You might also like
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Kalcret InsulationDocument16 pagesKalcret Insulationgechaves1No ratings yet
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionFrom EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionNo ratings yet
- Hollow Core BushingDocument4 pagesHollow Core BushingAkhileshkumar PandeyNo ratings yet
- AAC BlocksDocument20 pagesAAC BlocksJithesh DharmadasNo ratings yet
- Emaco Fast FibreDocument4 pagesEmaco Fast FibreSandro MendesNo ratings yet
- Insulation ContraThermDocument16 pagesInsulation ContraThermmarcins85No ratings yet
- IAL PresentationDocument55 pagesIAL PresentationPanneer SelvamNo ratings yet
- TDS - Masterflow 648CPDocument3 pagesTDS - Masterflow 648CPVenkata RaoNo ratings yet
- Renderoc LaxtraDocument2 pagesRenderoc LaxtraAlexi ALfred H. TagoNo ratings yet
- Training On at Air India, JEOC, New Delhi (25 To 26 April, 2016)Document55 pagesTraining On at Air India, JEOC, New Delhi (25 To 26 April, 2016)Panneer SelvamNo ratings yet
- Selecting The Proper Coating/Lining System: Kevin Morris Market Director Water & Wastewater Sherwin-WilliamsDocument47 pagesSelecting The Proper Coating/Lining System: Kevin Morris Market Director Water & Wastewater Sherwin-WilliamsVapaVapaNo ratings yet
- Preprufe 300R & 160RDocument6 pagesPreprufe 300R & 160RvelarajanNo ratings yet
- Abrasion Resistant Linings For Production and Conveying SystemsDocument28 pagesAbrasion Resistant Linings For Production and Conveying SystemsJim HaigNo ratings yet
- SFP Catalog 3 Fabric Exp JointsDocument32 pagesSFP Catalog 3 Fabric Exp JointsJosé MoránNo ratings yet
- Good Practices RecoommendedDocument2 pagesGood Practices RecoommendedyopatmetNo ratings yet
- Recotec Rotafil enDocument16 pagesRecotec Rotafil enJordan RileyNo ratings yet
- Kalzip - KZ Roof Installation ManualDocument24 pagesKalzip - KZ Roof Installation ManualOnias GalvãoNo ratings yet
- Katalog E Vollversion - 07 PDFDocument15 pagesKatalog E Vollversion - 07 PDFChristian HinostrozaNo ratings yet
- Cmci Cmci: High Flow Epoxy Grout SystemDocument2 pagesCmci Cmci: High Flow Epoxy Grout Systempravi3434No ratings yet
- Duckbill Ground Anchor Systems - Helical Anchors & Anchor Bolts (Feb 2010)Document12 pagesDuckbill Ground Anchor Systems - Helical Anchors & Anchor Bolts (Feb 2010)sandycastleNo ratings yet
- Novel Technologies For Wear Protection and Monitoring in DredgingDocument23 pagesNovel Technologies For Wear Protection and Monitoring in DredgingRASHEED YUSUFNo ratings yet
- Roofing Manual 06 PDFDocument76 pagesRoofing Manual 06 PDFmutton moonswami100% (2)
- Conbextra EP10TGDocument2 pagesConbextra EP10TGBambang SasikiranaNo ratings yet
- Cmci Cmci: High Performance Epoxy Grout SystemDocument2 pagesCmci Cmci: High Performance Epoxy Grout Systempravi3434No ratings yet
- Expansion JointsDocument8 pagesExpansion Jointsterencejustine100% (1)
- Technip Drilling BrochureDocument12 pagesTechnip Drilling Brochurenedumaran.sNo ratings yet
- Frosio Insulation NotesDocument41 pagesFrosio Insulation NotesJANVI KRISHNo ratings yet
- Pipes 2006Document28 pagesPipes 2006droessaert_stijnNo ratings yet
- Enecon BrochureDocument12 pagesEnecon BrochurepaulpopNo ratings yet
- Large Generators WEBDocument16 pagesLarge Generators WEBHiep NguyenNo ratings yet
