. The retarder conveyor drive shall rely on sensor cutoff for overload protection. The drive shall not be equipped with a shear pin hub.
Figure 3-3: Holdback Dog Assembly
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Table 3-1: Anti-Runaway Usage Matrix For use only with declines that go into areas where production operators are located within 50 of the bottom tangent. Conveyor Type Overhead Monorail or Inverted Monorail Conveyor (IMC) Enclosed Track Power & Free or Monorail Carrier Size/Conveyor Speed Loaded/Empty Carrier Antirunaway Device X Decline Safety Conveyor Retarder Conveyor
Empty Any Loaded Empty Any Loaded
X X X
Small part or subassembly carrier/ High speed chain/ one carrier at a time on decline Overhead Small part or Power & subassembly carrier/ Free High speed chain/ one (OP&F) or carrier at a time on Inverted decline Power & Full body carrier or 3-rail Free carrier/ High speed chain/ (IP&F) one carrier at a time on decline Any carrier size/ Production speed chain/ many carriers at a time on decline Any carrier size/ High speed chain/ one carrier at a time on decline Chain on Any carrier size/ Edge (COE) Production speed chain/ many carriers at a time on decline Electrified Monorail Any System (AEM)
Empty
Loaded
Empty or loaded
Empty or loaded
Empty or loaded
Empty or loaded
Empty or loaded
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
4. 4.1.
Bearings General 1. All bearings shall be self-aligning ball or roller type to accommodate shaft misalignment. Subject to all provisions of this section as well as other applicable specifications, the contractor shall use only GM Project Engineer-specified bearings or equivalent. 2. For 1 /16-inch diameter and smaller shafts, ball-type bearings may be used (e.g., power roll conveyors, gravity conveyors, pivoting devices, pusher dog conveyors and sensor actuators). All other bearings shall be roller type. The contractor shall consider factors like the shaft load and speed, shock loads and operating environment when selecting the type of bearing (ball or roller). 3. All bearings shall be sealed (and/or shielded) with external grease fitting for re-lubrication, unless otherwise specified in the specific project scope of work. Bearing grease fittings that are inaccessible shall be piped to a central lubrication block. The term inaccessible is defined as an area that cannot be easily reached or lubricated while the equipment is running (e.g., a pillow block bearing internal to a unit that cannot be reached without the disassembly of other components, or roller turn rollers that cannot be reached via platforms, ladders and man-lifts). Drive-in type grease fittings are not acceptable. Refer to GM document LS-1, Basic Lubrication Standard for Industrial Equipment and Machine Tools, for additional requirements. 4. All bearing units shall be positively locked to the shaft. 5. All bearings shall be blocked at each end after final alignment to prevent any movement. 6. Bearings shall have labyrinth-type seals. For wet, caustic or contaminated areas, consult the bearing manufacturer and submit proposed seal arrangement to the GM Project Engineer for approval. 7. All journal bearings, sliding bearings and bushings shall be able to be re-lubricated and provided with lubricant distribution grooves. 8. Graphology bushings are permitted for high temperature applications.
15
4.2.
Capacity 1. Bearing sizes shall be based on the maximum equivalent load(s) and rotational speed. Both radial and thrust load shall be considered. All Bearings, whether able to be re-lubricated or pre-lubricated and permanently sealed (i.e., sealed for life), shall be designed for the following bearing lives: a. Drive shaft bearings L10 = 100,000 hours @ system design load/speed b. Wheel/roll bearings L10 = 100,000 hours @ system design load/speed c. Linear bearings L10 = 100,000 hours @ system design load/speed
4.3.
Housing 1. The housing shall be of cast gray iron or steel. Cast steel shall be used for applications where heavy shock and impact loads are involved or where the forces pass through the cap. However, designs that create this latter condition should be avoided as much as practicable. 2. On 4-inch diameter and larger shafts, a two-piece housing shall be provided to facilitate initial installation alignment and future service.
4.4.
Expansion 1. Where the shaft is subjected to thermal expansion and the bearings are mounted on supporting structures other than steel, expansion bearings shall be provided to allow for the relative movement between the shaft ends and bearing. These expansion bearings shall be
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding used with one anchor non-expansion bearing located near a critical component or on a long shaft near the center to minimize the end expansion. 5. 5.1. Carriers General 1. The following requirements, where appropriate, are applicable to Overhead and Inverted P&F, Skid, Skuk, Automated Electrified Monorail (AEM), Skillet, Monorail, COE, Pendulum and Inverted Monorail carriers. a. An overhead style load trolley shall have safety cables or chains to prevent the carrier from falling in case of a failure. This restraint shall be attached to each load trolley and secured around/through a major carrier member without interfering with the movement of the carrier. The cable or chain shall be sized to include impact loading with a minimum safety factor of 8 to 1. The cables shall be ensured against failure due to the shearing effect of the sharp edges by providing thimbles and/or smooth holes. Chain or cables shall be installed to provide the least amount of slack without interfering with the carriers necessary movements. Cables shall be clamped in a manner that adheres to generally accepted industry practices (e.g., minimum two clamps per connection). Cables shall be tested for impact loads, as described in the testing information captured in Section 5.4. b. One full size sample carrier of each type shall be provided to the GM Project Engineer for inspection, testing and approval before proceeding with fabrication of the balance of the carriers. All clearance studies, calculations, welding requirements inspections and detailed drawings of each type of carrier shall be included with the sample(s). Modifications, if required, shall be incorporated into all carriers including the sample(s). c. All carriers shall be consecutively numbered with identification tags. Numbers or symbols shall be mechanically fastened on both sides of the carriers or skids. Refer to the specific project scope of work for additional requirements. d. All carriers shall be designed so that a minimum of 18 in. of clearance is maintained between the moving product/carrier and fixed objects (i.e., pinch point) in areas where production personnel may be present while performing work-related functions. Quality Assurance 1. Within two weeks of receipt of the purchase order, the contractor shall provide a detailed written Quality Assurance program specific to each carrier being fabricated for GM approval. This program shall identify a process control plan for procurement of materials, inspection, fabrication and final assembly. Tolerance requirements, specific operating requirements, sample frequency, gauging methods, control methods and reaction plans shall be identified for each phase of the production, fabrication, assembly and inspection process. All special procedures (e.g., vibratory stress relieving and pressure testing) as they relate to the individual carrier types shall also be written and reviewed with the GM Project Engineer. Individual carrier certification check sheets shall be maintained and on record for each carrier supplied. 5.3. Design and Construction 1. Fixtures to carry the product, as required by the specific project scope of work, shall be bolted to the supporting structure to facilitate replacement. Rough locators shall be included in the design to help guide the product onto the support details. 2. Fixture pins and pads shall be adjustable in. in three axis to facilitate accurate part 1 positioning to a maximum of /16 in. Weldments shall be stress relieved, straightened and realigned after fabrication. After gauge certification, all shim plates and adjustment details shall be stitch welded according to AWS standards. 3. At a minimum, all steel members shall conform to ASTM A36, except for pipe and structural tubing. Pipe shall conform to ASTM A53 grade B, whereas structural tubing shall conform to ASTM A500 grade B or better. Carrier stress and deflection calculations shall be signed and March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 10
5.2.
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding sealed by a licensed Professional Engineer with structural and equipment design expertise. These calculations are subject to review and approval by the GM Project Engineer. 4. When calculating member sizes, consideration shall be given to all forces imposed by vertical curves, manual or automatic assembly operations, or forces required to operate movable carrier features (e.g., cam operated arms and re-positionable members). 5. Primary load supporting members (e.g., load bars and cross members) shall have a minimum safety factor of 2.5 to 1 and/or meet local or state codes without creating a hazard. 6. Unless otherwise noted in the contract documents, all welding of carrier splices and connections shall be done in accordance with the American Welding Society specifications using only pre-qualified (i.e., tested and approved welding procedure) weld joints. All butt joints shall be full penetration-type with a steel backing bar when the second side is inaccessible. All welded joints shall be performed by welders with current AWS certification for the type and position of the welds to be made. All carrier stress relieving shall be performed by a GM Project Engineer-approved method. 7. The maximum allowable bending stress of 16,000 psi may have to be lowered to satisfy the deflection requirements where members are subject to failure due to buckling or rollover. The combined stress shall comply with failure criteria calculations approved by the GM Project Engineer. 8. Carriers shall be designed to ensure load protection and containment with deflection at the product supports limited to suit the operating conditions (e.g., loading, unloading, robotic and other types of interfaces). However, the carrier shall not be prone to harmonic oscillation due to its own natural frequency. 9. Where possible, carriers shall be designed so that when load trolleys are horizontal, the center of gravity of the loaded carrier is equally positioned between the load trolleys in the same vertical plane as the centerline of the conveyor, creating a balanced and equal load distribution. The carrier design shall also provide for the maximum obtainable empty carrier balance. 10. Carriers subjected to spray or dip operations shall be quick draining, as to not trap liquid. When structural tubing is used, all joints, openings and ends of tubing shall be made watertight. A NPT tapped hole shall be provided to air test all tubing. A pipe plug with sealant shall be inserted into these holes after the testing is complete. 11. Tow bars and load bars shall be designed and constructed to withstand maximum chain pull resulting from a jam condition; impact forces during accumulation; and normal conveyor use without damage. Combined stresses shall not exceed recommended failure load criteria. 12. Load bar connector pins shall be sized to safely carry the load, and they shall withstand the additional forces resulting from a jam condition or a loaded carrier on a vertical curve. The connector pin shall be of a one-piece construction with an integrally formed head. Combined stresses shall not exceed recommended load or failure criteria. 13. For Overhead P&F, an anti-friction thrust bearing shall be used between the load bar connector pin and the load bar bearing surface. A hardened thrust washer shall be used when the carrier is subjected to operating temperatures above 250 degrees F or caustic environments. 14. For Inverted P&F, a hardened thrust washer shall be used between the load bar connector pin and the free trolley bearing surface. 15. Connector pin pivot bolts and tow bar connection pivot bolts shall be a minimum of ASTM A325, cross-drilled for stainless steel cotter pin with compatible hex slotted nut. Threads shall not be in the shear plane. Bolt heads shall be blocked to prevent rotation. All pivot bolts shall be approved by the GM Project Engineer before installation. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 11
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 16. Where drip pans are required, they may be carrier-mounted or C hooks design as approved by the GM Project Engineer. 17. When C hooks are required for overhead conveyor drip pans, they shall be calculated as a curved beam with the worst case conditions applied (e.g., vertical curves and dip tanks). All C hooks shall be inspected for defects using magnafluxing or a similar inspection process. A letter of certification along with calculations from a registered Professional Engineer shall be submitted unless otherwise approved by the GM Project Engineer. 18. When carrier-mounted drip pans are utilized, they shall be of sufficient size to trap any drainage from the overhead track, vertical curves and horizontal turns as the carrier chords through them. 19. For carriers incorporating a tow bar, a shock-absorbing device of the double acting design may be required. For oven applications, the shock-absorbing device shall be capable of withstanding a sustained temperature of 450 degrees F. The device shall be protected from overspray and wash solutions. Shock absorber requirements shall be specified in the project scope of work. 5.4. Testing 1. All approved carrier designs shall be tested in a manner that simulates actual load/unload stations and inclines/declines to measure the stress and strain under increasing load conditions to ensure that all design and safety requirements have been met. A qualified testing laboratory engaged in this type of work shall perform the testing. That organization will provide the GM Project Engineer a report detailing the test results. The test report shall include, but not be limited to, the following: a. Provide a schematic drawing of the part or the subsystem. b. Indicate magnitude, location and direction of the load. c. Consider environmental service factors. d. Indicate any areas where the part failed under the incremental loading. e. State the failure or the ultimate load. f. Calculate the safety factor (i.e., the failure load divided by the design load). g. Calculate and indicate the allowable load. 2. The contractor shall use a Finite Element Analysis during the carrier design. However, all tests shall still be completed. 3. Weld joints on a statistical sample of 10% of the carriers shall be magnafluxed or ultrasonically tested. Any failure shall be considered grounds for rejection, and the contractor shall be obliged to make the necessary repair(s) and/or modification(s) to eliminate such defects. A qualified testing company shall conduct the testing and provide a report detailing acceptable and satisfactory test results to the GM Project Engineer. 4. The safety cables and/or chains shall be tested to the design safety factor rating required for these devices and the maximum weight impact loading of a falling carrier with product. Any failures shall result in the contractor redesigning and implementing the connection at no additional cost to the project. 5. The working load (i.e., safe allowable strength) shall be calculated by dividing the breaking strength (ultimate load) by a specified safety factor. The magnitude of this factor depends on the cost of failure, design life, service factor and acceptable level of damage. By definition, the safety factor is the ratio of the ultimate (breaking) load of a member or piece of material to the actual working load or maximum permissible safe load when in use. This term is basic to the whole safety program. Parts that shall be individually tested for the worst combination of imposed static and dynamic loads are as follows: a. carrier b. king pin c. load trolleys March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 12
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding d. safety chains and/or cables e. other parts requiring evaluation as determined by the GM Project Engineer 5.5. Checking Fixture 1. A master build/checking fixture shall be utilized for the assembly and alignment of the carrier assemblies. The build/checking fixture shall be set-up at the manufacturers facility for the GM Project Engineers review and buy-off prior to the assembly of the carriers. 2. The master build/checking fixture shall provide a means for checking the following in three axes: a. fixture to fixture b. fixture to carrier positioner c. trolley and fixture to track 3. Overall accuracy shall be such that the fixtures will readily accept the product and facilitate 1 positioning within a tolerance of /16 in. 4. The carrier (including load bar and trolleys) shall be positioned and held in the checking fixture and gauged using hinged 1-inch thick gauge blocks, rest blocks, side guides and sliding details. Details shall have lift handles and -inch diameter hinge pins. These details shall be supported by main members that are a bolted construction with -inch shim plates to allow for future changes in carrier design. 5. All carriers shall be assembled prior to shipment to the GM Project Engineers facility. The master build/checking fixture shall become the property of the GM Project Engineer, and it shall be installed at the facility after fabrication of the carriers. A placard with acceptable tolerances listed with reference points from the conveyor track and instructions for how the fixture will be used shall be mounted to the master build/checking fixture. All carriers shall be checked, and the critical locations shall be verified a second time on site prior to intallation into the system. 6. 6.1. Carrier Positioners General 1. Carrier positioners shall be utilized where accurate location of the product is required. The positioner is generally an air-operated or electrically operated device that can physically move the carrier in desired directions (e.g., fore/aft, side/side and up/down) within the tolerance limits of the system. The product fixtures shall be located with reference to the established carrier interface point. Refer to Figure 6-1 and Figure 6-2.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
13
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 6-1: Carrier Positioner Inverted Application
LOCATION OF PUSHER DOG MOUNTING HOLES AND COUNTERWEIGHT CLEARANCE HOLE TO BE DETERMINED BY WIDTH OF CARRIER OR LOAD BAR MEMBER (3/4" TO 3") BEING POSITIONED. OVERTRAVEL OF 1/8" TO BE MAINTAINED IN ALL CASES. 7 7/8" TRAVEL 1'-3 3/4" 1 5/8"
CARRIER (REF.)
4" FRONT DOG FACE 8 1/2" 1 1/2" 4 1/4"
6 1/4" 2 1/4" 3 1/2" 2'-10" U.H.M.W. BAR 4'-4"
4" U.H.M.W. BAR
Figure 6-2: Carrier Positioner Overhead Application
4'-4" 2'-10" U.H.M.W. BAR 3 1/2" 4" U.H.M.W. BAR
30
2 1/4" 6 1/4" 3"
8 1/2"
4"
1 1/2"
FRONT DOG FACE
4 1/4"
CARRIER (REF.)
7 7/8" 1'-3 3/4" TRAVEL LOCATION OF PUSHER DOG MOUNTING HOLES AND COUNTERWEIGHT CLEARANCE HOLE TO BE DETERMINED BY WIDTH OF CARRIER OR LOAD BAR MEMBER (3/4" TO 3") BEING POSITIONED. OVERTRAVEL OF 1/8" TO BE MAINTAINED IN ALL CASES.
3"
5 3/8"
3"
30
1 5/8"
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
14
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 7. 7.1. Carrier Stabilizers General 1. Carrier stabilizers shall be utilized where minimal lateral movement of the carrier and/or product is required. The stabilizers are job-specific and require the approval of the GM Project Engineer. 8. Chain Cleaners 1. Chain cleaners shall be installed on conveyors as specified in the project scope of work. 9. 9.1. Clevises General 1. All clevises shall be forged or fabricated steel type. The clevis shall be secured to the rod and cross-drilled for a locking pin. 2. Rotational application and fabricated steel clevis pin connections shall have hardened steel bushings and pins or precision anti-friction bearings complete with threaded grease fittings. 3. The clevis pin shall be retained with flat washers and cotter pins. Snap ring retainers are not acceptable. 10. 10.1. De-Bug and Testing, Stand-by and Start-up Services General 1. It shall be the contractors responsibility to supply a trouble free system, including start-up, testing, and debug no later than the time specified. The testing and debug shall continue until the contractor has demonstrated to the GM Project Engineers satisfaction that the system is ready to operate without restriction of production. 2. Safety checks shall be performed prior to start-up and shall be witnessed by the GM Project Engineer or his designated representative. 10.2. De-bug and Testing 1. Testing shall include the operations of the equipment at full production speed, and the movement of a sufficient number of production parts to verify all operational phases of the equipment. During this testing period, an adequate crew of engineers and tradesmen shall be maintained to operate the system. 2. Testing after completion of the installation shall include, but is not limited to, the following: a. Lubricate all equipment prior to testing. b. Check conveyor chain for odd trolley and dog spacing. c. Test all drives and take-ups components for reliability, including stand-by equipment. d. Run the system to check clearances. e. Verify cycle times. f. Check operation of lubricators. g. Check all safety equipment (e.g., anti-runaway, anti-backup and drive overloads). 3. A report, in reproducible form, shall be delivered to the GM Project Engineer at the completion of all tests showing the specifics of all measurements taken. 10.3. Stand-by 1. Stand-by requirements shall be specified in the project scope of work. 10.4. System Validation 1. At the completion of all work, the contractor shall start up all equipment. All necessary measurements consistent with the design shall be made and tabulated. Corrections and/or March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 15 NA Controls, Conveyors, Robotics & Welding
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding adjustments shall then be made to agree with the design calculations and job requirements. This work shall be performed in the presence of the GM Project Engineer or his designated representative. 2. The contractor shall develop a system validation plan based on the requirements as stated in the project scope of work. The plan shall be approved by the GM Project Engineer. 3. Unless specified otherwise in the project scope of work, the entire system shall operate error free in fully automatic mode on site for 20 hours of system run time at the specified design (cycle) rate before buy-off. If an error occurs in system operation, the test shall restart from the beginning after the error is corrected. 11. 11.1. Drawings General 1. The equipment contractor shall provide an index of all drawings on the first sheet of each set. 2. All sheets and title blocks shall be on the GM Project Engineers specified standard drawing size. All symbols and lettering shall remain legible after a standard drawing size is reduced to an 11 in. x 17 in. size with the original border included. 3. Drawing numbering and electronic file naming shall conform to the requirements in the specific project as approved by the GM Project Engineer. 4. All drawings shall be complete, including filling in the title block with subject (i.e., specific to the information shown on the drawing), order numbers, scale and assigned drawing numbers. All drawings shall also include a concise, legible and easily traceable revision history. 5. All drawings shall conform to the most recent GMVO Layout Standards. 6. Where reference drawings are used from the same conveyor system in the same facility without alteration, the contractor shall submit a bond paper copy of the drawing and indicate that it is being used without exception. The reference drawing does not have to be renumbered. 7. Only drawings that have been approved by the GM Project Engineer shall be used for construction. 8. All drawings that are required for each individual conveyor system (e.g., layouts and details) shall be included in that drawing package for that specific conveyor system. 9. For any existing conveyor that will be reused, the contractor shall field check the existing conveyor. The contractor cannot assume that the existing layout as built drawings are correct. The field check shall include location, elevation and devices. All field checks shall be included on the as built drawings. 10. All drawings shall utilize the GM-specified title block, drawing numbering system and file naming system. All title block information shall be completely filled. The title block shall be located in the lower, right corner of the drawing. Any contractor reference data can be placed on the left side of the GM title block. 11. When the contractor includes drawing reference numbers on a drawing, the drawings GM AutoCAD filename shall be used instead of the drawing common name. For example, a reference to Section 5 on Sheet L-17 would not be acceptable while Section 5 on Sheet Front End Sheet-metal Delivery Area Layout 152 Rev C GMT560 - Flint.DWG would be acceptable. Because of the lengths of the new filename, the contractor can include a look-up drawing that provides a single point of cross-reference between the drawing common name and the GM AutoCAD filename. 12. Refer to the Project Scope of Work for electrical Table of Contents.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
16
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 11.2. Drawing Numbers 1. All drawing numbers shall be the same as the AutoCAD filename for the submittal drawing. The drawing number will consist of a multi-digit name. 2. The first group of digits shall identify the particular conveyor name/number. The number will be used for all drawings related to the conveyor system. 3. The second group of digits shall be used to add the File Type. The approved file types are listed in The third group of digits shall identify the sheet number. 4. The fourth group of digits shall identify the revision number for that drawing. The letters REV shall be followed by the revision level for that drawing. When alternate proposals are generated, ALT should be used instead of REV. When bid package drawings are generated, BID should be used instead of REV. 5. The fifth group of digits shall identify the particular GM program number and plant location. This number will be assigned by the GM Project Engineer, and it will be the same for all conveyors installed at the plant for that program. 6. The sixth group of digits shall identify the particular GM plant location. The number will be assigned by the GM Project Engineer, and it will be the same for all conveyors installed at the plant for that program. 7. In between each of the groups of digits shall be the following _-_. 8. For example, a drawing number could be Front End Sheet-metal Delivery Area Layout 152 Rev C GMT560 - Flint.DWG. This naming convention would result in easier decoding of filenames. Decoding the example filename would reveal the following information: a. Conveyor System: Front End Sheet-metal Delivery b. Drawing Type: Area Layout nd c. Drawing Number: 152 (i.e., 152 area layout) d. Revision Number: C e. Product Program:GMT560 f. Plant Location: Flint g. File Type: AutoCAD 9. The maximum file size should be restricted to 100 digits. The example in Item 9 above is 79 digits. Refer to Table 11-1 for Approved File Types Table 11-1: Approved File Types Section File Type Project Reference Title and Index Sheet Table of Content Master Change Sheet Conveyor Data Chart Overall Layout Area Layout Support Steel Layout Demolition Layout Screenguard Layout Drip Pan Layout Access Platform Layout Chording Layouts (Horizontal and Vertical Curves) Tool Rail Layout Lighting Layout Electrical Device Layout 17 NA Controls, Conveyors, Robotics & Welding
Conveyor Layouts
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation Conveyor Sections Conveyor Carriers Conveyor Details Pneumatic Hydraulic Lubrication Concrete Ventilation NA Controls, Conveyors, Robotics & Welding Conveyor Cross Section Conveyor Elevation View Carrier Assembly Carrier Details Component Assembly Component Detail Pneumatic Layout Pneumatic Schematic Hydraulic Layout Hydraulic Schematic Lubrication Layout Lubrication Schematic Concrete Layout Concrete Section Ventilation Layout Ventilation Detail Ventilation Schematic
10. When old drawings are to be re-used and the rework of these drawings in CAD are deemed unreasonable by the GM Project Engineer, the drawings shall be scanned by the contractor, and the electronic files shall be turned over to GM along with the hard copies. 11.3. Bid Drawings 1. Refer to CS-1-30314, NA Common Conveyor Standards: Documentation. 11.4. Layouts 1. Symbols used on the path layouts shall be defined in a legend. A symbol library shall be part of the original submittal and final as-built documentation. 2. The layout title block shall show the conveyor identification letters or numbers, GM Project Engineers purchase order number, or similar identification that indicates the particular equipment to which the layouts apply. 3. A key map identifying the general plant location of the system or equipment shall be provided on each layout. 4. The conveyor path layouts shall consist of a standard scaled plan view of the conveyor, on the appropriate building column grid, showing the main line, drives, take-ups, return chain, pits and trenches. Include carrier/product clearance lines on their own layer to identify clearances or pinch points. These drawings, as a minimum requirement, shall include pertinent data for maintenance purposes as follows: a. dimensions and elevations for both main line and related conveyor b. drive numbers c. conveyor numbers and their direction of travel d. match lines on area layouts for sheet-to-sheet identification e. control panel location and identification f. all structural steel (support and sway) per the Section 31, Structural Elements 5. These drawings, as a minimum requirement, shall include: a. steel elevations b. section views (including product/carrier, where applicable) March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 18
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding c. typical connections d. member sizes e. north arrow f. aisles g. bay/column identification 6. The contractor shall establish typical conveyor cross-sections throughout the system. The number and location of these sections shall be determined to provide the owner with the maximum possible information. In production areas, a minimum of one elevation and one cross-section per bay is required. 7. The cross-section shall include all components physically located within its envelope, including those provided by the sub-contractors (e.g., conveyor, carrier, structural steel, access platforms, cable tray, control panels, maintenance stations (MS), rigid conduit, lights, fans, and on boxes, air pipes and units, and vent drops). The cross-section shall show the elevations and locations of these components from the centerline of the conveyor. 8. All conveyor layouts shall show the fixed position stops, which are based on the actual length of the conveyor job space not the nominal length. The calculations for the fixed position stop shall include the true length of any vertical curves. 9. The screenguard layout shall include a dimension from the plant floor to the bottom of the screenguard support steel. 10. Dimensioned electrical device layouts shall be provided. The information shall be included electronically as a layer on the conveyor process file, and it shall include all control panels, MSs, valve boards, run stops, field devices, cable tray and conduit. 11. For all devices that are located on or next to a column, the side of the column and approximate elevation shall be provided in addition to showing the information on the layout. 12. Conveyor elevation nomenclature given to the finish floor and mezzanine shall be as follows: Table 11-2: Conveyor Elevation Nomenclature Elevation Designation BFR TPR TPR BFR BFR BPR BRP BOS TOR TWP
System Overhead P&F OHM Inverted Monorail Inverted P&F COE/Skuk Skid/Skuk AEM Skillet
Description Bottom of Free Rail Top of Power Rail Top of Power Rail Bottom of Free Rail Bottom of Free Rail Bottom of Power Rail Bottom of Rider Plate Bottom of Skid/Skuk riding surface Top of Rail Top of Work Platform
13. P&F track drop(s) and definition thereof (e.g., TPR to BFR) shall be provided. 14. Carrier clearances shall be identified. 15. Chain assembly detail shall be included. 16. Refer to the Project Scope of Work for electrical layout requirements. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 19
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 11.5. Conveyor Data Charts 1. Conveyor data charts shall be supplied for all conveyor systems and related equipment. Where applicable, the contractor shall update the conveyor data charts for existing conveyors and equipment that have been reworked as a part of a specific project. 2. Minimally, the conveyor data chart shall include all necessary design related information for drives, brakes and take-ups as well as pertinent maintenance data as follows: a. Conveyor information, including: i. number ii. description iii. type iv. production rate v. job centers b. Chain information, including: i. type ii. length iii. dog centers (if applicable) c. Drive information, including: i. type or style (including manufacturer) ii. capacity iii. number of drives iv. motor type, Horsepower (HP) and Revolutions Per Minute (RPM) v. reducer size, make and ratio vi. brake type, size and make vii. drive spring size and spring pre-load setting viii. chain-type and pitch ix. speed formula d. Take-up information, including: i. type ii. size iii. travel iv. cylinder brands, model, stroke and bore v. designed (recommended) air pressure setting and resultant force vi. recommended air and oil pressure settings (including relief valve setting) for air/oil take-ups e. Carrier information, including: i. sketch of carrier ii. accumulation centers iii. free trolley/caster centers iv. free trolley / carrier / product / dunnage weights f. Other information, including, but not limited to: i. control panel locations ii. list of drawings needed to complete a particular conveyors path Details 1. Custom engineered component drawings for each system shall be furnished. These drawings shall include a thorough description of standard components and purchased items such as motors, reducers, sprockets and sheaves. Purchased items shall be identified with the original manufacturers part numbers and not the contractors numbers. 2. The contractor shall furnish drawings of all custom-engineered components associated with the conveyor. Proprietary information or a patented item shall not exempt the contractor from furnishing such drawings. NA Controls, Conveyors, Robotics & Welding
11.6.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
20
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 11.7. Final Drawings 1. Prior to acceptance of the conveyor and final payment, these final drawing requirements shall be completed: a. The contractor shall furnish a complete set of as-built drawings with a master drawing index, which lists all drawings and their associated descriptions. These drawings shall provide cross-referencing with the GM Project Engineer-approved drawing numbering and electronic file naming scheme. b. The contractor shall furnish two complete electronic data sets of the as-built drawings. The electronic format shall be dictated by the GM Project Engineer. The information shall not be zipped or condensed, and it shall be provided using the appropriate software format and version, as directed by the GM Project Engineer. Drip Pans General 1. All drip pan designs shall be approved by the GM Project Engineer. 2. Drip pans shall be provided to protect the equipment, building, materials, aisles, workers and in-process jobs from drippage or drainage of fluids (e.g., oil, grease and water) in all areas where this condition exists. Unless otherwise directed, drip pans shall be drained to a point at the floor level. Drip pans requiring drains shall be sloped at 1 in. per 90 ft. or as otherwise directed by the GM Project Engineer. 3. Drip pans shall be provided under the full width of the product and carrier, wherever drippage may occur (e.g., exit of washer and coating operations). These pans shall be supported on the falling parts guard where possible. 4. Where the job shall be protected from track debris (e.g., OHM and P&F), a drip pan shall be used in conjunction with a C hook. Pans shall be hanger supported from the top of the conveyor track on centers necessary to provide structural rigidity. 5. When specified in the specific project scope of work, drip pans with special free trolley C attachments shall be used on inverted P&F systems to protect the free trolleys and/or chain from contamination. 6. Drip pan protection shall be provided wherever the power only rail crosses over the product. Drip pans are required under all return chains in General Assembly 7. For drip protection from traction wheel hubs, a 10-inch diameter pie pan shall be supported from a wire frame centered under the hub. The pie pan shall be a commercially available type constructed of heavy gauge sheet metal without perforations. Pan shall have a rim for seating on the wire frame with the weight of the pan alone keeping the pan in place without additional fasteners. Drip pan protection shall be provided at chain transfers and switches, where the power rail merges or diverges from the free track. 12.2. Drip Pan Construction 1. Minimally, drip pans on turns shall be fabricated from #14 gauge formed sheet metal and supported from the track or frame of the turn. Coverage shall be adequate to protect the product. Pan construction and supports shall permit the removal of the pans for cleaning. 2. Drip pans in other areas shall be constructed from #16 gauge sheet metal (unless specified otherwise in the specific project scope of work). All seams shall be oil-tight. 3. Where continuous runs of drip pan are required, pan sections shall be joined together in such a manner as to maintain an oil-tight condition. 4. In high drainage areas, sloping pans and/or piping to a sump shall be required. The GM Project Engineer shall assist in determining the length of the pan runs per drain port. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 21 NA Controls, Conveyors, Robotics & Welding
12. 12.1.
