You might also like
- Ultrasonic Testing - Wikipedia PDFDocument26 pagesUltrasonic Testing - Wikipedia PDFKarthicWaitingNo ratings yet
- NDT UltrasonicDocument15 pagesNDT Ultrasonicromeoamu87No ratings yet
- Application Notes: Nondestructive Bond Testing For Aircraft CompositesDocument5 pagesApplication Notes: Nondestructive Bond Testing For Aircraft CompositesPDDELUCANo ratings yet
- ANDTBF - 06 NDT Training SyllabusDocument34 pagesANDTBF - 06 NDT Training SyllabusHeidi CoxNo ratings yet
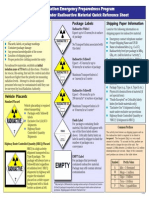
- Emergency Responder Fact Sheet - TransportationDocument2 pagesEmergency Responder Fact Sheet - TransportationS Pushya Mitra100% (1)
- PRR CalculationDocument4 pagesPRR CalculationnavitaNo ratings yet
- Quizelets PDFDocument9 pagesQuizelets PDFdiwakarNo ratings yet
- L Ru WrittenDocument12 pagesL Ru Writtenmadhunikhil100% (1)
- 109428-BS en 583-4-2002Document18 pages109428-BS en 583-4-2002Nensha KagasawaNo ratings yet
- List of StandardsDocument6 pagesList of StandardsShahazad ShaikNo ratings yet
- Visual Inspection ModulesDocument6 pagesVisual Inspection ModulesAgustine Setiawan100% (2)
- ISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingDocument9 pagesISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingJOSUE RIOSNo ratings yet
- Eddy Current InspectionDocument7 pagesEddy Current InspectionAl BorromeoNo ratings yet
- QZ EqDocument6 pagesQZ Eqgalati12345100% (1)
- Electromagnetic Testing-ASNT Level III S PDFDocument514 pagesElectromagnetic Testing-ASNT Level III S PDFRicardo Huanca TrejoNo ratings yet
- BS 4069-1982Document14 pagesBS 4069-1982Jithu KareemNo ratings yet
- PT PracticalDocument40 pagesPT PracticalShyam Sundar GayenNo ratings yet
- Accessories For Magnetic Particle Inspection Brochure - Jan 15 - EnglishDocument3 pagesAccessories For Magnetic Particle Inspection Brochure - Jan 15 - EnglishimahidaNo ratings yet
- Astm E1962 19Document4 pagesAstm E1962 19Mohamed AboelkhierNo ratings yet
- Radiograph FormulaDocument2 pagesRadiograph Formulaहेमंत कुमार मीणाNo ratings yet
- Nandtb PDFDocument1 pageNandtb PDFBalaji DharNo ratings yet
- Ect - Aerospace - OptimizedDocument30 pagesEct - Aerospace - OptimizedNguyen PhucNo ratings yet
- Topics On Nondestructive Evaluation: Automation, Miniature Robotics and Sensors Nondestructive Testing and EvaluationDocument103 pagesTopics On Nondestructive Evaluation: Automation, Miniature Robotics and Sensors Nondestructive Testing and EvaluationAli AlhaikNo ratings yet
- ASME SECTION VIII Ultrasonido CriteriosDocument1 pageASME SECTION VIII Ultrasonido CriteriosLorena Jimenez100% (1)
- Nortec Eddy CurrentDocument40 pagesNortec Eddy CurrentCss Sfaxien100% (2)
- Ferrite Measurement PDFDocument2 pagesFerrite Measurement PDFESWARANM91No ratings yet
- 20dB DropDocument84 pages20dB Dropphan hoang diepNo ratings yet
- 1100 Gorman RT-UT Presentation For CTMS Oct 07Document29 pages1100 Gorman RT-UT Presentation For CTMS Oct 07Sagar NaduvinamaniNo ratings yet
- LPT Spe QB 2Document6 pagesLPT Spe QB 2Aruchamy SelvakumarNo ratings yet