- Sikafloor 220 W ConductiveDocument5 pagesSikafloor 220 W Conductivethe pilotNo ratings yet
- Isocrete 4000Document2 pagesIsocrete 4000Krish DoodnauthNo ratings yet
- Inspection, Good Construction Practices, Workmanship and Codal ProvisionsDocument31 pagesInspection, Good Construction Practices, Workmanship and Codal ProvisionsThiyagarajan TiguNo ratings yet
- Fosroc Nitowrap Carbon Fibre SheetDocument4 pagesFosroc Nitowrap Carbon Fibre Sheetalexcus1539No ratings yet
- Sikafloor-3 QuartzTopDocument5 pagesSikafloor-3 QuartzTopJessica CaldwellNo ratings yet
- Flexitallic Gasket Criteria DesignDocument59 pagesFlexitallic Gasket Criteria DesignAtif MehmoodNo ratings yet
- 13 - Tds - Emaco s43 NTDocument3 pages13 - Tds - Emaco s43 NTmanil_5No ratings yet
- LASTO®HDRB Schweiz EN (Eversion)Document4 pagesLASTO®HDRB Schweiz EN (Eversion)YudhaNo ratings yet
- Sikalastic 612Document8 pagesSikalastic 612Zlatko KrsicNo ratings yet
- CSR Roofing ArchManual S5 PDFDocument14 pagesCSR Roofing ArchManual S5 PDFanamackicNo ratings yet
- Kingspan 20insulation Thermaroof 20tr22Document8 pagesKingspan 20insulation Thermaroof 20tr22Ady SasuNo ratings yet
- Textile Composites: Shahrukh ShahbazDocument55 pagesTextile Composites: Shahrukh ShahbazShahrukh100% (1)
- 4.10) Arch Shaped Self Supporting Trussless Roof SpecificationsDocument11 pages4.10) Arch Shaped Self Supporting Trussless Roof Specificationshebh123100% (1)
- Epp 1792Document11 pagesEpp 1792burvanovNo ratings yet
- Bauder Thermofolbrochure May2010Document12 pagesBauder Thermofolbrochure May2010Deana WhiteNo ratings yet
- Sika PDS - E - SikaGrout PT PDFDocument5 pagesSika PDS - E - SikaGrout PT PDFlwin_oo2435No ratings yet
- Gask o Seal PDFDocument24 pagesGask o Seal PDFThang CaoNo ratings yet
- 2 ITATech Sprayed Membranes CelestinoDocument60 pages2 ITATech Sprayed Membranes CelestinoMarcelo ApoloNo ratings yet
- File No. 7 - API 936Document8 pagesFile No. 7 - API 936praveentien100% (1)
- Tds CPD Sikalastic 621 TC UsDocument3 pagesTds CPD Sikalastic 621 TC UsTPNo ratings yet
- Zeds & Cees: Users GuideDocument40 pagesZeds & Cees: Users GuideTee Bun PinNo ratings yet
- Coplastix Brochure 2006Document4 pagesCoplastix Brochure 2006bmpNo ratings yet
- Wear Rate LoescheDocument8 pagesWear Rate LoescheEdson Ricardo Lima100% (2)
- Cavi FlexDocument11 pagesCavi FlexCandace BlackburnNo ratings yet
- External Floating RoofDocument14 pagesExternal Floating RoofAjeetKumarNo ratings yet
- BR Polyken Rev11 Sep10Document8 pagesBR Polyken Rev11 Sep10diaccessltd_17172961No ratings yet
- WIP Field GuideDocument28 pagesWIP Field GuideVictor PadillaNo ratings yet
- Euclid Chemical Dry Shake Floor Hardeners Application Instructions Installation Instructions B26664Document2 pagesEuclid Chemical Dry Shake Floor Hardeners Application Instructions Installation Instructions B26664John ShaneNo ratings yet
- Armorflex 8ppDocument8 pagesArmorflex 8ppQue PiiNo ratings yet
- Gallic AcidDocument28 pagesGallic AcidDolih GozaliNo ratings yet
- Solid-State Previous-Years Hots Value-Based QuestionsDocument1 pageSolid-State Previous-Years Hots Value-Based Questionsilias19730% (1)
- DSM-0295.0 Al2O3 NiAl CermetDocument3 pagesDSM-0295.0 Al2O3 NiAl CermetApichitNo ratings yet
- T-Technology Pintér WorksDocument5 pagesT-Technology Pintér Worksmig232323No ratings yet