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 5. Drip pans requiring drains shall be fitted with a -inch pipe nipple or coupling welded to the pan. This pan shall have a -inch reinforced clear or semi-transparent hose attached and a -inch ball valve at floor level for the oil/water to be drained. Drain lines shall be installed near columns and not mid-bay. 6. At least 90 ft. of drain pan shall be installed after a lubricator. 7. Drip pans that are provided in areas where the drainage of phosphate, electrodeposition (ELPO) or a corrosive fluid exists shall be constructed of stainless steel unless approved by the GM Project Engineer. 8. Drip pan arrangements requiring fire protection (e.g., 4 ft. width or greater) are not desirable and shall be avoided except as noted by the GM Project Engineer. 13. 13.1. Drives General 1. All drive assemblies shall provide easy access to all components for proper operating adjustments, lubrication and maintenance. All components shall also be easily removable for servicing and repairs. 2. Special attention shall be devoted to standardize all conveyor drive components to the greatest degree possible. 3. Brakes shall be provided on all caterpillar drives or as otherwise noted in the jobs scope of work and approved by the GM Project Engineer. Other drives (e.g., roller flight and powered roller tables) will have brakes as required by their specific applications or noted in the jobs scope of work. 4. Service rail(s) shall be provided for the removal of drive components. Refer to Section 31 for additional information. 5. Service platform(s) shall be provided. Refer to Section 31 for additional information. 6. See the specific conveyor sections (e.g., CS-1-30318, NA Common Conveyor Standards: Overhead Power and Free Conveyors) for additional non-rivetless style drive information. 7. Stand-by drives shall be provided on the following non-multiple drive conveyors: a. specific main line production conveyors [e.g., P&F, COE, Flattop, Inverted Monorail Conveyor (IMC) and Skillet] b. delivery conveyors when other means of delivery cannot be attained c. phosphate/ELPO conveyors including strip out systems d. single pass oven conveyors e. single station Vertical Drop/Lifts (VDL) and vertical work stations f. single station fork transfer g. single station secondary lift 8. Refer to CS-1-30327, NA Common Conveyor Standards: Skid Conveyors, for specific information for stand-by drive applications. 9. Regenerative drive parameters are outlined below. a. The purely regenerative drive is only used to take loads down a vertical curve. b. When used, the drive shall be located at the top end of the vertical curve. This drive shall be a rotary-frame, caterpillar-type drive installed backwards for the load to be imposed on the reducer when there are jobs traveling down the vertical curve. This drive shall be equipped with an integral brake. c. This drive shall rely on sensor cutoff for overload protection. The drive shall not be equipped with a shear pin hub.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
22
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 13.2. Service Factors 1. The service factor for the motor shall be a minimum of 1.25 and shall be applied to the actual HP calculated (not nameplate HP). 2. The required motor HP shall be calculated by the following formulas: Required HP = Actual HP x Service Factor Actual HP = [Speed in Feet Per Minute (FPM) x Maximum Calculated Chain Pull (lbs.)] / [33,000 x Drive Efficiency] Where efficiency is in a decimal fraction. 3. The reducer shall be sized for nameplate motor HP with a minimum service factor of 1.0. 4. Drive V belts, couplings and variable pitch diameter pulleys shall be rated at 1.25 times the nameplate HP of the motor. Gear belts shall be sized for 2.0 times the nameplate motor HP. 5. The drive framework, anchor bolts and all other components shall be sized to withstand an instantaneous jam at normal torque without failure. The safety factor against live and impact load shall be a minimum of 2.5 times. If required, higher factors shall be provided if conditions warrant. Any deviation lower than 2.5 shall be approved by the GM Project Engineer. 6. All components shall be sized to the required duty cycle in concert with all service factors. 13.3. Overload Protection 1. Drives with less than 2,000 lbs. chain pull capacity shall have their overload cut-off set at 150% of maximum normal running chain pull. Drives with 2,000 lbs. or greater chain pull capacity shall have their overload cut-off set at 1,000 lbs. over maximum normal running chain pull. 2. Where possible, sensor cut-off shall be the first line of overload protection. 3. Where mechanical overload devices are not practical, electronic-type current sensing devices shall be used. 4. Shear pin protection shall be required only per the specific project scope of work. 5. Caterpillar drive units shall be able to detect an overload condition by means of rotary frame movement, releasing a normally held closed contact sensor. Adjustable compression spring(s) shall be supplied to provide the required pre-load and overload capacity. It is essential that sufficient travel of the rotary frame be provided to protect the frame, springs, wheels, bearings or any related machinery from damage if the frame overruns the sensor. Provisions shall be made to restrain the rotary frame from bouncing and reversing shock movements to keep from tripping and fatiguing the system. The drive overload sensor design shall be accessible for adjustment in the field (i.e., for setting to actual chain pull conditions). 6. Enclosed track drive overload protection shall be provided by sensor cutoff with a torque arm reacting about the drive shaft of the reducer. 7. All drives shall be provided with a chain pull indicator and calibrated scale in appropriate units to indicate the load on the drive. The indicator shall be positioned such that it can be easily read from the service platform. The GM Project Engineer may specify digital readout and printing units in the scope of work. 8. The contractor shall submit the pre-load and overload calculations for the drive compression springs and/or the torque arms to the GM Project Engineer. 13.4. Overload Protection Testing 1. All drives shall be tested for overload protection. Dynamometers shall be used to validate at what chain pull the drive cuts out. The procedure shall be approved by the GM Engineer. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 23 NA Controls, Conveyors, Robotics & Welding
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 13.5. Shear Pins 1. Shear pins shall be used only when required to match existing systems. 2. When shear pins are required, the drive sprocket shall be equipped with a shear pin hub and include six spare shear pins. Where applicable, three sets of hardened steel bushing shall be installed in each half of the hubs to be used for the shear pin. Only one set will align with each other in each hub at a time. A fourth larger hole shall also be installed in each hub to allow the shear pin to be knocked out if required. The respective hubs shall be fabricated to allow freewheeling after a pin shears without damage to the metal of the hubs. 3. Where required, shear pin sensor tripped detection shall be provided for multiple synchronous drive applications with the exception of an Alternating Current Variable Frequency (ACVF) multiple drive system, which has individual power modules. The shear pin sensor tripped detection shall be accomplished by programming in the Programmable Logic Controller (PLC). Refer to CS-1-30318, NA Common Conveyor Standards: Overhead Power and Free Conveyors, for shear pin failure detection on multiple or single (including main and stand-by) drive systems. 4. Shear pins shall be fabricated out of a larger stock than required of high strength, fatigueproof material (e.g., 86L20) and necked down to provide an accurate shear section. The 1 undercut shall have a /16 in. radius. Paint the hub and ends of the shear pins for a color match. Provide documentation of the shear strength of each pin and the corresponding matching color. The colors shall be coordinated and approved by the GM Project Engineer. Provide signage at each drive detailing the shear pin, including chain pull drive force where shear would occur, material, exact diameter of pin and bushings (i.e., ID and OD), exact diameter and location of shear plane. 5. Maintenance manuals shall also include material, design and construction-detailed information of all shear pins and related equipment. The contractors part numbers are not acceptable. 6. The pins shall be designed to shear at 200% over chain pull capacity of the drive (e.g., shear pin set to fail at 10,000 lbs. for a 5,000-pound drive). However, the maximum shear strength shall not exceed 10% of the ultimate chain strength. Provisions shall be made to prevent bottoming out the overload spring. 7. The shear pins shall have 0.010 to 0.012 clearance to the bushings for /8 in. diameter and 7 above. Maintain 0.008 to 0.009 for -inch and /16-inch diameter pins. The bushings shall be press fit into the hubs (i.e., 0.001 interference fit). 8. Torque limiters may be used as an alternative to shear pins with GM Project Engineer approval. 13.6. Motors 1. For combination brake/motor/reducers, integral motor/reducers are acceptable unless specified otherwise in the specific project scope of work. 2. Refer to project scope of work for additional requirements. 13.7. Brakes 1. All brakes shall be integrally mounted to the motor unless foot-mounted brakes are required by the specific project scope of work and approved by the GM Project Engineer. Manual brake override shall be provided on all brakes. 2. All brakes shall be sized according to motor nameplate HP, adjustable and capable of a high speed torque stops. The next greater size shall be utilized should the required torque fall between sizes. 3. In applications where foot-mounted brakes are required, the motor, brake and reducer shall be arranged with the reducer in the middle, the brake on one side and the motor on the other. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 24
5
NA Controls, Conveyors, Robotics & Welding
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 4. For synchronous applications, both conveyors may require brakes for holding purposes only (e.g., P&F decline decking operation to flat top conveyor). Both conveyances will also utilize controlled acceleration and deceleration to maintain synchronization before any holding brakes are applied. 13.8. Drive Roller Chains (RC) 1. All RCs shall be of the cottered type, and they shall conform to the American Chain Association (ACA) specifications and/or ANSI Standard B29.1, as revised. 2. The chain size shall be based on HP and maximum applied load that shall not exceed 1/10 of the average ultimate tensile strength. The minimum size chain shall be RC-60. 3. Chain shall have slack on the bottom side of the hook-up when applicable or have chain tensioner provided to remove the slack chain. 13.9. Belts, Sheaves and Pulleys 1. All caterpillar drives shall be integral gearmotors, unless matching existing or otherwise specified in the specific project scope of work. Where belt drives are used, the section shall be B or larger, matched where required, of standard commercial lengths, and of the static conducting type. A minimum of two belts shall be used for each application except for single belt enclosed track-type drives and where gear belt drives are specified. a. Drive belt design shall be in accordance with DIN 8187, (ANSI/RMA IP-24) for power transmission performance. b. Drive belts shall be designed to operate within the manufacturer recommended permissible limits and shall not lengthen (stretch) or permanently distort and, once adjusted, the belt tension shall remain constant. c. Drive belts shall be heavy-duty type, and the belt profile and width shall be compatible with the drive pulleys. The belt profile shall match the profile of the pulley. 2. Belt application, pulleys and center-to-center distances shall meet manufacturer recommendations. Normally, do not exceed a 3-to-1 ratio between the driver and driven sheaves/pulleys. 3. Adjustable bases for the motor with brake shall be required for proper belt tensioning and alignment. Tensioning of belts shall not exceed the manufacturers recommendations. 4. Sheaves shall be cast semi-steel, machined and fitted for V-belts. Keyless taper bushings TM such as Ringfeder Ring-lok or equal shall be used in applications where the load is reversing and/or subjected to vibrations. Deviations shall be approved by the GM Project Engineer. Drive belts shall be capable of operating in temperatures ranging from 30 to 80 degrees C (-22 to 176 degrees F). a. All manufacturer design data shall be submitted to the GM Project Engineer for approval prior to final design and fabrication. 13.10. Reducers 1. All gear speed reducers (e.g., right angle, parallel shaft and hollow shaft) shall equal or exceed American Gear Manufacturers Association (AGMA) ratings. All reducers shall be standard catalog units. Uprating of the published catalog rating shall not be permitted. The reducer manufacturer shall be an active member of AGMA or its successor. 2. The GM Project Engineer, in accordance with his standardization policy, shall approve the reducer size on a project-by-project basis. 3. Right angle gears shall be of spiral bevel or helical worm or helical bevel type. Reducers for caterpillar drives shall be of the extended case design with center drywell and grease lubrication for the lower output shaft bearing. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 25
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 13.11. Framework 1. All component parts of the drive units shall be mounted on a common frame that is shop fabricated. This frame assembly shall be constructed to permit ease of removal for necessary repair and replacement of all components. 2. A sliding sub-base with jackscrews shall be provided on the main drive frame to remove slack chain between the two sprockets (e.g., RC between reducer and head shaft sprocket). However, for non-adjustable bases where RC-160 chain or a larger chain is required, adjustable chain tensioners shall be provided. 3. All bearings and reducers shall be blocked to prevent movement and located in a manner that facilitates ease of realignment. Blocks shall be welded after alignment and tryout. 4. Bars or plates provided with adjustment slots for alignment shall be welded after tryout. 13.12. Sprockets 1. All chain sprockets shall be cast or fabricated steel with the teeth hardened to a minimum of 1 Rockwell C-40 and a depth of at least /8 in. Flame cutting the sprocket shall not constitute heat treatment. 13.13. Couplings 1. Each coupling hub shall be steel with a straight bore. Each hub shall have one keyway and two set screw holes. Refer to Section 26 for additional information. 2. Couplings shall be located close to a bearing support. The coupling shall allow for the removal of one component without requiring the removal of the other component(s). 14. Drives (Caterpillar) NA Controls, Conveyors, Robotics & Welding
14.1.
General 1. All rivetless and enclosed track drives shall be caterpillar type. The caterpillar chain shall be on the right side of the conveyor (when looking in the direction of travel), where possible. The caterpillar chain shall be either on top or bottom of the enclosed track drives with the reducer/motor arrangement on the right side. Refer to Figure 14-1. 2. Drives shall be located on the power only track, where possible. When the drives must be located on the loaded track, the unsupported length of the track shall be reinforced and properly supported to maintain its structural integrity. 3. On single drive conveyors, the drive shall normally be located at the highest elevation preceding a decline, where possible. The GM Project Engineer shall approve all drive locations and elevations prior to installation. 4. Multiple drive conveyors shall have drives positioned in such a way that if any one drive on the system is dropped out of service, the remaining re-balanced drives shall be able to continue running the conveyor without exceeding the allowable system load capacity. Each possible combination of failure modes of the drives shall be simulated during acceptance tests. Takeup tensions and/or other drive settings may need to be adjusted when dropping a drive out. Instructions shall be provided for this application by the contractor. 5. Over each drive where a fall hazard can not be eliminated, an anchorage point designed by a Licensed Professional Engineer shall be installed. Figure 14-1: Drive (Caterpillar) Power & Free Conveyor
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
26
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation
7'-3" O/A 6'-8"
NA Controls, Conveyors, Robotics & Welding
10 5/16"
1'-1 3/16"
C L CONV.
4'-7 11/16" 8'-0" NOTCH PLATE FOR TORQUE ARM
R1'91 /2"
ADAPTOR PANEL 20 x 8 x 30 15 HP BRK/MTR (SHOWN)
3/4"
2'-8 1/2"
MC6 x 15.3
3/4"
3'-5"
14.2.
Capacity 1. X-458 chain drives shall have a maximum normal running chain pull capacity of 2,000 lbs. with an overload cut-off at 3,000 lbs. 2. X-678 chain drives shall have a maximum normal running chain pull capacity of 5,000 lbs. with an overload cut-off at 6,000 lbs. 3. Enclosed track drives shall have a maximum normal running chain pull capacity of 600 lbs. with an overload cut-off at 700 lbs. 4. The contractor shall review with and receive written approval from the GM Project Engineer when providing drives where required chain pull capacities exceed 2,000, 5,000 or 600 lbs. respectively. Conditions that may produce excessive chain pulls are system strip, system fill or occasional fluctuation in job spacing. Other conveyor components that may require additional design considerations due to excessive chain pull requirements shall also require such special review and approval by the GM Project Engineer. 5. When strictly regenerative drives (e.g., decline only conveyor) are required, they shall be installed backwards so that the imposed loading is applied directly to the reducer head-shaft sprocket. Special shaped back-up bars shall be included.
14.3.
Framework 1. Caterpillar chain drive units shall utilize a two frame design, which consists of a fixed frame supported by a structural steel superstructure and a rotary floating frame contained within the fixed frame. In each case, the relative movement between the frames shall provide a means of sensing an overload condition. Rotary floating and linear floating drives require the approval of the GM Project Engineer. The preferred method for caterpillar chain drive units shall consist of a stationary base frame supported by a structural steel superstructure and a rotary gear motor mounting plate. A torque-arm arrangement shall be incorporated onto the
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
4'-6"
27
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding mounting plate whereas movement of such shall provide a means of sensing an overload condition. 2. All relative drive frame motions shall be contained by rollers in either direction for linear and rotary floating frame drive arrangements. 3. The floating frame for the linear and rotary floating drives shall be constructed, at a minimum, from C5 x 6.7 for X-458 chain and C6 x 8.2 for X-678 chain. If applicable, the design shall allow carriage wheels to be easily greased and/or replaced. V-rollers are not allowed for carriage wheels. 4. The fixed frame shall be built, as a minimum, from C6 x 8.2 for X-458 chain and C8 x 11.5 for X-678 chain. However, the frames shall be capable of withstanding 10% of the conveyor chains ultimate strength. The track attachment to this frame shall accommodate the different chain drops (e.g., top/bottom of rail to centerline of chain). 5. The enclosed track caterpillar drives shall be single frame designed with outrigger rails to support the motor/brake arrangement. 6. All fabrication shall be done according to AISC and AWS standards, as applicable. 14.4. Back-up Bars 1. The back-up bar shall be shaped to properly engage the caterpillar chain dogs with the conveyor chain links. Dogs shall also release smoothly from the conveyor chain. The backup bar shall be fabricated from high carbon alloy steel, case hardened to Rockwell C 58-62 to a 0.040 in. minimum case depth. 2. Back-up bar design for regenerative or reversing drives shall consider the effect this condition has on the engagement of the caterpillar chain dog with the conveyor chain. 3. Unless otherwise instructed by the jobs scope of work or the GM Project Engineer, all conveyors with multiple drives or main and stand-by drives shall incorporate hand crank arm jackscrew-operated retractable back-up bars to allow disengagement of the caterpillar chain from the conveyor chain. Sensor detection shall be provided for the retractable design to sense the back-up bar in the engaged and disengaged positions. 14.5. Caterpillar Chain 1. Generally, the caterpillar chain shall be RC-160 x 10 ft. long (9 ft. long for COE with eleven tooth sprocket) for X-678 chain or X-458 chain fitted with forged high carbon steel heattreated dogs. The dogs shall be contoured to smoothly mesh with and drive the conveyor chain. In order to facilitate lubrication of all roller pins, caterpillar chains shall be installed with cotter pins on all rollers facing up. 2. Enclosed track caterpillar chain is a 2-inch pitch, straight link roller chain that is 8 ft. 4 in. long and fitted with forged, high carbon steel, heat-treated dogs. The dogs shall be contoured to smoothly mesh with and drive the conveyor chain. 14.6. Roller Nest 1. The conveyor chain shall be held against the caterpillar chain with a roller nest consisting of a bank of 2 in. diameter x 2 in. long (nominal) tapered roller bearing roller turn rollers having in. diameter axles and spaced on a maximum of 3-inch centers. 2. Roller nests are not required on enclosed track-type drives.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
28
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 14.7. Sprockets 1. The caterpillar chain drive sprocket shall be RC-160 that is mounted directly to the reducer output shaft. 2. The caterpillar chain take-up sprocket shall be RC-160 that is shaft-mounted to a steel fabricated sliding base with two flange-mounted bearing units. The take-up assembly shall incorporate a screw adjustment to remove slack chain. This assembly shall be designed to carry twice the maximum chain tension. 3. X-458 and X-678 type drives shall have keeper plates with wired (stainless steel wire) screw heads (or equivalent) mounted to the end of the shaft(s) to retain these sprockets. Refer to Figure 14-2 for additional information. Figure 14-2: Typical Keeper Plate NA Controls, Conveyors, Robotics & Welding
4. RC-160 caterpillar chain sprockets shall be a nineteen-tooth design, where possible. 5. COE drives shall utilize eleven tooth sprockets. Where COE live drives are required, all return track drives on the same system shall also use eleven-tooth sprockets. 6. Enclosed track drives shall use eleven-tooth, two-inch pitch, roller chain sprockets. 14.8. Lubrication 1. All drive components shall be lubed-for-life unless otherwise specified in the specific project scope of work. When lubed-for-life components are not required, all lubrication points on the drive shall be individually piped to separate grease fittings on the manifold block, which is mounted in an easily accessible location. These lubrication points shall include reducer, takeup bearings and back up rollers. 2. Caterpillar chain oilers are required unless otherwise specified in the specific project scope of work. 3. Refer to GM LS-1, Basic Lubrication Standard for Industrial Equipment and Machine Tools, and Section 18 of this document for additional information.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
29
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 14.9. Drip Pan 1. A removable drip pan that extends beyond the perimeter of the drive dogs of the caterpillar chain shall be provided under the drive. Refer to Section 12 of this document for additional information. 15. 15.1. Expansion Joints General 1. Expansion joints shall be provided in ovens, degreasers and washers where temperatures vary considerably and at building expansion joints. The design of expansion joints shall be submitted to the GM Project Engineer for approval prior to fabrication. Refer to Figure 15-1 2. The wheel load capacity of the expansion joints shall be equal to or greater than a typical track section. 3. When the conveyor crosses a building expansion joint on a skew, provisions shall be made in the support steel to allow for necessary movement. 4. All expansion joints shall be shop-fabricated. No field fabrication shall be allowed, unless otherwise approved by the GM Project Engineer. 5. Sharp edges resulting from track cuts and formed or fabricated weldments shall be tapered to provide a smooth transition between adjacent surfaces. 6. The design of the expansion joint shall allow for the smooth movement of the standard beam track, enclosed track and free channels without binding. 7. The track expansion joints shall be designed so that the wheels of the trolleys maintain continuous contact with the bottom flange of the track. Designs that incorporate an open gap in the bottom flange are unacceptable. 8. Power only track expansion joints with overlapping sliding surfaces shall be designed, fabricated and installed so that the trolley wheels drop off and onto the following smooth tapered sliding edge. A direction of travel arrow shall be prominently displayed on each expansion joint to aid in installation. 9. Expansion joints shall be supported as close as possible to both sides of the joint as the structure permits. NA Controls, Conveyors, Robotics & Welding
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
30
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 15-1: Expansion Joint Overhead Power and Free Conveyor
15.2.
Building Expansion Joints 1. Where tracks cross building expansion joints and the track hangers are less than 4 ft. long, track expansion joint travel shall equal the building expansion joint travel. 2. Track expansion joints shall be installed to match the position of the building expansion joints according to the season.
15.3.
Oven Expansion Joints 1. Track oven expansion joints shall be installed to match the expansion points of the ovens. 2. As a minimum, calculate the oven expansion joint travel at 0.8 in. per 100 ft. of conveyor per 100 degrees F change in temperature.