- Radiography Testing Level I and IIDocument16 pagesRadiography Testing Level I and IIJoshnewfoundNo ratings yet
- Nuclear UT - ISO - CD - 20890-1-2017Document39 pagesNuclear UT - ISO - CD - 20890-1-2017Anonymous 5qPKvmuTWCNo ratings yet
- Ecss Q ST 70 39c 1may2015Document72 pagesEcss Q ST 70 39c 1may2015melisbbNo ratings yet
- CINDE Course Calendar - Feb 3, 2016Document32 pagesCINDE Course Calendar - Feb 3, 2016PeterNo ratings yet
- DMTA 20015 01EN Rev M OmniScan MX and MX2 UserDocument230 pagesDMTA 20015 01EN Rev M OmniScan MX and MX2 UserPetr0% (2)
- Jaeger J1 EquivalentDocument2 pagesJaeger J1 Equivalentmukeshkbhatt100% (1)
- AGR Field Operations TD Focus-Scan Data SheetDocument2 pagesAGR Field Operations TD Focus-Scan Data SheetJeganeswaranNo ratings yet
- Ultrasonic TestingDocument52 pagesUltrasonic TestingSatheenaThiruvenkadamNo ratings yet
- Australian StandardDocument14 pagesAustralian StandardEsme P. W. LauNo ratings yet
- E 1065 - 99-UT-transdDocument22 pagesE 1065 - 99-UT-transdDemian PereiraNo ratings yet
- Radio GraphicDocument58 pagesRadio GraphicApex AesNo ratings yet
- Computed Tomographic (CT) Examination of Castings: Standard Practice ForDocument4 pagesComputed Tomographic (CT) Examination of Castings: Standard Practice ForEric GozzerNo ratings yet
- Standards of Radiography of WeldDocument133 pagesStandards of Radiography of Weldmsiddique1No ratings yet
- Tangential Radiography For The Wall Thickness Measurement of Process PipingDocument7 pagesTangential Radiography For The Wall Thickness Measurement of Process Pipingkirubha_karan2000No ratings yet
- BS EN ISO 9934-1 Current CalculationDocument3 pagesBS EN ISO 9934-1 Current Calculationbhavin178No ratings yet
- Eddy Current Testing Level Iii Questions in April 2012 These Questions May Also Again Repeat in The FollowingDocument5 pagesEddy Current Testing Level Iii Questions in April 2012 These Questions May Also Again Repeat in The FollowingMangalraj MadasamyNo ratings yet
- Multifilm Techinique PDFDocument7 pagesMultifilm Techinique PDFamitNo ratings yet
- 8.5 Curved Surface Correction (CSC) - Olympus IMSDocument4 pages8.5 Curved Surface Correction (CSC) - Olympus IMSTHIRU.SNo ratings yet
- 2017 Catalogue GBDocument131 pages2017 Catalogue GBCedric MercadoNo ratings yet
- BS en 9934-3Document21 pagesBS en 9934-3The Normal HeartNo ratings yet
- Calibration of Eddycon CL - ENGDocument36 pagesCalibration of Eddycon CL - ENGNathaniel LuraNo ratings yet
- MT Classroom Training HandbookDocument56 pagesMT Classroom Training HandbookaspoiaspoiNo ratings yet
- Application of Tandem Techniques With Contact Mono-Elements or Phased Array Probes: Simulation and ExperimentsDocument10 pagesApplication of Tandem Techniques With Contact Mono-Elements or Phased Array Probes: Simulation and ExperimentsAbd Rahman AliasNo ratings yet
- Transient Electromagnetic-Thermal Nondestructive Testing: Pulsed Eddy Current and Transient Eddy Current ThermographyFrom EverandTransient Electromagnetic-Thermal Nondestructive Testing: Pulsed Eddy Current and Transient Eddy Current ThermographyRating: 5 out of 5 stars5/5 (1)