- OrganicCarbonTotalDirectTNT DOC316.53.01093Document8 pagesOrganicCarbonTotalDirectTNT DOC316.53.01093yocam2No ratings yet
- Official Draft - 2022-23 Bellevistat-CompressedDocument72 pagesOfficial Draft - 2022-23 Bellevistat-Compressedtemp accNo ratings yet
- Physics Today: Quantum CriticalityDocument8 pagesPhysics Today: Quantum CriticalityAndré RojasNo ratings yet
- Stoichiometry - Determination of Percent by Mass of NaHCO3 in Alka Seltzer TabletsDocument6 pagesStoichiometry - Determination of Percent by Mass of NaHCO3 in Alka Seltzer Tabletsgabbal009No ratings yet
- Rate Law and The Eyring EquationDocument11 pagesRate Law and The Eyring EquationManjunath.RNo ratings yet
- Chapter: Semiconductor Electronics: Materials, Devices and Simple Circuits (One Mark Questions)Document19 pagesChapter: Semiconductor Electronics: Materials, Devices and Simple Circuits (One Mark Questions)khannapuneetNo ratings yet
- Properties of LightDocument6 pagesProperties of LightSteffi Bianca U. BelenNo ratings yet
- Thermoelectric Cooling ModulesDocument8 pagesThermoelectric Cooling ModuleshabteabNo ratings yet
- RESONANCE Haloalkanes & HaloarenesDocument36 pagesRESONANCE Haloalkanes & HaloarenesAlok pandey67% (6)
- 0708 0369Document27 pages0708 0369iledinamo1No ratings yet
- 12 Physics Notes Ch05 Magnetism and MatterDocument8 pages12 Physics Notes Ch05 Magnetism and MatterAmrit KumarNo ratings yet
- Offshore Oil & GasDocument27 pagesOffshore Oil & GasArash HamidiNo ratings yet
- Bahareh Tavakoli - A Review of Preparation Methods For Supported Metal CatalystsDocument37 pagesBahareh Tavakoli - A Review of Preparation Methods For Supported Metal CatalystsAarón NavarreteNo ratings yet
- Es Int 9e QQ AspDocument3 pagesEs Int 9e QQ AspRifaa WidasmaraNo ratings yet
- Gelatin Zymography For Detection of Matrixmetalloproteinase-2 and - 9 (MMP-2, MMP-9) From Myocardiam SamplesDocument21 pagesGelatin Zymography For Detection of Matrixmetalloproteinase-2 and - 9 (MMP-2, MMP-9) From Myocardiam SamplesItrux JonathanNo ratings yet
- Ultra Supercritical BoilerDocument12 pagesUltra Supercritical BoilerImteyaz AhmadNo ratings yet
- Psu Syllabus MechanicalDocument2 pagesPsu Syllabus Mechanicalammu0312No ratings yet
- Wear Plate SpecsDocument4 pagesWear Plate SpecsJuan Carlos EspinozaNo ratings yet
- CH 21Document32 pagesCH 21Indro ParmaNo ratings yet
- Temperature Control With ThermistorDocument7 pagesTemperature Control With ThermistorMonika Maheshwari100% (1)
- Sop of UV HPLCDocument5 pagesSop of UV HPLCSachin S RaneNo ratings yet
- Biochemistry & Molecular Biology Journal - Open Access JournalDocument2 pagesBiochemistry & Molecular Biology Journal - Open Access JournalManjida RahmanNo ratings yet
- AYJR 2022 July - Shift 2Document70 pagesAYJR 2022 July - Shift 2आस्तिक शर्माNo ratings yet
- Theory Lm2500 Principios Basicos de Operacion PDFDocument25 pagesTheory Lm2500 Principios Basicos de Operacion PDFamir8100No ratings yet
- ASTM A674 - Polyethylene Encasement For Ductile Iron Pipe For Water or Other Liquids PDFDocument7 pagesASTM A674 - Polyethylene Encasement For Ductile Iron Pipe For Water or Other Liquids PDFApolos CastNo ratings yet
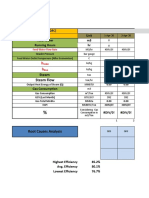
- DDFC Boiler Effeciency AnalysisDocument21 pagesDDFC Boiler Effeciency AnalysisPublic DemandNo ratings yet