15.4.
Power Track Expansion Joints 1. Power track expansion joints shall adhere to the previous sections.
15.5.
Free Track Expansion Joints 1. Free track expansion joints shall be designed so that the wheels on the free trolley maintain continuous contact with the bottom flange of the free channel. An expansion joint design with an open gap in the bottom track flange is unacceptable. 2. Free track expansion joints with overlapping sliding surfaces shall be designed, fabricated and installed so that the trolley wheels roll up onto a smooth welded edge and roll off the following
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
31
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding smooth tapered sliding edge. A direction of travel arrow shall be prominently displayed on each expansion joint to aid in installation. 16. 16.1. Falling Parts Guard (Screenguard) General 1. Minimally, the guard framing and construction shall be able to prevent a falling loaded carrier from passing through the guard. 2. For overhead conveyor guarding, a minimum of 6 ft. 8 in. clearance shall be provided from the floor to the walking surface at vertical curve termination points. For inverted systems, the conveyor guarding shall terminate at floor level. 3. The screen guard shall also terminate at floor level for vertical curves in excess of 30 degrees unless otherwise approved by the GM Project Engineer. 4. One side of the conveyor shall provide 2 ft. clearance for maintenance access between the part or carrier and the vertical guard panel, handrail or support steel, whichever is the closest. On the other side, a minimum of 1 ft. 6 in. clearance shall be provided for overhead systems and 2 ft. for inverted systems. Refer to Figure 16-17. 5. For conveyors with speeds of 150 ft. per min. or faster, a minimum clearance of 3-0 shall be maintained on both sides between the product or carrier and any other obstruction. These walkways shall be clearly identified as a walkway through the use of paint or signs. 6. All minimum clearances shall conform to GM DHS-3, Design for Health and Safety, the specific project scope of work and all applicable government documents. In case of a conflict, the most stringent of these requirements shall apply. Notwithstanding, all minimum clearances shall conform to the GM DHS-3, standard, and in case of a conflict, DHS-3 provisions shall govern, unless the provision in question is a government requirement. A minimum of 6 in. of clearance shall be maintained between the bottom of the part being carried or the carrier to the inside of the horizontal guard panels. Any deviation to the minimum clearance (as may occur in retrofitting) shall be approved in writing by the GM Project Engineer. 7. Fixed access ladders, complete with a necessary catwalk, shall be provided at the end of the guard for each vertical curve on the 2 ft. side, which are placed a maximum of 200 ft. on center along the guard with catwalk to the nearest column. The GM Project Engineer shall approve the location. OSHA required extensions shall be provided for all ladders regardless of their location. Self-closing safety gates shall be installed between the ladder and the catwalk/guard when required by OSHA 1910.23. A short landing shall be provided between the gate and the ladder. 8. Angle cleats shall be provided on a minimum of one side of sloped guard at the vertical curves (30 degrees or less) to allow for maintenance access to level guard. Angle cleats shall be 6 in. x 4 in. x in. x 2 ft. wide (for 30 degrees) with a non-slip surface welded on approximately 1 ft. 3 in. centers to two parallel 2 in. x in. bars. These guard ladders will then be laid in and welded to the inclined guard sections. Other size angles may be required for sloped guard at different angles; however, the minimum horizontal surface shall be 6 in. The intent of these angle cleats is to serve as occasional (rare/less frequent) or emergency ingress or egress to/from the level screenguard. 9. An OSHA-approved stairway shall be provided for daily ingress or egress. 10. No protrusions shall be allowed into the guard clearances. All push button panels, control panels and valve boards shall be mounted outboard of the clearances required above unless specified or approved by the GM Project Engineer.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
32
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 11. On sloped guards at vertical curves approaching the floor, end stops shall be provided across the entire width of the guard to prevent a part from falling to the floor. The size of the end stops shall be determined by the load being carried, but shall be a minimum of 6 in. 12. The guard for a single run conveyor shall be supported from the overhead support steel or building steel. The guard for multiple runs of conveyor may be supported from the conveyor rails if it is approved in writing by the GM Project Engineer and provided that no safety violation occurs due to such a variance. 13. On parallel runs of conveyor at a common (within 5 ft) elevation, an area guard shall be provided if the opening created by separate guards is 4 ft. or less. 14. On parallel runs of conveyor at a common (within 5 ft) elevation, a 30-inch catwalk shall be provided between any new/new or new/existing guards/platforms where separation is over 4 ft. but less than 10 ft. Catwalks shall be on approximately 200 ft. centers. Final locations shall be field-approved by the GM Project Engineer. Refer to Section 31.6 for additional information. 15. On adjacent (10 ft. or less) parallel runs of conveyor at different elevation, ladders with safety gates shall be provided between the guards every 200 ft. 16. The screen guard shall be designed to provide access for the entire length of the conveyor system by using guard, platforms or catwalks (e.g., no dead ends) to protect maintenance personnel who are walking the system. 16.2. Construction 1. The falling parts guard shall be of a modular build design with open 2 in. x 4 in. wire mesh of #2 gauge rods. Side panels (folded down for shipping) with a minimum height of 2 ft. shall be provided on both sides of the conveyor. All parallel panel and vertical/horizontal panel connections shall be with continuous #8 gauge helixes. All helixes shall be crimped on each end to prevent unintentional disassembly. Burning of guard panels is not permitted. Panels shall be clean cut with bolt cutters, saws or similar apparatus. Welding of wire mesh splices shall not be permitted. The guard panel shall be welded to the modular frame. Installation side panels shall be connected to vertical hangers with wire hanger clips and helixed together at all splices. Where required, guard cross member supports shall be located at or within 1 ft. of the horizontal panel splices. 2. Refer to Figures 16-1 through 16-18 for additional information. 3. In addition to the weight of conveyor, all screen guard shall be designed for a uniform live load of 20 lbs. per square foot or a concentrated load of 500 lbs. applied at any one location. Whichever produces the worst case shall govern the design. When calculating truss hanging loads, reduce the uniform live load to 10 lbs per square foot.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
33
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 16-1: Typical Screen Guard O/H Conveyor Modular Arrangement
SCREEN GUARD - 2" x 4" x #2 GA. WITH 2'-0" SIDES WITH HELIX AND CONN. CLIP SEE FIG. 16-2a (STYLE "A") 16-2b (STYLE "B") 3'-11" 4'-1"
C SCREEN GUARD L
L3" x 3" x 1/4" (COPE)
SEE FIG. 16-2a (STYLE "A") 16-2b (STYLE "B")
L4" x 3" x 1/4" (STYLE "A") L5" x 3" x 1/4" FOR WIDTHS > 9'-0" (STYLE "A") L5" x 3" x 1/4" (STYLE "B" ONLY)
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
2 1/2"
WELD SCREEN GUARD FLOOR TO SUPPORT MEMBERS (TYP.)
D RUNNING ANGLE LOC. (5'-0 7/8" SHOWN) (FOR SPANS > 9'-0")
B (REF.) (10'6 3/4" SHOWN FOR 10'-0") STYLE "A" ONLY
C (10'-1 3/4" SHOWN)
34
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure: 16-2a Typical O/H Conveyor Screen Guard Arrangement Section A A (Style A)
GUARD SECTION FOLDED FOR SHIPPING PURPOSES. L2 1/2" x 2 1/2" x 1/4" CONTINUOUS GUARDRAIL. WELD IN FIELD. (TYP.) A MESH WIDTH (10'-0" SHOWN) 2" FOR C6 3 1/2" FOR C8 2" FOR C6, 2 1/4" FOR C8
SCREEN GUARD - 2" x 4" x #2 GA. WITH 2'-0" SIDES WITH HELIX AND CONN. CLIP
1 1/2"
WELD SCREEN GUARD FLOOR TO SUPPORT MEMBERS (TYP.)
L 3" x 3" x 1/4"
REQUIRED FOR WIDTHS < 9'-0" 1'-0" 2'-0" WIDTHS > 9'-0"
2'-0" WIDTHS > 9'-0"
1'-0"
Figure: 16-2b Typical O/H Conveyor Screen Guard Arrangement Section A A (Style B)
A
1'-0"
2'-0" WIDTHS > 9'-0"
2'-0" WIDTHS > 9'-0"
1'-0"
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
3'-6" (REF.)
1 12"
3'-6" (REF.)(TYP.)
C SCREEN GUARD L
35
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 16-3a: Standard O/H Conveyor Screen Guard 8- 0 Modular Section Style A
ONE (1) HOLE FOR LOAD BEARING DIAGONAL, AT ONLY ONE END DEPENDING ON ARRANGEMENT. (NOT REQUIRED IF VERTICAL CENTER HANGER IS USED EVERY 8'-0")VENDOR TO DETERMINE OPTIMUM BOLT HOLE ARRANGEMENT.
SCREEN GUARD - 2" x 4" x #2 GA. WITH 2'-0" SIDES WITH HELIX AND CONN. CLIP
L4" x 3" x 1/4" FOR WIDTHS < 8'-0" C6 x 8.2 FOR WIDTHS > 8'-0"
C6 x 8.2# (C8 x 11.5# FOR WIDTHS > 9'-0")(COPE) L4" x 3" x 1/4" (L5" x 3" x 1/4" FOR WIDTHS > 9'-0") 8'-0" (SHOWN)
Figure 16-3b: Standard O/H Conveyor Screen Guard 8- 0 Modular Section Style B
2'-0" MESH HEIGHT
1 3/4"
2"
1 1/2" MIN. 6" MAX (2" SHOWN)
8'-0"
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
2'-0" MESH HEIGHT C6 X 8.2# (C8 x 11.5# FOR WIDTHS GREATER THAN 9'-0"
36
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 16-4a: Standard O/H Conveyor Screen Guard 16- 0 Modular Section Style A
TWO (2) HOLES FOR LOAD BEARING DIAGONALS. (NOT REQUIRED IF VERTICAL CENTER HANGER IS USED EVERY 8'-0") VENDOR TO DETERMINE OPTIMUM BOLT HOLE ARRANGEMENT. SCREEN GUARD-2"x 4"x #2 GA. WITH 2'-0" SIDES WITH HELIX AND CONNECTION CLIP. L4" x 3" x 1/4" (L5"x 3"x 1/4" FOR WIDTHS > 9'-0") L4" x 3" x 1/4" FOR WIDTHS < 8'-0" C6 x 8.2 FOR WIDTHS > 8'-0" L4" x 3" x 1/4" FOR WIDTHS < 8'-0" C6 x 8.2 FOR WIDTHS > 8'-0"
TWO (2) HOLES FOR VERTICAL CENTER HANGER. (NOT REQUIRED IF LOAD BEARING DIAGONALS ARE USED) VENDOR TO DERTERMINE OPTIMUM BOLT HOLE ARRANGEMENT.
C6 x 8.2# (C8 x 11.5# FOR WIDTHS > 9"-0")
L3" x 3" x 1/4" (COPE) C6 x 8.2# (C8 x 11.5 FOR WIDTHS > 9'-0")
BACK TO BACK CHANNELS NOT REQ'D FOR WIDTHS < 7'-0" (UNLESS LIVE LOAD REQUIRES)
Figure 16-4b:Standard O/H Conveyor Screen Guard 16-0 Modular Section Style B
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
2'-0" MESH HEIGHT
37
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 16-5a: Standard Screen Guard Dimensions Style A
STANDARDSCREENG UARDDIM ENSIO - STYLE "A" NS
RECO M M ENDED PRO DUCT W IDTH M ESHW IDTH "A" 1'-0" 2'-0" 3'-0" 4'-0" 5'-0" 6'-0" 7'-0" 8'-0" 5'-0" 6'-0" 7'-0" 8'-0" 9'-0" 10'-0" 11'-0" 12'-0" "B" 5'-6 3/4" 6'-6 3/4" 7'-6 3/4" 8'-6 3/4" 9'-6 3/4" 10'-6 3/4" 11'-6 3/4" 12'-6 3/4" "C" 5'-1 3/4" 6'-1 3/4" 7'-1 3/4" 8'-1 3/4" 9'-1 3/4" 10'-1 3/4" 11'-1 3/4" 12'-1 3/4" "D" = 0.5C 2'-6 7/8" 3'-0 7/8" 3'-6 7/8" 4'-0 7/8" 4'-6 7/8" 5'-0 7/8" 5'-6 7/8" 6'-0 7/8" RECO M M ENDED STEEL ANDPEDESTRIAN M W IN. IDTH LO PER8 FT. LENG AD TH (NO INAL) M 5'-0" 6'-0" 7'-0" 8'-0" 9'-0" 10'-0" 11'-0" 12'-0" 1200 LBS. 1440 LBS. 1680 LBS. 1920 LBS. 2160 LBS. 2400 LBS. 2640 LBS. 2880 LBS. M AXIM PART UM W HT/FT. EIG 840 LBS./FT. 516 LBS./FT. 330 LBS./FT. 308 LBS./FT. 164 LBS./FT. 480 LBS./FT. 536 LBS./FT. 500 LBS./FT. OVERHEADSCREENG UARDTYPE 8 FT. M SG 58 - A K. O M SG 68 - A K. O M SG 78 - A K. O M SG 88 - A K. O M SG 98 - A K. O M SG K. O108 - A M SG K. O118 - A M SG K. O128 - A 16 FT. M SG 516 - A K. O M SG 616 - A K. O M SG 716 - A K. O M SG 816 - A K. O M SG 916 - A K. O M SG 1016 - A K. O M SG 1116 - A K. O M SG 1216 - A K. O
DESIGNCRITERIA
- LO ADINGS CALCULATIO FO 8'-0" SECTIO N R N - PEDESTRIANLO 20 LBS./SQ AD .FT. - DEADLO 10 LBS./SQ AD .FT. - 25%IM PACT
Figure 16-5b: Standard Screen Guard Dimensions Style B
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
38
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 16-6: Inverted P&F Screen Guard 8-0 Modular Section
8'-0" 4'-1" SCREEN GUARD - 2" x 4" x #2 GA WITH 2'-0" SIDES WITH HELIX AND CONNECTION GRIP
C L CONVEYOR SCREEN GUARD - 2" x 4" x #2 GA L 4 x 3 x 1/4"
C8 x 11.5# (COPE) C8 x 11.5# (COPE) C8 x 11.5# (COPE)
Figure 16-7: Typical Inverted Power and Free Screen Guard Arrangement
L 2 1/2 x 2 1/2 x 1/4" CONTINUOUS GUARDRAIL WELD IN FIELD (TYP.)
C1 WIREMESH (5'-2" SHOWN) GUARD SECTION FOLDED FOR SHIPPING PURPOSES
C2
3 1/2"
CONNECTING CLIP TO HANGER
1'-0" 2 1/4"
2'-0" WIDTHS > 9'-0"
2'-0" MESH/DRIP PAN 1'-1 1/4" 2'-2 1/2" B (12'-5" SHOWN)
2'-0" 1'-0" WIDTHS > 9'-0"
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
REF. 3'-6" TYP.
3/4"
CONTINUOUS L 2 1/2 x 2 1/2 x 1/4" LLV (MIN.) INSTALL IN FIELD OR ATTACH TO CONVEYOR YOKES
39
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 16-8: Typical Low Profile Inverted P&F Conveyor Screen Guard Arrangement
C L CONVEYOR
MESH / DRIP PAN
REF.
LOW PROFILE INV. P&F CONVEYOR CONFIGURATION
Figure 16-9: Typical Screen Guard Arrangement 8-0 Modular Section (w/o runner angles)
SCREEN GUARD ~ 2" x 4" x #2 GA WITH 2'-0" SIDES WITH HELIX AND CONNECTION CLIP L 4 x 3 x x 1/4' FOR WIDTHS < 11'-0" C8 x 11.5# FOR WIDTHS > 11'-0"
MESH HEIGHT BOLT HOLES SHALL BE 1'-0" MAX. FROM LOCATION OF SPLICE. VENDOR TO DETERMINE OPTIMUM BOLT HOLE ARRANGEMENT
FIG. 16-10 ONE (1) HOLE FOR LOAD BEARING DIAGONAL (NOT REQUIRED IF VERTICAL HANGER IS USED ON EACH 8'-0" SECTION). VENDOR TO DETERMINE OPTIMUM BOLT HOLE ARRANGEMENT
FIG. 16-11
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
2'-0"
40
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure16-10: Standard Screen Guard Section (View from Figure 16-9)
L4" x 3" x 1/4"
L4" x 3" x 1/4"
Figure 16-11: Standard Screen Guard (View from Figure 16-9)
L4" x 3" x 1/4" WELD
C8 x 11.5#
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
41
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 16-12: Standard Screen Guard 16-0 Modular Section
SCREEN GUARD ~ 2" x 4" x #2 GA WITH 2'-0" SIDES WITH HELIX AND CONNECTION CLIP
TWO (2) HOLES FOR LOAD BEARING DIAGONALS (NOT REQUIRED IF VERTICAL CENTER HANGER IS USED). VENDOR TO DETERMINE OPTIMUM BOLT HOLE ARRANGEMENT.
TWO (2) HOLES FOR VERTICAL CENTER HANGER (NOT REQUIRED IF LOAD BEARING DIAGONALS ARE USED). VENDOR TO DETERMINE OPTIMUM BOLT HOLE ARRANGEMENT. 16'-0"
Figure 16-13: Standard Screen Guard Dimensions Inverted Power & Free
STANDARD SCREEN GUARD DIMENSIONS
STEEL, CONVEYOR AND PEDESTRIAN LOAD PER 8 FT. LENGTH PER 8 FT. LENGTH
"B" OVERALL WIDTH
RECOMMENDED MESH WIDTH "A"
RECOMMENDED MIN. WIDTH (NOMINAL)
PRODUCT OR CARRIER MAX. WIDTH
MAXIMUM PART AND CARRIER WEIGHT/FT.
INVERTED SCREEN GUARD TYPE 8 FT. MK. SGI78-A MK. SGI88-A MK. SGI98-A MK. SGI108-A MK. SGI118-A MK. SGI128-A 16 FT. MK. SGI716-A MK. SGI816-A MK. SGI916-A MK. SGI1016-A MK. SGI1116-A MK. SGI1216-A
3'-0" 4'-0" 5'-0" 6'-0" 7'-0" 8'-0"
2'-8" 3'-2" 3'-8" 4'-2" 4'-8" 5'-2"
7'-5" 8'-5" 9'-5" 10'-5" 11'-5" 12'-5"
7'-0" 8'-0" 9'-0" 10'-0" 11'-0" 12'-0"
2192 LBS. 2448 LBS. 2704 LBS. 2960 LBS. 3216 LBS. 3472 LBS.
620 LBS./FT. 610 LBS./FT. 590 LBS./FT. 580 LBS./FT. 560 LBS./FT. 510 LBS./FT.
DESIGN CRITERIA
- LOADINGS CALCULATION BASED ON 16'-0" SECTION - PEDESTRIAN LOAD 20 LBS./SQ.FT. - DEAD LOAD 10 LBS./SQ.FT. - 25% IMPACT - CONVEYOR WITH CHAIN WEIGHT 85 LBS./FT. - C1 = C2
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
42
MESH HEIGHT
2'-0"
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 16-14: MK. SS-H Stop Sign for Back-to-Back Channels
TOTAL WIDTH OF CHANELS BACK TO BACK + 1/4"
1/2" PLATE
TYP.
3/16"
RUNNING ANGLE (REF.) BOTH SIDES
TYP.
1/4"
1 1/2"
NO SHOP PAINTING ON STOP SIGN AT FIELD WELD LOCATION(S) (TYP.) C6 x 8.2# C8 x 11.5# 3/4" CUT C10 x 15.3#
Figure 16-15: Standard Screen Guard 8-0 Modular Section
L 4 x 3 x 1/4" FOR WIDTHS < 11'-0" C8 x 11.5 FOR WIDTHS > 11'-0" SCREEN GUARD ~ 2" x 4" x #2 GA WITH 2'-0" SIDES WITH HELIX AND CONNECTION CLIP. L 4 x 3 x 1/4" FOR WIDTHS < 11'-0" L 5 x 3 x 1/4" FOR WIDTHS > 11'-0"
C8 x 11.5# 8'-0"
L4 x 3 x 1/4"
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
2'-0" MESH HEIGHT
43
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 16-16: Standard Catwalk Modular Section
L2 1/2" x 2 1/2" x 1/4" HANGER (TYP.) L2 1/2" x 2 1/2" x 1/4" HANDRAIL
L2 1/2" x 2 1/2" x 1/4" HANDRAIL (TYP.)
3'-6" (REF.)
11/16" (TYP.) 1 1/2" 5" BEND CHK'D PLATE 3/16" x 3'4" x 10'-0" LG. BEND (MEDIUM PATTERN) 1 3/8" "B" "A" CHK'D PLATE 3/16" x 3'-4" x 10'-0" LG. (BEND) (MEDIUM PATTERN)
11/16" (TYP.)
L2 1/2" x 2 1/2" x 1/4" (TYP.)
Figure 16-17:Typical Falling Parts Guard for Overhead Conveyor
2'-0" MIN.
CLEAR
"Y"
1'-6" MIN.
CLEAR HANGER ANGLE L2 1/2" X 2 1/2" X 1/4" GUARDRAIL ANGLE L2 1/2" X 2 1/2" X 1/4" CONTINUOUS BOTH SIDES DRIP PAN WHERE REQUIRED PLACED ON TOP OF 2" X 4" WIRE MESH CONNECTING WIRE CLIP TO HANGER (TYP.)
CARRIER AND PRODUCT ENVELOPE
3'-6" (REF.)(TYP.)
2"
1 3/8"
6" 8 1/2" 8 1/2" 2'-5" 2'-6"
2" FOR C6 2 1/4" FOR C8
GUARD SECTION FOLDED FOR SHIPPING PURPOSES
2" FOR C6 3 1/2" FOR C8
2" X 4" OPEN MESH GUARD, #12 GAUGE WIRE WITH 2'-0" HIGH SIDES (GUARD PANEL WELDED TO GUARD FRAME. SIDE PANELS ATTACHED W/HELIX FOLDED DOWN FOR SHIPPING, THEN RAISED AT INSTALLATION) MINIMUM OF TWO 5/8" A-325 BOLTS AT EACH CONNECTION MEMBER TO BE SIZED TO SCREEN GUARD FALLING PARTS & MAINTENANCE PERSONNEL
INTERMEDIATE MIDSPAN STIFFENER L3" X 3" X 1/4" FOR WIDTHS > 9'-0" HELIX ANGLES TOGETHER, TYP. BOTH SIDES, CLIP GUARD PANELS TO HANGER ANGLES, CRIMP HELIX ENDS TO ELIMINATE HELIX FROM BACKING OUT
"Y" + 3'-6" MIN.
(UNLESS LOADING REQUIRES OTHERWISE)
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
44
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 16-18: Typical Conveyor Guard Side Elevation
FALL HAZARD POINT OF ATTACHMENT BOTH SIDES OF CONVEYOR TO BE DESIGNED BY A LICENSED PROFESSIONAL ENGINEER. 2'-0" 6'-0" MIN FROM HORIZ EDGE OF SCREEN GUARD
EDGE OF HORIZONTAL SCREEN GUARD
3'-6"
2'-0"
15"
4" X 6" ANGLE CLEATS ON 15" CENTERS (LLH) 1'-6" 6'-8" MIN FINISHED FLOOR LINE
4. The falling parts guard shall be designed, fabricated and installed in 8-0 modular sections. 5. A continuous top guardrail angle shall be provided 3 ft. 6 in. above the horizontal guard panel, complete with vertical supports to support a 200 lb. load in any direction at any point of the rail. Provide intermediate guardrail posts at middle of the section. 6. Continuous outboard support members shall be used on both sides of the guard along the splice between the horizontal and side panels. 7. The 2-foot high side guard panels shall be capable of withstanding, without failure, a force of at least 150 lbs. (660N) applied in any downward or outward direction at any point along the panel. Further, the deflection of the side panel due to the application of the force described above shall be less than 2 in. 8. For all conveyors, the main support connections for the guard shall be of bolted construction 5 with a minimum of two, /8-inch diameter A-325 bolts with A194 ANCO grade, 2H locking nuts or fully tensioned A563 grade C or D, non-locking nuts and F436 hardened flat washers (if required). 9. Guard sections that require drip pans shall be constructed so that both the guard and drip pan are independent sections. 10. All guard panel sections shall be painted (color as specified) prior to arrival at the job site and shall require touch-up field painting.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
45
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 11. Minimally, all guard shall be braced on 50 ft. alternating centers on straight runs and both ways at all corners to ensure guard stability. Bracing shall not impart any lateral or torsional forces that distort or over-stress any building structural members. 12. Minimum sizes for guard support steel shall be: a. Hangers L2 in. x 2 in. x in. b. Continuous Top Guardrail Angle L2 in. x 2 in. x in. c. Sway Bracing L2 in. x 2 in. x in. d. Outboard Runner L4 in. x 3 in. x in. LLV e. Intermediate Midspan Stiffener L3 in. x 3 in. x in. f. Main Cross Members C4 x 5.4#/foot (minimum, with Owner Approval) g. Intermediate Cross Members L4 in. x 3 in. x in. LLV 13. Falling parts guards shall not be used to support anything (except lighting and fire protection) hung from below without GM Project Engineer approval. 16.3. Typical Hanging Arrangement 1. The following figures identify different hanging arrangements and conditions. Refer to Figure 16-19 through 16-23. Figure 16-19: Vertical Load Support with Diagonal Sway Bracing Overhead Conveyor
NON-LOAD BEARING DIAGONAL MEMBER. FIELD DRILL FOR 5/8" A325 BOLT WITH F436 FLAT WASHER & ANCO* LOCK NUT. (OR FIELD WELD IN LIEU OF BOLT.)
VERTICAL GUARDRAIL SUPPORT REQUIRED IN ANY CASE THAT GUARDRAIL SPAN EXCEEDS 5'-0"
TWO 5/8" A325 BOLTS WITH F436 FLAT WASHERS & ANCO* LOCK NUTS.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
3'-6"
46
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 16-20: Vertical Load Support with Diagonal Sway Bracing Inverted Power and Free
VERTICAL GUARDRAIL SUPPORT REQUIRED IN ANY CASE THAT GUARDRAIL SPAN EXCEEDS 5'-0" NON-LOAD BEARING DIAGONAL MEMBER.
TWO 5/8" A325 BOLTS WITH F436 FLAT WASHERS & ANCO* LOCK NUTS.