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989From EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookNo ratings yet
- Study of Commonly Encountered Defects in FRP Composites Through Air-Coupled Ultrasonic C-Scanning With Different Frequencies and WaveformsDocument7 pagesStudy of Commonly Encountered Defects in FRP Composites Through Air-Coupled Ultrasonic C-Scanning With Different Frequencies and WaveformsChirag AnandNo ratings yet
- Difference Between ISO and ASTM StandardsDocument5 pagesDifference Between ISO and ASTM StandardsNicholas Farrugia100% (4)
- A Risk Assessment Approach To Improve The Resilience of A Seaport System Using Bayesian Networks 2016 Ocean EngineeringDocument12 pagesA Risk Assessment Approach To Improve The Resilience of A Seaport System Using Bayesian Networks 2016 Ocean Engineeringsaptop39No ratings yet
- How To Use This BookletDocument7 pagesHow To Use This Bookletsaptop39No ratings yet
- Swan UseDocument135 pagesSwan Usesaptop39No ratings yet
- Iso 14125 1998Document10 pagesIso 14125 1998saptop39No ratings yet
- Tec482 PDFDocument39 pagesTec482 PDFsaptop39No ratings yet
- Principal Value With MatlabDocument1 pagePrincipal Value With Matlabsaptop39No ratings yet
- A Baq Us Execution ProcedureDocument1 pageA Baq Us Execution Proceduresaptop39No ratings yet
- WartsilaDocument92 pagesWartsilamohzainalabidin100% (2)
- IATTC 73 EPO Capacity PlanDocument5 pagesIATTC 73 EPO Capacity Plansaptop39No ratings yet
- Depliant Presentation AMASONE - v2Document2 pagesDepliant Presentation AMASONE - v2saptop39No ratings yet
- Ads Application Form 2012Document33 pagesAds Application Form 2012Cholis NurNo ratings yet
- Lecture 8 9 NotesDocument2 pagesLecture 8 9 Notessaptop39No ratings yet
- Outcome 35Document11 pagesOutcome 35Abhishek SharmaNo ratings yet
- OTC Paper 13210, 2001 Taco TerpstraDocument21 pagesOTC Paper 13210, 2001 Taco TerpstraParilla13No ratings yet
- (6 G) GuidanceDocument28 pages(6 G) Guidancesaptop39No ratings yet
- About CTIDocument3 pagesAbout CTIsaptop39No ratings yet
- About CTIDocument3 pagesAbout CTIsaptop39No ratings yet
- RSW SystemsDocument4 pagesRSW Systemssaptop39No ratings yet
- Fender Product LiteratureDocument8 pagesFender Product Literaturesaptop39No ratings yet
- Iso Kapal Layar - E - 2004-03-02Document29 pagesIso Kapal Layar - E - 2004-03-02saptop39No ratings yet
- RSW SystemsDocument4 pagesRSW Systemssaptop39No ratings yet
- Spin AkerDocument11 pagesSpin Akersaptop39No ratings yet
- Analysis of Existing Refrigeration Plants Onboard Fishing Vessels and Improvement PossibilitiesDocument8 pagesAnalysis of Existing Refrigeration Plants Onboard Fishing Vessels and Improvement PossibilitiesADRIANSF1No ratings yet
- Hirdostatic CurveDocument1 pageHirdostatic Curvesaptop39No ratings yet
- BrochureDocument6 pagesBrochuresaptop39No ratings yet
- Spin AkerDocument11 pagesSpin Akersaptop39No ratings yet
- 2Document2 pages2saptop39No ratings yet
- X19 CombatDocument1 pageX19 Combatsaptop39No ratings yet
- E127Document13 pagesE127UTshooterNo ratings yet
