You might also like
- Rhodamine B Dimer Spectra Reveal Limitations of Simple Exciton TheoryDocument4 pagesRhodamine B Dimer Spectra Reveal Limitations of Simple Exciton TheoryEdi SuharmantoNo ratings yet
- Excel AirDocument3 pagesExcel AirEdi SuharmantoNo ratings yet
- Polimer 2Document6 pagesPolimer 2Edi SuharmantoNo ratings yet
- 2Document27 pages2Edi SuharmantoNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ecx4233 Tma1 2016Document6 pagesEcx4233 Tma1 2016ParasecNo ratings yet
- Manual MI 2893, MI 2892, MI 2885 - PowerMaster XT, Power Master, Master Q4 ANG Ver 1.2.2 20753179Document242 pagesManual MI 2893, MI 2892, MI 2885 - PowerMaster XT, Power Master, Master Q4 ANG Ver 1.2.2 20753179Nhật Tân Nguyễn VănNo ratings yet
- Basics of Vibration AnalysisDocument36 pagesBasics of Vibration Analysisbagusindarto86% (7)
- PC Card Standard 8.0 Volume 4 Metaformat SpecificationDocument144 pagesPC Card Standard 8.0 Volume 4 Metaformat SpecificationfilionpierNo ratings yet
- SM3GZ47, SM3JZ47: Ac Power Control ApplicationsDocument5 pagesSM3GZ47, SM3JZ47: Ac Power Control ApplicationsSergio BarbozaNo ratings yet
- Hind Rectifiers Limited: Perfectly Engineered Power Conversion SystemsDocument16 pagesHind Rectifiers Limited: Perfectly Engineered Power Conversion SystemsMURALINo ratings yet
- Vertex VT26 MANUAL QIS - VT20V6Document19 pagesVertex VT26 MANUAL QIS - VT20V6JanmejoyPatraNo ratings yet
- Id210 SpecsDocument8 pagesId210 Specsrose HNo ratings yet
- Combinational+Sequential DesignDocument403 pagesCombinational+Sequential DesignTolesa ShoreNo ratings yet
- Manual Gerador RF ChinêsDocument2 pagesManual Gerador RF ChinêsAlex FernandesNo ratings yet
- Radix-4 Encoding and Modified Booth's Encoder OptimizationDocument15 pagesRadix-4 Encoding and Modified Booth's Encoder OptimizationAnjali NaikNo ratings yet
- 957 4 1 A 57607 ECAD VLSI Lab Manual PDFDocument151 pages957 4 1 A 57607 ECAD VLSI Lab Manual PDFBasava RajuNo ratings yet
- SCDL Assignment Answering OASDocument14 pagesSCDL Assignment Answering OASbest4reverNo ratings yet
- Electric Bike Controller with Regen BrakingDocument23 pagesElectric Bike Controller with Regen Brakingabhignyan nayak ?No ratings yet
- Unix Interview Questions and AnswersDocument9 pagesUnix Interview Questions and AnswersKarthikReNo ratings yet
- Training Manual PDFDocument12 pagesTraining Manual PDFOwen kamazizwaNo ratings yet
- Tnstrument Transformers (CT, PT) TheoryDocument6 pagesTnstrument Transformers (CT, PT) TheorySARAVANANo ratings yet
- High-Efficiency Pure Sine Wave InverterDocument5 pagesHigh-Efficiency Pure Sine Wave Invertermariojrm74No ratings yet
- Sam4s ER-380 Service ManualDocument110 pagesSam4s ER-380 Service Manualsupport-43No ratings yet
- Wetwon LV Series Busway CATALOG (For Materials)Document40 pagesWetwon LV Series Busway CATALOG (For Materials)NanmNo ratings yet
- FORM TP 22247: Caribbean Examinat Advanced Proficiency Physics Ions Coun ExaminationDocument19 pagesFORM TP 22247: Caribbean Examinat Advanced Proficiency Physics Ions Coun Examinationpetey78No ratings yet
- Complressor R134aDocument2 pagesComplressor R134aHikmat KtkNo ratings yet
- Day 3 - IP Address - AnswerDocument15 pagesDay 3 - IP Address - AnswerlongfunkyNo ratings yet
- InfoVista Planet 5G NRDocument32 pagesInfoVista Planet 5G NRDenmark Wilson100% (8)
- RAK811 Lora Module Datasheet V1.3Document14 pagesRAK811 Lora Module Datasheet V1.3Tonny-Leonard FarauanuNo ratings yet
- 10 Instruction Sheet DOP B07S410Document2 pages10 Instruction Sheet DOP B07S410Nisar AhmedNo ratings yet
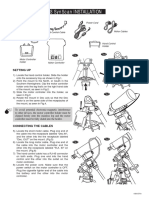
- EQ3 SynScan INSTALLATION guideDocument1 pageEQ3 SynScan INSTALLATION guideOscar MalamudNo ratings yet
- Led RGB MatrixDocument18 pagesLed RGB MatrixJorge Arévalo MilletNo ratings yet
- Lista de Libros y SolucionariosDocument3 pagesLista de Libros y SolucionariosEddy Ramirez Quiroga100% (1)