Figure 16-21: Vertical Load Support with Diagonal Load/Sway Bracing Inverted Power and Free
LOAD BEARINGDIAGONAL MEMBER. ONE 5/8" A325 BOLTS W F436 FLAT ITH W ASHER, ANCO* LOCK NUT AND 3/16" FILLET W 2" LG. ELD
TW 5/8" A325 BOLTS W F436 FLAT O ITH W ASHERS & ANCO* LOCK NUTS.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
47
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 16-22: Vertical Load Support with Diagonal Sway Bracing Inverted Power and Free
VERTICAL GUARDRAIL SUPPORT REQUIRED IN ANY CASE THAT GUARDRAIL SPAN EXCEEDS 5'-0" NON-LOAD BEARING DIAGONAL MEMBER. FIELD DRILL FOR 5/8" A325 BOLT WITH F436 FLAT WASHER & ANCO* LOCK NUT. (OR FIELD WELD IN LIEU OF BOLT.)
TWO 5/8" A325 BOLTS WITH F436 FLAT WASHERS & ANCO* LOCK NUTS.
Figure 16-23: Vertical Load Support with Diagonal Load/Sway Bracing Inverted Power and Free
TWO 5/8" A325 BOLTS WITH F436 FLAT WASHERS(ON EACH SIDE OF STOP SIGN SLOTTED HOLE CONNECTION) & ANCO* LOCK NUTS.( OR ONE 5/8" A325 BOLT WITH F436 FLAT WASHER, ANCO* LOCK NUT AND 3/16 FILLET WELD 2" LG. IN LIEU OF SECOND BOLT.)
(2) 5/8" A325 BOLTS WITH F436 FLAT WASHERS (ON EACH SIDE OF THE STOP SIGN SLOTTED HOLE CONNECTION) & ANCO* LOCK NUTS OR (1) 5/8" A325 BOLTWITH F436 FLAT WASHER, ANCO* LOCKNUT AND 3/16" FILLET WELD 2" LG.
LOAD BEARING DIAGONAL MEMBER.
TWO 5/8" A325 BOLTS WITH F436 FLAT WASHERS & ANCO* LOCK NUTS.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
48
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 17. 17.1. Inspection Gates Free Track Inspection Gate (X-458/X-678 Chains and Enclosed Track) 1. An inspection gate shall be located in the carrier repair spur track and along accessible track at an average interval of 400 ft. Refer to Figure 17-1and Figure 17-2. 2. The gate shall be constructed with hinged swing-out section to allow free trolley installation or removal. The strength of the inspection gate shall be equal to or greater than that of the free track. 3. A positive locking latch shall be included to prevent accidental or unauthorized opening of the gate. 4. An inspection port shall be incorporated into both sides of the inspection gate track section. These ports shall be staggered and reinforced to avoid weakening the cross section. The inspection port shall provide a visual field of both free trolley wheel bearings and allow access for manual lubrication. NA Controls, Conveyors, Robotics & Welding
Figure 17-1: Free Track Inspection Gate Inverted Power and Free Conveyor
1'-6 1/2" 1'-0 1/2" 1'-0" 1 1/4" (REF.) 3" 3 1/2" 1/4" (REF.)
POWER RAIL AND DRIP PAN NOT SHOWN FOR CLARITY
3/4" RADIUS TYP. 8 CORNERS OF CUT-OUT
VIEW IN CIRCLE A
3'-4" 9" *1'-10" CUT CHANNEL THRU
1/2" RADIUS TYP. 4 CORNERS OF CUT-OUT
CHAIN ATTACHED TO YOKE AND DETENT PIN 3/8" PLATE CUT-OUT TO BE ON BOTH SIDES OF FREE RAIL
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
1/4" (REF.)
3/4"
49
5 3/8"
4"
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 17-2: Free Track Inspection Gate Overhead Power and Free Conveyor
1'-6 1/2" 1'-0 1/2" 1'-0" 3" 1/4" 5 1/2" 1/4"
CUT-OUT
1 1/4" 1/2" RADIUS TYP.4 CORNERS OF CUT-OUT
POWER RAIL NOT SHOWN FOR CLARITY
3/4" RADIUS TYP. 8 CORNERS OF CUT-OUT
VIEW IN CIRCLE C
CUT-OUT TO BE ON BOTH SIDES OF FREE RAIL
CUT-OUT
CHAIN ATTACHED TO YOKE AND DETENT RAIL 9" * 1'-10" CUT 3'-4"
18. 18.1.
Lubrication General 1. Refer to GM LS-I, Basic Lubrication Standard for Industrial Equipment and Machine Tools, for additional requirements. Where a conflict between specifications occurs, the most stringent requirement shall apply. 2. All components requiring lubrication shall be lubricated by the contractor with GM Project Engineer-approved lubricant prior to shipment and again prior to start-up. The contractor shall provide the lubricants. 3. The GM Project Engineer shall be notified of components that, due to guarantee compliance, have been lubricated with lubricants other than those approved by the GM Project Engineer. The contractor shall verify, in writing and included in the Maintenance/Service Manuals, specified lubricant compliance with manufacturers recommendations. 4. Oiler-type lubricators shall be provided for open-type wheels, chain pins, rider plates, roller chains, flat top wheels and where applicable or requested by the GM Project Engineer on caterpillar chain/dogs, beaver tails, steel side guide rollers and/or mechanical pivots on carriers. Greaser-type lubricators shall be provided for sealed-type wheels. Retarder and decline safety conveyors do not require automatic lubricators; however, they shall be oiled and greased as required at start up. 5. Unless otherwise noted, all conveyors used in phosphate, ELPO and paint lines shall be provided with paint system lubricant per GM 9984162 specifications or, if in variance, the GMspecified lubricant. 6. The chain and trolley lubricators shall be located before the drive and as near to it as practical. A drip pan shall be provided underneath the lubricator to contain any drippage that may occur. Drains shall be provided as specified.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
3 1/2" 3/4"
4"
50
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 7. The free trolley lubricators shall be located in a non-accumulating zone (e.g., the exit of a stop) of the main line and as close to the carrier repair spur as practical. A drip pan shall be provided underneath the lubricator to contain any drippage that may occur. 18.2. Greaser-type Lubricators 1. All greaser-type lubricators shall be pneumatically operated and electrically controlled, and they shall be capable of dispensing grease up to and including NLGI #2. 2. Greasers shall be supplied with a 35 lb. size pail, air operated supply pump complete with pail cover, follower plate, air pressure gauge and low lubricant level switch with indicator light. 3. Greaser-type lubricators shall be equipped with a lubricant filter, pressure regulator and air line filter/regulator/lubricator (FRL). To prevent contamination, all greaser-type lubricators installed in paint shops are subject to approval by the GM Project Engineer. 4. Greaser-type lubricators shall be equipped with a coupler assembly that injects a metered amount of lubricant through a grease fitting (or when required, through an open hole). Each coupler assembly shall have a positive check in the tip that prevents lubricant from continuing to flow between cycles or accidental dispensing. 5. Irregular wheel spacing shall not prevent all wheels from being greased. 6. Greaser-type lubricators shall incorporate an automatic lubricator safety kick-out designed to prevent damage due to spread trolley brackets, over-travel or other similar obstruction. 18.3. Oiler-type Lubricators 1. All oiler-type lubricators shall be capable of dispensing lubricants with viscosities up to 500 SSU at normal operating temperatures (70 degrees F). For high temperature applications (300-400 degrees F), ELPO and paint systems, oiler-type lubricators shall be suitable for viscosities up to 3000 SSU. 2. Oiler-type lubricators shall be equipped to vary the amount and frequency of lubricant dispensed for each specific application such as chain pins, power trolley wheels, free trolley wheels, guide rollers and king pins. 3. Oiler-type lubricators shall be equipped with an electric pump with both volume and velocity adjustability. The pump shall deliver lubricant in a clean shot form to the point of lubrication. 18.4. Lubricator Installation 1. For new conveyor installations, lubricators shall be shop-mounted to a modular track section. 2. Lubricator units shall be clamped to the track and shall have quick disconnects on hoses to facilitate replacement. 3. Seamless steel hydraulic tubing shall be used for field piping of remote grease applications and where high-pressure distribution of lubricant is required. Where applicable, wire reinforced hose may be substituted for hydraulic tubing with the approval of the GM Project Engineer. Other lubricant piping (i.e., remote oil filling systems) where system pressure is low may use manufacturer-specified tubing. 18.5. Grease Fittings 1. All grease fittings shall be a threaded hydraulic-type with ball check and compatible with automatic lubrication devices. 2. Exception: Non-threaded swage-type grease fittings are used in Welsh plugs (inner caps) and other sheet metal applications where tapping is not viable.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
51
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 18.6. Lubricator Remote Pumping Station 1. Remote lubricant pumping stations shall be provided on oiler-type lubricators that are not accessible from the floor level. Oiler-type lubricators shall be equipped with five-gallon reservoirs complete with a low fluid level sensor (for automatic fill and/or automatic shut off) and a local indicator light for low level indication. 2. All remote-pumping stations shall be electrically operated and designed to periodically pressurize a main lubricant header. Where applicable for a particular project, a 55-gallon reservoir may be used for automatic fill and/or a centralized lubrication system, provided such requirement is described in the project scope of work. 19. 19.1. Miscellaneous Identification Tagging 1. All conveyors shall be identified, by number, using non-corroding tags with 3-inch high BLACK numbers on a WHITE background. Tags shall be mechanically fastened to both sides of the track parallel to the conveyor and spaced a maximum of 100 ft. on centers. Tags shall also be mounted on each drive and take-up. All tags shall be visible from the floor, where practical. 2. In areas where tags may be covered by decking, platforms and automation equipment, the conveyor identification shall be, at a minimum, stenciled on top or bottom of the surface of the conveyor (e.g., for power roller conveyor and skid conveyor). 3. All pneumatically operated devices shall have identification tags in compliance with GM PS-1, Pneumatic Standard for Industrial Equipment, unless otherwise stated in this document. 4. All hydraulically operated devices shall have identification tags in compliance with GM HS-1, Hydraulics Standards, unless otherwise stated in this document. 19.2. Fencing Fabrication and Installation 1. The contractor shall comply with the fencing requirement adopted by GM Body Center/Design-In-Safety (Latest). This fencing shall be installed around various robotic cells, VDLs, automation equipment, turn tables or other machinery and equipment requiring personnel safety related to material handling. 2. Fencing shall be provided as specified in the project scope of work. 19.3. Production Rate Requirements 1. The contractor shall compute the speeds required to meet the specified gross design production rate and provide equipment capable of operating at 110% of the specified gross design production rate. This includes, but is not limited to, motors, reducers, brakes, belts and chains. For zone accumulation applications, this also includes banking space for carriers en route. No additional carriers shall be added for the 110% design consideration. The service factor (110%=1.1) may be raised or lowered as specified in the project scope of work. 2. If the specified equipment, as requested by the GM Project Engineer in the project scope of work, cannot achieve the specified production rate, the contractor shall inform the GM Project Engineer as part of his quotation. The contractor shall also include priced alternate proposals that shall achieve the specified production rate. 19.4. Utilities 1. Exact utility locations on building columns and above/below trusses shall be verified by the bidder/contractor. Conveyor equipment shall be located as not to create interference with existing utilities. Relocation of utilities shall be by the contractor, unless otherwise stated in the project scope of work. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 52 NA Controls, Conveyors, Robotics & Welding
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 20. 20.1. Modular Build Concept General 1. All conveyors shall utilize the modular build concept, unless specified otherwise by the GM Project Engineer. 2. Modular units shall be completely assembled and tested in the contractors facility. The unit may then be approved (i.e., bought off) by the GM Project Engineer and shipped to the site with minimal installation, debug and run-in time. Minimal cutting, fitting and welding should take place in the field. 3. Modular units shall include all mechanical and electrical devices. This also shall include any safety guards, belt/chain covers and shields. 4. Floor equipment such as VDL sections, turn tables, powered roller tables, shuttles, hold tables, powered roller lift tables and automation equipment shall be considered as standalone modular items. 5. Other floor equipment (e.g., cross transfers, in line two strands/belt production conveyors, in line roller chain/belt conveyors, flat tops and long travel lift/drop sections) shall be segregated into various bolt-together, stand-alone segments (e.g., head section, tail section and 20 ft. intermediate sections) for the assembly, test, disassembly and re-assembly processes. 6. The equipment should be identified and marked at disassembly for shipping purposes so that re-assembly can occur with a minimum of field time. 7. All equipment shall be shipped in as large a section as permitted by trucking regulations and/or final site access. 21. 21.1. Painting General 1. All surfaces of the materials furnished shall receive one coat of shop prime and one or more shop coats of enamel as required for complete coverage, with the following exceptions: a. Components located in ovens or phosphate/ELPO machines, including ELPO carriers, shall not be prime or finish painted. However, these components shall be thoroughly cleaned and coated with a GM Project Engineer-approved rust preventive to provide a track surface that will not introduce rust, paint flaking or other contaminants into the oven when the surface becomes operational. Any contaminants that do develop on the components shall be removed prior to the commissioning of this equipment. There shall be no paint on stainless steel components. b. All surfaces that undergo rolling or sliding contact with another surface shall not be primed or painted. 2. Any marred or previously painted surfaces damaged by work under this contract shall be thoroughly cleaned, re-primed and painted. 3. All components not being painted shall be cleaned after installation to remove all foreign material such as rust, dirt, grease or oil. This shall include all chain, trolley and associated components. 4. All paint shall be lead and cadmium free. A certification letter from the paint supplier stating that the paint is lead free along with the products Material Safety Data Sheet (MSDS) shall be submitted to the GM Project Engineer for approval prior to the delivery of any equipment to the site. 21.2. Prime 1. All components receiving shop prime shall be thoroughly cleaned and given one coat of rust inhibitive primer, PPG MULTIPRIME fast dry or GM Project Engineer-approved equivalent, March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 53 NA Controls, Conveyors, Robotics & Welding
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding to a film thickness of 3 mils. All welds shall be chipped and wire brushed before priming. The prime coat shall be free from chips and runs and thoroughly dry before the material is handled. After installation, all marred spots in the paint shall be cleaned and repaired. 21.3. Finish 1. All components receiving a finished coat of enamel shall, after proper preparation of the surface, be painted with one or more coats as required for a film thickness of 3 mils using Dupont customer color alkyd enamel or a GM Project Engineer-approved equivalent. After installation, all marred spots in the paint shall be cleaned and repaired. 21.4. Color Schedule 1. The GM Project Engineer shall determine final color schedule designations. The following information shall be utilized as a guide for finish paint color requirements for conveyor, catwalks and bridge systems.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
54
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Table 21-1: Finish Paint Colors for Equipment
Description Extruded Aluminum High Speed Conveyor Components Moving Skid Conveyor Components Power Roll Tables (Wet) Power Roll Tables (integrated with moving equip.) Power Roll Tables (stationary) Shuttles Belt Lifts (carriage, cwt and PRB) Belt Lifts (mast) Turn and Pivot Tables (including PRB) Lift Hold and Lift Power Roll Tables Stacker / De-Stacker Production Skid Conveyor (low speed, <60 fpm) Storage Skid Conveyor (low speed, <60 fpm) Production Conveyor (low speed, <60 fpm) Cross Transfer Accumulation Conveyor (low speed, <60 fpm) Oven Conveyor Track (Outside Oven) Pendulum Conveyor (Outside Process) Spraybooth Conveyors Support Steel and Misc. Steel Adjacent to Metal Wall Siding Skillets Power & Free and OHM Conveyors Paint Shop Skids Paint Shop Skids (ELPO only) Skids (Except for Paint) Carriers (Excluding ELPO and Phosphate) Falling Parts Guard and related framing including guardrail ASRS Racks Control Panels and operator stations Fork Transfer and Secondary Lifts Flat Top Conveyor (top plate riding surface) Flat Top Conveyor (Conveyor and coverplates) Flat Top Conveyor (wet areas, ex. Car Wash, CARE) Safety Fencing for Required Conveyor Components Hydraulic Piping - Supply Hydraulic Piping - Return Compressed Air - Supply Compressed Air - Exhaust Carts for manual movement of skids Bridges and Rails Conveyor Service/Walkways Service Platforms (drives, take-ups, stops, etc.) Walkway for Service Platforms Ladders to Platforms and Catwalks Handrails and Stairway Rails Stairways to Platforms and Catwalks Welder Catwalks and Crossover Walks Walkway for welder catwalks and crossover walks Color Unpainted Safety Orange Safety Orange Stainless Steel/Galvanized as req'd. Safety Orange Corp. Blue #2 Safety Orange Safety Orange Corp. Blue #2 Safety Orange Safety Orange Safety Orange Corp. Blue #2 Corp. Blue #2 Corp. Blue #2 Corp. Blue #2 Corp. Blue #2 Corp. Blue #2 Corp. Blue #2 White White Safety Orange on steel frame with clear sealer coat on wood decking Corp. Blue #2 White Unpainted Safety Orange Safety Orange White Corp. Blue #2 ANSI Grey Safety Orange Unpainted Corp. Gray #1 Stainless Stl / Galv. / Epoxy Coated Safety Yellow Frames w/ Black Mesh Safety Red Brownstone Light Blue White Safety Yellow Safety Yellow White Black Safety Yellow Safety Yellow White with Flat Black Tread White Black Paint Code N/A GMS15 GMS15 N/A GMS15 PMS286 GMS15 GMS15 PMS286 GMS15 GMS15 GMS15 PMS286 PMS286 PMS286 PMS286 PMS286 PMS286 PMS286 GMW06 GMW06 GMS15 / TBD PMS286 GMW06 N/A GMS15 GMS15 GMW06 PMS286 ANSI-61 GMS15 N/A PMS423 N/A GMS14 / GMS23 GMS01 Munsell # 2.5R 5/2 GMW06 GMS14 GMS14 GMW06 GMS23 GMS14 GMS14 GMW06, GMS23 GMW06 GMS23
22. 22.1.
Personnel and Equipment Safety Personnel Guard 1. Finger and pinch point guarding shall be provided along all portions of the conveyor up to an elevation of 8 ft. to the centerline of chain above the floor, work-decks, screen guard, mezzanine work areas and booths (i.e., everywhere production and maintenance workers are
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
55
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding located). Full covers or crossovers shall be installed over power only traction wheels, power only roller turns, sprocket turns and return chain on platforms. Guards shall be designed for quick removal (by using hand tools) for maintenance inspection. This applies to both new as well as alterations to existing conveyors. Refer to Figure 22-1. Figure 22-1: Typical Finger Guarding at Low Chain Elevations
P&F CONVEYOR PATH
FINGER GUARDING TYP.
2. In all mezzanines, platforms and screen guard, the layout must provide a normal, reasonable path to maintenance and inspection areas without going into hazardous areas. Utilization of crossovers between overhead conveyor screenguards is permissible. 3. Guards per ANSI B15.1a and B20.1 shall shield all moving machinery components. 4. Guards shall be provided on all equipment installed in pits that require frequent maintenance access (e.g., drive and take-up pits and aisle transfers). 5. Guards that could normally be removed by unauthorized personnel shall be designed to require a tool to remove or install the guard. 22.2. Personnel Guard Construction 1. Guards shall be constructed of sheet metal and sized to suit the condition and area being guarded. Expanded metal windows shall be provided for viewing critical maintenance items (e.g., V-belts). These expanded metal windows shall be painted black for visibility, and the frame and sheet metal shall be painted Safety Yellow per OSHA safety standards. 2. Guards shall be designed with hinges or keepers (chain) for removal during routine maintenance and inspection. 3. The removal of guards shall only require the use of hand tools. 22.3. Signage 1. Signage shall be utilized only after all efforts to eliminate a potential hazard have been exhausted and approved by the GM Project Engineer. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 56
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 2. When the condition exists that it is possible for a person to be caught between two moving physical devices or between one moving and one stationary physical device or structure, signs may be considered and located in a conspicuous location as near to the hazard as possible in addition to painting the stationary items safety yellow. Multiple signs shall be required if the location has multiple points of entry. Signs shall be placed back to back when the hazard can be approached from opposite directions. 3. Sign size shall be 20 in. by 14 in. with a red and black heading stating DANGER in white letters. The description for the hazard shall be in black letters on a white background. Signs may be made of steel or polyethylene. Refer to Figure 22-2. Figure 22-2: Typical Sign Layouts
KEEP OFF
PINCH POINT
CLIMBING, SITTING, WALKING OR RIDING ON CONVEYOR AT ANY TIME
MAY CAUSE SEVERE INJURY OR DEATH
4. Areas which should be reviewed for pinch points are but not limited to: a. clearance between passing conveyor carriers, carriers and screen guard hangers or building steel / structures. Refer to figure Refer to Figure 22-3. Figure 22-3: Typical Carrier Pinch Points
PINCH POINT
SIGNS SHOULD BE PLACED ON BOTH SIDES OF COLUMN (TYP.)
PINCH POINT
PINCH POINT
POTENTIAL PINCH POINT
POTENTIAL PINCH POINT
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
57
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding b. clearance between accumulated carriers both on straight track and in turns. Also on a turn, clearance between carrier and or product and building structures. Refer to Figure 22-4. Figure 22-4: Typical Pinch Points Between Accumulated Products
BUILDING COLUMN
PINCH POINT
PR O
PINCH POINT
PAINT PINCH POINT AREA / STRUCTURES SAFETY YELLOW
DU
CT
SIGNS SHOULD BE DOUBLE SIDED WHERE POSSIBLE CONVEYOR
c.
on elevated platforms and/or mezzanines, the clearance between the top of product and any overhead structure such as a building truss. Refer to Figure 22-5.
Figure 22-5: Typical Overhead Pinch Points
PRODUCT
POSSIBLE PINCH POINT
PLAN VIEW
PINCH POINT
BUILDING STEEL SHOULD BE PAINTED YELLOW WITH BLACK STRIPES ON BOTH SIDES
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
PINCH POINT
58
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 23. 23.1. Pushers/Stop and Pushers (S&Ps) General 1. All pushers/S&Ps shall be air-operated. Refer to Figure 23-1. 2. All components shall be able to withstand all live load and impact forces and the forces generated when the air cylinder is stalled under maximum line pressure. 3. A free trolley anti-backup device shall be provided to hold the carrier in the pickup zone. 4. The pneumatic controls shall be accessible without the need for lock out or fall protection. 5. Rodless air cylinders shall not be used unless approved by the GM Project Engineer. Figure 23-1: Pusher Inverted Power and Free Conveyor NA Controls, Conveyors, Robotics & Welding
23.2.
Cylinder 1. The air cylinder shall be a foot-mounted, factory pre-lubricated type with cushions at both ends. The minimum diameter bore shall be 3 in. 2. The stroke of the cylinder shall be determined by the sum of the distance from the face of the pusher dog to the chain wipe-off point, the distance from the wipe-off point to the chain pickup point, and 12 in. of additional stroke beyond the pickup point. The face of the pusher dog (with the cylinder in the retracted position) shall be behind the wipe-off point of the delivery chain at a distance that allows the dog to pivot into position. 3. The cylinder rod end connection shall accommodate misalignment of the pusher carriage. 4. Refer to Figure 23-2 for additional information.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
59
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 23-2: Typical Stop and Pusher or Exit Switch Schematic
23.3.
Carriage 1. The carriage assembly shall be provided with load and side guide wheels and a one-way pivoting pusher dog. The dog shall be able to allow the carrier to travel past it and then pivot into position from behind. 2. The pusher dog shall be SAE 1045 minimum. Contacting surfaces shall be heat- treated for wear to a minimum of Rockwell C-40. 3. All pivot points and wheel bearings shall be accessible for lubrication with standard equipment. 4. The pusher carriage track shall be straight and true with SAE 1045 wear bars at the wheel contact surfaces. 5. The pusher carriage track shall incorporate end stops to contain the carriage. These end stops shall be removable to allow for service or replacement of the carriage. 6. For a S&P assembly, a heat-treated stop bar shall be incorporated into the pusher carriage. The bar shall stop the carrier when the cylinder rod is in the retracted position. The stop bar shall release the carrier beyond the pickup point of the take-away chain as the rod is extended. The use of S&P shall be approved by the GM Project Engineer on an application basis.
24. 24.1.
Repair Spur General 1. When specified in the project scope of work, conveyor systems that permit the switching of carriers from one path to another shall incorporate a repair spur for the purpose of removal, repair and reinsertion of carriers. Typical systems would be overhead & inverted power & free, enclosed track power & free, EMS, skid and skillet conveyors. Refer to individual documents within this standard for additional information.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
60
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 2. Repair spurs shall be located on the empty return portion of the conveyor and may be either on a platform (refer to section 30.7), at the floor level or in a pit as noted in the project scope of work. 3. Carrier diversion from the main conveyor path into the repair spur may be accomplished either by automatic or manual means such as track switches, lifts or shuttles as approved by the GM project Engineer. 4. Although the capacity of the spur is layout driven, a minimum of three carriers is preferred. 5. Overhead service rails shall be provided to assist the removal of non-repairable carriers and the handling of materials to and from the platform. When the repair spur is at floor level only a service rail for the removal of the carrier shall be required. (Refer to section 31.8) 6. Lighting and lighting switches shall be provided at an elevation and location conducive to the repair operation. 7. 480V welding outlets, 110V duplex outlets and compressed airdrops are layout driven and shall be provided in the quantities and locations as specified in the project specification scope of work. 8. Track inspection gates shall be provided for inspection and/or removal of carrier load trolleys. 9. Items such as welding curtains, smoke eaters, welding machines and burning rigs shall be the responsibility of the plant unless otherwise noted in the project scope of work. 25. 25.1. Rivetless Chain General 1. The rivetless chain shall be clean and free from dirt, rust, slag, flash, scale or any other foreign matter. The center links shall incorporate broached and burnished pin bearing surfaces. 2. All new and refurbished chain shall be tested by one of the following methods, as approved by the GM Project Engineer. a. magnafluxed b. eddy current c. stress tested 3. Stress tested chain shall conform to the following tensions: a. 3,000 lbs. of tension for enclosed track chain b. 20,000 lbs. of tension for X-458 chain c. 30,000 lbs. of tension for X-678 chain 4. New chain shall measure 10 ft. 1 in. in. per nominal 10-foot length unless the application requires a tighter tolerance. 5. All chain links, pins and attachments shall be dipped in rust protective oil (except oven chain) prior to shipment. 6. Any chain destined for oven applications shall be dipped in GM-approved oil. 25.2. Standard 1. All chain shall be new. and drop forged from Microtuff 15 or drop forged / cold formed from SAE 1046 or SAE 1552 steel. a. All Microtuff chain components (center link, side links and pins) shall be through hardened to Brinell 375-429. b. When chain center links and side links are made from SAE 1046 or SAE 1552 then pins shall be made from SAE 4140 material and shall be through hardened to Brinell 362-400.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
61
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation c. NA Controls, Conveyors, Robotics & Welding SAE 1046 and SAE 1552 material shall be through hardened to Brinell 321-401 for center links and side links. 2. 4 Four-inch (4) chain shall meet Conveyor Equipment Manufacturers Association (CEMA) Standard No. 601 for X-458 rivetless chain with a minimum ultimate load of 57,600 lbs. for Microtuff and 48,000 lbs. for SAE 1552 materials. 3. 6-inch chain shall meet CEMA Standard No. 601 for X-678 rivetless chain with a minimum ultimate load rating of 102,000 lbs for Microtuff and 85,000 lbs. for SAE 1046 materials. 4. A dimensionally controlled chain shall be used in conveyors that require fixed position stops. Chain shall be Frost Smoothlink or owner approved equal. Dimensionally controlled chain can also be used in applications that do not require fixed position stops. 5. Refer to table 25-1 for additional information Table: 25-1 Material Allocation
25.3.