- Digital Control System Analysis and Design 4th Edition by Phillips ISBN Solution ManualDocument46 pagesDigital Control System Analysis and Design 4th Edition by Phillips ISBN Solution Manualraymond100% (23)
- Maths - 2B Imp QuestionsDocument93 pagesMaths - 2B Imp QuestionsBandaru Chiranjeevi100% (1)
- Assignment NM 2Document1 pageAssignment NM 2Sunny KashyapNo ratings yet
- SH 60 TD enDocument98 pagesSH 60 TD enCésar David Pedroza DíazNo ratings yet
- Economics 101: Interactive BrokersDocument11 pagesEconomics 101: Interactive BrokersDennys FreireNo ratings yet
- Time ResponseDocument105 pagesTime ResponseFrogie HuniebieNo ratings yet
- Huawei KPIs 10thsep2011Document15 pagesHuawei KPIs 10thsep2011Amr Mohamed Abd El-baryNo ratings yet
- More Than One Answer Is CorrectDocument182 pagesMore Than One Answer Is CorrectNikhil GandhiNo ratings yet
- ISCSI OptimizationDocument28 pagesISCSI OptimizationrahulhclNo ratings yet
- Cool Fire Manual 45M620N2UK-01Document198 pagesCool Fire Manual 45M620N2UK-01prejby91% (11)
- On The Coupling of Mechanics With Bioelectricity and Its Role in MorphogenesisDocument12 pagesOn The Coupling of Mechanics With Bioelectricity and Its Role in MorphogenesisVishvendraNo ratings yet
- Checklists For Quality Control For RCC WorkDocument4 pagesChecklists For Quality Control For RCC Workwaimaung100% (1)
- Handout 3 TMR4305 Lecture 13 09 2007Document5 pagesHandout 3 TMR4305 Lecture 13 09 2007sujaydsouza1987No ratings yet
- Electrolysis 4.1Document42 pagesElectrolysis 4.1Maham khanNo ratings yet
- 932qlg65vteb PDFDocument4 pages932qlg65vteb PDFMariaNo ratings yet
- The Law of CosinesDocument12 pagesThe Law of CosinesLei Xennia YtingNo ratings yet
- KPS Alignment Procedure & FormulaDocument4 pagesKPS Alignment Procedure & FormulaWidhyatmika RestuNo ratings yet
- Dental CementDocument74 pagesDental CementAisha samreenNo ratings yet
- King Fahd University of Petroleum & Minerals Department of Chemical EngineeringDocument5 pagesKing Fahd University of Petroleum & Minerals Department of Chemical Engineeringgood musicNo ratings yet
- Availability and ReachabilityDocument1 pageAvailability and ReachabilityAndre Syah FahmiNo ratings yet
- KEIYU NDT Ultrasonic TransducerDocument6 pagesKEIYU NDT Ultrasonic TransducersrgokuNo ratings yet
- Chapter 02 - Components of CADCAMCAE SystemsDocument35 pagesChapter 02 - Components of CADCAMCAE SystemsKeVal PaTelNo ratings yet
- Autoclave CatalogueDocument17 pagesAutoclave CatalogueUMARALEKSANA, CVNo ratings yet
- Lecture 2 - Inverse Laplace TransformsDocument3 pagesLecture 2 - Inverse Laplace TransformsAmirah MapandiNo ratings yet
- Module One 4 BAKERY INGREDIENTSDocument46 pagesModule One 4 BAKERY INGREDIENTSIhsan BadshaNo ratings yet
- APN-002 Protection and Control DevicesDocument10 pagesAPN-002 Protection and Control DevicesYusron MuhammadNo ratings yet
- Engineering Materials CE-105: ConcreteDocument27 pagesEngineering Materials CE-105: Concretenasir khanNo ratings yet
- ABM11 BussMath Q1 Wk3 ProportionsDocument12 pagesABM11 BussMath Q1 Wk3 ProportionsArchimedes Arvie Garcia100% (1)
- PumpsDocument8 pagesPumpskannagi198No ratings yet