High Alloy 1. High alloy chain shall be used only when chain tensions exceed the maximum rating of standard chain are encountered and approved by the GM Project Engineer. 2. Unless noted, all high alloy chain shall be new. The chain shall be drop forged from SAE 8642 steel. All chain components shall be through hardened to Brinell 381-477 3. 4-inch high alloy chain shall be X-458 rivetless with a minimum ultimate load of 68,000 lbs. 4. 6-inch high alloy chain shall be X-678 rivetless with a minimum ultimate load rating of 125,000 lbs.
25.4.
Tension (Rivetless and Enclosed Track) 1. A computerized chain pull analysis, which includes a point-to-point development of chain tension, shall be submitted to the GM Project Engineer for approval. The chain analysis shall include the chain weight per foot, carrier trolley centers, production centers, load friction factors and compound factor used for all components. Indicate if chain pull analysis was designed using good, average or poor conditions, chain pull, maximum system tension and maximum take-up tension. 2. Chain pull analysis shall be performed using the maximum required take-up tension (except for air/oil system) for the following conditions, if reasonable potential to occur: a. average loads on inclines and declines (always required) b. maximum loads on inclines and minimum loads on declines c. minimum loads on inclines and maximum loads on declines d. maximum loads on inclines and no loads on declines e. maximum loads on declines and no loads on inclines f. chain only g. drive drop out summary for multiple drives conveyors and all drives balanced
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
62
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding h. any special conditions such as system strip, system fill, variable gaps, variable production rates, buoyancy forces and liquid carry out from dip tanks 3. Take-up tensions, which may require an air/oil system, shall be shown by the input take-up tension (e.g., minimum tension for air/oil and maximum worst-case take-up tension inputted for air only). 4. When excessive chain conditions (e.g., system strip and system fill) are identified by the analysis, the contractor shall review them with the GM Project Engineer. With the GM Project Engineers acknowledgment of these conditions, the contractor shall submit, in writing, their means of accommodating the chain tension along with a layout for the chain pull analysis. Written approval by the GM Project Engineer is required before the contractor may proceed with these measures. 5. In order to prolong chain life, it may be necessary to reduce the allowable chain tension for severe system conditions (e.g., large number of turns/vertical curves, minimum radius turns/vertical curves, lack of lubrication, weather exposure and oven applications). The contractor shall review these conditions with and shall receive written approval from the GM Project Engineer before installation. 6. The maximum allowable chain tension shall be as follows below. When chain tension approaches the maximum tension, the chain will fatigue faster: a. X-458 standard chain 3,000 lbs. b. X-678 standard chain 6,000 lbs. c. Enclosed track chain 700 lbs. d. X-458 high alloy chain 4,500 lbs. e. X-678 high alloy chain 8,000 lbs. 7. The allowable tensions shall be permitted to increase to 4,000 lbs. for X-458 chain and 7,000 lbs. for X-678 chain in the event one of the drives drops out of a multiple drive conveyor system. Enclosed track systems do not normally expand into multiple drive conveyors. The GM Project Engineer shall approve any deviation for allowable chain tensions for enclosed track systems. 25.5. Refurbished Chain 1. Refurbished chain shall not be allowed for enclosed track systems or synchronous applications. 2. Refurbished chain or in plant existing chain may be used for a new or revised conveyor system if it meets the following minimum criteria. This option shall be GM Project Engineerapproved. 3. Refurbished chain shall be defined as used chain that has been cleaned, inspected for damage, gauge checked for wear and reassembled with new parts as required. All revised or refurbished chain shall have new chain pins. Refurbished chain shall be subjected to the same stress tests as new chain. 4. When mixing refurbished chain with used chain, the length of the refurbished chain shall be in. of the same length per 10 ft. section as the used chain. Refurbished chain shall be inserted incrementally with the used chain. (i.e., every other 10-foot section). 5. The contractor shall provide computer-generated, point-to-point chain pull analyses (as stated above) of each chain for the GM Project Engineers approval. The maximum allowable chain tensions for refurbished chain shall be reduced as follows: a. X-458 standard chain 2500 lbs. b. X-678 standard chain 5000 lbs. c. X-458 high alloy chain 3500 lbs. d. X-678 high alloy chain 7000 lbs. 6. Refurbished/used chain shall measure 10 ft. 1 in. in. per nominal 10-foot length. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 63
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 7. When existing chain is to be refurbished and re-used, the following guidelines shall be utilized to inspect and provide a written report to the GM Project Engineer prior to installation. a. Nominally, a 2 to 3 in. growth per 10 ft. 1 in. length shall be considered worn out chain. However, the chain components shall be considered unusable when the following dimensions are reached: i. 0.577 in. outside diameter for X-458 pin ii. 4.709 in. inside length for X-458 center link iii. 0.795 in. diameter for X-678 pin iv. 6.981in. inside length for X-678 center link b. Side links are inspected for wear to other surfaces (e.g., gouging of the link from bad roller turn rollers and scrubbing on metal surfaces). Set Screws General 1. Cone point and cup point set screws shall be used on all conveyor sprockets, pillow block bearings and couplings. The cup point set screw shall be located over the key, and the cone point set screw shall be located at a 90-degree angle to the cup point set screw. The cup point and cone point set screws shall be backed up by an oval point set screw. 2. All shafts shall be spot drilled for bearing and sprocket set screws. 27. 27.1. Shafts General 1. All shafts shall be made of turned, ground and polished SAE 1045 steel (minimum). 2. Standard depth keyseats shall be provided. Shallow or special keyways are not acceptable unless they are approved by the GM Project Engineer. 3. Welding to the shaft shall not be permitted without written approval from the GM Project Engineer. 4. At the option of the GM Project Engineer, a universal-type drive shaft may be used. All surge and vibration calculations shall be submitted to the GM Project Engineer for approval before installation of the shaft. 5. All protruding shaft ends that are accessible from a walkway or a maintenance platform shall be provided with safety guards. 28. 28.1. Silicone Contamination General 1. ABSOLUTELY NO silicone or silicone-containing materials or lubricants shall be used in any manner in the conveyor systems. 2. Specific items to be monitored include lubricants inside all valves (especially PVC), pipe dopes, wire pulling lubricants, aerosol sprays for lubrication and water-proofing and hand lotions. Items that usually fall into the above category include all PVC valves and fittings that move or utilize O rings and many non-plastic valves. 3. The contractor shall furnish written certification from each supplier that all products supplied to General Motors Corporation or used during the construction process are free from all traces of silicone. In the event any contaminated components, materials or construction aids are discovered, the responsible contractor shall be required to remove or replace all affected construction or facility at their expense. 4. Upon written request of the GM Project Engineer, the contractor shall furnish sample items being installed for laboratory analysis to verify that the items are free from contamination. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 64
26. 26.1.
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Violation of this provision may cause the GM Project Engineer to assess a reasonable damage to the contractor or his agent. 29. 29.1. Springs General 1. All springs shall be compression type. The use of extension springs is prohibited under any circumstances. 2. The total travel, including initial pre-load and operating travel, shall not exceed 75% of the maximum spring deflection. 30. 30.1. Stops General 1. The stops described herein generally refer to the P&F style stop. Refer to Figure 30-1 for additional information. See the specific conveyor sections for other style stops such as required for skids, skuks, pallets and AEM. 2. If air-operated stops are used, they shall be designed to hold their position so that the supply air may be turned off during non-production hours. 3. All carrier stops shall be electrically operated unless otherwise specified in the specific project scope of work. Electrically operated stops are preferred, however, air-operated units may be used as specified in the project scope of work and approved by the GM Project Engineer. 4. Stops shall be designed and constructed to accommodate the maximum chain pull resulting from a jam condition, the impact forces during carrier accumulation and normal, acceptable conveyor use. None of these conditions shall damage the stop. 5. All bearings, pivots and sliding surfaces shall be accessible for lubrication with standard (lubricating) equipment. 6. Where applicable, a stop back-up bar shall be mounted on the opposite side of the free track to distribute impact forces and limit upward movement of the extended blade. 7. A free trolley anti-backup device shall be provided at each stop to prevent the carrier from backing out of the stop and re-engaging the chain. 8. The stop controls shall be accessible without the need for lock out or fall protection.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
65
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 30-1: Air Operated Stop Inverted Power and Free Conveyor
30.2.
Cylinder i. The air cylinder, having a minimum of 2 in. bore diameter for X-458 and X-678 systems and 1 in. for enclosed track systems, shall be factory pre-lubricated. The cylinder shall be accessible for repair/maintenance and protected from accidental damage. Refer to figure 302 and Figure 30-3 for additional information. A drip leg shall be installed prior to the controlling valveboard and located at the end of the individual plant air drop. The unit shall be sized for the air drop piping and its configuration shall conform to the Formula for Drip Leg Sizing. Refer to Figure 30-3. Commercially obtained drip legs are suggested and require the GM project engineers approval.
ii.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
66
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 30-2: Typical Air Stop Schematic
Figure 30-3: Typical Drip Leg Construction
UNION SIZED FOR PLANT AIR SUPPLY DROP
TO VALVE BOARD
FORMULA FOR DRIP LEG SIZING A = DIMENSION VARIES WITH PIPE SIZE B = A + 2 INCHES C=2B D = DROP FROM PLANT AIR SUPPLY E=3D
1/4 TURN BALL VALVE
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
67
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 30.3. Stop Blade 1. The stop blade shall be fabricated in one piece from high carbon, heat-treated steel. The leading edge shall be beveled to minimize the wear on the front accumulating trolley. The blade shall be self-relieving by moving away from the trolley at a slight angle. The stop blade shall be removable for service or replacement. 2. Stop blade guides shall be incorporated to prevent misalignment of the blade. 3. Stop blades shall be lubricated during installation. 31. 31.1. Structural Elements Anchor Bolts 1. When adhesive style anchor bolts are required, a /8 in. minimum diameter bolt, shall be inserted into pre-drilled holes in the existing floor for attaching structural components to the floor. The manufacturers specification for hole diameter and depth shall be strictly adhered to. 2. The anchor bolt lengths shall allow for shimming the equipment to the proper levels. 3. Only GM Project Engineer-approved bolts shall be used. 4. Structural anchors shall be application-specific and comply with certain design loads. These anchors shall be fabricated from corrosion-resistant materials with the capability to sustain, without failure, a load equal to 6 times the load imposed when installed in unit masonry and equal to 4 times the load imposed when installed in concrete, as determined by testing per ASTM E 488 and conducted by a qualified independent testing agency. 31.2. Cover Plates 1. All cover plates (including associated structural support steel) related to these conveyors that are placed over floor openings for conveyor pits and utility trenches shall be furnished and installed by the contractor. It shall be the contractors responsibility to provide the plates as soon as the pits and trenches are completed in order to avoid a safety hazard. The contractor shall be responsible for installation and maintenance of barricades around all openings until the cover plate installation is completed, regardless of who provides the pits or trenches. Barricades shall conform to all OSHA, local building code and GM DHS-3 requirements. 2. The contractor is responsible for verifying all pit, trench and opening support dimensions prior to cutting the cover plate, whether the pits and trenches are existing or they are provided by the contractor or another supplier. The contractor will not be compensated for any additional work incurred for cover plate rework resulting from unverified dimensions. The maximum allowable gap between plates and at curb angles and stop bars shall be in. All edges and corners shall be smooth and free of sharp projections. 3. Where truck access is not permissible and prevented, the cover plates on each side of the conveyor and in between the parallel strands shall be designed for 150 lbs. per square ft. After finish painting to GMNA Standard Colors for Facilities, Machinery and Equipment, the floor plate load rating shall be stenciled on top of the plates at 45 ft intervals in the direction of travel. Floor loading signs which conform to OSHA and/or MIOSHA shall be hung from the overhead line steel directly above the floor plates. 4. Cover plates shall be capable of supporting a 5-ton material handling truck (a front axle load of 19,200 lbs with 20% impact included) in areas specifically designated for fork truck crossing. Structural elements shall be designed and signed by a licensed Professional Engineer registered in the state where the work is to be performed and approved by the GM Project Engineer.
5
NA Controls, Conveyors, Robotics & Welding
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
68
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation
3
NA Controls, Conveyors, Robotics & Welding
5. Cover plates shall be a minimum of /8 in. thick. These 4-way checkered plates shall be sheared to size and have a maximum weight of 150 lbs., unless an alternate method of removal is approved by the GM Project Engineer. 6. Access openings shall be provided at all pits where indicated by the GM Project Engineer. Pits requiring access shall include a diamond tread aluminum plate hatch of the same thickness as the steel cover plates with a maximum weight of 75 lbs. The hatch shall be reinforced to carry the imposed loads. Hatch cover plates shall be joined to the adjoining plate or the support member with hinges that are either recessed or mounted on the underside of the plate. An angle lip shall be provided on the opening perimeter to support the access plate. A recessed handle shall be provided in each hinged plate. Finger holes are not acceptable. Small lift out access plates to facilitate lubrication may be provided over sprockets in lieu of hatch covers with prior approval from the GM Project Engineer. 7. Stairs at access openings shall be provided for all pits over 30 in. deep. Pits not accessible by stairs due to space limitations may include a ladder upon prior approval from the GM Project Engineer. The ladder shall include an extension that allows personnel to grab the ladder prior to stepping onto it. 8. At the head and tail end sections as well as areas requiring access for removal or maintenance, the cover plates and support members shall be removable. 9. A perimeter railing around the access opening and a self-closing gate at the stairs shall be provided. 10. All removable plates shall be drilled and bolted with /8-inch diameter, hex socket, flat head bolts. The nuts shall be tack welded in place after the plates are properly aligned, unless such plates are required to remain removable due to project-specific reasons. Lindapter Floorfast-type, FF floor plate fasteners with a minimum of -inch diameter are a viable alternative. 11. All other cover plates, where access is not generally required, shall be tack welded in place in lieu of bolting to the support members. 31.3. Grating 1. Unless otherwise specified in the specific project scope of work, the contractor shall install steel bar grating to be used for personnel access, ventilation and fluid drainage. Grating and supports shall be designed for a live loading of 20 lbs. per square foot or a single concentrated load of 500 lbs. placed at any one location. Whichever load produces the worst case shall govern the design. 2. The minimum bar grating depth shall be 1 in. 3. All bar gratings shall be removable and have banded edges. The heaviest section of bar grating shall not exceed 60 lbs. 4. The size of each section shall be standardized for inter-changeability, where possible. 31.4. Service Platforms 1. Service platforms shall be provided for all elevated mechanical and kinetic devices including drives, take-ups, Decline Safety/Retarder conveyor brakes/drives/take-ups, VDL drives and lubricators located at height of 7 ft. 6 in. from the floor or workable surface. 2. Service platforms for encoders, track switches, stops, positioners and pushers located at height of 7 ft. 6 in. or greater from the floor or workable surface shall be provided unless otherwise specified in the project scope of work. 3. The height of the service platform shall be measured from the floor/workable surface to the lowest point of the device. The platform shall be furnished with a self-closing gate, a fixed March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 69
5
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding access ladder (cages when required by OSHA) and catwalk located at the nearest building column or at a location approved by the GM Project Engineer. 4. Stairways are required for access to drive platforms, take up platforms and carrier repair platforms because of the need for frequent access. 5. Ladders are required for VDL drives because the need for frequent access does not exist unless otherwise specified in the project scope of work. 6. Platforms shall provide service access without interfering with the movement of the conveyor or the loads. Unless otherwise specified in the project scope of work, a minimum of 6 ft. 6 in. headroom clearance shall be provided above the platform. 7. For offline installations, the drive and take-up platforms shall be provided completely under and extend outward approximately 3 ft. from all three sides; the fourth side requires a clearance of approximately 2 ft. These platforms shall be interconnected if possible. The platform elevation shall allow for access on top as well as under the drive and take up for servicing purposes. Any item requiring service, maintenance or inspection shall be located on one of the wide sides of the platform. 8. For in line installations, the drive platform and take-up platform shall be provided around the perimeter. 9. The GM Project Engineer shall approve the final designs, locations and elevations of all platforms, stairs and ladders prior to installation. 10. In addition to the weight of conveyor drives and/or take-ups, all service platforms shall be designed for a uniform live load of 50 lbs. per square foot or a concentrated load of 500 lbs. applied at any one location. Whichever produces the worst case shall govern the design. When calculating truss hanging loads, reduce the uniform live load to 20 lbs per square foot. 11. Drive, take-up and VDL service platforms shall have a light producing a minimum of 100 ft. candles with an on/off switch over each drive and take-up unit, unless specified otherwise in the project scope of work, and a 120-volt duplex outlet. Separated drive and take-up platforms shall each have their own 120-volt outlet. 12. Platforms 4 ft. wide and greater shall have fire protection under them as defined by national, local, state and/or provincial fire codes. 13. Stairs are required when access is required on a frequent basis and/or where maintenance will need to carry large or heavy tools as per DHS-3. 31.5. Ladders/Alternating Tread-Type Stairs 1. Ladders shall be designed to comply with all OSHA, DHS-3 and local safety standards. 2. A fixed ladder, its components and fastenings shall be designed to meet the following load requirements: a. The minimum design live load shall be a single concentrated load of 300 pounds per person. b. The number and position of additional concentrated loads of 300 pounds each as determined from the anticipated usage of the ladder shall be considered in the design. c. The live loads shall be considered to be concentrated at the point or points causing the maximum stress in a structural member. d. The weight of the ladder and appurtenances together with the live load shall be considered in the design of rails and fastenings. 3. Rungs shall be diameter round stock and its clear length not less than 16 inches. The distance between rungs shall be 12 inches from the top of one rung to the top of the next rung above and shall be uniformly spaced throughout the length of the ladder. The top rung shall
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
70
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding have a non-slip coating of aluminum oxide or as approved by the GM Engineer. Refer to Figure 31-4. Use of reinforcement rod as rungs will not be accepted. 4. 1 -inch pipe side rails, which might be used as a climbing aid, shall be of such a cross section as to afford a gripping surface without sharp edges. The side rails shall be drilled to accept the rungs. Refer to Figure 32-2. Butt-welding of the rungs to the side rail shall not be accepted. 5. The preferred pitch of a fixed ladder shall be between 75 degree and 90 degrees from the horizontal. A fixed ladder shall be considered substandard if it is installed within the pitch range of 60 to 75 degrees with the horizontal. A fixed ladder shall not have a pitch of more than 90 degrees with the horizontal. Refer to Figure 31-1. 6. Minimally, ladders/alternating tread-type stairs to platforms at elevations 10 ft. and higher shall be equipped with a safety cage and self-closing gate. 7. The cage shall extend not less than 42 inches above the top of the landing and shall extend down the ladder to a point 7 feet above the ground, floor or platform. The cage bottom shall be flaired not less than 4 inches. The cage shall extend 27 inches from the centerline of the rungs and its width shall not be less than 27 inches or more than 28 inches and clear of all projections. Vertical bars shall be spaced around the circumference of the cage at a maximum of 9 inches center to center. Refer to Figures 31-2 and 31-3. 8. Ladders/alternating tread-type stairs are generally located near columns with catwalk to the platform it services. 9. Devices that are located in screenguard shall have access ladders/alternating tread-type stairs from the screenguard level to the service platform. Figure 31-1: Pitch of Fixed ladders
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
71
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 31-2: Section Fixed Ladder & Cage
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
72
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 31-3: Typical Fixed Access Ladder
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
73
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 31-4: Ladder Exit
31.6.
Platform Construction 1. Control panel platforms shall be a minimum of 6 ft. 6 in. wide with a /16-inch checkered plate flooring, 4-inch high toe plate, and 3 ft. 6 in. high guardrail with intermediate rails and posts in accordance with the governing building code or OSHA, whichever is more restrictive. Control panel platforms shall be of sufficient width and length to allow the passage of a person when the control panel doors are open. Notwithstanding, NEC and GM DHS-3 safety standards shall supersede all inconsistent provisions provided herein. 2. Other service platforms shall be a minimum of 3 ft. wide and designed to provide an adequate 3 work area for the maintenance personnel using /16-inch checkered plate flooring, 4-inch high toe plate, and 3 ft. 6 in. high guardrail with intermediate rails and posts in accordance with the governing building code or OSHA, whichever is more restrictive. 3. Catwalks shall be a minimum of 2 ft. 6 in. wide, /16-inch checkered plate flooring with formed 5 inch high toe plate, and 3 ft. 6 in. high guardrail with intermediate rails and posts in accordance with the governing building code or OSHA, whichever is more restrictive. 4. The GM Project Engineer may approve the use of bar grating in lieu of a checkered plate unless such use is prohibited by OSHA, IRI or GM DHS-3 standards. Refer to section 16: Falling Parts Guard: Figure 16-16.
3 3
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
74
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 31.7. Repair Spur Platforms 1. If the repair spur platform is elevated, the floor shall be a minimum of -inch checkered plate. The strength shall be sufficient to support the necessary employees, power tools and three carriers with payload. In addition, the platform shall be capable of supporting a live load of 50 lbs. per square foot. The platform shall have a minimum of 3 ft. 6 in. clearance between the carrier in the repair spur and any interference. When calculating truss hanging loads, reduce the uniform live load to 20 lbs per square foot. 2. Elevated repair spur platforms shall be provided with a STAIRWAY, not a ladder. The stairway shall be no less than 3 ft. wide, and the rise, tread and railings shall comply with OSHA standards and local building codes. The angle shall be between 40 and 50 degrees to the horizontal imaginary plane, which is horizontal to the ground. GM Project Engineer approval and/or the specific job scope of work shall govern deviations. 3. The repair spur platform shall have task lighting with an on/off switch, a 120-volt duplex outlet, -inch air supply and a welding buss plug for repair operations, unless otherwise specified in the project scope of work. 31.8. Service Rail 1. The contractor shall provide S6 x 12.5# service rails over all elevated drives, VDLs, drop sections, de-stacker and equipment that may require the removal and lowering to the floor of large, heavy components for repair, replacement or maintenance. 2. The contractor shall also provide a service rail over any elevated carrier repair area that cannot be serviced from the floor. 3. The service rail shall be mounted at a height and location that allows for the largest component to be lifted clear of the surrounding equipment and moved to an adjacent clear area for lowering. The GM Project Engineer shall approve the location and elevation of this rail. 4. All service rails shall have two bolted end stops or buffer plates with safety cables at each end. 5. The hoists and service trolley shall be by the plant, unless otherwise specified in the specific project scope of work. 6. The service rail shall have its rated capacity stenciled on the web and bottom flanges per OSHA specifications. 31.9. Support Steel 1. The conveyor contractor shall furnish and install all support steel required for conveyor systems installation using bolted connections, unless otherwise noted. The contractor shall engage the services of a licensed, registered Professional Engineer who is experienced in the design of conveyor support systems in the state where the work is performed. The Professional Engineer shall design all supporting system members and connections, certify the adequacy of all existing members and connections and submit all calculations for the GM Project Engineers approval. 2. The Conveyor Installation Contractor shall utilize the Bottom Chord Beam Struts (BCBS) provided in the original building structure (when existing) when it is economically feasible and supplement with additional header steel. The maximum allowable loads supported by the BCBS shall be one single concentrated load or multiple loads that will not exceed one of the bottom chord panel point loads of the adjacent carrying trusses. These loads can be placed anywhere along the span of the beam strut. Design layouts and load sharing shall be coordinated with and approved by Worldwide Facilities Structural Engineers. NA Controls, Conveyors, Robotics & Welding
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
75
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 3. All support steel shall be new and conform to the following American Society of Testing Materials (ASTM) designations. All wide flange members (W shapes) such as columns, beams and tees split from wide flange members shall conform to ASTM A992 grade 50. All other structural members, including double angle end connections, single angle braces, channels, I-beams (S shapes), plates and column bases shall conform to ASTM A36. Structural members shall be of standard shapes as listed in the latest edition of the Manual of Steel Construction published by AISC. Any members damaged (i.e., bent and twisted) during transport, unloading or installation shall not be installed. All steel shall be free of rust, scale and major surface defects. The GM Project Engineer has the option to inspect selected statistical steel sample and require test verification of structural integrity. 4. The design of details and execution of work shall conform to AISCs Specification for Structural Steel Buildings and Code of Standard Practice. 5. It is the contractors responsibility to obtain the most current architectural and structural drawings from the GM Project Engineer to verify bay sizes, column and expansion joint locations, allowable truss loadings, elevations, interference or any aspects that affect the conveyor layout or installation. 6. Supporting steel shall be attached to the building steel with beam clamps. Attachments may be made to truss bottom chords and beam bottom flanges as long as AISCs allowable stresses are not exceeded. No attachments shall be made to truss top chords, vertical or diagonal members, roof purlins, bracing, sway frames or columns. Properly designed steel header beams shall be provided between members that do not lie immediately under building support steel. No welding, cutting or drilling of building steel will be allowed unless approved by the GM Project Engineer. 7. Attachment to load bearing columns or walls may be allowed only if such members do not become over-stressed as a result. Such attachments shall be approved by the GM Project Engineer upon review by a professional licensed engineer employed or contracted by GM. 8. Prior to fabrication and installation, the contractor shall provide structural calculations with a Professional Engineers seal and signature as well as the plan and detail drawings showing the panel point loadings, superstructure steel sizes of members to be connected to, clamp details and typical connection details for the GM Project Engineers review. 9. The contractor shall optimize the support steel network relative to the load distribution to avoid overload conditions. Any overloaded panel points, which cannot be eliminated by load distribution, shall be immediately brought to the GM Project Engineers attention to avoid delays in the schedule. 10. The conveyor supporting steel beams furnished by the contractor shall not exceed AISCs allowable bending stress for the members unbraced length of the compression flange. th Support beams shall be limited to a maximum deflection of 1/360 of the total span as well as the buckling stress limit established in the AISC manual. There shall be no attachment to any existing conveyor support steel without the GM Project Engineers specific approval, and if granted, the contractors structural engineer shall determine all existing loads on the support system affected and superimpose those loads with the new loads. All members and connections shall be checked for the combined loads, including the clamped connections to the building steel. The contractor shall provide and calculate all imposed loading on the GM Project Engineers trusses. 11. Any truss reinforcing required due to the previous two statements, shall be performed by the GM Project Engineers contractor. 12. Overhead support steel shall be connected with its centerline no more than 4 in. outside of either truss gusset plate edge for trusses with structural tees or double angle bottom chords. For truss bottom chords made of beams or double channels, support steel connections may be located anywhere as long as the bottom chord panel point load, as shown on the structural March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 76
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding drawings, is not exceeded and no other connections occur in that truss panel. In either case, the loads imposed at panel points shall not exceed the safe allowable stress. The contractors loading calculations shall consider a rational combination of all imposed static and dynamic loads, both new and existing. The contractor shall coordinate with the GM Project Engineer any loading due to future planned expansion. 13. Support steel at a product transfer area (loading or unloading) shall be sized for two times the maximum normal loading to account for impact. 14. Where separate equipment superstructures are interconnected, buffers shall be provided to isolate vibration from one structure to the other. 15. The contractor is responsible to lay out and design all overhead support steel to clear existing utilities. Prior to the submittal of the bid, the contractor shall check the job site to determine utility interference (e.g., bus duct, piping, gas, conduit, water and sewer, etc.). All interferences shall be identified and documented to the Owner during the bidding process, and pricing to correct shall be included in the base bid. 31.10. Welding Practices 1. Both shop and field welding for conveyors, structural steel and headers/hangers shall be done using the shielded metal arc process in conformance with the AWS, Structural Welding Code - Steel. In Canada, all welding shall comply with the CSA standard on welding, as revised. In Mexico, all welding shall comply with the AWS and/or CWB standard, as revised. 2. All contractors welders (shop and field) shall be qualified by testing and possess appropriate certification for the type of welding required in accordance with the structural welding codes stated above. 3. The contractors shall follow standard grounding practices and receive approval from the GM Project Engineer as to where to attach the ground. 4. Surfaces to be welded shall be smooth, uniform and free from cracks, tears or other imperfections that could adversely affect the strength or quality of the weld. Welding surfaces shall also be free from slag, scale, paint, rust, grease, moisture or other foreign matter that could prevent proper welding. 5. All welds shall be a homogeneous part of the joined metals and free from pits, porosity, incorporated slag or scale. The surfaces of welds shall be smooth and regular and in conformance with the weld type, size and length shown on the drawings. 6. Slag shall be removed from all weld passes. The weld and adjacent base metal shall be wire brushed cleaned prior to painting. 7. The contractor shall provide fireproof tarps and curtains to screen welding flash and shield personnel and property from weld spatter. 8. The maximum applicable allowable stresses, as defined by the AWS and AISC specifications, shall not be exceeded. 9. Welding shall not be done when: a. the ambient environmental temperature in the immediate vicinity of the weld is less than 0 degrees F b. surfaces are wet or exposed to rain or snow c. high velocity winds are present d. welding personnel are exposed to any other foreseeable inclement conditions 10. If the base metal temperature is below 32 degrees F, it shall be preheated and maintained at 70 degrees F during welding. Follow AWS/CSA/CWB guidelines for welding 1045/1045 and 1045/A36 and/or other steels and aluminum.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
77
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 11. The electrodes used for shielded metal arc welding shall conform to the requirements of the latest edition of AWS A5.1, Specification for Carbon Steel Covered Arc Welding Electrodes, or AWS A5.5, Specification for Low-Alloy Steel Covered Arc Welding Electrodes. In either case, electrode storage conditions and atmospheric exposure times shall be as specified by the AWS for low hydrogen rod. 12. Where welding is performed, the GM Project Engineer may elect to conduct non-destructive tests of the welds using radiography, ultrasonic, magnetic particle and die penetrants singularly or in combination. An independent testing agency qualified for this type of work shall perform the non-destructive investigation. The GM Project Engineer shall assume the cost of this investigation. In the event that the welding is not acceptable, the contractor shall be responsible for removing all rejected welds, making necessary rework and re-testing the new welds at no additional cost to the GM. The GM Project Engineer may charge the contractor the cost of the initial testing if the welding is inferior or substandard. 13. Welding or torch cutting of existing steel should be avoided. However, when welding to existing steel, surfaces shall be free of paint. The GM Project Engineer shall provide testing of the paint to determine any lead content before steel can be cleaned for welding and/or torched cut. Any leaded paint shall be removed by the GM Project Engineers representative. 31.11. Bolting Practices 1. All bolt holes shall be drilled or punched. The burning of holes shall not be permitted. 2. Unless a higher nominal size is warranted due to load conditions, all bolts shall be a minimum 5 of /8-inch diameter, conform to the ASTM designation A325 grade 1 and used in accordance with the latest edition of the Specification for Structural Joints Using ASTM A325 or A490 Bolts approved by the Research Council on Structural Connections of the Engineering Foundation and distributed by the AISC. However, A490 bolts shall not be used. For bearing connections, the allowable shear stress in the shear plane of the threads shall govern. For slip-critical connections, the allowable shear shall be based on clean mill scale surfaces. After tightening, a minimum of one thread shall project beyond the end of the nut, except for ANCO locking nuts (see the following paragraph). 3. All non-locking nuts shall be heavy hex ASTM A563 grade C, C3, D, DH or DH3. Locking nuts shall be heavy hex ANCO locking nuts conforming to ASTM A194 grade 2H with a minimum bolt extension beyond the locking nut of in. to ensure pin engagement into the threads. Nuts not conforming to those listed herein and soft nuts, which are usually unmarked, are not permitted. 4. Hardened flat washers shall conform to ASTM F436, and they shall be used for holes larger 1 than /16 in. over the bolt size and slotted holes. When bolting through flanges of channels (C shapes) or I-beams (S shapes), hardened beveled washers shall be used. Multiple flat washers shall not be used. Lock washers are not permitted with A325 connections. 5. All bolted connections, except clamped connections, shall be: a. slip critical-type (no paint on contact surfaces) with either locking or non-locking nuts and fully tensioned with an impact wrench using the turn of the nut method of bolt tensioning b. bearing-type with either locking or non-locking nuts and fully tensioned, as stated above c. bearing-type with snug tight tightening and ANCO Locking Nuts Note: Snug tight is defined as tightening by trade personnel with a 10-inch or 12-inch hand wrench. Do not use an impact or extender bar. d. oversized holes, short and long slots require slip critical connections, with no paint on the contact surfaces and fully tensioned bolts e. a minimum of two bolts per hanger connections and one bolt for sway bracing connections.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
78
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation f. NA Controls, Conveyors, Robotics & Welding One (1) bolt connections will be approved for load bearing diagonal braces/hangers, but must be welded at assembly. This connection shall only be used with GM Project Engineer approval. 31.12. Clamps 1. Clamped connections shall be used to connect conveyor support steel to existing beams and building trusses, without drilling or cutting holes, provided that these supporting members are capable of sustaining the conveyor loads without additional reinforcement. 2. All clamped hanger connections shall utilize two steel plates ( /8-inch minimum thickness), four A325 grade 1 bolts and locking or non-locking nuts as stated above. Softer nuts and 1 lock washers are not permitted. All holes shall be /16 in. larger than the bolt diameter. Slots and oversized holes are not permitted on clamped connections. 3. Clamp plates shall terminate no more than in. from the flange-web fillet of the supporting member. 4. Due to header loadings on only one side of the supporting member and other conditions that do not allow all four bolts to equally share the supported load, clamp designs shall consider the supported load to be safely supported by two bolts and a clamp plate on one side of the supporting member. Clamped connections shall be designed not to over-stress or buckle any of the following: a. clamp plate b. support beam flange and web c. structural tee for hangers in x-axis bending (between bolts) d. clamp bolts in tension, including prying action 5. All clamping bolts shall be installed with the bolt head resting on the top of the clamp plate. 6. Clamping bolts shall not be fully tensioned; however, they shall be installed snug-tight. Do not use an impact or extender bar. Non-locking nuts shall have their projecting threads distorted after tightening to prevent loosening, and ANCO locking nuts shall have their pin engaged in the bolt threads. 7. Clamped connections to double angle truss bottom chords beyond the end of a panel point gusset plate require special detailing to keep the angles from twisting. This connection shall have GM Project Engineer approval. 8. Refer to Figures 31-5 through 31-12 and Figure 31-20 for truss and beam clamp details that are acceptable for hanging conveyor and support steel. Figure 31-5 Traditional Truss Clamp Detail for a Beam Above the Bottom Chord of Truss
3
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
79
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
CLAMP PLATE WITH 1:20 MAXIMUM SLOPE
SEE VIEW "A" TRUSS GUSSET PLATE
1 1/2" (TYP.)
TO SUIT
WT8 (MIN)
"L" TO SUIT K + 1/4" "K"
1'-0" MIN.
WIDE FLANGE HEADER WITH FOUR (4) BOLTS @ WT.
NOTE: CONNECTION CAN NOT HAVE ANY TORSIONAL ROTATION.
1/2" (TYP)
K = AS DEFINED IN AISC (TO FILLET RAD.) L = CENTERLINE OF BOLT HOLE TO EDGE OF CLAMP BAR. VIEW "A"
HEIGHT OF BAR FLANGE THICKNESS + 1/16" MIN.
Figure 31-6: Traditional Truss Clamp Detail for Member Directly Under Truss
C L A M P P L A T E W IT H 1 :2 0 M A X IM U M SLO PE
TR U SS G U SSE T PLA TE
WT
C H A N N E L O R W ID E F L A N G E T R A N S F E R H E A D E R W IT H T O P FLAN G E C O P ED AT W T. (P A R A L L E L T O T R U S S )
Figure 31-7: Traditional Truss Clamp Detail Hanger Connection
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
80
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
CLAM P PLATE W ITH 1:20 MAXIM UM SLOPE
TRUSS GUSSET PLATE
WT
ANGLE SWAY BRACING
ANGLE HANGER
Figure 31-8: (BCS) Beam Clamp Standard Duty (6 KIP) (W8 X 21# SHOWN)
3/4"-10 x 3" LG. A325 WITH F436 FLAT WASHER & ANCO LOCK NUT OR APPROVED EQUAL (4 PLACES) TRUSS/HEADER C L STEEL F b f B tw k2 k1 tf
t
3 1/2" 1 3/4"
L2 1/2" x 2 1/2" x 1/4" (TYP.) (ALSO FIELD WELD 3/16" FILLET x 2" LG. IF LOAD BEARING DIAGONAL)
E C D 1/4" 2 1/2" 1 3/4" (REF.) 2" TYP.
Rd
WT6 X 17.5 3 1/2" (TYP.) G 5/8"-11 x 1 3/4" LG. A325 WITH F436 FLAT WASHER & ANCO LOCK NUT OR APPROVED EQUAL (4 PLACES)
Figure 31-9: (BCH) Beam Clamp Heavy Duty (10 KIP) (W8 X 21# SHOWN)
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
81
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
3/4"- 10 X 3" LG. A325 WITH F436 FLAT WASHER & ANCO LOCK NUT OR APPROVED EQUAL (4 PLACES)
L2 1/2" X 2 1/2" X 1/4" (TYP.) (ALSO FIELD WELD 3/13" FILLET X 2" LG. IF LOAD BEARING DIAGONAL) 3 1/2" 1 3/4" WT6 X 17.5
C TRUSS/HEADER STEEL L F b f k1 tw k2 A B C D E 1/4" 2 1/2" 1 3/4" (REF.) 1/4" G TYP.
3/4"- 10 X 3" LG. A325 WITH F436 FLAT WASHER & ANCO LOCK NUT OR APPROVED EQUAL (4 PLACES) E C D 1/4" 2 1/2" 1 3/4" (REF.) 1/4" G TYP. 2" TYP.
TYP.
5 1/2"
Rd
tf
4 3/4" 6"
5/8"-11 X 3/4" LG. A325 WITH F436 FLAT WASHER & ANCO LOCK NUT OR APPROVED EQUAL (4 PLACES)
Figure 31-10: (BCSV) Beam Clamp Standard Duty (6 KIP) (W8 X 21# SHOWN)
L2 1/2" X 2 1/2" X 1/4" (TYP.) (ALSO FIELD WELD 3/13" FILLET X 2" LG. IF LOAD BEARING DIAGONAL) 3 1/2" 1 3/4" WT6 X 17.5
C TRUSS/HEADER STEEL L F b f k1 tw k2 A B
5 1/2"
Rd
4 3/4" 6"
5/8"-11 X 3/4" LG. A325 WITH F436 FLAT WASHER & ANCO LOCK NUT OR APPROVED EQUAL (4 PLACES)
Figure 31-11: (BCHV) Beam Clamp Heavy Duty (10 KIP) (W8 X 21# SHOWN) March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 82
tf
2"
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation
L2 1/2" x 2 1/2" x 1/4" (TYP.) (ALSO FIELD WELD 3/16" FILLET x 2" LG. IF LOAD BEARING DIAGONAL)
NA Controls, Conveyors, Robotics & Welding
3/4"-10 x 3" LG. A325 WITH F436 FLAT WASHER & ANCO LOCK NUT OR APPROVED EQUAL (4 PLACES)
3 1/2" 1 3/4" C TRUSS/HEADER L STEEL F b f B
k1
E C 1/4" TYP.
A k2 D
tf
tw
7 1/2"
1/4" 4 3/4" 6" 5/8"-11 x 1 3/4" LG. A325 WITH F436 FLAT WASHER & ANCO LOCK NUT OR APPROVED EQUAL (4 PLACES) WT6 X 17.5 G
TYP.
Figure 31-12: Standard Beam Clamps
STANDARD BEAM CLAMPS
WEB TRUSS BOTT. k k BEAM FLANGE THICKNESS 1 2 CHRD. / HEADER t t THEO. ACT. STL. BEAM SIZE THEO. ACT. bf w f W6 X 15 W8 X 18 W8 X 21 W8 X 24 W10 X 22 W10 X 26 W10 X 30 3/8" 5/8" 6" 1/4" 5/16" 3/8" 3/8" 3/8" 7/16" 1/2" 1/4" 1/4" 1/4" 1/4" 1/4" 1/4" 5/16" F A B C D 2" E THEO. ACT. 3/4" 3 5/8" 3 7/8" 1'-1 1/2" 3/4" 3 11/16" 3 7/8" 1'-1 1/2" 3/4" 3 3/4" 3 7/8" 1'-1 1/2" 3/4" 3 13/16" 3 7/8" 1'-1 1/2" 3/4" 3 3/4" 3 7/8" 1'-1 1/2" 3/4" 3 3/4" 3 7/8" 1'-1 1/2" 3/4" 3 3/4" 3 7/8" 1'-1 1/2" G ROD PL THICKNESS "t"PL. SIZE R d 1/2" 1/2" 5/8" 5/8" 5/8" 5/8" 5/8" 6 KIP 5/8" 5/8" 5/8" 5/8" 5/8" 5/8" 5/8" 10 KIP "B + E" 3/4" 3/4" 3/4" 3/4" 3/4" 3/4" 3/4" 6" 6" 6" 6" 6" 6" 6" WT. SIZE 6 KIP WT6 X 17.5 WT6 X 17.5 WT6 X 17.5 WT6 X 17.5 WT6 X 17.5 WT6 X 17.5 WT6 X 17.5 10 KIP WT8 X 25 WT8 X 25 WT8 X 25 WT8 X 25 WT8 X 25 WT8 X 25 WT8 X 25 6 KIP CLAMP TYPE 10 KIP
1/4" 1/2" 3 1/4" 5 1/4" 7/8"
MK. BCS OR BCSV-A MK. BCH OR BCHV-E MK. BCS OR BCSV-A MK. BCH OR BCHV-E MK. BCS OR BCSV-B MK. BCH OR BCHV-F MK. BCS OR BCSV-B MK. BCH OR BCHV-F MK. BCS OR BCSV-B MK. BCH OR BCHV-F MK. BCS OR BCSV-B MK. BCH OR BCHV-F MK. BCS OR BCSV-B MK. BCH OR BCHV-F
7/16" 5/8" 5 1/4" 1/2" 5/8" 5 1/4"
5/16" 1/2" 3 1/4" 5 1/4" 1 1/4" 2" 3/8" 1/2" 3 1/4" 5 1/4" 1 1/4" 2" 7/16" 1/2" 3 1/4" 5 1/4" 5/8" 3/8" 1/2" 3 1/4" 5 1/4" 1" 3/8" 1/2" 3 1/4" 5 1/4" 1" 3/8" 1/2" 3 1/4" 5 1/4" 1" 2" 2" 2" 2"
9/16" 5/8" 6 1/2" 1/2" 1/2" 1/2" 5/8" 5 3/4" 5/8" 5 3/4" 5/8" 5 3/4"
W8 X 31 W10 X 33 W10 X 39
9/16" 5/8" 11/16" 3/4" 11/16" 3/4"
8" 8" 8"
7/16" 7/16" 1/2"
5/16" 5/16" 5/16"
7/16" 1/2" 4 1/4" 6 1/4" 7/8" 9/16" 5/8" 4 1/4" 6 1/4" 1" 9/16" 5/8" 4 1/4" 6 1/4" 1"
2" 2" 2"
3/4" 4 13/16" 4 7/8" 1'-3 1/2" 3/4" 4 15/16" 3/4" 4 15/16" 5" 5" 1'-3 1/2" 1'-3 1/2"
5/8" 5/8" 5/8"
3/4" 3/4" 3/4"
1" 1" 1"
7" 7" 7"
WT6 X 17.5 WT6 X 17.5 WT6 X 17.5
WT8 X 25 WT8 X 25 WT8 X 25
MK. BCS OR BCSV-C MK. BCH OR BCHV-G MK. BCS OR BCSV-C MK. BCH OR BCHV-G MK. BCS OR BCSV-C MK. BCH OR BCHV-G
W10 X 45
11/16" 3/4"
8"
5/8"
3/8"
1/2" 9/16" 4 1/4" 6 1/4" 1"
2"
3/4" 4 15/16"
5"
1'-3 1/2"
3/4"
3/4"
1"
7"
WT6 X 17.5
WT8 X 25
MK. BCS OR BCSV-D MK. BCH OR BCHV-H
9. Standard inch clamps # GM3-4NA manufactured by Lindapter may be used instead of fabricated bar clamps when the clamp loading is 10 kips or less. Pre-punched Lindapter location plates sized for the members shall be used when there are no bolt holes in either of the connected members. 10. Refer to figures 31-13 and 31-14 for general configuration of Lindapter clamps.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
2" 2"
4 1/8"
Rd
83
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 31-13: Beam Clamp without Locating Plate
11. Lindapter clamps shall use a location plate per Figure 31-14 when connecting to truss steel (double angle W-section bottom chord) or any connection without holes. Header steel to header steel or header steel to conveyor steel connections with holes does not require a location plate. Refer to Figure 31-13 for general configuration. Consult Lindapter for hole locations and sizes.
Figure 31-14:Beam Clamp with Locating Plate
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
84
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 31-15: MK. SSS-A One-Piece Stop Sign Perpendicular to Beam
90
W12 X 26# b f = 6 1/2" t f = 3/8" W8 X 18# b f = 5 1/4" t f = 3/8" W8 X 24# b f = 6 1/2" t f = 3/8" W6 X 15# b f = 6" t f = 1/4"
1/2"
C BEAM L 3/8" TYP. 1/4" 1 1/2" MIN. CLEAR WITH W8 X 24# 3/16" CUT
1/16"
3 1/2" (TYP.) 6" (TYP.) 3 9/16" (TYP.) 1'-0"
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
(TYP.) 4 CORNERS
1 1/4"
1 1/2"
L2 1/2" X 2 1/2" X 1/4" (TYP.) (ALSO FIELD WELD 3/16" FILLET X 2" LG. IF LOAD BEARING DIAGONAL)
CUT
1/2"
2"
10 1/4"
(TYP.) 4 CORNERS
4 5/8"
1 1/2"
85
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 31-16: MK. SSS-B Split Stop Sign Perpendicular to Beam
90
1 1/2"
7 1/2" (TYP.)
W12 X 26# b f = 6 1/2" t f = 3/8" W8 X 18# b f = 5 1/4" t f = 3/8" W8 X 24# b f = 6 1/2" t f = 3/8" W6 X 15# b f = 6" t f = 1/4"
1/2"
C BEAM L 3/8" TYP. 1/4" 1 1/2" MIN. CLEAR WITH W8 X 24# 3/16" GAP
1/16"
1/2"
1 1/2" (TYP.) 4 CORNERS
4 5/8"
3 1/2" (TYP.) 6" (TYP.) 7 1/2" (TYP.) 1'-0" 3 9/16" (TYP.)
1 1/2"
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
(TYP.) 4 CORNERS
1 1/4"
1 1/2"
L2 1/2" X 2 1/2" X 1/4" (TYP.) (ALSO FIELD WELD 3/16" FILLET X 2" LG. IF LOAD BEARING DIAGONAL)
CUT
1/2"
2"
10 1/4"
86
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 31-17: MK. SSS-C One-Piece Stop Sign 45 to Beam (Maximum Design Load 6 KIP)
1'-2"
1/2" W12 X 26# b f = 6 1/2" t f = 3/8" W8 X 18# b f = 5 1/4" t f = 3/8" W8 X 24# b f = 6 1/2" t f = 3/8" W6 X 15# b f = 6" t f = 1/4"
45
C BEAM L 15/16" TYP. 1/4" 1 1/2" MIN. CLEAR WITH W8 X 24# GAP W/ BEAM AT 45
1/16"
1 1/2" (TYP.) 4 CORNERS
4 5/8"
3 1/2" (TYP.) 7" (TYP.) 5 7/16" (TYP.) 1'-2"
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
(TYP.) 4 CORNERS
1 1/4"
1 1/2"
L2 1/2" X 2 1/2" X 1/4" (TYP.) (ALSO FIELD WELD 3/16" FILLET X 2" LG. IF LOAD BEARING DIAGONAL)
CUT
1/2"
2"
10 1/4"
87
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 31-18: MK. SSS-D A Split Stop Sign 45 to Beam (Maximum Design Load 6 KIP)
1'-2" 8 1/2" (TYP.)
1/2"
1/2" W12 X 26# b f = 6 1/2" t f = 3/8" W8 X 18# b f = 5 1/4" t f = 3/8" W8 X 24# b f = 6 1/2" t f = 3/8" W6 X 15# b f = 6" t f = 1/4" C BEAM L 1 7/16" GAP W/ BEAM AT 45
45
TYP.
1/4"
1 1/2" MIN. CLEAR WITH W8 X 24#
1/16"
1 1/2" (TYP.) 4 CORNERS
4 5/8"
3 1/2" (TYP.) 7" (TYP.) 8 1/2" (TYP.) 1'-2"
1 1/2"
5 7/16" (TYP.)
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
(TYP.) 4 CORNERS
1 1/4"
1 1/2"
L2 1/2" X 2 1/2" X 1/4" (TYP.) (ALSO FIELD WELD 3/16" FILLET X 2" LG. IF LOAD BEARING DIAGONAL)
CUT
1/2"
2"
10 1/4"
88
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 31-19: MK. SSS-E One Piece Stop Sign for Conveyor/Screen Guard Support
11" 5 1/2" (TYP.) 3 1/2" (TYP.)
L2 1/2" X 2 1/2" X 1/4" (TYP.) (ALSO FIELD WELD 3/16" FILLET X 2" LG. IF LOAD BEARING DIAGONAL)
1 1/4"
45 ) X. (MA
MIN. CLEAR W/ W10 X 22#
2"
1/8"
(REF.)
1 1/4"
(TYP.)
CUT
1/2"
6 1/4"
6 3/4" (REF.)
TYP.
1/4"
1 1/2"
W5 X 15# W8 X 18# W10 X 22#
3/16" 3/8" CUT
1'-1"
RUNNING ANGLE (REF.)
1/2"
Figure 31-20: MK. SSS-F One Piece Stop Sign with Slotted Holes (Load Bearing Diagonal)
W12 X 26# bf = 6 1/2" t f = 3/8" W8 X 18# bf = 5 1/4" t f = 3/8" INSTALL WASHER ON BOTH SIDES OF PLATE FOR SLOTTED HOLE CONNECTION. 3/4" X 2" SLOTTED HOLE IN PLATE WITH 11/16" HOLE IN ANGLE (TYP.). TYP. 1/4" 1 1/2" 11/32" CUT 3/16" 1/2" THICK PLATE. C BEAM L W8 X 24# b = 6 1/2" f t f = 3/8" W6 X 15# bf = 6 "
NO SHOP PAINTING (TYP.) BOTH SIDES. 10 1/2" 15/16" 2" 1 1/4" 7/8" 3 1/2" (TYP.) 6 3/4" (TYP.) 1'-1 1/2" 15/16" 7/8"
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
89
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
Figure 31-21: MK. SSS-G One Piece Stop Signs with Slotted Holes for Conveyor/Screen Guard Support (Load Bearing Diagonal)
1'-1 1/2" 6 3/4" (TYP.) 3 1/2" (TYP.) 15/16" 7/8"
NO SHOP PAINTING (TYP.) BOTH SIDES.
1 1/4"
NSTALL WASHER ON BOTH SIDES OF PLATE FOR SLOTTED HOLE CONNECTION. 7/8" 1/8" MIN. CLEAR W/ W10 X 22# 6 3/4" (REF.) 1 1/2" 3/16" 3/8" CUT 3/4" X 2" SLOTTED HOLE IN PLATE WITH 11/16" HOLE IN ANGLE (TYP.). W6 X 15# W8 X 18# W10 X 22# 15/16" RUNNING ANGLE (REF.)
1'-1 1/8"
1/2" THICK PLATE. TYP.
1/4"
Figure 31-22: Truss Clamp Detail for Channel Connection
9. Alternative connections may be utilized; however, they require to be designed by a licensed, registered Professional Structural Engineer and approved by the GM Project Engineer. 31.13. Headers 1. All headers shall be limited to a maximum total load deflection of 1/360 of their span. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 90
th
2"
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 2. Main headers shall be used to span between building trusses or beams and connected with clamps; however, they shall not span across building or oven expansion joints. 3. Intermediate headers shall be used to span between main headers, and their webs shall be connected with double connection angles. Horizontally slotted holes may be used, but they shall be field welded after alignment. 4. The maximum allowable bending stress (per AISC specifications) for headers and subheaders shall be limited by the unbraced length of the compression flange. 5. The reuse of existing headers shall be permitted providing they are not damaged or bent and comply with new steel design criteria stated herein. Splicing of members to achieve lengths greater than the original shall not be permitted. Refer to Figure 31-22 and Figure 31-24 for additional information. 6. Connecting to existing headers shall be permitted providing that it is undamaged and the new loads, when combined with the existing loads, do not over-stress the header, its connections and the supporting beam or truss. The contractors Professional Engineer shall be responsible for verifying the adequacy of every existing header to be used. 7. The contractors Professional Engineer shall consider all boundary conditions of the existing support members and submit them to the GM Project Engineer before proceeding with the stress calculation. Upon completion of the stress calculation, the contractor shall submit the results of all stress and deflection analysis data to the GM Project Engineer for review and approval. 8. The minimum size header for all track and turns shall be C6 x 8.2. The minimum size header for all rivetless drive and take-up units shall be C10 x 15.3.
Figure 31-23: Typical Hanger/Channel Connection for Retrofit of Existing Installation Only (Project Engineer Approval Required)
ANGLE REQUIRED FOR HEAVY LOADS THAT WHICH APPROACH SHEAR OF BOLT. EXISTING HEADER
LOAD BEARING BOLT
COMPANION ANGLE HANGER
ELEV. VIEW
END VIEW
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
91
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 31-24: Typical Header Connection for Retrofit of Existing Installation Only (GM Project Engineer Approval Required)
LOAD BEARING BOLTS
NEW HEADER ELEV. VIEW EXISTING HEADER
END VIEW
NEW HEADER
ELEV. VIEW
END VIEW
Figure 31-25: Typical Hanger/Channel Connection for New Installation
HEADER
ELEV.
HANGER
END VIEW
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
92
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 31-26:Typical Header Connection for New Installation
MAIN HEADER
CLIP ANGLES SUB-HEADER
31.14. Hangers and Bracing 1. Hangers shall be used to support the conveyor from main headers, sub-headers and trusses. Hangers shall be bolted to channel headers and clamped to wide flange beam headers or trusses. J bolts and rod hangers are not permitted. Refer to Figure 31-23and Figure 31-25. 2. Stop signs may also be used to connect hangers and bracing to wide flange headers/support steel or back-to-back channels. Refer to Figures 31-16 through 31-21for typical stop sign details and arrangements. 3. Refer to Figure 31-15 for an example of a one-piece stop sign perpendicular to the header beam. Other acceptable applications include angling the stop sign on a 45-degree angle to the header beam and split stop signs for use when attaching to existing wide flange headers/support steel or back-to-back channels. 4. All clamps and connection designs shall be submitted to the GM Project Engineer for review prior to fabrication. 5. The actual hanger spacing required is dependent upon the track capacity and imposed conveyor loads. Hangers shall be spaced to minimize the numbers of headers and subth headers. However, the deflection of the track between hangers shall be limited to 1/360 of the span between hangers. 6. Inserts in concrete beams and slabs may be used for hanger support when the loading permits and when this method of hanging is approved by the GM Project Engineer. Where inserts are not suitable, bearing plates with through-bolts shall be used for all direct hanger loads. 7. The reuse of existing hangers and sway braces shall be permitted providing they are not damaged or bent and that the new loads, when combined with the existing loads, do not overstress the hanger, its connection and supporting beam or truss. The contractors Professional Engineer shall have the responsibility to verify the adequacy of every existing hanger or brace that is to be reused. Such verification shall be based on calculations or test results to be submitted to the GM Project Engineer for approval prior to proceeding with construction. Splicing of members to achieve lengths greater than the original shall not be permitted, unless written approval is received from the GM Project Engineer. 8. Nothing shall be attached to any falling parts guard without the approval of the GM Project Engineer.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
93
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 9. All drive and take-up units shall have a minimum of four hangers with a minimum size of L3 x 3 in. x in., and braced in two directions with tension bracing. 10. Oven turns shall be mounted directly to the oven structure and not to the oven panel. The method of mounting shall be designed to allow for expansion of the connecting track. 11. All incline or decline vertical curves shall be hung with a minimum of two hangers or hangers that are spaced 10 ft. on centers measured horizontally, whichever provides the greater number or hangers. 31.15. Floor Support Structures 1. When instructed to do so by the GM Project Engineer, the contractor shall furnish a floor supported overhead structure to support the new conveyor loads. 2. The contractor shall submit calculations showing the column loads on existing floor or substructure to the GM Project Engineer. The overhead conveyor structure shall have sufficient stability, rigidity and bracing to stand alone without requiring to be attached to the existing building structure. The floor and substructure shall not be over-stressed due to the combination of existing and newly imposed loads. 31.16. Concrete Pits (Utilities and Ventilation) 1. Concrete pits shall be provided, as required, for sub-floor conveyors (e.g., inverted P&F, flattop, COE and skillet) and/or work areas as described in the specific project scope of work. 2. Pit design shall be certified by a Professional Engineer registered in the state where the work is to be performed. Concrete may be subjected to testing. 3. The contractor shall provide air headers and drops, if required, as stated in the specific project scope of work. With the GM Project Engineer, the contractor shall determine the number and location of air headers and drops required in the pit through the entire length of the conveyor. Access steps to work pit areas shall be fabricated and installed at both ends of work pit areas. 4. Ventilation throughout the work pit areas shall be coordinated with the GM Project Engineer to determine exact requirements. 5. The contractor shall coordinate tool tray requirements with the GM Project Engineer. 6. The contractor shall provide and install stairs or ladders (imbedded), as required (e.g., drive and take-up or pits). ). Stairs are required when access is required on a frequent basis and/or where maintenance will need to carry large or heavy tools as per DHS-3. 7. Light fixtures with an on/off switch and duplex outlets shall be provided on each wall in the head and tail end pits and other areas, as required by the specific project scope of work. 8. Sumps shall be included per the specific project scope of work. 9. Concrete pits shall conform to the design requirements of the GM Worldwide Facilities Group (WFG). 10. Concrete pits must be sized to allow adequate maintenance access around equipment and shall be approved by the GM Project Engineer. 31.17. Stair Crossovers 1. Stair-style crossovers shall be provided for all floor-mounted conveyors, as defined in the project scope of work and approved by the GM Project Engineer. 2. Stair crossovers shall be provided to access all drives, take-ups, control panels in addition to the project scope of work requirements.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
94
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 3. Crossovers shall be a minimum of 24 in. wide with handrails where they do not interfere with the product or carrier. 4. Stairs shall conform to OSHA, local and state codes and adhere to the safety requirements of the GM DHS-3 standard. 32. 32.1. Synchronization General 1. Synchronization is required to maintain position and speed between multiple conveyors or to provide fixed position stop capability. 2. A conveyor to be synchronized with another conveyor and/or that is required in a manned area for fixed position stop capability shall have a take-off unit, complete with timing unit(s), and it shall be provided as close as possible to the synchronization point on each conveyor. 3. A stand-by take-off unit shall be required, as stated in the specific project scope of work. 4. Take-off units for conveyor synchronization/fixed position stop capability shall have provisions for mounting two encoder units. 5. All encoder units shall be mounted with bolts for easy removal and replacement. 6. Conveyor synchronization and fixed position stop capability may share the same take-off unit, where applicable. 33. 33.1. Take-ups (Rivetless and Enclosed Track Chains) General 1. Take-ups shall be free-floating, air-operated, 180 degrees and full radius style. Turn radius dimension shall be determined by the system. The use of special take-ups (e.g., spread, spring, counterweight and air-over-oil) requires the GM Project Engineers approval. Refer to Figure 33-1 and Figure 33-2. Figure 33-1:Typical Take-up Assembly Inverted Power and Free Conveyor
CENTER LINE OF CYL./CHAIN TO BE SAME CENTER LINE AS CENTER OF CONVEYOR CHAIN TO CYLINDER SUPPORT
1200mm [3'-11 1/4"] TRAVEL PROTECTIVE FINGER GUARDING NOT SHOWN FOR CLARITY REFERENCE LATEST REV. OF CS1 FOR DESIGN CRITERIA C8" TOP OF FLOOR/PLATFORM
12
14
5 3/8" 4'-8 11/16" 5'-9 5/8" 5'-9"
Figure 33-2:Typical Take-up Assembly Overhead Power and Free Conveyor March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 95
4'-0"
5 1 3
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding
EXCESS CHAIN BUCKET GRIND SMOOTH CORNERS OF GUSSET 4'-0" EXCESS CHAIN BUCKET CENTER LINE OF CYL./CHAIN TO BE AT SAME CENTER LINE AS CENTER LINE OF CONVEYOR CHAIN 1200mm STROKE [4'-0"] TRAVEL PROTECTIVE FINGER GUARDING NOT SHOWN FOR CLARITY. REFERENCE LATEST REV. OF CS1 FOR DESIGN CRITERIA. PROTECTIVE FINGER GUARDING. 2 1/8" 4'-8 3/4" 160 mm x 1200mm STROKE 3" 5'-6" 5'-6" 4'-6"
TOP OF FLOOR/ PLATFORM
2. Conveyor take-ups shall be designed to hold their position without the need for compressed air pressure from a central source during non-production periods with the use of a pneumatic rod lock. 3. The effective travel shall be sufficient to remove one job and/or pusher dog space plus 1 ft. of additional chain at a minimum. On production chains, this requirement shall be achieved with 2-foot drop out track sections that are bolted to the outer/fixed frame. 4. On oven conveyors, take-up travel shall accommodate thermal expansion and contraction in addition to normal operating requirements. 5. The take-up shall be located on the unloaded side of the conveyor after the drive. Alternate locations require the approval of the GM Project Engineer. 6. Unless otherwise specified in the specific project scope of work, traction wheel style take-ups shall be used for X-458 and X-678 chain conveyors. Enclosed track conveyors shall be horizontal turn style. 33.2. Pneumatic Requirements 1. The air cylinder bore shall be sized to accommodate the maximum resultant take-up force, as determined from the chain pull analysis, using a nominal pressure of 60 psig. However, the minimum cylinder bore shall be 3-inch diameter for enclosed track conveyors and 4-inch diameter for X-458 and X-678 systems. The cylinder stroke shall be 4 ft. maximum, unless otherwise specified in the specific project scope of work. 2. Unless otherwise specified in the specific project scope of work, the air cylinder shall be factory pre-lubricated and bolted to the end of the fixed frame in a location that permits it to pull the floating frame in line. Cylinders with a stroke over 36 in. shall be supported at the opposite end to prevent twisting of the take-up frame. The cylinder rod end connection shall 5 accommodate frame misalignment. For take-up travel greater than the cylinder stroke, a /8 3 in. minimum, high alloy, heat-treated, link-type chain (for X-458 and X-678 chains) or a /8 in. minimum high alloy, heat-treated, link-type chain (for enclosed track) shall be attached between the cylinder rod end and floating frame. The link chain shall be sized to accommodate the maximum pressure that could be exerted on it (e.g., air-over-oil take-up unit). March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 96
5'-4 1/2" B/B
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 3. Regulators shall be a self-relieving type. Refer to GM PS-1, Pneumatic Standards for Industrial Equipment, for additional requirements. 4. When intermittent extreme chain tensions occur that tend to collapse the take-up, an air-overoil cylinder package shall be provided. This unit shall consist of a cylinder with a hydraulic fluid reservoir and controls to prevent the take-up from collapsing during these intermittent occurrences. This cylinder shall be mounted in a similar manner as a standard air cylinder described above. 5. Each take-up shall be equipped with an air filter/regulation system to control cylinder air pressure, and this system shall have the capability for manually collapsing the take-up to remove the chain. 6. Dual air pressure sensors shall be installed to the take-up side of the air circuitry. If a loss of air-pressure occurs, one pressure sensor shall shut off the conveyor drive. The second pressure sensor shall signal a warning that excessive air pressure is applied to the cylinder. An additional pressure sensor shall be installed on the rod lock circuit to shut off the conveyor drive if a loss of air pressure to the device occurs. 7. Provide placarding for the take-up air requirements, and attach it to the take-up near the air circuitry. Information required on the placard includes cylinder size, recommended air pressure and a pneumatic components list. Include the hydraulic force expected and recommended hydraulic pressure relief valve setting for an air/oil cylinder. Refer to Figures 33-3 and 33-4 for additional information.
Figure 33-3: Air Take-Up Schematic
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
97
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 33-4: Air Over-Oil Take-Up Schematic
33.3.
Holdback Chains 1. Two holdback chains shall be attached to the floating frame of all take-ups and flank the cylinder. The chain and attaching hardware shall be high alloy, heat-treated, link-type and sized to withstand the maximum take-up tension resulting from a jam or pull-through 3 condition. The minimum chain size shall be in. for enclosed track-type take-ups and /8 in. for X-458 and X-678 take-ups. The chains shall be adjusted (limited slack) to prevent the take-up from collapsing during air or cylinder failure. Frame connections shall be of equal or greater capacity than that of the chain.
33.4.
Frames 1. The take-up frame shall consist of a fixed outer frame and floating inner frame. The frames shall be sized to withstand the maximum take-up tension resulting from a jam condition. 2. Minimally, the fixed frame shall be constructed from C6 x 8.2 for X-458 and C8 x 11.5 for X-678 conveyors, respectively. 3. Minimally, the floating frame shall be constructed from C4 x 5.4 for X-458 and C6 x 8.2 for X-678 conveyors. This frame shall incorporate four load-bearing wheels and laterally guided with cam rollers along one side to maintain alignment. The design shall allow the wheels to be easily greased and/or replaced. V-groove wheels are not acceptable. 4. The outer frame shall have a maintenance accessible inspection gate for the installation and removal of trolley wheels.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
98
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 33.5. Expansion Joints 1. The minimum take-up expansion joint travel shall be 3 ft., unless otherwise specified in the specific project scope of work and approved by the GM Project Engineer. 2. When the take-up travel is greater than 4 ft., track inserts shall be supplied by the contractor, where necessary. The maximum individual track insert length shall be 2 ft. A storage rack (integral to the take up platform) for the removed inserts shall be provided. 33.6. Platform 1. A service platform shall be provided for all take-ups installed at an elevation that allows a clearance of 7 ft. 6 in. or greater to the bottom of the platform steel. With GM Project Engineer approval, the platform may reside along the full length of one side and across the back for the standard expansion joint-type take-up. However, when inserts are used, the platform shall reside on both sides and across the back. The pneumatic and electrical controls shall be accessible from this platform. 34. 34.1. Track (Rivetless Chain Conveyors) General 1. All new track shall be free of any imperfections, dirt, rust, slag, scale or any other foreign matter. Each member shall be rolled to a uniform cross section that is free of warping or 1 twisting, and it shall lie flat within /8 in. for each 20-foot length. The web of the I-beam shall be central and square with the flanges. The free channel flanges shall be square with the web. These members shall conform to American Institute of Steel Construction (AISC) specifications (unless otherwise specified in the job scope of work), the individual conveyor section (e.g., enclosed power track) and/or approved by a GM Project Engineer. Any section deviating from the AISC sections shall be equal to or better than their AISC counterparts regarding structural properties and wear characteristics. 2. All new track (except for wet environments) shall be fabricated from SAE 1045 (minimum), high-carbon steel or equivalent. 3. Track (including yokes and/or hangers) used through caustic or other wet environments shall be type 304 stainless steel structural shape and shall have a similar dimensional cross section as AISC steel, unless otherwise specified in the specific project scope of work and/or approved by the GM Project Engineer. 4. All track shall be designed to handle loads, wear and stresses imposed by the system. 5. All tracks used in ovens shall not be painted and coated with a GM-approved rust preventative. 6. Refer to the individual conveyor sections for additional information. 34.2. Splice 1. The location of track splices from the nearest hanger shall be at a distance equal to or less than one-fourth the hanger center distance, where possible, for all overhead systems (e.g., OHM, overhead P&F, or enclosed track OHM and P&F). Refer to Figure 34-1for additional information. NA Controls, Conveyors, Robotics & Welding
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
99
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 34-1: Typical Splice
HANGER
L/4
L/4
C.L. SPLICE
2. All conveyor track splices shall be welded and ground smooth on the web and inside flanges. 3. All track splices shall be saw cut, as NO torch cutting is allowed. Out of square gaps at 1 splices shall be no greater than /32 in. for all planes. 4. All track with yoke construction (e.g., overhead P&F, inverted P&F and inverted monorail) shall utilize the yokes for bolted style splice joints (i.e., modular construction). When field modifications are required, an additional yoke shall be installed to maintain this joint construction. Saw cutting and squareness rules shall apply. 5. Refer to the individual conveyor sections for additional splicing information. 34.3. Track Installation 1. All track shall be installed level, unless otherwise noted in the project scope of work. 1 Deviations shall not exceed /32 in. per ft. and 1 in. per 50 ft. (non-accumulative). 2. The maximum distance between supports shall allow no more than a maximum deflection of th 1/360 of the total span. 3. For heavier loads that require greater than the maximum distance between supports, capped track may be used. Calculations and designs shall be stamped by a registered Professional Engineer and approved by the GM Project Engineer. 4. Hangers over 12 in. long require sway bracing. 5. All tracks shall be adequately braced both laterally and longitudinally to prevent adverse performance of the conveyor system. Lateral bracing shall be located at the hangers. All bracing connections shall be bolted. Bracing shall not impart any lateral or torsional forces that distort or over-stress any building structural members or hanger connection. Minimally, all tracks shall be sway braced at least every 20 ft., unless a closer spacing is warranted due to conveyor loading conditions (e.g., power only vertical curves entering a drive). 6. Bracing to overhead P&F track shall be to the bottom portion of the yokes or to the free channels through clip angles. 7. Refer to the Section 31, Structural Elements, for additional information on bracing.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
100
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 34-2: Track Overhead Power & Free Conveyor
POWER TRACK 3/4" DIA. SHOULDER OR INTERFERENCE BOLT (6) PLACES MINIMUM
END YOKE (TYP.)
FREE TRACK
35. 35.1.
Track Switches General 1. All switches shall be a pivoting tongue design fabricated from SAE 1045 steel (minimum). 2. The tongue assembly shall be supported and aligned by two bearings mounted in a rigid housing. A grease fitting shall be provided to lubricate the bearings. The design of the assembly shall allow for the removal of the tongue to facilitate servicing and replacement. 3. On overhead P&F systems, the tongue shall both support and guide the free trolleys. The inner surfaces of the tongue shall be flush and in line with the flanges of the track. 4. The inverted P&F systems shall have an interconnected dual tongue arrangement. The lower tongue shall provide a load-bearing surface for the free trolleys while the upper tongue contacts the horizontal guide rollers. The inner surfaces of the tongues shall be flush and in line with the flanges of the track. 5. Track switch radii shall be as follows: a. Overhead P&F - 444 system: 1 ft. 6 in. radius b. Overhead P&F - 466 system: 2 ft. radius c. Overhead Enclosed Track/3-channel P&F: 1 ft. 6 in. radius d. Inverted P&F 4-inch system: 2 ft. radius e. Inverted P&F 6-inch system: 3 ft. radius f. Inverted 3-channel/Enclosed Tack P&F: 2 ft. radius 6. Refer to the individual conveyor sections for additional switch requirements. 7. Refer to Figure 35-1 for additional information.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
101
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 35-1: Air Operated Track Switch
45
1'-6"
2'-7" 6'-8"
4'-1"
35.2.
Capacity 1. The load-bearing capacity of the tongue assembly shall be equal to or exceed that of level straight track. 2. The minimum bearing surface on the edge of the switch tongue for the free trolley horizontal 5 guide rollers shall be in. for enclosed track systems, /8 in. for 4-inch systems and in. for 6-inch systems. To resist the reaction forces caused by the horizontal guide rollers, the 3 3 bottom flange of the curved free channel for overhead systems shall include a /8 in. x /8 in. SAE 1045 bar or a in. x in. SAE 1045 bar for a 4-inch or 6-inch system respectively and welded even to the toe of the channel. The overhead enclosed track P&F system shall have a minimum edge toe surface thickness of in. for the curved free rail track bottom flange. 3. The deflection at the tip shall not exceed /16 in., and the maximum allowable stress shall not exceed 8,000 psi at any portion of the tongue.
1
35.3.
Entrance Switches 1. Entrance switches shall operate by means of air cylinders for tongue positioning. The air cylinder shall be a factory pre-lubricated type. Refer to Figure 35-1 for additional information. 2. Electrically operated switches are preferred, however, air-operated units may be used as specified in the project scope of work and approved by the GM Project Engineer.
35.4.
Exit Switches 1. Exit switches shall operate by means of the free trolley movement through the switch camming the switch tongue into position. A means to reduce the noise shall be provided.
35.5.
Cylinders 1. Refer to the individual conveyor sections for cylinder standards.
36.
Trolleys (Rivetless Chain)
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
3'-0" RADIUS
" -8 2'
61
102
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 36.1. General NA Controls, Conveyors, Robotics & Welding
1. Each trolley assembly shall consist of a pair of forged steel brackets with trolley wheels and an attachment. These brackets shall be fastened by two SAE Grade #5 bolts. Torque prevailing deformed thread or GM Project Engineer-approved nuts shall be used to prevent loosening. Refer to Figure 36-1for additional information.
Figure 36-1: Typical Chain Trolley
TROLLEY SEAL
BRACKET
RECESSED GREASE FITTING
TROLLEY BOLTS RIVETLESS CHAIN
2. The trolley assembly shall support the chain such that the dimension (drop) from the bottom of the I-beam track to the centerline of the chain is as follows: 3 a. drop of 3 /16 in. for a 4-inch trolley with X-458 chain (preferred) or 4 in. to match existing conditions b. drop of 4 in. for a 6-inch trolley with X-678 chain 7 c. drop of 3 /16 in. for a 4-inch trolley with X-678 chain 3. Maximum trolley centers shall be 24 in. for X-458 and X-678 chains, unless otherwise approved by the GM Project Engineer. 36.2. Refurbished Trolleys 1. Refurbished trolleys shall only be used with GM Project Engineer approval. 2. Minimally, refurbished trolleys are defined as follows: a. used trolleys where the welsh plugs (if applicable) have been removed b. trolleys that are cleaned and inspected for wear and alignment (e.g., brackets, bearings, races and face) c. new welsh plugs that are installed and re-greased with GM Project Engineer-specified lubricant 3. New bracket bolts and nuts shall be used when providing refurbished trolleys. 36.3. Brackets 1. Each trolley bracket shall be drop forged from SAE 1035 steel and have a swaged-type axle, which is integrally forged with the bracket. Trolley wheels shall be swaged in such a manner that prevents loosening or rotation of the wheel bearing inner race. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 103
DROP
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 2. Each trolley bracket shall be fitted with threaded, hydraulic-type grease fitting with a ball check. This fitting shall be recessed to prevent damage but suitable for use with automatic lubricators. Refer to Figure 36-1for additional information. 36.4. Wheels 1. Full ball complement-type ball bearing trolley wheels with welsh plugs and purgeable, triple labyrinth seals (for grease lubrication) shall be used with exceptions, as outlined below. 2. Full ball complement open-type wheels (i.e., no welsh plugs or seals) for use with GMapproved oil lubrication shall be used on all oven conveyors where oven temperature exceeds 250 degrees F. 3. For temperatures over 450 degrees F, contact the trolley manufacturers. The design shall also be approved by the GM Project Engineer. 4. Full ball complement-type ball bearing trolley wheels with welsh plugs and purgeable triple labyrinth seals (for grease lubrication) shall be used in wet or caustic environments. The trolleys shall be factory pre-lubricated to 90% full using GM-approved grease. 5. This pre-lubrication process shall be as follows: a. 4-inch trolley wheels are automatically greased at assembly with approximately 10 grams of grease. An additional 16 grams of grease is then forced through the grease fitting to achieve the 90% full rating. b. 6-inch trolley wheels are automatically greased at assembly with approximately 25 grams of grease. An additional 36 grams of grease is then forced through the grease fitting to achieve the 90% full rating. 6. As an option with GM Project Engineer approval, special Phenolic bushed wheels may be used in caustic or oven environments. Contact the trolley manufacturer for specific information. 7. Any deviations from the aforementioned requirements would be found contained in the specific project scope of work and would require approval the GM Project Engineer. 36.5. Capacity 1. The level track carrying capacity for a single trolley shall be as follows: a. 4-inch trolley = 400 lbs. maximum (800 lbs. per set) b. 6-inch trolley = 1,200 lbs. maximum (2,400 lbs. per set) 2. Chain tension loading applied to the trolley on incline and decline conveyor vertical curves shall be considered along with carrier and load weight when determining the maximum capacity of a trolley. 37. 37.1. Turns (Enclosed Track) General 1. Enclosed track chain turns are included in this standard. 2. The minimum nominal radius for turns shall be 36 in. Use of smaller radius turns shall be approved by the GM Project Engineer. If a radius smaller than 24 in. is required, traction wheels shall be used. 3. All turns with a 36 in. radii or less shall be heat-treated to a minimum of Rockwell C 33 to prevent wear on the inside of the track from chain chording. 4. All track sections through turns shall be rolled to a true radius, and the sides shall be perpendicular to the top and bottom. Splicing of track members in the turn shall not be allowed. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 104
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 5. Stub ends of track beyond the tangent lines shall be a minimum of 8 in. and be cut square. 6. All frames shall be braced with members against the resultant chain pull and other forces to prevent longitudinal and side sway, misalignment or bending. 7. Refer to the individual conveyor sections for additional horizontal turn information. 8. The minimum required radii for enclosed track turns shall be determined by the following criteria: a. The chordal dimension of a 90-degree and greater turn shall be equal to or greater than the maximum load bar or hang chain trolley centers. Radius (min) = sin 45 degrees (0.707) x center-to-center trolleys b. Enclosed track monorail turns shall follow the above criteria for determining the minimum required radius using the maximum load bar trolley centers. Bracing 1. All turn frames shall be braced with members against the resultant chain pull and other forces to prevent longitudinal and side sway, misalignment or bending. 38. 38.1. Turns (P&F Roller) General 1. The minimum radii for roller turns shall be 24 in. except at P&F switches. Refer to Figure 38-1 and Figure 38-2 for a cross section view of the roller turns. Figure 38-1: Overhead P&F Roller Turn
37.2.
ROLLER CHAIN
POWER TRACK BOLT
SEGMENT BARS C.L. ROLLER
BRACKET
C.L. CHAIN SHAKEPROOF WASHER FREE CHANNELS HORIZONTAL ROLLER GUIDES
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
105
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 38-2: Inverted P&F Roller Turn
2. All load carrying free trolleys shall be in line and level before and after a horizontal curve. 3. The minimum required radii for standard and enclosed track P&F turns (both overhead and inverted) shall be determined by the chordal dimension of a 90-degree and greater turn being equal to or greater than the maximum carrier free trolley centers. Radius (min) = sin 45 degrees (0.707) x center-to-center of free trolleys 4. The free trolley housing and/or wheels shall be able to traverse the turn without binding or scrubbing the free channels. 5. The part or the carrier suspended/supported from the free trolleys shall be able to traverse the turn without any interference. 38.2. Construction 1. On overhead P&F turns, the bottom flanges of the free track at the toes shall include SAE 1045 steel bars to resist the reaction forces imposed by the horizontal guide rollers. A 4-inch 3 3 system shall use /8 in. x /8 in. bars, and a 6-inch systems shall use in. x in. bars. The reinforcement bars may be an integral part of the track flanges. 2. On inverted P&F turns, the top flanges of the free track at the toes shall include SAE 1045 steel bars to resist the reaction forces imposed by the horizontal guide rollers. A 4-inch 3 3 system shall use /8 in. x /8 in. bars, and a 6-inch systems shall use in. x in. bars. The reinforcement bars may be an integral part of the track flanges. 3. Roller turn yokes shall be the same as those used on straight track with provisions to attach the roller assembly. Yoke spacing shall be a maximum of 2 ft. on center. 38.3. Bracing 1. All turn frames shall be braced with members against the resultant chain pull and other forces to prevent longitudinal and side sway, misalignment or bending. 39. 39.1. Turns (Power Only Roller) General 1. Roller turns shall only be used for rivetless conveyor chain systems. 2. The minimum nominal radii for roller turns shall be 24 in. and 36 in. for X-458 and X-678 respectively based on 24-inch power trolley centers. Refer to Figure 39-1 for a cross section view of the roller turn. March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed 106
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 3. The minimum required radii for roller turns shall be determined by the chordal dimension of a 90-degree and greater turn being equal to or greater than the maximum load bar or hang chain trolley centers Radius (min) = sin 45 degrees (0.707) x center-to-center trolleys 4. Monorail turns shall follow the above criteria for determining the minimum required radius using the maximum load bar trolley centers. 39.2. Capacity 1. Roller turns for X-458 and X-678 chains shall be sized to withstand 4,800 lbs. and 8,500 lbs. of chain tensions respectively. Horizontal turns for enclosed track systems shall withstand 1,000 lbs. of tension. For special applications where the tension exceeds the values (e.g., system strip and system fill), sprocket turns that are designed to withstand the loads shall be provided. 39.3. Construction 1. All track sections through turns shall be rolled to a true radius, and the sides shall be 90 degrees to the top and bottom. Splicing of track members within the turn shall not be allowed. 1 The ends of track shall be saw cut square /32 in. on all planes. 39.4. Bracing 1. All turn frames shall be braced with members against the resultant chain pull and other forces to prevent longitudinal and side sway, misalignment or bending. 39.5. Segment Bars 1. Roller turn segment bars shall be composed of a matched pair of /8-inch thick steel bars rolled to a true radius with evenly spaced holes for the roller axles. The rollers shall be bolted to the segment bars to form the roller assembly and held in proper alignment to the centerline of the chain. The edges of the upper and lower chain side links shall be in contact with the face of the roller. This assembly shall be designed so that individual rollers and the complete roller assembly can be removed by unbolting. Any multiple of roller centers on a turn shall not match a multiple of the chain pitch. Refer to Figure 39-1for the segment bar location. Figure 39-1: Overhead Monorail Roller Turn Cross Section
3
POWER TRACK GREASE FITTING ENLARGED VIEW OF COUNTERBORED NUT (FOR POWER ONLY TURNS)
BOLT ROLLER CHAIN
SEGMENT BARS
C.L. CHAIN
C.L. ROLLER
BRACKET COUNTERBORED NUT (SEE ENLARGED VIEW ABOVE) SHAKEPROOF WASHER
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
107
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 2. Power only segment bars shall be bracketed to the power rail support steel. P&F segment bar brackets shall be attached to the yokes. 39.6. Rollers 1. Rollers shall be provided with ball or tapered roller bearings. The roller size shall be nominally 5 2 in. in diameter x 2 in. long with a /8-inch minimum diameter on all axles. These rollers shall be a lubed-for-life, sealed-type construction The bearing surfaces and outer face of the rollers shall be hardened for wear to Rockwell C 58-62 hardness. Bearings shall have a minimum rated capacity of 2,000 lbs. with an anti-friction Bearing Manufacturers Association L10 life of 20,000 hours at 100 RPM. 39.7. Lubrication 1. When the project scope of work requires manually lubricated rollers, roller axles shall be drilled, cross-drilled and fitted with threaded ball check grease fittings for lubrication. Grease fittings for power only roller turns shall be protected for handling and shipping purposes with a counter-bored nut. All grease fittings shall be accessible using standard lubrication equipment without removal of any components. Refer to Figure 38-1 for a cross section view of the roller turn. 2. Rollers shall be lubricated prior to shipment and re-lubricated prior to start-up using GM Project Engineer-approved grease. 40. 40.1. Turns (Traction Wheel) General 1. Traction wheel turns shall be used on rivetless chain conveyor systems. 2. Traction wheels are preferred over roller turns for power only turns over 45 degrees to reduce the resultant compounding, thus, reducing the chain pull. 3. The minimum nominal pitch diameter shall be 36 in. for X-458 chain and 48 in. for X-678 chain. Any deviation shall be as specified in the specific project scope of work and/or approved the GM Project Engineer. Refer to Figure 40-1, Figure 40-2 and Figure 40-3. Figure 40-1: Overhead Traction Wheel Turn with Safety Bolt Showing Manual Grease Fitting
SAFETY BOLT /W LOCKOUT HOUSING BOLTED KEEPER BAR TRACK
SEAL
C.L. TRACTION WHEEL
C.L. CHAIN
RETAINER PLATE
HUCK RIVET GREASE FITTING CAP
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
108
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 40-2: Overhead Traction Wheel Turn with Keeper Plate
KEEPER PLATE
HOUSING BOLTED KEEPER BAR TRACK
WHEEL PLATE SEAL
C CHAIN L
HUB HUCK RIVET CAP
CONTACT BAR C TRACTION WHEEL L
Figure 40-3: Inverted Traction Wheel Turn Section
HUCK RIVET CONTACT BAR CAP HUB
C CHAIN L
C TRACTION WHEEL L
WHEEL PLATE
HOUSING
TRACK BOLTED KEEPER BAR
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
109
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding 4. Turns mounted in ovens shall be connected to the structural frame of the oven and not to the oven panels. Care shall be taken not to interfere with the oven contractors means of allowing for thermal expansion and contraction. 5. Turns in ovens shall not be painted and shall be coated with GM-approved rust preventative. 40.2. Capacity 1. Traction wheel turns for enclosed track, X-458 and X-678 chain shall be designed to withstand 1,000 lbs., 4,800 lbs. and 8,500 lbs. of chain tension respectively. For special applications where the tension exceeds these values (e.g., system strip and system fill), sprocket turns designed to withstand the loads shall be provided. 40.3. Construction 1. Each traction wheel track member shall be rolled to a true radius with flanges 90 degrees to the web. Splicing of track members within the turn shall not be allowed. Stub ends shall be 1 saw cut square /32 in. for all planes. 40.4. Bracing 1. All turn frames shall be braced with members against the resultant chain pull and other forces to prevent longitudinal and side sway, misalignment or bending. 40.5. Hub and Shaft Assembly 1. The traction wheel shaft shall have a milled slot into which a keeper bar is inserted and bolted to the housing. The keeper bar bolts shall be accessible for hub and shaft removal. 2. For overhead X-458 and X-678 systems, the top of the shaft shall be cross-drilled for a safety bolt sized to prevent the hub and shaft assembly from falling out of the housing in the event of a keeper bar failure (refer to Figure 39-1) or by means of a retainer plate affixed to the top of the shaft. The safety bolt with locknut or the retainer plate shall be located in a manner that allows the wheel to drop off the chain, causing the conveyor to stop. Alternate methods will be considered; however, the GM Project Engineer must approve them. The hub shall be retained on the shaft by a retainer plate fastened with screws that are drilled and secured with stainless steel wire to prevent loosening. 3. When the operating temperature is 250 degrees F or less, the hub shall incorporate two tapered roller bearings. A purgeable seal and oil-tight cap with a grease fitting shall protect the bearing assemblies. The bearings shall be lubricated with GM LS-2 approved lubricant for the receiving facility. 4. The hub shall incorporate a graph-alloy bushing when exposed to operating temperatures exceeding 250 degrees F or caustic environments. 5. The hub and shaft assembly shall be equipped with an automatic single-point lubricator (Perma CLASSIC or equal) when operating in temperature ranges from ambient to a maximum of 104 degrees F. The lubricator shall be mounted vertically (up or down) to the cover plate whenever possible. The Cap shall be fabricated to accept a NPT grease fitting per GM LS-1. 6. An automatic single point lubricator shall not be used if: a. The temperature exceeds 104 degrees F as in Paint ovens. b. The pressure required to push the lubricant is greater than 58 PSI. Note: No attempt shall be made to lubricate multiple Hub and Shaft assemblies with one single point lubricator.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
110
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 40.6. Wheel 1. Plate-type traction wheels shall be used on turns that are 60 in. in diameter or less. Minimally, 5 the web of the wheel shall be fabricated from a /16-inch plate with a machined center hole. The plate shall be reinforced with stiffeners, as required to prevent lateral bending. On wheels greater than 60 in. in diameter, spoke-type wheels shall be provided. The contact bar shall be fabricated from -inch thick C1045, Sure Alloy SA500 or equivalent. The contact surface shall be concentric with the hub providing a continuous riding surface to guide the chain around the turn. This surface shall contact the edges of the upper and lower side links. 2. Traction wheels located in washers shall have a minimum of three holes to accommodate drainage. Holes shall be equally spaced and centered at half the radius of the wheel. The 1 size of these holes shall not exceed one-sixth ( /6) of the diameter of the wheel. 3. The GM Project Engineer has the right to request strength calculation or test data on these traction wheels. 4. The wheel shall be assembled to the hub with huck rivets. 5. A multiple segment design with minimum pitch diameter turns to achieve a larger effective radius turn is acceptable. 40.7. Traction Wheels (P&F Track Sections) 1. A P&F traction wheel turn shall be designed for a maximum angle of 45 degrees. A multiple segment design with minimum pitch diameter turns to achieve a larger effective radius turn or an angle greater than 45 degrees is acceptable. 2. On overhead P&F turns, the bottom flanges of the free track at the toes shall include SAE 3 1045 bars to resist the reaction forces imposed by the horizontal guide. A 4-inch shall use /8 3 in. x /8 in. bars, and a 6-inch system shall use in. x in. bars. The reinforcement bars may be an integral part of the track flanges. 3. On inverted P&F turns, the top flanges of the free track at the toes shall include SAE 1045 3 bars to resist the reaction forces imposed by the horizontal guide rollers. A 4-inch shall use /8 3 in. x /8 in. bars, and a 6-inch system shall use in. x in. bars. The reinforcement bars may be an integral part of the track flanges. 4. When the physical size of the turn does not allow the spacing of the yokes to properly support the load on the inside free channel, the channel shall be reinforced to withstand stress and 1 resist excessive deflection. A deflection in excess of /8 in. is considered excessive. 40.8. Personnel and Equipment Safety 1. An overhead P&F traction wheel turn shall have a traction wheel fall guard to retain the traction wheel in the event it should become dislodged from the frame or shaft. 2. The wheel fall guard shall be constructed from standard angle, sized to withstand the anticipated loads. 3. The guard shall be bolted together and shall not to interfere with the maintenance of the turn while in place. 4. A drip pan to cover both traction wheel and conveyor chain may be incorporated in the traction wheel fall guard. Access must be provided for lubrication of the wheel hub. The final design shall require the GM Project Engineers approval. 5. Refer to Figure 40-4 for additional information. NA Controls, Conveyors, Robotics & Welding
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
111
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation NA Controls, Conveyors, Robotics & Welding Figure 40-4: Traction Wheel Fall Guard
41. 41.1.
Vertical Curves (Rivetless Chain) General 1. Vertical curves shall be formed to a smooth and true radius with the flanges 90 degrees to the web. Straight sections, if required between the curved portions, shall be tangent to the curves. 2. Compound vertical curves with fixed radii and angle (e.g., 15-foot radius at 30 degrees) shall be fabricated into individual upper and lower arc sections for assembly at the site. 3. Reverse curves with fixed radii, fixed elevation change and variable angle (e.g., 15-foot radius at 23 degrees) shall be shop-fabricated as a unit or as special modular upper and lower sections for field assembly. 4. The minimum radius to be utilized for rivetless chain shall be as follows. Alternate radii can be utilized with approval from the GM Project Engineer: a. For X-458 chain, the minimum radius shall be 12 ft. b. For X-678 chain, the minimum radius shall be 15 ft. Power Only (Monorail) 1. The minimum distance from a change in the vertical direction to a change in the horizontal direction is as follows: a. maximum trolley centers b. load bar centers for monorails, if greater than trolley centers
41.2.
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
112
NA Common Conveyor Standards General Mechanical Standards (CS-1-30316)
General Motors Corporation 41.3. Power and Free (P&F) 1. The minimum distance from a change in the vertical direction to a change in the horizontal direction for all P&F tracks is the longer of either the load bar or tow bar free trolley centers. 2. Yoke centers for all P&F vertical curves shall not exceed 2 ft. 3. X-458 and X-678 systems shall be equipped with chain guides to prevent disengagement between the free trolley and power dog. 4. All P&F vertical curves shall have a tight (closed) track engagement between the pusher dog and free trolley, complete with chain guide angles, where applicable (e.g., non-wide wing dog style). 5. All X-458 and X-678 P&F vertical curves shall have /8 in. x 2 in or in. x 2 in. (respectively) SAE 1045 or equal bars welded to the guide roller contact surface and the yokes to handle the thrust load caused by the free trolley guide rollers. 6. When a carrier is approaching an incline in normal track drop, the front accumulating trolley shall be put into tight/closed track as it leaves the bottom curve of the vertical incline to ensure positive pusher dog engagement. Alternatively, a load trolley shall be on the inclined portion of the curved track when the power transition into tight track occurs. 7. When a carrier is approaching a decline in normal track drop, a pitch-up track section (i.e., minimum 4-inch rise at 1 in. per foot for X-458 and X-678 chain and 2-inch rise at in. per foot for enclosed track chain) shall be located prior to the curve to ensure positive pusher dog engagement. The pitch-up shall be located such that a load trolley is fully on the pitched-up section as the track drop is decreased to tight/closed track drop at the front accumulating trolley. 8. When exiting vertical curves, the front accumulating trolley shall remain in tight/closed track drop until all load trolleys are level. 9. The running surfaces shall be flame hardened on compound vertical curves, vertical curve radii and connecting straight track, horizontal track to transition points and horizontal turns on systems having loads of 7,000 lbs or higher. Flame hardened straight track shall be clearly marked for field identification as Flame Hardened and its intended use. (i.e. - vertical curve, etc.)
3
NA Controls, Conveyors, Robotics & Welding
March 2005 Copyright 2003. General Motors Corporation. All rights reserved. Uncontrolled When Printed
113
You might also like
- Sky Trak 6036 Partes PDFDocument300 pagesSky Trak 6036 Partes PDFCarlos IrabedraNo ratings yet
- Classic Trains May 2021Document102 pagesClassic Trains May 2021mur100% (2)
- Asme Sec Iii D 3Document34 pagesAsme Sec Iii D 3Roberto Chang PalmaNo ratings yet
- Agma 904-C96 PDFDocument27 pagesAgma 904-C96 PDFMehul BansalNo ratings yet
- Pile Driving Equipments PDFDocument151 pagesPile Driving Equipments PDFPn Ekanayaka100% (1)
- DocumentDocument20 pagesDocumentfayceal25% (4)
- Incompressible Flow Turbomachines: Design, Selection, Applications, and TheoryFrom EverandIncompressible Flow Turbomachines: Design, Selection, Applications, and TheoryNo ratings yet
- Asme Mfc-3m Edtn 2004 PreDocument10 pagesAsme Mfc-3m Edtn 2004 PreFranklin Santiago Suclla Podesta0% (4)
- Machine Design Elements and AssembliesFrom EverandMachine Design Elements and AssembliesRating: 3.5 out of 5 stars3.5/5 (2)
- Army Engineer Mil. Nonstandard Fixed BridgingDocument558 pagesArmy Engineer Mil. Nonstandard Fixed BridgingSpace_Hulker100% (1)
- Manual UFCDocument222 pagesManual UFCAdrian MarquezNo ratings yet
- Excerpt From "The Rise and Fall of American Growth" by Robert Gordon.Document14 pagesExcerpt From "The Rise and Fall of American Growth" by Robert Gordon.OnPointRadioNo ratings yet
- Bridge Design Manual - LRFD: Revised October 2015Document87 pagesBridge Design Manual - LRFD: Revised October 2015KOLKIN HINONo ratings yet
- Boulder County - Snowload - Wind - MapDocument1 pageBoulder County - Snowload - Wind - MapyichihchNo ratings yet
- GBT13752 1992enDocument73 pagesGBT13752 1992entaisiz kashanehNo ratings yet
- GEK 91764 543 Control GroupDocument90 pagesGEK 91764 543 Control GroupTorredoNo ratings yet
- GT Strudl: Steel Design Code User ManualDocument278 pagesGT Strudl: Steel Design Code User ManualCarlos Abascal MendozaNo ratings yet
- Agma 930-A05Document86 pagesAgma 930-A05simone.castagnetti100% (2)
- Modeling and Verification Using UML Statecharts: A Working Guide to Reactive System Design, Runtime Monitoring and Execution-based Model CheckingFrom EverandModeling and Verification Using UML Statecharts: A Working Guide to Reactive System Design, Runtime Monitoring and Execution-based Model CheckingNo ratings yet
- Pipe Support PDFDocument98 pagesPipe Support PDFLuis Pullas100% (1)
- Asme HST 2 99Document26 pagesAsme HST 2 99johnsonpinto100% (2)
- More MooringDocument224 pagesMore Mooringpgupta71100% (1)
- Draft Maintenance Manual For Non AC LHB CoachesDocument511 pagesDraft Maintenance Manual For Non AC LHB CoachesBharat ki rail Bharat ki jeevan rekha100% (1)
- Ufc 4 159 03 2016 c2Document210 pagesUfc 4 159 03 2016 c2aandueza_1100% (1)
- FM 3-22 27-1Document11 pagesFM 3-22 27-1Nick MillerNo ratings yet
- External Can Communication Specification: 22:10-090 Edition 2018-07-12Document241 pagesExternal Can Communication Specification: 22:10-090 Edition 2018-07-12fernandorvs0% (1)
- Thermal Power Plant BasicsDocument79 pagesThermal Power Plant BasicsMukundan SwamynathanNo ratings yet
- 2033ES / 2633ES: Ce Service and Parts ManualDocument236 pages2033ES / 2633ES: Ce Service and Parts ManualRomann DmitrievNo ratings yet
- SM M2B Deltatrac IIDocument161 pagesSM M2B Deltatrac IIkjpv112398No ratings yet
- The Railway TrackDocument259 pagesThe Railway Tracksumith22100% (20)
- Ipc 2152Document5 pagesIpc 2152Abner FrancoNo ratings yet
- Globetrotter German in Your Pocket Phrase BookDocument16 pagesGlobetrotter German in Your Pocket Phrase BookMapStudio100% (1)
- CBC Couplers: A Report On LHB and Wagon CbcsDocument10 pagesCBC Couplers: A Report On LHB and Wagon CbcsWheel Bogie Parel WSNo ratings yet
- Handbook Linear Motion Technology 2006-07Document352 pagesHandbook Linear Motion Technology 2006-07Ahmed BdairNo ratings yet
- RF Planning Guide PDFDocument332 pagesRF Planning Guide PDFSrikanth ReddyNo ratings yet
- The Route To Measurement TransducersDocument88 pagesThe Route To Measurement TransducersBuiDucVinhNo ratings yet
- U90M Part 3 E-Feb14Document247 pagesU90M Part 3 E-Feb14Ed UrquizaNo ratings yet
- GRS3 July 2017Document50 pagesGRS3 July 2017FERNANDO OROPEZANo ratings yet
- SMR Part 3 E-July08Document250 pagesSMR Part 3 E-July08BrunoAlexanderSalazarNo ratings yet
- Abs Rules Steel Vessels Under 90 MtsDocument254 pagesAbs Rules Steel Vessels Under 90 MtsDavid EgasNo ratings yet
- AA Aluminum Construction Manual 1967Document66 pagesAA Aluminum Construction Manual 1967120984No ratings yet
- Mil-Hdbk-304 - (Package Cushioning Design)Document104 pagesMil-Hdbk-304 - (Package Cushioning Design)Alex DobrescuNo ratings yet
- Adapt Pt7 Manual Vol IIIDocument235 pagesAdapt Pt7 Manual Vol IIIapi-3730088100% (2)
- EI 1 July06Document193 pagesEI 1 July06katiki216No ratings yet
- TMC 202Document184 pagesTMC 202Pedro HenriquesNo ratings yet
- Bridge Design Manual - LRFDDocument102 pagesBridge Design Manual - LRFDDeparamento Analisa Avaliasaun e InspesaunNo ratings yet
- Dimensioning and Tolerancing: ASME Y14.5M-1994Document4 pagesDimensioning and Tolerancing: ASME Y14.5M-1994Sri RNo ratings yet
- DBX GtstrudlDocument167 pagesDBX Gtstrudleuric82No ratings yet
- El AceroDocument250 pagesEl AceroBrunoAlexanderSalazarNo ratings yet
- Standard Practice For Design and Construction Rigid PipeDocument62 pagesStandard Practice For Design and Construction Rigid PipeslavaNo ratings yet
- Chapter 3Document520 pagesChapter 3André CebolaNo ratings yet
- S Rurarales Primera PDFDocument300 pagesS Rurarales Primera PDFSamuel JimenezNo ratings yet
- Asme Interpre Sec Vii D 1Document60 pagesAsme Interpre Sec Vii D 1Mayrita Nicol Aranibar TiconaNo ratings yet
- Bridge Design Manual - LRFD: Revised October 2015Document87 pagesBridge Design Manual - LRFD: Revised October 2015KOLKIN HINONo ratings yet
- Ufc 3 570Document220 pagesUfc 3 570Joel GuiaoNo ratings yet
- HSC Part 3 E-Feb14Document255 pagesHSC Part 3 E-Feb14cupidkhhNo ratings yet
- MEP 016B Intermediate Maintenance Manual TM 5 6115 615 34Document202 pagesMEP 016B Intermediate Maintenance Manual TM 5 6115 615 34GreenMountainGeneratorsNo ratings yet
- HSNC Part 3 E-July13Document246 pagesHSNC Part 3 E-July13Neo ZaoNo ratings yet
- GR-8 GR-12 GR-15: Serial Number RangeDocument150 pagesGR-8 GR-12 GR-15: Serial Number Rangejayrreyes12No ratings yet
- Asme HST-2-2023Document39 pagesAsme HST-2-2023Peter MangalukiNo ratings yet
- ALE On HFDocument63 pagesALE On HFThắng Phạm ĐứcNo ratings yet
- Raritan Valley Line schedule and fare changesDocument2 pagesRaritan Valley Line schedule and fare changesWajuNo ratings yet
- 71hb34 AccessoriesDocument215 pages71hb34 AccessoriesGrigoroiu AlexandruNo ratings yet
- Mr. Ajay V., The General Manager, M/s. Calicut Tower, CalicutDocument4 pagesMr. Ajay V., The General Manager, M/s. Calicut Tower, CalicutDevidas ThirumangalathNo ratings yet
- 06 Local Architects PDFDocument36 pages06 Local Architects PDFDebi Bahinting Ouano-RotaNo ratings yet
- 5 - Estimate For Balance Work For Construction of Concrete Road From Mansarhat To Mansarhat High School, Harindanga - II GP Under The Fund SSKDocument6 pages5 - Estimate For Balance Work For Construction of Concrete Road From Mansarhat To Mansarhat High School, Harindanga - II GP Under The Fund SSKErMelvinDiasNo ratings yet
- Sig-naTrak® GEM Digital Point Motor User ManualDocument19 pagesSig-naTrak® GEM Digital Point Motor User ManualSig-naTrak® by GFB DesignsNo ratings yet
- Modicon M238 Logic Controller TM238LDD24DTDocument9 pagesModicon M238 Logic Controller TM238LDD24DTtruongmanhkiemNo ratings yet
- Executive Summary CSTM PNVL FAST CORRIDOR PDFDocument21 pagesExecutive Summary CSTM PNVL FAST CORRIDOR PDFAayushi GodseNo ratings yet
- Assignment: On HR Policy of Performance ManagementDocument119 pagesAssignment: On HR Policy of Performance Managementgeetainderhanda4430No ratings yet
- A Comparison On Transportation-Related Projects of The Philippine Presidents (Transportation Engineering)Document13 pagesA Comparison On Transportation-Related Projects of The Philippine Presidents (Transportation Engineering)Emmerson NavarroNo ratings yet
- GRP1000 en Datasheet Survey BasicDocument2 pagesGRP1000 en Datasheet Survey BasicandrewgeorgecherianNo ratings yet
- Evolution of Transport NotesDocument3 pagesEvolution of Transport Notesketki kamatNo ratings yet
- Dublin Public Transport MapDocument2 pagesDublin Public Transport Mapannapanna1No ratings yet
- Railway Points & Crossings DetailsDocument12 pagesRailway Points & Crossings DetailsAbhilashPadmanabhanNo ratings yet
- 52 ShaktipithsDocument8 pages52 Shaktipithsshakti2arvindNo ratings yet
- Maintenance of ICF CoachesDocument204 pagesMaintenance of ICF CoachesDebasis MajhiNo ratings yet
- Route 19 From Perris - Moreno ValleyDocument5 pagesRoute 19 From Perris - Moreno ValleyBenson TautalaNo ratings yet
- Elecon Mhe Wagon Tippler CatallogueDocument3 pagesElecon Mhe Wagon Tippler CatallogueViswanad RavillaNo ratings yet
- Chaplin PDFDocument24 pagesChaplin PDFSandeep DewanganNo ratings yet
- Engineering Vol 69 1900-06-15Document35 pagesEngineering Vol 69 1900-06-15ian_newNo ratings yet
- G. Railway BridgeDocument4 pagesG. Railway BridgeNikhil AgrawalNo ratings yet
- Brochure Rectifier Sg825863ben c00!09!2016 LRDocument8 pagesBrochure Rectifier Sg825863ben c00!09!2016 LRsubhashkpn86No ratings yet